







Сварочный аппарат постоянного тока (варианты). Дроссель постоянного тока для сварочного аппарата
Использование сварочного дросселя
 Что это дает? Во-первых стабилизируется сварочный ток. При использовании сварочного аппарата переменного тока поджиг электрода возможен только при достижении уровня напряжения, необходимого для поджига и соответствующей синусоиды электрического тока. Включение в конструкцию дросселя позволяет сместить фазы между током и напряжением, что приводит к более легкому началу сварочных работ и более ровному горению и, соответственно, более качественному сварному шву. Сварочные дроссели применяются как в сварочных аппаратах, использующих электроды, так и в полуавтоматах. В случае применения в полуавтомате, значительно уменьшается разбрызгивание металла, а работа становится более мягкой, причем шов проваривается более глубоко. Для изготовления сварочного дросселя своими руками умельцы используют трансформаторы от старых, желательно ламповых, телевизоров. Для начала снимается полностью вся намотка, а на «железо» наматывается провод, исходя из предварительных расчетов. Стоит отметить, что весьма неплохое качество при изготовлении сварочного дросселя своими руками можно получить, если использовать в качестве заготовки дроссели от сгоревших ламп уличного освещения. Как правило, обмотка содержит от 25 до 40 витков провода, сечением 35-40 мм2, если используется алюминиевый провод и от 25 мм2, в том случае, если удалось раздобыть медный. Неплохо подходит для намотки дросселя шинка — как алюминиевая, так и медная. Итак, можно ставить дроссель на, практически, любой сварочный аппарат, но специалисты все-таки советуют использовать его совместно с выпрямительным блоком — это относится только к сварочным аппаратам, работающим с переменным током. В этом случае достигается двойная цель. Получается более мягкая работа и возможность варить любыми электродами. Существуют конструкции, в которых дроссель работает в паре с понижающим трансформатором. В этом случае расчет дросселя должен быть более точным и производится по формулам, которые можно найти в специализированной литературе. При такой реализации конструкции предпочтительное место установки дросселя — вторичная цепь сварочного трансформатора. Стоит заметить, что именно таким образом располагается дроссель в некоторых дорогих сварочных полуавтоматах импортного производства. Преимущества здесь налицо. При таком расположении трансформатор обладает нормальным рассеиванием и весьма жесткой внешней характеристикой. Регулировка работы дросселя — весьма ответственное дело. Несмотря на все расчеты, добиться устойчивой и безупречной работы с первого раза, практически невозможно. Обычно количество витков подбирают опытным путем отматывая или, наоборот, добавляя витки. Еще один способ регулировки заключается в изменении воздушного зазора в магнитопроводе — в этом случае регулировка более плавная.
Что это дает? Во-первых стабилизируется сварочный ток. При использовании сварочного аппарата переменного тока поджиг электрода возможен только при достижении уровня напряжения, необходимого для поджига и соответствующей синусоиды электрического тока. Включение в конструкцию дросселя позволяет сместить фазы между током и напряжением, что приводит к более легкому началу сварочных работ и более ровному горению и, соответственно, более качественному сварному шву. Сварочные дроссели применяются как в сварочных аппаратах, использующих электроды, так и в полуавтоматах. В случае применения в полуавтомате, значительно уменьшается разбрызгивание металла, а работа становится более мягкой, причем шов проваривается более глубоко. Для изготовления сварочного дросселя своими руками умельцы используют трансформаторы от старых, желательно ламповых, телевизоров. Для начала снимается полностью вся намотка, а на «железо» наматывается провод, исходя из предварительных расчетов. Стоит отметить, что весьма неплохое качество при изготовлении сварочного дросселя своими руками можно получить, если использовать в качестве заготовки дроссели от сгоревших ламп уличного освещения. Как правило, обмотка содержит от 25 до 40 витков провода, сечением 35-40 мм2, если используется алюминиевый провод и от 25 мм2, в том случае, если удалось раздобыть медный. Неплохо подходит для намотки дросселя шинка — как алюминиевая, так и медная. Итак, можно ставить дроссель на, практически, любой сварочный аппарат, но специалисты все-таки советуют использовать его совместно с выпрямительным блоком — это относится только к сварочным аппаратам, работающим с переменным током. В этом случае достигается двойная цель. Получается более мягкая работа и возможность варить любыми электродами. Существуют конструкции, в которых дроссель работает в паре с понижающим трансформатором. В этом случае расчет дросселя должен быть более точным и производится по формулам, которые можно найти в специализированной литературе. При такой реализации конструкции предпочтительное место установки дросселя — вторичная цепь сварочного трансформатора. Стоит заметить, что именно таким образом располагается дроссель в некоторых дорогих сварочных полуавтоматах импортного производства. Преимущества здесь налицо. При таком расположении трансформатор обладает нормальным рассеиванием и весьма жесткой внешней характеристикой. Регулировка работы дросселя — весьма ответственное дело. Несмотря на все расчеты, добиться устойчивой и безупречной работы с первого раза, практически невозможно. Обычно количество витков подбирают опытным путем отматывая или, наоборот, добавляя витки. Еще один способ регулировки заключается в изменении воздушного зазора в магнитопроводе — в этом случае регулировка более плавная. nanolife.info
Принципиальные схемы маломощных сварочных аппаратов
Домашнее хозяйство будет неполным без сварочного аппарата, даже если он небольшой мощности. Работа в гараже, на приусадебном участке или даже в квартире иногда требует подключения сварки. Но не покупать же дорогой инвертор, если сварка может понадобиться раз в год или реже. Поэтому многие мастера делают такое устройство своими руками. А для этого нужна несложная и работоспособная схема аппарата на основе маломощного трансформатора, желательно схемы постоянного тока.
Аппарат, работающий в широком диапазоне тока и напряжения, для дома совершенно не нужен. Чаще будет необходима маломощная сварка – скрепить несколько листов металла, соединить уголки или швеллера, полосы и прутья. А для маломощного сварочного аппарата и схема будет упрощенной. Первые сварочные аппараты работали на переменном токе, и за неимением других вполне всех устраивали. Для такого агрегата достаточно было сделать понижающий трансформатор и снабдить его силовыми кабелями с электрододержателем.
Аппараты для сварки переменным током делятся на четыре типа:
- Схема с отдельным дросселем.
- Устройство со встроенным дросселем.
- С магнитным подвижным шунтом.
- С подвижной обмоткой и увеличенным магнитным рассеиванием.
