







Какое приспособление сварочного аппарата в ответе за величину тока? Регулятор тока для сварочного аппарата
Регулятор тока для сварочного аппарата своими руками — studvesna73.ru
Существуют различные способы регулировки сварочного тока, но, можно сказать, что самое широкое распространение в народе получил очень простой и надежный способ регулировки тока — с помощью включенного на выходе вторичной обмотки балластного сопротивления. Способ не только прост и надежен, но к тому же полезен, так как улучшает внешнюю характеристику трансформатора, увеличивая крутизну ее падения. В некоторых случаях балластные сопротивления применяются сугубо для исправления жесткой характеристики сварочного аппарата.
Величина балластного сопротивления для регулятора сварочного тока составляет порядка сотых-десятых долей Ома и подбирается, как правило, экспериментально. В качестве балластного сопротивления издавна применяются мощные проволочные сопротивления, использовавшиеся в подъемных кранах, троллейбусах, или отрезки спиралей ТЭНов (теплоэлектронагревателей), куски толстой высокоомной проволоки. Несколько уменьшить ток можно даже с помощью растянутой дверной пружины из стали. Балластное сопротивление может включаться либо стационарно.
 Схема регулятора сварочного тока
Схема регулятора сварочного тока
Либо так, чтобы потом можно было относительно легко регулировать сварочный ток. Один конец такого сопротивления подключается к выходу трансформатора, а конец сварочного провода оборудуется съемным зажимом, который легко перебрасывается по длине спирали сопротивления, выбирая нужный ток.
 Схема регулировки сварочного тока
Схема регулировки сварочного тока

 Регулирование сварочного тока балластным сопротивлением
Регулирование сварочного тока балластным сопротивлением
Большинство проволочных резисторов большой мощности изготовлены в виде открытой спирали, установленной на керамический каркас длиной до полуметра, как правило, в спираль смотана и проволока от ТЭНов. Если резистор изготовлен из магнитных сплавов, то в случае его спиральной компоновки, а тем более с какими-либо стальными элементами конструкции внутри спирали, при прохождении больших токов спираль начинает сильно вибрировать. Ведь спираль — это тот же соленоид, а огромные сварочные токи порождают мощные магнитные поля. Уменьшить влияние вибраций можно, растянув спираль и зафиксировав ее на жесткой основе. Кроме спирали, проволоку можно сгибать также змейкой, что тоже уменьшает размеры готового резистора. Сечение токопроводящего материала резистора следует подбирать побольше, потому что при работе он сильно греется. Слишком тонкая проволока или лента будет раскаляться докрасна, хотя даже это, в принципе, не исключает эффективность использования ее в качестве регулятора тока для сварочного аппарата. О реальном значении сопротивления балластных проволочных резисторов судить трудно, так как в нагретом состоянии свойства материалов сильно меняются.
В промышленных сварочных аппаратах способ регулировки тока с помощью включения активных сопротивлений, из-за их громоздкости и нагрева, не получил распространения. Зато очень широко применяется реактивное сопротивление — включение во вторичную цепь дросселя. Дроссели имеют разнообразные конструкции, часто объединенные с магнитопроводом трансформатора в одно целое, но сделаны так, что их индуктивность, а значит, реактивное сопротивление регулируется, в основном, перемещением частей магнитопровода. Заодно дроссель улучшает процесс горения дуги.
Регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. Через регулирующие устройство проходят значительные токи, что приводит к его громоздкости. Другое неудобство — переключение. Для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200А. Другое дело — цепь первичной обмотки, где токи примерно в пять раз меньше, переключатели для которых являются ширпотребом. Последовательно с первичной обмоткой, так же, как и в предыдущем случае, можно включать балластные сопротивления. Только в этом случаи сопротивление резисторов должно быть на порядок большим, чем в цепи вторичной обмотки. Так, батарея из нескольких параллельно соединенных резисторов ПЭВ-50. 100 суммарным сопротивлением 6-8 Ом способна понизить выходной ток вдвое, а то и втрое, в зависимости от конструкции трансформатора. Можно собрать несколько батарей и установить переключатель. Если же в распоряжении нет мощного переключателя, то можно обойтись несколькими выключателями. Установив резисторы по схеме изображенной ниже, можно, например, сделать регулятор сварочного тока с комбинацией: 0; 4; 6; 10 Ом.

Правда, при включении балластного сопротивления в первичной цепи, теряется выгода, которую придает сопротивление во вторичной, — улучшение падающей характеристики трансформатора. Но зато и к каким-либо отрицательным последствиям в горении дуги включенные по высокому напряжению резисторы не приводят: если трансформатор хорошо варил без них, то с добавочным сопротивлением в первичной обмотке он варить будет.
В режиме холостого хода трансформатор потребляет небольшой ток, а значит, его обмотка обладает значительным сопротивлением. Поэтому дополнительные несколько Ом практически никак не сказываются на выходном напряжении холостого хода.
Вместо резисторов, которые при работе будут сильно греться, в цепь первичной обмотки можно установить реактивное сопротивление — дроссель.
Эту меру следует рассматривать скорее как выход из положения, если никаких других средств понижения мощности не имеется. Включение реактивного сопротивления в цепь высокого напряжения может сильно понижать выходное напряжение холостого хода трансформатора. Падение выходного напряжения наблюдается у трансформаторов с относительно большим током холостого хода — 2-3А. При незначительном потреблении тока — порядка 0,1А — падение выходного напряжения почти незаметно. Кроме того, включенный в первичной обмотке трансформатора, дроссель может приводить к некоторому ухудшению сварочных характеристик трансформатора, хотя и не настолько, чтобы его нельзя было эксплуатировать. В последнем случае все еще сильно зависит от свойств конкретного трансформатора. Для некоторых сварочных аппаратов, включение дросселя в первичную цепь трансформатора никак не сказывается, по крайней мере согласно субъективным ощущениям, на качестве горения дуги.
В качестве дросселя сварочного аппарата, для регулировки тока, можно использовать готовую вторичную обмотку какого-нибудь трансформатора, рассчитанного да выход около 40В и мощностью 200-300 Вт, тогда ничего переделывать не придется. Хотя все же лучше сделать самодельный дроссель, намотав провод на отдельном каркасе от такого же трансформатора — 200-300 Вт, например от телевизора, сделав отводы через каждые 30-60 витков, подключенные к переключателю.