Пульсации переменного тока аппарата сглаживались Т-образным фильтром, который состоит (на схеме) из дросселей Др1, Др2 и конденсаторов С1-С4. Дроссель сварочного агрегата обычно использовался или от люминесцентных ламп, или наматывался на самодельной катушке. С увеличением площади сечения железа дросселя уменьшалась вероятность вхождения магнитной системы в режим насыщения. Если это происходило при большом токе нагрузки (например, при резке металла), то индуктивность дросселей резко уменьшалась и сварочный ток не сглаживался. Соответственно, дуга горела неустойчиво.
Принципиальная схема сварочного аппарата переменного тока имела недостатки – работа только соответствующими электродами, невозможность регулировки тока дуги, подключения более мощных электродов и, вследствие этого – часто залипание электрода, приводящее к перегреву и выходу из строя обмоток трансформатора. С появлением полупроводников схема несколько усложнилась, но работать сваркой на постоянном токе стало удобнее и безопаснее.
И всего-то для этого нужно было в устройство добавить диодный мост. Так появился аппарат постоянного тока. Правда, диоды должны быть мощными и оснащаться охладительными радиаторами. Впоследствии схема усложнилась – добавились сглаживающие фильтры, регуляторы сварочного тока (механические или электронные), схемы защиты от КЗ и перегрева.
Простая схема сварочного аппарата работала хорошо, но удовлетворяла не всем требованиям технологий обработки металлов. По-прежнему, хотя и стало возможным работать любыми электродами, они залипали, и первой деталью, которая чаще всего выходила из строя, стали диоды. Радиаторы не всегда помогали, поэтому для предотвращения их перегрева сначала появились вентиляторы, а затем и транзисторно-тиристорные схемы защиты. Такая электронная начинка предохраняла устройство не только от короткого замыкания при залипании, но и предохраняла аппарат от перегрева.
Постоянным током стало возможным работать и электродами, и электродной проволокой без обмазки. Для розжига сварочной дуги на малых значениях тока напряжение на II обмотке трансформатора Uхх должно быть повышено до 70-85 В. Электроды можно использовать и более тонкие – начиная с 2-х мм. Мощные тиристоры (симисторы) позволяют плавно регулировать ток, изменяя напряжение на II обмотке в диапазоне 0,1 Uхх-0,9Uхх.
Требования к магнитопроводу
Такая схема приобрела универсальность – кроме сварочных работ, этим сварочным аппаратом стало возможно заряжать аккумуляторы, подключать к нему ТЭНы и использовать в других целях. В домашних условиях сборка универсального сварочного аппарата с током сварки 15-250 А – дело неблагодарное. Поэтому самодельная сварка часто имеет маленькую мощность, при которой возможно использование электродов диаметром 2-4 мм. Но для работы на малых токах применения схем с электронной регулировкой сварочного тока не избежать.
Поэтому, проанализировав требования к конструкциям любительских аппаратов для дома, можно очертить круг выполняемых параметров для них:
- Устройство должно иметь маленькие габариты и небольшой вес.
- Напряжение питания — 220 В, 50 Гц.
- Время непрерывной работы — сжигание 4-5 электродов диаметром 2-4 мм.
Первое требование определяется мощностью сварочного агрегата, поэтому их вполне можно регулировать. Время безопасной работы аппарата зависит теплостойкости изоляции, трансформаторного железа и провода для I и II обмоток. Для домашней сварки можно использовать стержневой магнитопровод. Сердечник в устройство набирается из пластин, изготовленных из электротехнической стали любой формы, но толщиной 0,3-0,6 мм.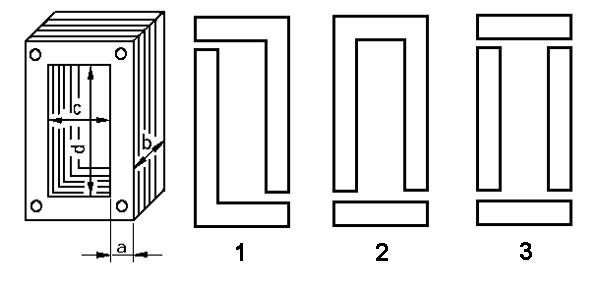
Кроме традиционных прямоугольных сердечников, особым спросом пользуются тороидальные сердечники. Аппарат на таком железе работает в 3-5 раз эффективнее – не перегревается, диаметр электродов не критичен, габариты сварочного устройства постоянного тока намного меньше, электрические потери в сердечнике минимизированы за счет круглой формы. В изготовлении такой сварочный аппарат сложнее, но результат стоит того.
Сердечник для тора обычно изготавливается из трансформаторного ленточного железа – его сворачивают в рулон. Чтобы увеличить внутренний диаметр окна, часть ленты изнутри отматывается и наматывается снаружи. Расчетное сечение сварочного магнитопровода необходимо принимать как минимум 55 см2.
Требования к обмоткам трансформатора
Плотность тока в обмотке должна быть 5 А/мм2. Мощность II обмотки рассчитывается по формуле P2=Iсв х Uсв. Сечение провода может быть в пределах 5-7 мм2. Также для вторичной обмотки может использоваться медная прямоугольная шина диаметром до 3 мм. Сечение провода S в квадратных миллиметрах рассчитывается по формуле:
S = (∏х D)/4 или S = ∏*R2; где:
D — диаметр провода без обмотки. Если нет провода нужного диаметра, обмотку можно намотать два слоя. Общее сечение двух проводов вычисляется по формуле: D х 1,41. Если для обмоток трансформатора используется алюминиевый провод, то его сечение увеличивается в 1,7 раза.
Количество витков первичной обмотки рассчитывается по формуле:
W1=(k2 х S)/U1, где:
- k2 — постоянная величина.
- S — сечение ярма, см2.
Первичная обмотка в устройство наматывается термостойким медным проводом в стеклотканевой (МГТФ) или хлопчатобумажной изоляции (ПЭЛБО). Провод в ПВХ использовать не рекомендуется – при длительной работе изоляция может оплавиться и привести к короткому замыканию в обмотке.
Похожие статьиgoodsvarka.ru
Сварочные аппараты со встроенным дросселем. Сварка
Сварочные аппараты со встроенным дросселем
Сердечник трансформатора состоит из основного магнитопровода, на котором расположены первичная и вторичная обмотки собственно трансформатора, и добавочного магнитопровода с обмоткой – дросселя (регулятор тока). Добавочный магнитопровод расположен над основным и состоит из неподвижной и подвижной частей, между которыми при помощи винтового механизма устанавливается необходимый воздушный зазор.
Магнитный поток, создаваемый обмоткой дросселя, может иметь попутное или встречное направление с потоком, создаваемым вторичной обмоткой трансформатора, в зависимости от того, как включены эти обмотки. При встречном соединении магнитные потоки, возникающие при прохождении тока во вторичной обмотке трансформатора и обмотке регулятора тока, будут направлены навстречу друг другу. Регулирование сварочного тока производится изменением воздушного зазора – чем больше зазор, тем больше сварочный ток.
Сварочные аппараты с увеличенным магнитным рассеянием делятся на две группы: с подвижными обмотками и с магнитным шунтом. У обычных силовых трансформаторов первичная и вторичная обмотки максимально сближены, потоки рассеяния минимальные и поэтому внешняя характеристика жесткая. У трансформаторов сварочных аппаратов с увеличенным магнитным рассеянием первичная и вторичная обмотки разведены, потоки рассеяния большие, а внешняя характеристика падающая.
Сварочный трансформатор с подвижными обмотками имеет магнитопровод, на обоих стержнях которого расположены по две катушки, одна с первичной обмоткой, а вторая со вторичной. Катушки первичной обмотки закреплены неподвижно в нижней части сердечника, катушки вторичной обмотки перемещаются по стержням с помощью винтовой пары.
Сварочный ток регулируют изменением расстояния между первичными и вторичными обмотками. При увеличении этого расстояния магнитный поток рассеяния возрастает, а сварочный ток уменьшается. По этому принципу изготовлены сварочные аппараты типа ТС, ТСК, ТД с алюминиевыми обмотками. Сварочные аппараты типа ТСК имеют конденсаторы, которые включены параллельно первичным обмоткам. Они способствуют повышению коэффициента мощности.
Трансформатор типа ТД имеет два диапазона сварочных токов: большие токи – при параллельных соединениях катушек первичной и вторичной обмоток, и малые токи – при последовательных соединениях обмоток. При этом небольшая часть первичной обмотки отключается и этим повышают напряжение холостого хода, что обеспечивает устойчивое зажигание и горение дуги при малых токах. Переключение обмоток производится одновременно пакетным переключателем. В каждом диапазоне сварочный ток плавно регулируют, изменяя расстояние между катушками первичной и вторичной обмоток. Для сварочных работ в монтажных условиях выпускаются облегченные переносные сварочные аппараты с подвижными катушками обмоток ТД–102 и ТД–306.
Трансформатор ТД–102 номинальной мощностью 11,4 кВ?А имеет пределы регулирования сварочного тока 55–175 А. С помощью барабанного переключателя производят ступенчатое регулирование сварочного тока (два диапазона). Плавное регулирование в пределах каждого диапазона обеспечивается перемещением первичной обмотки с помощью ходового винта и рукоятки регулятора тока. При вращении рукоятки по часовой стрелке катушки обмоток сближаются и сварочный ток увеличивается. Масса аппарата ТД–102–38 кг.
Аппарат ТД–306 имеет номинальную мощность 19,4 кВ?А, пределы регулирования сварочного тока 90–300 А и массу 71 кг.
В условиях строительно-монтажной площадки особенно удобны трансформаторы ТД–304, имеющие устройство для дистанционного регулирования сварочного тока.
Для автоматической дуговой сварки под флюсом используются трансформаторы с управляемым магнитом шунтом. Принцип их действия основан на создании повышенных магнитных полей рассеяния при изменении магнитного насыщения управляемого шунта. Шунт имеет обмотку управления, которую подключают к источнику постоянного напряжения.
Сварочные трансформаторы с управляемым шунтом типа ТДФ состоят из трансформатора, регулятора тока и блока защитной и вспомогательной аппаратуры. Трансформатор имеет магнитопровод стержневого типа, первичная обмотка – две секции, расположена на стержнях в нижней части магнитопровода. Вторичная обмотка многосекционная. Основные ее части расположены на стержнях в верхней части магнитопровода, а дополнительные секции, с меньшим числом витков, размещены совместно с первичной обмоткой на стержнях в нижней части магнитопровода.
Такое расположение вторичной обмотки обеспечивает хорошее качество при переключении ступеней сварочного тока и получение крутопадающей внешней характеристики. Переход от ступени малых токов на ступень больших токов выполняется пакетным выключателем. Магнитный шунт с четырьмя обмотками управления расположен в центре между первичной и вторичной обмотками.
Трехфазные сварочные аппараты применяют при сварке трехфазной дугой спаренными электродами. Процесс сварки осуществляется сварочными дугами, которые возбуждаются между каждым электродом и свариваемой деталью и между электродами.
Сварочный аппарат состоит из трехфазного трансформатора, регулятора сварочного тока и магнитного контактора. Первичная обмотка включается в силовую сеть напряжением 220 В с соединение обмоток в «треугольник») или 380 В (соединение обмоток в «звезду»). Вторичная обмотка имеет по две катушки на каждом стержне и выполнена из голой медной шины.
Регулятор сварочного тока состоит из двух магнитопроводов с изменяющимися воздушными зазорами и трех обмоток. Две обмотки расположены на одном магнитопроводе и подключены к спаренным в едином электрододержателе электродам, изолированным друг от друга.
Третья обмотка расположена на втором магнитопроводе и подключена к свариваемой детали. Регулятор вмонтирован в общий корпус и снабжен двумя рукоятками, с помощью которых производится регулирование сварочного тока (изменением воздушных зазоров в магнитопроводах). Одной рукояткой регулируют ток одновременно в обеих фазах, подключенных к электродам, а второй рукояткой – в фазе свариваемого изделия. Магнитный контактор служит для включения и размыкания цепи спаренных электродов. В начальный момент при возбуждении дуги сварочная цепь замыкается через свариваемую деталь и один из электродов. Ток проходит по обмотке регулятора и обмотке контактора. Контактор включает обмотку регулятора. Возникает вторая дуга. При отводе электродов от детали ток в обмотках прекращается и контактор гасит дугу между электродами. Для получения токов высокой частоты и высокого напряжения применяют осцилляторы параллельного и последовательного включений.
Осциллятор включают непосредственно в питающую сеть напряжением 220 В. Он состоит из повышающего трансформатора и колебательного контура. Трансформатор повышает напряжение с 220 до 6000 В. Колебательный контур, состоящий из высокочастотного трансформатора (ВЧТ), конденсатора и разрядника, вырабатывает высокочастотный ток.