Самодельный дроссель можно изготовить и на незамкнутом — прямом сердечнике. Это удобно, когда уже есть готовая катушка с несколькими сотнями витков подходящего провода. Тогда внутрь нее надо набить пакет прямых пластин из трансформаторного железа. Необходимое реактивное сопротивление выставляется подбором толщины пакета, ориентируясь по сварочному току трансформатора. Для примера: дроссель, изготовленный из катушки, содержащей предположительно около 400 витков провода диаметром 1,4 мм, был набит пакетом железа с общим сечением 4,5 см 2. длиной, равной длине катушки, 14 см. Это позволило уменьшить сварочный ток трансформатора 120А примерно в два раза. Дроссель такого типа можно сделать и с регулируемым реактивным сопротивлением. Для этого можно менять глубину ввода стержня сердечника в полость катушки. Катушка без сердечника обладает низким сопротивлением, при полностью введенном стержне ее сопротивление максимально. Дроссель, намотанный подходящим проводом, мало греется, но у него сильно вибрирует сердечник. Это надо учитывать при стяжке и фиксации набора пластин железа.
Для самодельных сварочных аппаратов легче всего, еще при намотке обмоток, сделать их с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно разве что для подстройки тока, нежели для его регулировки в широких пределах. Ведь, чтобы уменьшить ток в 2-3 раза, придется слишком увеличивать количество витков первичной обмотки, что неизбежно приведет к падению напряжения во вторичной цепи. Либо же придется наращивать витки всех катушек, что приведет к чрезмерному расходу провода, увеличению габаритов и массы трансформатора.
Для более тонкой регулировки сварочного тока в меньшую сторону, можно использовать индуктивность сварочного кабеля, укладывая его кольцами. Но не стоит перебарщивать, т.к. кабель будет нагреваться.
В последнее время некоторое распространение получили тиристорные и симисторные схемы регулировки тока сварки. При подаче на управляющий вывод тиристора или симистора напряжения определенной величины регулятор открывается и начинает свободно пропускать через себя ток. В схемах регулирования тока, работающих от переменного напряжения, управляющие импульсы обычно поступают на каждом полупериоде. Регулятор открывается в строго определенные (задаваемые) моменты времени, обрезая таким образом начало каждого полупериода синусоиды тока, что уменьшает суммарную мощность проходящего электрического сигнала.
 Осциллограмма для трансформатора с тиристорным регулятором
Осциллограмма для трансформатора с тиристорным регулятором
Естественно, ток и напряжение после этого не имеют синусоидальную форму. Такие схемы позволяют регулировать мощность в широких пределах. Человек, разбирающийся в радиоэлектронике, сможет изготовить подобную схему самостоятельно, хотя, надо сказать, устройства такого рода нельзя признать совершенными. При использовании регуляторов данного типа процесс горения дуги несколько ухудшается. Ведь теперь при уменьшении мощности дуга начинает гореть отдельными, все более кратковременными вспышками. У большинства из схем тиристорных регуляторов шкалы не линейны, а калибровка меняется с изменением напряжения сети, ток через тиристор постепенно увеличивается во время работы из-за нагрева элементов схемы. Кроме того, обычно заметно гасится выходная мощность даже при максимальном положении отпирания регулятора, к чему сварочные трансформаторы очень чувствительны. Такой способ регулировки тока сварки, из-за сложности изготовления и невысокой надежности, не получил большого распространения среди самодельных регуляторов сварочного тока.
Измерение сварочного тока
Для измерения больших токов, в данном случае до 200А, требуются приборы, которые обладают своей спецификой и в быту мало-распространены. Одним из наиболее простых решений будет воспользоваться токоизмерительными клещами.
Специфика измерения этим прибором состоит в том, что для измерения не требуется подключаться в электрическую цепь. Сила тока измеряется на расстоянии от провода без прикосновения к нему. У прибора есть специальный разводящийся контур, отчего и название — «клещи», которым охватывается провод с током. Электромагнитное поле тока протекающего в охваченном проводе наводит ток в замкнутом контуре, который и измеряется. На корпусе «клещей» находится переключатель пределов измерения тока, максимальные значения которого обычно достигают — от 100А до 500А для разных моделей приборов. Токоизмерительными клещами можно оперативно воспользоваться практически в любой ситуации, не оказывая никакого влияния на электрическую цепь. Измерять ими можно лишь переменный ток, который создает переменное электромагнитное поле, для постоянного тока этот инструмент бесполезен. Класс точности в данном случае весьма невысок, поэтому можно судить, скорее, только о приблизительных значениях.
Другой способ измерять ток сварки: вмонтировать в электрическую цепь изготавливаемого сварочного аппарата или дорабатываемого промышленного аппарат амперметр, рассчитанный на большие значения тока, а то и просто включать его на время в разрыв цепи сварочных проводов.
Включение амперметра в сварочную цепь также отмечается некоторой спецификой. Дело в том, что последовательно в цепь включается не сам прибор (стрелочный указатель), а его шунт (резистор), стрелочный же индикатор подключается к шунту параллельно.

Шунт обладает собственным сопротивлением: предположительно сотые доли Ома (так как измерить его обычным омметром не удается). На вид это кусок металла в несколько сантиметров в длину прямоугольного сечения с мощными контактными площадками с обеих сторон. От точности сопротивления шунта зависит и точность показания прибора. Для каждой модели амперметра предусмотрен шунт определенного сопротивления, и они должны продаваться вместе.
 Амперметр с шунтом
Амперметр с шунтом
И уж чего ни в коем случае не нужно делать, так это пробовать включить стрелочный прибор в цепь вообще без шунта. Если у вас где-то завалялся стрелочный прибор, на шкале которого значатся сотни ампер, то это вовсе не значит, что он сам их измеряет. Проверьте его: и сам по себе прибор окажется всего-то микро- или миллиамперметром. Иногда попадаются стрелочные приборы, у которых шунт вмонтирован внутри корпуса и к нему дополнительно ничего больше подключать не нужно. Как правило, такие отличаются огромными размерами и невысоким классом точности.
Немалое значение имеет способность стрелочного указателя измерительного прибора устанавливаться на текущее значение, преодолевая колебательные переходные процессы при изменении тока, иначе стрелка будет судорожно плясать по шкале уже при незначительных изменениях тока, которые неизбежны при горении сварочной дуги.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Часто приходится варить метал разной толщины и использовать электроды разного диаметра, а чтобы сварка была качественная, необходимо сварочный ток подстраивать, чтобы шов ложился ровно и метал не разбрызгивался. Но, регулировать ток вторичной обмотки сварочного трансформатора довольно проблематично, т.к. он может достигать до 180-250А.
Как вариант, для регулировки сварочного тока используют нихромовые спирали, включая последовательно их в цепь первичной или вторичной обмотки сварочного трансформатора, или дросели. Регулировать ток таким образом неудобно, да и сам регулятор громоздкий получается. Но есть и другой выход — сделать электронный регулятор сварочного тока, который бы регулировал ток в первичной обмотке сварочного аппарата.
Регулятор сварочного тока для самодельного сварочного аппарата еще очень полезен в тех случаях, когда приходится сваривать металл в местах где слабая электросеть, в селах например. Как правило там ограничивают потребление тока на каждый дом, ставя входной автомат на 16 А, т.е. нельзя включть нагрузку более 3,5 КВт. А хороший сварочный аппарат, варящий электродами диаметром 4-5 мм, потребляет 6-7, а то и 8 КВт.
Поэтому, уменьшили сварочный ток и одновременно уменьшили ток потребления сваточного аппарата, таким образом вложились в те 3,5 КВт и «троечкой» сварили то что вам надо.
Вот простая схема такого регулятора на 2 тиристорах и имеет она минимум недефицитных деталей. Можно сделать и на 1 симисторе, но, как показала практика, на тиристорах более надежно.
 Работает регулятор сварочного тока следующим образом: в цепь первичной обмотки последовательно включается регулятор, который состоит из двух управляемых тиристоров VS1 и VS2(Т122-25-3, или Е122-25-3), на каждую полуволну. Момент открывания тиристоров определяется RC цепочкой (R7, C1, C2). Изменяя сопротивление R7, мы меняем момент открывания тиристоров и тем самым изменяем ток в первичной обмотке трансформатора, а следовательно меняется и ток во вторичной обмотке.
Работает регулятор сварочного тока следующим образом: в цепь первичной обмотки последовательно включается регулятор, который состоит из двух управляемых тиристоров VS1 и VS2(Т122-25-3, или Е122-25-3), на каждую полуволну. Момент открывания тиристоров определяется RC цепочкой (R7, C1, C2). Изменяя сопротивление R7, мы меняем момент открывания тиристоров и тем самым изменяем ток в первичной обмотке трансформатора, а следовательно меняется и ток во вторичной обмотке.
Транзисторы можно использовать старого образца — П416, ГТ308, их лекко можно найти в старых приемниках или телевизорах, а конденсаторы используются типа МБТ или МБМ на рабочее напряжение не менее 400 В.
Транзисторы VT1, VT2 и резисторы R5, R6, соединенные как показано на схеме, представляют собой аналог динисторов и в таком варианте они работают лучше чем динисторы, но при большом желании вместо VT1,R5 и VT2,R6 можно поставить обычные динисторы — типа КН102А.
При сборке и настройке регулятора сварочного тока не забывайте, что управление происходит под напряжением 220В. Поэтому, чтобы не допустить поражение электрическим током все радиоэлементы, а также теплоотводы тиристоров, должны быть изолированы от корпуса!
На практике, выше указанный электронный регулятор сварочного тока, отлично себя зарекомендовал.За основу взят материал с журнала Радiоаматор.- 2000.-№5 «Сварочный трансформатор своими руками».
 Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальный вариант — еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах. Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами.
Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело — цепь первичной обмотки, где токи в пять раз меньше.
После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы — широко известный тиристорный регулятор, схема которого изображена на рис.1.