Контур связан со сварочной цепью индуктивно через трансформатор ВЧТ, выводы вторичной обмотки которой присоединяют один к клемме «земля» выводной панели, а другой ко второй клемме через конденсатор и предохранитель.
Осцилляторы последовательного включения (М–3, ОС–1) применяют в установках для дуговой сварки в защитных газах. Они обеспечивают более надежную защиту генератора (или силового выпрямительного блока) от пробоя высокочастотным напряжением осциллятора. При применении осциллятора дуга загорается даже без прикосновения электрода к изделию (при зазоре 1–2 мм), что объясняется предварительной ионизацией воздушного промежутка между электродом и свариваемой деталью.
Поделитесь на страничкеСледующая глава >
info.wikireading.ru
Сварочный аппарат постоянного тока (варианты)
Изобретение относится к электротехнике и может найти применение как источник питания сварочной дуги постоянного тока для различных отраслей народного хозяйства. Согласно первому варианту аппарат содержит силовой трансформатор, основной и вспомогательный выпрямители, силовой и накопительный дроссели. Силовой трансформатор выполнен насыщающимся. Силовой дроссель включен последовательно с первичной обмоткой силового трансформатора. Его вспомогательная обмотка одним из выводов, связанных с одним из входных выводов вспомогательного выпрямителя, соединена электрически согласно со вторичной обмоткой. Вторым выводом через накопительный дроссель она соединена с другим входным выводом вспомогательного выпрямителя. Или вспомогательная обмотка одним из выводов, связанных с одним из входных выводов вспомогательного выпрямителя, соединена электрически согласно со вторичной обмоткой через накопительный дроссель и вторым выводом - с другим входным выводом вспомогательного выпрямителя. Согласно второму варианту исполнения в аппарате имеются вспомогательный трансформатор, силовой и накопительный дроссели. Силовой трансформатор выполнен насыщающимся. Силовой дроссель включен последовательно с первичной обмоткой силового трансформатора. Параллельно его вторичной обмотке подключена первичная обмотка вспомогательного трансформатора. Эта обмотка соединена одним выводом с одним из входных выводов вспомогательного выпрямителя и последовательно согласно непосредственно или через накопительный дроссель с одним выводом его вторичной обмотки. Другим выводом вторичная обмотка через накопительный дроссель или непосредственно подключена к другому входному выводу вспомогательного выпрямителя. Такое выполнение сварочного аппарата позволяет уменьшить его габариты и повысить надежность в работе. 2 с. и 2 з.п. ф-лы, 3 ил.
Изобретение относится к области электротехники, а именно к устройствам для питания сварочной дуги постоянного тока, и может быть использовано в любой области техники в качестве источника питания с падающими внешними характеристиками.
Дуга постоянного тока была открыта Петровым, а затем Деви совершенно случайно при закорачивании примитивных гальванических батарей без деполяризатора, имеющих большое внутреннее сопротивление, то есть падающую характеристику. Такая дуга может быть получена от любого источника постоянного напряжения, превышающего напряжение дуги, с последовательно включенным балластным сопротивлением, что обеспечивает устойчивость дуги, имеющей S-образные вольтамперные характеристики. С распространением более дешевого переменного тока делались механические попытки получения дуги от трансформатора с жесткой характеристикой и балласта. Они кончились полной неудачей. В этом случае ток дуги совпадает по фазе с напряжением источника. Когда напряжение становится меньше напряжения горения дуги (например, 20В), ток дуги прекращается и при отрицательном напряжении ток не возобновляется. Это происходит потому, что "мертвая зона" напряжения от +20 В через нуль до -20 В продолжается несколько миллисекунд, и дуга гаснет. Впервые дуга переменного тока была получена Яблочковым, решившим проблему "деления света" путем использования трансформатора, как сказали бы сейчас "с развитым магнитным рассеянием", то есть с токоограничивающей индуктивностью. В источниках с токоограничивающей индуктивностью ток дуги отстает но фазе от напряжения источника. Поэтому в момент достижения нулевого тока напряжение источника не только не нулевое, но отрицательное и равно 0,8-0,9 от амплитуды напряжения. Переход от напряжения на дуге, например, +20 В к напряжению источника, например, -70 В происходит "мгновенно", то есть без "мертвой зоны". На самом деле это время, конечно, например, при индуктивности 1000 мкГн и емкости 100 пФ постоянная времени равна 0,3 мкс. За такое время ионизация дуги не успевает прекратиться. Поэтому дуга переменного тока прерывается не из-за нулевого тока, время которого бесконечно мало, а из-за достаточно длительного интервала малого тока. Например, время тока от +4 А через нуль до -4 А длится 200 мкс, от +2 А до -2 А длится 100 мкс, от +1 А до -1 А - около 50 мкс. В области малых токов дуга имеет отрицательное сопротивление, то есть с уменьшением тока напряжение растет. Если напряжение достигнет, например, 50, 70 или 100 В, то дуга переменною тока может прерваться. В источниках постоянного тока с выпрямительным мостом и токоограничивающей индуктивностью в цепи переменного тока вышеописанные процессы коммутации и сдвига фазы тока происходят в точности, как в источниках переменного тока. Из-за наличия выпрямительного моста ток никогда не становится нулевым, но интервал малых токов также существует, и это может привести к прерыванию дуги постоянного тока. По этой причине сварочные выпрямители выполняются преимущественно трехфазными, где за счет перекрытия фаз малые токи исключены. Однако существует значительная область аппаратов постоянного тока, питаемых от однофазной цепи, например бытовых. В таких аппаратах используется силовой дроссель постоянного тока, включаемый после моста. Если выполнено условие Lдр/Uд>Lтр/е, где Lдр, Lтр - индуктивности дросселя и трансформатора соответственно; U - напряжение дуги; е - мгновенное значение ЭДС на выходе трансформатора в момент перемены знака тока во вторичной обмотке, то есть ток дуги не доходит то нуля. При дальнейшем укреплении неравенства пульсации тока дуги могут быть еще уменьшены вплоть до полного постоянства тока при Lдр_
 . Этот силовой дроссель пропускает полный сварочный ток и требование увеличения его индуктивности приводит к тому, что при массе и мощности рассеяния дроссель становится соизмеримым с трансформатором. Известен сварочный трансформатор для сварки на постоянном токе, содержащий магнитную систему, первичную обмотку, вторичную обмотку, выполненную из нескольких секций, и переключатели этих секции, при этом трансформатор выполнен из нескольких модулей, каждый из которых имеет обмотки поджига в виде нескольких секций, конденсатор, переключатель выполнен с четырьмя группами неподвижных контактов и с двумя подвижными контактами, два выпрямительных блока, выходы которых соединены между собой пополюсно (см. пат. RU 2006087, кл. Н 01 F 38/08, от 21.02.92). Недостатками известного устройства являются сложность конструкции и значительные габариты. По технической сущности наиболее близким к предлагаемому изобретению является сварочный аппарат постоянного тока, содержащий силовой трансформатор, на магнитопроводе которого расположены первичная, вторичная и вспомогательная обмотки, основной и вспомогательный выпрямители, соединенные входными выводами соответственно с выводами вторичной и вспомогательной обмоток, а выходными выводами подключенные к дуговому промежутку (см. a. c. СССР 1712973, кл. H 01 F 31/06, от 15.02.89). Однако и это известное устройство имеет значительные габариты, так как трансформатор работает в ненасыщенном режиме и не отличается падежной работоспособностью из-за возможности прерывания тока дуги из-за того, что ток через конденсатор идет только при скачке напряжения, который бывает при прерывании тока. Техническим результатом является снижение габаритов и повышение надежности за счет обеспечения непрерывности выпрямленного тока дуги. Для решения этой задачи в сварочный аппарат постоянного тока, содержащий силовой трансформатор, на магнитопроводе которого) расположены первичная, вторичная и вспомогательная обмотки, основной и вспомогательный выпрямители, соединенные входными выводами соответственно с выводами вторичной и вспомогательной обмоток, а выходными выводами подключенные к дуговому промежутку, согласно изобретению в аппарат введены силовой и накопительный дроссели, а силовой трансформатор выполнен насыщающимся, при этом силовой дроссель включен последовательно с первичной обмоткой силового трансформатора, вспомогательная обмотка одним из выводов, связанных с одним из входных выводов вспомогательного выпрямителя, соединена электрически согласно со вторичной обмоткой и вторым выводом через накопительный дроссель - с другим входным выводом вспомогательного выпрямителя, или вспомогательная обмотка одним из выводов, связанных с одним из входных выводов вспомогательного выпрямителя, соединена электрически согласно со вторичной обмоткой через накопительный дроссель и вторым выводом - с другим входным выводом вспомогательного выпрямителя. Согласно второму варианту изобретения в сварочный аппарат постоянного тока, содержащий силовой трансформатор, на магнитопроводе которого расположены первичная и вторичная обмотки, основной выпрямитель, соединенный входными выводами с выводами вторичной обмотки, и вспомогательный выпрямитель, выходные выводы которого и выходные выводы основного выпрямителя подключены к дуговому промежутку, введены вспомогательный трансформатор, силовой и накопительный дроссели, а силовой трансформатор выполнен насыщающимся, при этом силовой дроссель включен последовательно с первичной обмоткой силового трансформатора, параллельно вторичной обмотке которого подключена первичная обмотка вспомогательного трансформатора, соединенная одним выводом с одним из входных выводов вспомогательного выпрямителя и последовательно согласно непосредственно или через накопительный дроссель с одним выводом его вторичной обмотки, которая другим выводом через накопительный дроссель или непосредственно подключена к другому входному выводу вспомогательного выпрямителя, при этом основной выпрямитель выполнен по мостовой схеме, а вспомогательный выпрямитель выполнен двухдиодным. Сущность изобретения заключается в том, что введение вышеуказанных элементов и связей между ними позволяет накопить необходимую энергию к моменту переключения тока в мосте выпрямителя. При горении дуги напряжение трансформируется и через вспомогательную обмотку подается па вспомогательный дроссель и через вспомогательный диод соответствующей полярности подается на дугу. Этот ток линейно нарастает за полупериод тока дуги и к концу полупериода достигает небольшой части тока дуги. Однако в момент прекращения тока силового выпрямителя даже малый ток дросселя и вспомогательного диода не позволяет току дуги упасть до нуля, то есть поставленная цель непрерывности тока достигается. Снижение габаритов устройства обусловлено уменьшением сечения магнитопровода и возможностью стабильной работы в насыщенном режиме при меньшем напряжении холостого хода. Сравнение предлагаемых технических решений с ближайшим аналогом позволяет утверждать о соответствии критерию "новизна", а отсутствие отличительных признаков в известных аналогах говорит о соответствии критерию "изобретательский уровень". Предварительные испытания позволяют судить о возможности промышленного использования. На фиг.1 представлена принципиальная электрическая схема первого варианта предложенного устройства; на фиг. 2 - принципиальная электрическая схема второго варианта предложенного устройства; на фиг.3 - временные диаграммы работы устройства. Сварочный аппарат постоянного тока (фиг.1) содержит силовой трансформатор с насыщающимся магнитопроводом 1, на котором расположены первичная, вторичная и вспомогательная обмотки 2, 3 и 4 соответственно, основной выпрямитель, выполненный по мостовой схеме на диодах 5-8, соединенный входными выводами с выводами вторичной обмотки 3. Кроме того, устройство содержит вспомогательный выпрямитель, который выполнен, например, на двух диодах 9, 10 и соединен входными выводами с выводами вспомогательной обмотки 4, а также содержит силовой и накопительный дроссели 1 и 12 соответственно. Вспомогательная обмотка 4 одним из выводов, связанных с одним из входных выводов вспомогательного выпрямителя, соединена электрически согласно со вторичной обмоткой 3 и вторым выводом через накопительный дроссель 12 подключена к другому входному выводу вспомогательного выпрямителя. Возможен вариант, при котором вспомогательная обмотка 4 одним из выводов, связанных с одним из входных выводов вспомогательного выпрямителя, соединена электрически согласно со вторичной обмоткой 3 через накопительный дроссель 12 и вторым выводом подключена к другому входному выводу вспомогательного выпрямителя. При этом силовой дроссель 11 в обоих случаях должен быть включен последовательно с первичной обмоткой 2 силового трансформатора. На фиг. 1 показана условно индуктивность 13 рассеяния силового трансформатора, играющая существенную роль в работе устройства. Выходные выводы основного и вспомогательного выпрямителей подключены к дуговому промежутку 14. Кроме того, имеются входные клеммы 15,16, на которые поступает напряжение источника питания. Сварочный аппарат постоянного тока (фиг.2) также содержит силовой трансформатор с насыщающимся магнитопроводом 1, на котором расположены первичная и вторичная обмотки 2 и 3 соответственно, основной выпрямитель, выполненный по мостовой схеме на диодах 5