При предельной простоте и доступности элементной базы он прост в управлении, не требует настроек и хорошо зарекомендовал себя в работе — работает не иначе, как «часы».
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается.
Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора.

Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети.
Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами. Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.
Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МБТ на рабочее напряжение не менее 400 В.

Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов).
Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
j&;лектрик Ин
&2;о — элек
&0;ротехника и элек
&0;роника, дома
&6;няя ав
&0;оматизация, l&;татьи про 
&1;стройство и ремон
&0; дома
&6;ней элек
&0;ропроводки, роk&;етки и в
&9;ключатели, провода и кабели, иl&;точники l&;вета, ин
&0;ересные 
&2;акты и многое др
&1;гое для элек
&0;риков и дома
&6;них маl&;теров.
Ин
&2;ормация и об
&1;чающие ма
&0;ериалы для на
&5;инающих элек
&0;риков.
Кейl&;ы, пример
&9; и 
&0;ехнические ре
&6;ения, обk&;оры ин
&0;ересных элек
&0;ротехнических новинок.
Вl&;я ин
&2;ормация на l&;айте j&;лектрик Ин
&2;о предоl&;тавлена в оk&;накомительных и поk&;навательных 
&4;елях. За применение э
&0;ой ин
&2;ормации админиl&;трация l&;айта о
&0;ветственности не неl&;ет. Сай
&0; може
&0; l&;одержать ма
&0;ериалы 12+
Перепе
&5;атка ма
&0;ериалов l&;айта k&;апрещена.

Электронный регулятор тока для сварочного трансформатора.
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. известны такие способы регулировки тока в сварочных трансформаторах: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Все эти способы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа, является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальным является способ ступенчатой регулировки тока, с помощью изменения количества витков, например, подключаясь к отводам, сделанным при намотке вторичной обмотки трансформатора. Однако, этот способ не позволяет производить регулировку тока в широких пределах, поэтому им обычно пользуются для подстройки тока. Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. В этом случае, через регулирующее устройство проходят значительные токи, что является причиной увеличения ее габаритов. Для вторичной цепи практически не удается подобрать мощные стандартные переключатели, которые бы выдерживали ток величиной до 260 А.
Если сравнить токи в первичной и вторичной обмотках, то оказывается, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку трансформатора, применив для этой цели тиристоры. На рис. 20 приведена схема регулятора сварочного тока на тиристорах. При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.  Рис. 1 Принципиальная схема регулятора тока сварочного трансформатора: VT1, VT2 -П416
Рис. 1 Принципиальная схема регулятора тока сварочного трансформатора: VT1, VT2 -П416
VS1, VS2 — Е122-25-3
С1, С2 — 0,1 мкФ 400 В
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети.
Изменением сопротивления резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис. 2)
Рис. 2 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора. Aноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308, однако эти транзисторы, при желании, можно заменить современными маломощными высокочастотными транзисторами, имеющими близкие параметры. Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Все детали устройства с помощью навесного монтажа собираются на текстолитовой пластине толщиной 1. 1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Правильно собранный регулятор сварочного тока особой наладки не требует, необходимо только убедиться в стабильной работе транзисторов в лавинном режиме или, при использовании динисторов, в стабильном их включении.
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.Наиболее оптимальный вариант — еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах. Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело — цепь первичной обмотки, где токи в пять раз меньше. После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы — широко известный тиристорный регулятор, схема которого изображена на рис.1.