. Этот силовой дроссель пропускает полный сварочный ток и требование увеличения его индуктивности приводит к тому, что при массе и мощности рассеяния дроссель становится соизмеримым с трансформатором. Известен сварочный трансформатор для сварки на постоянном токе, содержащий магнитную систему, первичную обмотку, вторичную обмотку, выполненную из нескольких секций, и переключатели этих секции, при этом трансформатор выполнен из нескольких модулей, каждый из которых имеет обмотки поджига в виде нескольких секций, конденсатор, переключатель выполнен с четырьмя группами неподвижных контактов и с двумя подвижными контактами, два выпрямительных блока, выходы которых соединены между собой пополюсно (см. пат. RU 2006087, кл. Н 01 F 38/08, от 21.02.92). Недостатками известного устройства являются сложность конструкции и значительные габариты. По технической сущности наиболее близким к предлагаемому изобретению является сварочный аппарат постоянного тока, содержащий силовой трансформатор, на магнитопроводе которого расположены первичная, вторичная и вспомогательная обмотки, основной и вспомогательный выпрямители, соединенные входными выводами соответственно с выводами вторичной и вспомогательной обмоток, а выходными выводами подключенные к дуговому промежутку (см. a. c. СССР 1712973, кл. H 01 F 31/06, от 15.02.89). Однако и это известное устройство имеет значительные габариты, так как трансформатор работает в ненасыщенном режиме и не отличается падежной работоспособностью из-за возможности прерывания тока дуги из-за того, что ток через конденсатор идет только при скачке напряжения, который бывает при прерывании тока. Техническим результатом является снижение габаритов и повышение надежности за счет обеспечения непрерывности выпрямленного тока дуги. Для решения этой задачи в сварочный аппарат постоянного тока, содержащий силовой трансформатор, на магнитопроводе которого) расположены первичная, вторичная и вспомогательная обмотки, основной и вспомогательный выпрямители, соединенные входными выводами соответственно с выводами вторичной и вспомогательной обмоток, а выходными выводами подключенные к дуговому промежутку, согласно изобретению в аппарат введены силовой и накопительный дроссели, а силовой трансформатор выполнен насыщающимся, при этом силовой дроссель включен последовательно с первичной обмоткой силового трансформатора, вспомогательная обмотка одним из выводов, связанных с одним из входных выводов вспомогательного выпрямителя, соединена электрически согласно со вторичной обмоткой и вторым выводом через накопительный дроссель - с другим входным выводом вспомогательного выпрямителя, или вспомогательная обмотка одним из выводов, связанных с одним из входных выводов вспомогательного выпрямителя, соединена электрически согласно со вторичной обмоткой через накопительный дроссель и вторым выводом - с другим входным выводом вспомогательного выпрямителя. Согласно второму варианту изобретения в сварочный аппарат постоянного тока, содержащий силовой трансформатор, на магнитопроводе которого расположены первичная и вторичная обмотки, основной выпрямитель, соединенный входными выводами с выводами вторичной обмотки, и вспомогательный выпрямитель, выходные выводы которого и выходные выводы основного выпрямителя подключены к дуговому промежутку, введены вспомогательный трансформатор, силовой и накопительный дроссели, а силовой трансформатор выполнен насыщающимся, при этом силовой дроссель включен последовательно с первичной обмоткой силового трансформатора, параллельно вторичной обмотке которого подключена первичная обмотка вспомогательного трансформатора, соединенная одним выводом с одним из входных выводов вспомогательного выпрямителя и последовательно согласно непосредственно или через накопительный дроссель с одним выводом его вторичной обмотки, которая другим выводом через накопительный дроссель или непосредственно подключена к другому входному выводу вспомогательного выпрямителя, при этом основной выпрямитель выполнен по мостовой схеме, а вспомогательный выпрямитель выполнен двухдиодным. Сущность изобретения заключается в том, что введение вышеуказанных элементов и связей между ними позволяет накопить необходимую энергию к моменту переключения тока в мосте выпрямителя. При горении дуги напряжение трансформируется и через вспомогательную обмотку подается па вспомогательный дроссель и через вспомогательный диод соответствующей полярности подается на дугу. Этот ток линейно нарастает за полупериод тока дуги и к концу полупериода достигает небольшой части тока дуги. Однако в момент прекращения тока силового выпрямителя даже малый ток дросселя и вспомогательного диода не позволяет току дуги упасть до нуля, то есть поставленная цель непрерывности тока достигается. Снижение габаритов устройства обусловлено уменьшением сечения магнитопровода и возможностью стабильной работы в насыщенном режиме при меньшем напряжении холостого хода. Сравнение предлагаемых технических решений с ближайшим аналогом позволяет утверждать о соответствии критерию "новизна", а отсутствие отличительных признаков в известных аналогах говорит о соответствии критерию "изобретательский уровень". Предварительные испытания позволяют судить о возможности промышленного использования. На фиг.1 представлена принципиальная электрическая схема первого варианта предложенного устройства; на фиг. 2 - принципиальная электрическая схема второго варианта предложенного устройства; на фиг.3 - временные диаграммы работы устройства. Сварочный аппарат постоянного тока (фиг.1) содержит силовой трансформатор с насыщающимся магнитопроводом 1, на котором расположены первичная, вторичная и вспомогательная обмотки 2, 3 и 4 соответственно, основной выпрямитель, выполненный по мостовой схеме на диодах 5-8, соединенный входными выводами с выводами вторичной обмотки 3. Кроме того, устройство содержит вспомогательный выпрямитель, который выполнен, например, на двух диодах 9, 10 и соединен входными выводами с выводами вспомогательной обмотки 4, а также содержит силовой и накопительный дроссели 1 и 12 соответственно. Вспомогательная обмотка 4 одним из выводов, связанных с одним из входных выводов вспомогательного выпрямителя, соединена электрически согласно со вторичной обмоткой 3 и вторым выводом через накопительный дроссель 12 подключена к другому входному выводу вспомогательного выпрямителя. Возможен вариант, при котором вспомогательная обмотка 4 одним из выводов, связанных с одним из входных выводов вспомогательного выпрямителя, соединена электрически согласно со вторичной обмоткой 3 через накопительный дроссель 12 и вторым выводом подключена к другому входному выводу вспомогательного выпрямителя. При этом силовой дроссель 11 в обоих случаях должен быть включен последовательно с первичной обмоткой 2 силового трансформатора. На фиг. 1 показана условно индуктивность 13 рассеяния силового трансформатора, играющая существенную