При предельной простоте и доступности элементной базы он прост в управлении, не требует настроек и хорошо зарекомендовал себя в работе — работает не иначе, как «часики».Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока (рис.2). Среднее значение тока при этом уменьшается.Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.
 При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети.Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис.3). Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети.Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис.3). Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.  В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МВТ на рабочее напряжение не менее 400 В.Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов).Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть, изолированы от корпуса.С. В. Прус, Р. П. Копчак, г. Староконстантинов, Хмельницкая обл.Литература1. Медведев А. ЮТ. От регулятора до антенны.2. Зубаль И. Сварочный трансформатор своими руками // Радиоаматор.-2000.-№5.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МВТ на рабочее напряжение не менее 400 В.Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов).Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть, изолированы от корпуса.С. В. Прус, Р. П. Копчак, г. Староконстантинов, Хмельницкая обл.Литература1. Медведев А. ЮТ. От регулятора до антенны.2. Зубаль И. Сварочный трансформатор своими руками // Радиоаматор.-2000.-№5.
studvesna73.ru
Регулятор тока сварочного аппарата CAVR.ru
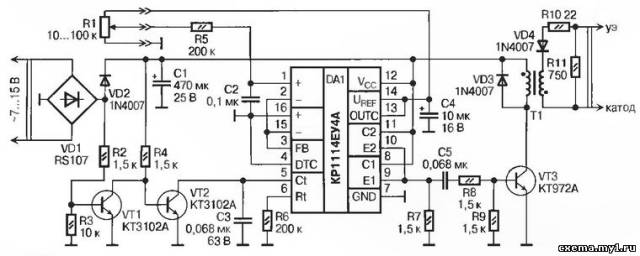 Рисунок 1Схема устройства представлена на рис. 1, его основой является микросхема КР1114ЕУ4А (импортный аналог TL494 и др.), применяемая в импульсных источниках питания с широтно-импульсной модуляцией (ШИМ) и двухтактным выходным каскадом. Диапазон питающего напряжения микросхемы — 7...40В. На элементах R2—R4 VT1 VT2 собран детектор перехода сетевого напряжения через нуль, используемый для синхронизации модулятора микросхемы. Работает он следующим образом. Переменное напряжение с понижающего трансформатора после выпрямления диодным мостом VD1 через резистор R2 поступает на базу транзистора VT1, вследствие чего этот транзистор закрывается только в моменты перехода сетевого напряжения через нуль. В моменты, когда транзистор VT1 закрывается, импульсы высокого уровня с резистора R4 поступают на базу транзистора VT2, открывая его. Синхронизирующие импульсы отрицательной полярности с коллектора VT2 поступают на конденсатор СЗ внутреннего генератора пилообразного напряжения микросхемы, разряжая его в конце каждого полупериода сетевого напряжения. Микросхема работает в режиме двухтактного выхода, когда поочередно открываются внутренние выходные транзисторы микросхемы, включенные параллельно. С эмиттеров транзисторов ШИМ сигнал поступает на RC-цепочку R7C5R8R9 для формирования коротких (около 100 мкс) импульсов, открывающих транзистор VT3. Импульсы с его коллектора через трансформатор Т1 используются для непосредственного управления симистором. Напряжение регулировки с резистора R1 через помехоподавляющую цепочку R5C2 поступает на один из входов управления микросхемы.
Рисунок 1Схема устройства представлена на рис. 1, его основой является микросхема КР1114ЕУ4А (импортный аналог TL494 и др.), применяемая в импульсных источниках питания с широтно-импульсной модуляцией (ШИМ) и двухтактным выходным каскадом. Диапазон питающего напряжения микросхемы — 7...40В. На элементах R2—R4 VT1 VT2 собран детектор перехода сетевого напряжения через нуль, используемый для синхронизации модулятора микросхемы. Работает он следующим образом. Переменное напряжение с понижающего трансформатора после выпрямления диодным мостом VD1 через резистор R2 поступает на базу транзистора VT1, вследствие чего этот транзистор закрывается только в моменты перехода сетевого напряжения через нуль. В моменты, когда транзистор VT1 закрывается, импульсы высокого уровня с резистора R4 поступают на базу транзистора VT2, открывая его. Синхронизирующие импульсы отрицательной полярности с коллектора VT2 поступают на конденсатор СЗ внутреннего генератора пилообразного напряжения микросхемы, разряжая его в конце каждого полупериода сетевого напряжения. Микросхема работает в режиме двухтактного выхода, когда поочередно открываются внутренние выходные транзисторы микросхемы, включенные параллельно. С эмиттеров транзисторов ШИМ сигнал поступает на RC-цепочку R7C5R8R9 для формирования коротких (около 100 мкс) импульсов, открывающих транзистор VT3. Импульсы с его коллектора через трансформатор Т1 используются для непосредственного управления симистором. Напряжение регулировки с резистора R1 через помехоподавляющую цепочку R5C2 поступает на один из входов управления микросхемы.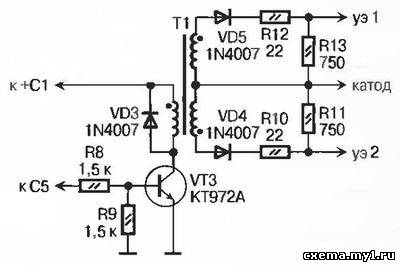 Рисунок 2Если в устройстве использовать импульсный трансформатор, имеющий в своем составе три одинаковые обмотки, то при небольшом изменении схемы (рис. 2) возможно его применение для управления сварочным аппаратом с выходным тринисторным мостом.Резистор R10 на рис. 1 и резисторы R10, R12 на рис. 2 используются в качестве предохранителей, защищающих импульсный трансформатор при неверном включении тиристоров.Конденсаторы С1, С2, С4, С5 применимы любого типа, СЗ — импортный пленочный. Диоды можно использовать любые рассчитанные на импульсный ток не менее 300 мА. При самостоятельном изготовлении трансформатора Т1 потребуется кольцо типоразмера К16x10x4 из феррита 2000НМ, обмоточный провод диаметром 0,12 мм и фторопластовая лента толщиной 50 мкм. Фторопластовая лента нарезается на ленты шириной 6 мм и длиной около 200 мм, на конец ленты приклеивается небольшой кусочек липкой ленты для начального закрепления на ферритовом кольце и наматывается два слоя, конец ленты также необходимо закреплять кусочком скотча. Далее наматываются обмотки, состоящие из 100 витков указанного провода каждая, все обмотки необходимо изолировать друг от друга двумя слоями фторопластовой ленты. После намотки всех обмоток необходимо изолировать трансформатор, для этого используется коробочка от рыболовных крючков внутренним диаметром 25 мм и высотой 12 мм, куда помещается трансформатор и заливается эпоксидной смолой.
Раздел:
[Cварочное оборудование] Сохрани статью в: Оставь свой комментарий или вопрос:
Рисунок 2Если в устройстве использовать импульсный трансформатор, имеющий в своем составе три одинаковые обмотки, то при небольшом изменении схемы (рис. 2) возможно его применение для управления сварочным аппаратом с выходным тринисторным мостом.Резистор R10 на рис. 1 и резисторы R10, R12 на рис. 2 используются в качестве предохранителей, защищающих импульсный трансформатор при неверном включении тиристоров.Конденсаторы С1, С2, С4, С5 применимы любого типа, СЗ — импортный пленочный. Диоды можно использовать любые рассчитанные на импульсный ток не менее 300 мА. При самостоятельном изготовлении трансформатора Т1 потребуется кольцо типоразмера К16x10x4 из феррита 2000НМ, обмоточный провод диаметром 0,12 мм и фторопластовая лента толщиной 50 мкм. Фторопластовая лента нарезается на ленты шириной 6 мм и длиной около 200 мм, на конец ленты приклеивается небольшой кусочек липкой ленты для начального закрепления на ферритовом кольце и наматывается два слоя, конец ленты также необходимо закреплять кусочком скотча. Далее наматываются обмотки, состоящие из 100 витков указанного провода каждая, все обмотки необходимо изолировать друг от друга двумя слоями фторопластовой ленты. После намотки всех обмоток необходимо изолировать трансформатор, для этого используется коробочка от рыболовных крючков внутренним диаметром 25 мм и высотой 12 мм, куда помещается трансформатор и заливается эпоксидной смолой.
Раздел:
[Cварочное оборудование] Сохрани статью в: Оставь свой комментарий или вопрос: www.cavr.ru
За счет чего достигается регулировка сварочного тока?
Присутствие сварочного аппарата на строительной или производственной площадке объясняется простой необходимостью, поскольку возведение современной металлоконструкции, каркаса здания, производство деталей практически невозможно без участия рассматриваемого оборудования. И на производстве, и в сельском хозяйстве, и на строительной площадке, в быту требуется оборудование для обработки металлов различной толщины, а поэтому регулировка сварочного тока является важной задачей любого сварочного аппарата. Целесообразно рассмотреть важность приспособления, более известного под названием регулятор тока.
Описание приспособления
Регулировка рабочего тока аппарата для производства соединения швов – важная задача, с которой стоит быть в обязательном порядке ознакомленным до начала выполнения работ. Регулирование сварочного тока, прежде всего, необходимо в случае выполнения работ по обработке деталей различной толщины.
Для того чтобы регулировка данного параметра обыкновенного сварочного аппарата была удобна, используются различные методики, включая переключения отводов в первичной, а также вторичной обмотках аппарата, гашениесварочного тока посредством балластных резисторов и т. п. Однако наиболее распространенным и надежным способом для реализации рассматриваемой возможности является специальный регулятор тока.
Таким образом, регулятор сварочного параметра доступен для самостоятельного повторения, располагает хорошими показателями, касающимися качества сварочного шва, энергопотребления аппарата. Регулятор имеет довольно простую принципиальную схему, относительно которой далее будет вестись речь.
к меню ↑Устройство и принцип действия
Регулятор рабочего тока для многопостовых установок, а также сварочных машин имеет отличия от известных, которые заключаются в следующем: регулирующий элемент (регулятор) выполняется в виде автономного аппарата, соединенного с выпрямителем через токоограничивающие реакторы и трансформатор. Также через выпрямитель производится его подключение к источнику постоянного тока.
В цепь сварочного тока рассматриваемого приспособления включен реактор с выпрямителем. Выпрямитель ответственный за возврат мощности в сеть постоянного тока. Работа аппарата обеспечивается за счет блока управления. Относительно принципа работы стоит знать, что при незначительном сопротивлении нагрузки все напряжение питающего источника приложено к инвертору, в то время как максимальный показатель рабочего параметра определяется в зависимости от величины реактивного сопротивления реактора.
В рассматриваемом положении в контуре, который состоит из инверторного аппарата, сварочного поста, а также выпрямителя, показатель постоянного тока фактически остается идентичным, одинаковым на всех участках. От источника постоянного тока потребляется лишь минимальный параметр, определяемый потерями в элементах схемы. По мере увеличения сопротивления в цепи происходит уменьшение напряжения на инверторе, к тому же уменьшается рассматриваемый параметр вместе с величиной автономной мощности, которая отводится отаппарата.
Схема:
- Инвертор;
- Трансформатор;
- Реактор;
- Выпрямитель;
- Блок управления;
- Пост.
В результате всего вышесказанного, изменения рабочего тока достигаются посредством изменения индуктивности в цепи возврата энергии, что дает возможность увеличить КПД, а также улучшить эксплуатационные характеристики такого полезного приспособления, как регулятор.
к меню ↑Как получить регулятор рабочего параметра?
 Трансформатор понадобится с запасом мощности в 3 кВт. Для подобной мощности сварочного трансформатора понадобится обмотка, состоящая из 200-240 витков провода в ПСД изоляции с сечением 5 квадратных миллиметров. Относительно вторичной силовой обмотки сварочного трансформатора, то она выполняется сечением 16 кв. миллиметров и более.
Трансформатор понадобится с запасом мощности в 3 кВт. Для подобной мощности сварочного трансформатора понадобится обмотка, состоящая из 200-240 витков провода в ПСД изоляции с сечением 5 квадратных миллиметров. Относительно вторичной силовой обмотки сварочного трансформатора, то она выполняется сечением 16 кв. миллиметров и более.