роль в работе устройства. Выходные выводы основного и вспомогательного выпрямителей подключены к дуговому промежутку 14. Кроме того, имеются входные клеммы 15,16, на которые поступает напряжение источника питания. Сварочный аппарат постоянного тока (фиг.2) также содержит силовой трансформатор с насыщающимся магнитопроводом 1, на котором расположены первичная и вторичная обмотки 2 и 3 соответственно, основной выпрямитель, выполненный по мостовой схеме на диодах 5 8, своими входными выводами соединенный с выводами вторичной обмотки 3 силового трансформатора. Кроме того, устройство содержит вспомогательный выпрямитель на диодах 9, 10, силовой и накопительный дроссели 11 и 12, индуктивность 13 рассеяния силового трансформатора, входные клеммы 15, 16 и вспомогательный трансформатор на магнитопроводе 17 с обмотками первичной 18 и вторичной 19 соответственно. Выходы основного и вспомогательного выпрямителей подключены к дуговому промежутку 14, а силовой дроссель 11 включен последовательно с первичной обмоткой 2 силового трансформатора. Параллельно вторичной обмотке 3 силового трансформатора подключена первичная обмотка 18 вспомогательного трансформатора, соединенная одним выводом с одним из входных выводов вспомогательного выпрямителя и последовательно согласно непосредственно или через накопительный дроссель 12 с одним выводом его вторичной обмотки 19, которая другим выводом через накопительный дроссель 12 или непосредственно подключена к другому входному выводу вспомогательного выпрямителя. Устройство работает следующим образом. При подаче напряжения питания на входные клеммы 15, 16 на холостом ходу (без дуги) магнитопровод 1 силового трансформатора насыщается дважды за период Т и на выходных обмотках имеется "обрезанная синусоида". Дроссель 11 служит для ограничения тока при насыщении. Токи диодов 5-10 выпрямителей равны нулю. При возбуждении дуги закорачиванием дугового промежутка 14 или же возбудителем дуги ток дуги проходит через основной выпрямитель. Вначале он нарастает, достигает максимума и уменьшается, стремясь к нулю. Напряжение на дуге в диапазоне 5-150 А остается неизменным (например, 20 В), поэтому на вторичной обмотке 3 силового трансформатора напряжение имеет форму меандра, например
8, своими входными выводами соединенный с выводами вторичной обмотки 3 силового трансформатора. Кроме того, устройство содержит вспомогательный выпрямитель на диодах 9, 10, силовой и накопительный дроссели 11 и 12, индуктивность 13 рассеяния силового трансформатора, входные клеммы 15, 16 и вспомогательный трансформатор на магнитопроводе 17 с обмотками первичной 18 и вторичной 19 соответственно. Выходы основного и вспомогательного выпрямителей подключены к дуговому промежутку 14, а силовой дроссель 11 включен последовательно с первичной обмоткой 2 силового трансформатора. Параллельно вторичной обмотке 3 силового трансформатора подключена первичная обмотка 18 вспомогательного трансформатора, соединенная одним выводом с одним из входных выводов вспомогательного выпрямителя и последовательно согласно непосредственно или через накопительный дроссель 12 с одним выводом его вторичной обмотки 19, которая другим выводом через накопительный дроссель 12 или непосредственно подключена к другому входному выводу вспомогательного выпрямителя. Устройство работает следующим образом. При подаче напряжения питания на входные клеммы 15, 16 на холостом ходу (без дуги) магнитопровод 1 силового трансформатора насыщается дважды за период Т и на выходных обмотках имеется "обрезанная синусоида". Дроссель 11 служит для ограничения тока при насыщении. Токи диодов 5-10 выпрямителей равны нулю. При возбуждении дуги закорачиванием дугового промежутка 14 или же возбудителем дуги ток дуги проходит через основной выпрямитель. Вначале он нарастает, достигает максимума и уменьшается, стремясь к нулю. Напряжение на дуге в диапазоне 5-150 А остается неизменным (например, 20 В), поэтому на вторичной обмотке 3 силового трансформатора напряжение имеет форму меандра, например  20В. Напряжение на вспомогательной обмотке 4 тоже меандр, но значительно меньшей амплитуды, например 1,5B. Это напряжение приложено к вспомогательному дросселю 12 и через сварочную цепь линейно нарастает ток дросселя 12. Аналогично работает предложенное устройство по другому варианту, у которого роль вспомогательной обмотки 4 играет вторичная обмотка 19 вспомогательного трансформатора. На фиг. 3 показаны временные диаграммы перехода тока iL силового трансформатора (этот ток показан и на фиг.1) от положительного полупериода к отрицательному. На временной диаграмме приведен масштаб времени и токов, характерных для типичного аппарата. Токи i5, i6, i7, i8 есть токи диодов 5, 6, 7, 8 соответственно. Мгновенное (временное) значение тока вспомогательного дросселя - iдр, максимальное его значение - Iдр. Мгновенное (временное) значение тока дуги - iд, минимальное его значение - Imin. На фит.3 показаны границы временных интервалов, соответствующие характерным явлениям в устройстве. Там же приведены уравнения cooтветствующих токов с вышеприведенными обозначениями. I-й интервал соответствует тому, что ток дуги, достигнув своего максимального значения (например, 50-300 А), начинает снижаться, стремясь к минимальному значению. К этому времени ток вспомогательного дросселя iдр увеличился до своего максимального значения Iдр. Ток дуги iдр равен току i6, но он же равен и i5 + iдр, поэтому при снижении тока дуги ток i5 становится равным нулю. Напряжение в точке соединения диодов 5 и 8 от значения, близкого к напряжению дуги Uд, скачком приближается к нулевому напряжению. Диод 8 открывается, ток одновременно идет через диод 8 и диод 6, то есть имеет место перекрытие токов. Так начинается II-й интервал. Дроссель работает на противоэдс Uд, ток его достаточно быстро снижается сравнительно с предыдущим интервалом. Когда iдр и ток дуги iд достигают минимального значения Imin, начинается III-й интервал. Ток i6 заканчивается, появляется ток i7. Когда ток вспомогательного дросселя iдр и он же ток диода 9 становится нулевым, начинается IV-й интервал. Включается ток диода 10, напряжение на дросселе 12 оказывается отрицательным и составляет малую часть напряжения дуги, то есть идет медленное накопление отрицательного тока и подготовка к следующему переходу от отрицательного тока к положительному. Эксперименты показывают, что при попытках сварки нержавеющей стали без возбудителя дуги без предлагаемого устройства сварка практически невозможна, с устройством же она проходит. Устройство получает все свойства аппарата постоянного тока, но вес вспомогательного дросселя не превышает 50-200 г. Таким образом, в предлагаемых технических решениях достигается поставленный технический результат - значительно снижаются габариты и повышается надежность за счет обеспечения непрерывности выпрямленного тока дуги.