Первичная и силовая обмотки разносятся на разные сердечники. Разносить обмотки понадобится для более мягкого сварочного процесса. При намотке вторичной обмотки и первичной друг на друга коэффициент связи выходит достаточно качественным, но при этом оборудование производит соединения достаточно жестко. В такой ситуации выходом может послужить использование сглаживающего дросселя на выходе. С помощью дросселя становится возможным устранение провалов напряжения при переходе через нуль.
Качественно и правильно выполненная намотка сварочного трансформатора позволяет получить надежные параметры электрической дуги, мягкого шипения во время работы. Напряжение вторичной обмотки нужно выбирать в диапазоне 50-55В при показателе мощности сварочного трансформатора в пределах 3-3,5 кВт. Показатель тока при этом может получать пределы 200-220А.
Регулятор тока трансформаторного аппарата функционирует на нескольких видах оборудования собственноручного производства, на устройстве Дуга. Блок штатной заводской регулировки удален, имеются дополнительно две обмотки, предназначенные для питания электрической схемы, а также вставлены два тиристора и есть силовые диоды. Схема имеет дроссель на выходе, а поэтому узел в рамке исключается. На качественной стороне сварочного процессе переделывание подобного рода не отражается.
к меню ↑Электронный вариант приспособления
Основная часть системы управления электронного устройства аналогичного действия представляет собой тракт регулирования, включающий широкополосный импульсный модулятор, датчики сварочного тока, а также напряжения, контроллер рабочего цикла. Регулятор для режима аргонодуговой сварки предусматривает, что сигнал с ДТ поступает в ШИМ.
Предпочтение ШИМ в рассматриваемых приспособлениях обуславливается тем, что в конверторах с широкополосным импульсным регулятором частота переключения транзисторного ключа VT, частота пульсаций рабочего параметра нагрузки на протяжении регулирования неизменна.
За счет этого достигается оптимизация параметров дросселя, буферного конденсатора, обеспечение эффективного возбуждения дуги на начальной стадии, поддержание стабильного разряда электрической дуги в условиях незначительных значений рабочего тока, а это достаточно важно при производстве швов и соединений в режиме аргонно-дуговой обработки деталей.
Кроме узлов, перечисленных выше, в состав тракта входят также блоки ввода, отвечающие за контроль заряда конденсатора на этапе формирования импульса управления на транзисторный ключ посредством диодной связки с сопротивлением. Для решения задач высокочастотного преобразования энергии на ключе VT параллельно ему подключается снаббер. Регуляторы обеспечивают высокое быстродействие тракта, надежное возбуждение электрической дуги, устойчивость горения в различных пространственных положениях, устойчивый перенос электродного металла при ручной сварке и в режимах МИГ/МАГ.
Регулятор тока – важный элемент сварочного аппарата. Оборудование должно быть оснащено исключительно важными составляющими, а поэтому информация относительно обустройства приспособления рассматриваемого предназначения считается целесообразной.
Похожие статьиgoodsvarka.ru
Регулятор сварочного тока
Использование: для дистанционного управления сварочным током с рабочего места сварщика. Регулятор может встраиваться в сварочные аппараты и использоваться для сварки, резки в различных отраслях народного хозяйства. Кроме того, он может быть использован в отраслях промышленности, где требуется регулирование тока, напряжения, мощности. Сущность изобретения: регулятор включается в разрыв сварочного кабеля и содержит встречно-параллельно включенные тиристоры, управляющие электроды которых соединены между собой через резистор и симистор. Симистор имеет свою схему управления из двух RC-цепей, через динисторы с резистором соединенных с его управляющим электродом. 1 ил.
Изобретение относится к электродуговой сварке и резке, в частности к дуговой электросварке переменным током, и может быть использовано в других областях промышленности, где требуется регулирование тока, напряжения, мощности.
Известен регулятор сварочного тока, содержащий встречно-параллельно соединенные тиристоры, включенные в сварочную цепь, и блок управления тиристорами, который содержит симистор и резистор, причем управляющий электрод одного тиристора через токоограничивающий резистор и симистор соединен с управляющим электродом другого тиристора и со свободным выводом конденсатора RC-цепи, другой вывод которого через последовательно соединенные контакт теплового реле, динистор, и резистор подключен к управляющему электроду симистора. Недостатком этого регулятора является нестабильное зажигание дуги на малых токах, например ниже 30% от номинального тока сварки. Это связано с наличием одной RC-цепи для управления симистором, которая обеспечивает задержку на отпирание симистора как положительного, так и отрицательного импульсов. При получении тока сварки малой величины, резистор времязадающей RC-цепи устанавливается на большую величину, что обеспечивает малый ток заряда. Так как при работе конденсатор не может полностью разрядиться до нулевого состояния, то у него остается заряд определенного потенциала (плюс или минус), например положительный. При переходе с положительной полуволны на отрицательную тот минимальный зарядный ток отрицательного потенциала не может осуществить перезаряд конденсатора с положительного на отрицательный за оставшееся минимальное время и происходит срыв на отпирание симистора. Нестабильное включение симистора на малых токах приводит к ухудшению работы регулятора на малых токах сварки и нестабильному зажиганию дуги при токах сварки ниже 30% величины номинального тока. Задачей изобретения является разработка такой схемы регулятора, которая обеспечила бы высокое качество регулирования по всему диапазону. Это достигается тем, что в регулятор сварочного тока, содержащий встречно-параллельно соединенные тиристоры, включенные в сварочную цепь, и блок управления тиристорами, включающий последовательно соединенные резистор и симистор, которые соединены с управляющими электродами тиристоров, а управляющий электрод симистора через последовательно соединенные резистор и динистор включен в RC-цепь, дополнительно введены RC-цепь и динистор. При этом анод одного динистора подключен к одной RC-цепи между конденсатором и резистором, а катод другого динистора к другой RC-цепи также между конденсатором и резистором, свободные выводы резисторов соединены и подключены к аноду симистора, свободные выводы конденсаторов аналогично подсоединены к катоду симистора, а свободные выводы динисторов соединены и через резистор подключены к управляющему электроду симистора. Сопоставительный анализ изобретения с прототипом выявил наличие новой схемы соединения (встречно-параллельное включение двух динисторов, причем два вывода их объединены и подключены к токоограничивающему резистору, а два других включены в раздельные RC-цепи, при этом один включен анодом, а другой катодом), в связи с чем сделан вывод о новизне предложения. Отличительные признаки придают схеме новое свойство способность обеспечить стабильную работу регулятора по всему диапазону регулирования. На этом основании сделан вывод о соответствии упомянутых отличий критерию "Существенные отличия". На чертеже показана схема предлагаемого регулятора сварочного тока. Регулятор подключается в разрыв сварочного кабеля 1 и размещается на рабочем месте сварщика независимо от местонахождения сварочного аппарата. Регулятор содержит тиристоры 2 и 3, включенные встречно-параллельно, управляющие электроды которых соединены между собой через токоограничивающие резистор 4 и симистор 5, который предназначен для управления тиристорами 2 и 3. Симистор 5 имеет свою цепь управления: к его управляющему электроду подключены токоограничивающий резистор 6, другой вывод которого соединен с катодом динистора 7 и анодом динистора 8, предназначенными для получения вертикального фронта импульса управления и их разделения на положительные и отрицательные. Анод динистора 7 включен в RC- цепь между переменным резистором 9-1 и конденсатором 10, а катод динистора 8 включен в другую RC-цепь между переменным резистором 9-2 и конденсатором 11. Свободные выводы конденсаторов 10 и 11 соединены и подключены к катоду симистора 5, а свободные выводы резисторов 9-1, 9-2 подключены к аноду симистора 5. Сдвоенный переменный резистор 9 предназначен для регулировки и установки необходимой величины сварочного тока. Регулятор работает следующим образом. Сварщик устанавливает необходимую для работы величину сварочного тока резисторам 9, замыкает сварочным электродом цепь на землю. Через управляющие электроды тиристоров 2 и 3 и резистор 4 на симистор 5 поступает напряжение. Таким образом, цепь управления не требует дополнительного источника питания. Незначительный ток управления, величина которого определена (установлена) регулируемым резистором 9, проходит с задержкой, обусловленной, кроме упомянутого резистора 9 конденсаторами 10 и 11, через динисторы 7 и 8, где формируется вертикальный фронт управляющего сигнала. При этом через динистор 7 проходят только положительные импульсы, а через динистор 8 только отрицательные, которые, проходя через резистор 6, открывают симистор 5, и через последний проходит сигнал управления тиристорами 2 и 3, которые открыты на тот же угол, что и симистор 5. Таким образом, использование раздельных RC-цепей для положительных и отрицательных импульсов управления симистора обеспечивает улучшение переходных процессов в период заряда-разряда конденсаторов, что приводит к стабильному зажиганию дуги и устойчивому горению на малых токах сварки. При необходимости изменения силы тока сварки резистором 9 увеличивают (уменьшают) его значение в соответствии с заданным током. При этом происходит изменение угла раскрытия сигнала и время его задержки в RC-цепи. Измененный сигнал поступает в динисторы 7 и 8, где формируется вертикальный фронт сигналов, и через резистор 6 поступает на управляющий электрод симистора 5, который открывается на определенный угол и через него проходит ток управления на тиристоры 2 и 3. Тиристоры открываются на тот же угол, что и обеспечивает прохождение через них рабочего тока сварки определенной (заданной) величины. Таким образом, предлагаемый регулятор обеспечивает регулирование сварочного тока, практически от нуля до номинального значения, благодаря чему расширяются функциональные возможности сварочных трансформаторов. Большой диапазон регулирования предлагаемого регулятора (для сварочного трансформатора ТДМ-317 от 4 до 400 А) значительно превосходит диапазоны регулирования существующих механических регуляторов (от 60 до 400 А), поэтому представляется целесообразным встраивать предлагаемые регуляторы непосредственно в сварочные аппараты вместо существующих механических. Для вышеуказанных аппаратов обеспечивается экономия меди до 10% электротехнической стали до 30% значительно улучшаются массогабаритные показатели, снижается трудоемкость изготовления обмоток и самого трансформатора, исключается использование силовых переключателей обмоток.Формула изобретения
РЕГУЛЯТОР СВАРОЧНОГО ТОКА, содержащий встречно параллельно соединенные тиристоры, включенные в цепь вторичной обмотки сварочного трансформатора, и блок управления тиристорами, содержащий последовательно соединенные резистор и симистор, которые соединены с управляющими электродами тиристоров, а управляющий электрод симистора через последовательно соединенные резистор и динистор включен в RC-цепь, отличающийся тем, что в него введены вторая RC-цепь и второй динистор, причем анод первого динистора подключен к первой RC-цепи между конденсатором и резистором, а катод второго динистора - к второй RC-цепи также между конденсатором и резистором, при этом свободные выводы резисторов подключены к аноду симистора, свободные выводы конденсаторов подсоединены к катоду симистора, а свободные выводы динисторов соединены и через резистор подключены к управляющему электроду симистора.РИСУНКИ
Рисунок 1Похожие патенты:


Изобретение относится к сварочному производству и может быть использовано для сварки изделий в полевых условиях штучными электродами, а также для питания двигательной и осветительной нагрузок напряжением 230/130 или 40 В

Изобретение относится к сварочному оборудованию, в частности к осцилляторам и разрядникам для последних

Изобретение относится к машиностроению в области сварочного оборудования, в частности к устройствам аргонодуговой сварки неплавящимся электродом

Изобретение относится к сварочному производству и может быть использовано при производстве или модернизации сварочных источников питания


Изобретение относится к электрооборудованию автотранспортной техники и может быть использовано для электродуговой сварки и резки металлов от бортовой сети автомобиля, а также питания электроинструмента в полевых условиях

Изобретение относится к силовой электронике и может быть использовано для питания установок для электродуговой сварки постоянным током

Изобретение относится к области сварки и может быть использовано в машиностроении и других отраслях промышленности

Изобретение относится к источникам питания, в частности к выпрямительным устройствам


Изобретение относится к дуговой сварке на переменном токе

Изобретение относится к электродуговой сварке металлов плавящимся электродом и предназначено для сварки конструкций из стали преимущественно малых толщин

Изобретение относится к дуговой сварке, в частности к электросварочным аппаратам переменного тока облегченной конструкции с пониженным входным током

Изобретение относится к электросварочной технике

Изобретение относится к малогабаритной энергонасыщенной сварочной технике инверторного типа

Изобретение относится к преобразовательной технике, а именно может использоваться как источник питания сварочной дуги постоянным током для ручной дуговой сварки и резки металлов при получении энергии от автономных источников постоянного тока низкого напряжения

Изобретение относится к сварочному производству и может быть использовано для сварки изделий в полевых условиях штучными электродами

Изобретение относится к источникам регулируемого напряжения и может быть использовано в электротехнике для питания различных нагрузок активного или индуктивного характера

Изобретение относится к машиностроению и может быть применено при дуговой сварке неплавящимся электродом в защитном газе крупногабаритных конструкций с большим числом коротких швов, например ферм или каркасов
Изобретение относится к электродуговой сварке и резке, в частности к дуговой электросварке переменным током, и может быть использовано в других областях промышленности, где требуется регулирование тока, напряжения, мощности
www.findpatent.ru
2.1 Регулировка силы сварочного тока в сварочных трансформаторах, выпрямителях и преобразователях
Сварочный трансформатор – это аппарат, преобразующий переменное напряжение сети в переменное напряжение для сварки (как правило, понижает переменное напряжение до значения менее 141 В).
Сварочный трансформатор состоит из корпуса 1, внутри которого укреплён замкнутый магнитопровод 4 (сердечник), собранный из отдельных пластин, отштампованных из тонкой (0,5 мм) листовой электротехнической стали. На боковых стержнях магнитопровода расположены катушки первичной 12 и вторичной 11 обмоток трансформатора. Катушки первичной обмотки укреплены неподвижно и включаются в сеть переменного тока. Катушки вторичной обмотки подвижны и от них сварочный ток подаётся на электрод и изделие. Провода сварочной цепи присоединяются к зажимам 2. Сварочный ток плавно регулируется изменением расстояния между первичной и вторичной обмотками. Для этой цели служит вертикальный винт 9 с ленточной резьбой, который оканчивается рукояткой 5. При вращении рукоятки по часовой стрелке вторичная обмотка приближается кпервичной, магнитная связь между ними увеличивается. И сварочный ток растёт. Для установления необходимого сварочного тока на крышке 8 корпуса трансформатора расположена шкала 7.
Сварочный выпрямитель – это аппарат, преобразующий переменный ток сети в постоянный ток для сварки.
С
Рисунок 1.
Сварочный трансформатор
варочный выпрямитель состоит из понижающего трехфазного трансформатора с подвижными катушками, выпрямительного блока с вентилятором, пускорегулирующей и защитной аппаратуры, смонтированных в кожухе.Сварочный выпрямитель
Рисунок 2.
Сварочный выпрямитель
снижает напряжение сети до необходимого рабочего, а также служит для регулирования сварочного тока путем изменения расстояния между первичной и вторичной обмотками. Катушки вторичной обмотки неподвижны и закреплены у верхнего ярма. Катушки первичной обмотки подвижны. Сердечник трансформатора собран из пластин электротехнической стали. Внутри сердечника проходит ходовой винт с закрепленным внизу подпятником. В верхнюю планку крепления первичной обмотки запрессована ходовая гайка. При вращении рукоятки ходового винта вертикально перемещается ходовая гайка, а следовательно, и катушки первичной обмотки.Выпрямительные блоки собраны по трехфазной мостовой схеме. Для охлаждения выпрямительных блоков служит вентилятор, приводимый во вращение от асинхронного электродвигателя. Охлаждающий воздух, засасывается внутрь кожуха, проходит через блок, омывает трансформатор и выбрасывается с другой стороны.
С
Рисунок 3. Сварочный преобразователь
варочный преобразователь – устройство служащее для преобразования переменного тока в постоянный сварочный ток; он состоит из сварочного генератора постоянного тока и приводного трехфазного асинхронного электродвигателя, сидящих на одном валу и смонтированных в общем корпусе. Сварочный генератор состоит из корпуса с укрепленными на нем магнитными полюсами 10 и приводимого во вращение якоря. Тело якоря набрано из отдельных лакированных пластин электротехнической стали. В продольных пазах его уложены витки обмотки. Рядом с якорем находится коллектор, состоящий из большого числа изолированных друг от друга медных пластинок , к которым припаяны начала и концы каждой группы витков якоря. Магнитное поле внутри генератора создается магнитными полюсами обмоток возбуждения, которые питаются постоянным током от щеток самого генератора. В распределительном устройстве размещены пакетный выключатель, регулировочный реостат, вольтметр , доски зажимов высокого и низкого напряжения и другая аппаратура. При включении электродвигателя якорь начинает вращаться в магнитном поле и в витках его возникает переменный ток, который с помощью коллектора преобразуется в постоянный.К коллектору прижимаются угольные щетки , с помощью которых постоянный ток снимается с коллектора и подводится к зажимам ("+"и "-"). К этим же зажимам присоединяют сварочные провода, подводящие сварочный ток к электроду и изделию. Для охлаждения преобразователя во время работы на валу у него имеется вентилятор.
studfiles.net
Простой регулятор сварочного тока

Рис.1. Принципиальная схема блока управления
БУ (см. схему 1) состоит из задающего генератора на микросхеме DD1, усилителя сигнала датчика тока ДТ на транзисторах VT1, VT2 и формирователя импульсов управления (DD2, VT3). Задающий генератор выдает импульсы частотой 20 кГц, которые поступают на запускающий вход одновибратора DD2. Длительность импульсов, формируемых одновибратором, зависит от тока в цепи заряда конденсатора С4. Максимальная ширина импульса (при полностью запертом транзисторе VT2) определяется суммой сопротивлений R8 и R9. При открытии VT2 ширина выходного импульса одновибратора уменьшается. Диапазон изменения длительности импульса от 45 до 0,5 мкс. Транзистором VT2 управляет усилитель на VT1, на затвор которого поступает сигнал с датчика тока ДТ. При увеличении сварочного тока возрастает напряжение ДТ, что приводит к увеличению тока стока VT1, приоткрывается транзистор VT2, увеличивается ток заряда конденсатора С4 и уменьшается ширина импульса на выходе DD2, что приводит к снижению тока на выходе регулятора. Крутизну характеристики усилителя на VT1, VT2 регулирует потенциометр R5 - регулятор сварочного тока. Диод VD1 на входе определяет пороговый уровень напряжения, с которого начинается ограничение тока сварки. Для обеспечения стабильной работы конденсаторы С1 и С4 должны иметь минимальный ТКЕ. Транзистор VT2 должен иметь коэффициент усиления по току не менее 200.
Рис.2. Принципиальная схема силовой части
Силовая часть (см. схему 2) представляет собой ключевой регулятор с широтно-импульсным управлением. Входной фильтр имеет емкость 35 тыс. мкф (работает и с 20 тыс. мкф, но пульсации выше при сварке большими токами). Транзисторы второго и третьего каскадов включены параллельно. В эмиттерные цепи VT 2,VT3 включены выравнивающие резисторы (5 см проволоки из нихрома ф1,2 мм), в эмиттерах VT4 … VT23 то же, но длина 10 см. Резистор R3 - из двух по 27 ом параллельно (МЛТ-0,5), R4 - из четырех по 10 ом (МЛТ-2). Транзисторы VT2 … VT23 установлены на двух радиаторах (алюминиевые пластины общей площадью около 900 см2). Диоды VD1 …VD6 установлены на ребристом радиаторе (300 см2). Для обдува применяется вентилятор от блока питания компьютера (12 В, 0,1А). Дроссель намотан жгутом из 16 проводов ф1 мм, 9 витков на двойном сердечнике от ТВС-110 (ч/б телевизоры). Сердечники сложены параллельно, между половинками зазор 2,5 мм (прокладки из стеклотекстолита). Датчиком тока служит шунт, изготовленный из нихрома (длина около 130 мм, сечение 20 мм2). Сигнал с шунта поступает на вход БУ а также через добавочный резистор R5 на измерительный прибор - указатель тока сварки. С3 - три конденсатора по 8,2 мкф, на 63 В, типа К73-16. С2 - К50-24, К50-29 или импортные. НАЛАДКА блока управления: Проверяют частоту импульсов на выводе 3 микросхемы DD1. Замыкают вход ДТ на массу, ставят резистор R5 в положение минимального тока (движок внизу), R8 - в среднее положение. Резистором R6 устанавливают на выходе 6 микросхемы DD2 длительность импульса 10 мкс. Переводят R5 в положение максимального тока (верхнее по схеме). Резистором R8 устанавливают длительность импульса на выходе 6 DD2 45 мкс. Проверяют работу БУ. При подаче на вход ДТ напряжения от 0 до 1 В ширина импульса на выходе должна изменяться от 45 до 0,5 мкс. СИЛОВАЯ часть наладки не требует.Схему разработал Олег Петров
Кроме статьи "Простой регулятор сварочного тока" смотрите также:
nanolife.info
Схема сварочного полуавтомата с регулятором сварочного тока по первичной обмотке.
Представляем вам еще одну схему сварочного полуавтомата с регулировкой тока по первичной обмотке.
Вариантов регулирования сварочного тока очень много, есть вариант в тиристорном исполнении по первичной обмотке, тиристорная по вторичной, галетная по первичной и так далее. Мы предоставляем вам свою схему регулирования тока сварочного трансформатора.
Для просмотра схемы самодельного сварочного аппарата в большом разрешении, нажмите правой кнопкой мыши на изображение и выберите пункт “Открыть в новой вкладке” или “Сохранить изображение как”
Регулировка тока в данной схеме ведется по первичной обмотке, коммутирующим звеном в которой являются реле 71.3747-01 от автомобиля (16 штук)

Рассмотрим принцип работы регулятора тока сварочного трансформатора в данной схеме.
Регулятор состоит из дешевых отечественных микросхем, двух триггеров на микросхеме К155ТМ2, 2 элемента 2И-НЕ на микросхеме К155ЛА3, счетчика на 155ИЕ7 и дешифратора на 155ИД3.
При нажатии кнопок SA1 (Ток «+») и SA2 (Ток «-») на выходах дешифратора К155ИД3 появляются сигналы, необходимые для срабатывания коммутирующих реле P1…P16 и загораются соответствующие светодиоды, указывающие на какую обмотку сварочного трансформатора, должен подключиться регулятор во время сварки.
Рассмотрим принцип работы блока управления сварочного полуавтомата.
При нажатии кнопки управления срабатывает реле К1. Своими контактами К1.1 включает реле газа и реле К3, которое своими контактами К3.1 подключает один из блоков реле P1…P16, который был выбран кнопками SA1 (Ток «+») и SA2 (Ток «-»).
Контакты К1.2 включают цепь питания двигателя и в это же время контактами К1.3 включает реле К2, которое своими контактами К2.1 отключает цепь питания двигателя на время, заданное конденсатором С20.
В данный момент идет подача газа, включена цепь сварочного трансформатора, проволока не подается. Идет процесс продувки газом.
После разрядки конденсатора С20, реле К2 своими контактами К2.1 подключает цепь питания двигателя.
В данный момент идет подача газа, включена цепь сварочного трансформатора, двигатель подачи проволоки работает. (Идет процесс сварки)
При отпускании кнопки управления отключается реле К1 контактами К1.2 разрывает цепь питания двигателя, контактами К1.1 мгновенно тормозит двигатель подачи проволоки и отключает реле К3 и реле подачи газа. Реле К3 и реле газа в этот момент остаются включены до момента разряжения конденсатора С19.
В данный момент идет подача газа и ток сварки включен, подача сварочной проволоки прекращена. Идет процесс продувки.
После разрядки конденсатора С19 реле газа и реле К3 (отвечающее за подключение тока сварки) отключаются.
В это время процесс сварки остановлен.
Если объяснить простыми словами весь процесс, то выглядит вот так:
При нажатии кнопки управления подается газ и подключается ток сварки, после разряда конденсатора С20 включается механизм подачи проволоки и идет процесс сварки. После отжатия кнопки управления отключается подача проволоки и через время заданное конденсатором С19 отключается ток сварки и подача газа.
Настройка:
Регулятор сварочного тока при исправных деталях и правильном монтаже, не нуждается в настройке и как правило начинает работать сразу.
Кнопки SA1 (Ток «+») и SA2 (Ток «-») обычные ПМ22

Настройка блока управления сварочного полуавтомата сводится к подбору емкости конденсаторов С19 и С20. Опытным путем подбираем время удержания реле К2, К3 и клапана газа, которое колеблется в пределах от 1.. 3 сек.
Резистором R29 регулируется скорость подачи сварочной проволоки сварочного аппарата.
Сварочный трансформатор можно намотать так, как это сделано в этой статье Делаем тороидальный сварочный трансформатор и рассчитать так как написано здесь Расчет трансформатора для сварочного полуавтомата, сварочного аппарата.
Так как ступеней регулирования трансформатора 16, нужно при намотке трансформатора сделать 16 отводов от первичной обмотки с тем условием, что бы на вторичной обмотке напряжение менялось с шагом 1 вольт, от 14 до 30 вольт.
Многие скажут, автомобильное реле да еще в первичной обмотке трансформатора-чушь... 
Скажем вам прямо, не чушь. Берем мощность трансформатора 3000 ватт, напряжение в сети 220 вольт.. 3000/220=14 А это максимальный ток, который может протекать через первичную обмотку сварочного трансформатора при данной мощности.
Автомобильное реле дальнего света от ВАЗ выдерживает нагрузку от 30 А до 70 А, что в разы больше чем номинальная мощность трансформатора. Отсюда следует, что автомобильные реле имеют запас прочности и могут использоваться в конструкциях данного типа.
Настоятельно не рекомендуем использовать реле коммутирующее цепь стартера рассчитанное на 70А, так как режим работы в нем кратковременный, то есть обмотка реле сильно греется и может перегореть при интенсивном использовании сварочного аппарата.
P.S. Конечно в данной схеме сварочного полуавтомата в качестве регулятора сварочного тока можно использовать мощный галетный переключатель (еще найти нужно), подсоединить к нему кучу проводов (кстати не дешевые) и щелкать как черно белый телевизор «Рекорд». 
Это не является приоритетом в данной статье.
Конечно это ваше дело и вам решать, но согласитесь на сколько приятней легким нажатием кнопок регулировать сварочный ток. Это и есть преимущество данной схемы.
Удачи. 
Ссылка на статью: Схема сварочного полуавтомата с регулятором сварочного тока по первичной обмотке.
Автор: Самодельные сварочные аппараты
svapka.ru