20В. Напряжение на вспомогательной обмотке 4 тоже меандр, но значительно меньшей амплитуды, например 1,5B. Это напряжение приложено к вспомогательному дросселю 12 и через сварочную цепь линейно нарастает ток дросселя 12. Аналогично работает предложенное устройство по другому варианту, у которого роль вспомогательной обмотки 4 играет вторичная обмотка 19 вспомогательного трансформатора. На фиг. 3 показаны временные диаграммы перехода тока iL силового трансформатора (этот ток показан и на фиг.1) от положительного полупериода к отрицательному. На временной диаграмме приведен масштаб времени и токов, характерных для типичного аппарата. Токи i5, i6, i7, i8 есть токи диодов 5, 6, 7, 8 соответственно. Мгновенное (временное) значение тока вспомогательного дросселя - iдр, максимальное его значение - Iдр. Мгновенное (временное) значение тока дуги - iд, минимальное его значение - Imin. На фит.3 показаны границы временных интервалов, соответствующие характерным явлениям в устройстве. Там же приведены уравнения cooтветствующих токов с вышеприведенными обозначениями. I-й интервал соответствует тому, что ток дуги, достигнув своего максимального значения (например, 50-300 А), начинает снижаться, стремясь к минимальному значению. К этому времени ток вспомогательного дросселя iдр увеличился до своего максимального значения Iдр. Ток дуги iдр равен току i6, но он же равен и i5 + iдр, поэтому при снижении тока дуги ток i5 становится равным нулю. Напряжение в точке соединения диодов 5 и 8 от значения, близкого к напряжению дуги Uд, скачком приближается к нулевому напряжению. Диод 8 открывается, ток одновременно идет через диод 8 и диод 6, то есть имеет место перекрытие токов. Так начинается II-й интервал. Дроссель работает на противоэдс Uд, ток его достаточно быстро снижается сравнительно с предыдущим интервалом. Когда iдр и ток дуги iд достигают минимального значения Imin, начинается III-й интервал. Ток i6 заканчивается, появляется ток i7. Когда ток вспомогательного дросселя iдр и он же ток диода 9 становится нулевым, начинается IV-й интервал. Включается ток диода 10, напряжение на дросселе 12 оказывается отрицательным и составляет малую часть напряжения дуги, то есть идет медленное накопление отрицательного тока и подготовка к следующему переходу от отрицательного тока к положительному. Эксперименты показывают, что при попытках сварки нержавеющей стали без возбудителя дуги без предлагаемого устройства сварка практически невозможна, с устройством же она проходит. Устройство получает все свойства аппарата постоянного тока, но вес вспомогательного дросселя не превышает 50-200 г. Таким образом, в предлагаемых технических решениях достигается поставленный технический результат - значительно снижаются габариты и повышается надежность за счет обеспечения непрерывности выпрямленного тока дуги.Формула изобретения
1. Сварочный аппарат постоянного тока, содержащий силовой трансформатор, на магнитопроводе которого расположены первичная, вторичная и вспомогательная обмотки, основной и вспомогательный выпрямители, соединенные входными выводами соответственно с выводами вторичной и вспомогательной обмоток, а выходными выводами подключенные к дуговому промежутку, отличающийся тем, что в него введены силовой и накопительный дроссели, а силовой трансформатор выполнен насыщающимся, при этом силовой дроссель включен последовательно с первичной обмоткой силового трансформатора, вспомогательная обмотка одним из выводов, связанных с одним из входных выводов вспомогательного выпрямителя, соединена электрически согласно со вторичной обмоткой и вторым выводом через накопительный дроссель - с другим входным выводом вспомогательного выпрямителя, или вспомогательная обмотка одним из выводов, связанных с одним из входных выводов вспомогательного выпрямителя, соединена электрически согласно со вторичной обмоткой через накопительный дроссель и вторым выводом - с другим входным выводом вспомогательного выпрямителя. 2. Сварочный аппарат по п. 1, отличающийся тем, что основной выпрямитель выполнен по мостовой схеме, а вспомогательный выпрямитель выполнен двухдиодным. 3. Сварочный аппарат постоянного тока, содержащий силовой трансформатор, на магнитопроводе которого расположены первичная и вторичная обмотки, основной выпрямитель, соединенный входными выводами с выводами вторичной обмотки, и вспомогательный выпрямитель, выход которого и выходные выводы основного выпрямителя подключены к дуговому промежутку, отличающийся тем, что в него введены вспомогательный трансформатор, силовой и накопительный дроссели, а силовой трансформатор выполнен насыщающимся, при этом силовой дроссель включен последовательно с первичной обмоткой силового трансформатора, параллельно вторичной обмотке которого подключена первичная обмотка вспомогательного трансформатора, соединенная одним выводом с одним из входных выводов вспомогательного выпрямителя и последовательно согласно непосредственно или через накопительный дроссель с одним выводом его вторичной обмотки, которая другим выводом через накопительный дроссель или непосредственно подключена к другому входному выводу вспомогательного выпрямителя. 4. Сварочный аппарат по п. 3, отличающийся тем, что основной выпрямитель выполнен по мостовой схеме, а вспомогательный выпрямитель выполнен двухдиодным.РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3www.findpatent.ru
Сварочные аппараты переменного тока | svarnoy.info
Сварочные аппараты переменного тока, подразделяют на четыре основные группы: сварочные аппараты
? с отдельным дросселем;
? со встроенным дросселем;
? подвижным магнитным шунтом;
? с увеличенным магнитным рассеянием и подвижной обмоткой.
Они отличаются по конструкции и по электрической схеме. Сварочные аппараты состоят из понижающего трансформатора и устройства — дросселя, подвижного магнитного шунта, подвижной обмотки — для создания падающей внешней характеристики и регулирования сварочного тока. Трансформатор обеспечивает питание дуги переменным током напряжением 60…70 В.
Сварочные аппараты с отдельным дросселем (рис. 1) состоят из понижающего трансформатора и дросселя (регулятора тока). Трансформатор Тр имеет сердечник (магнитопровод) 2 из пластин, отштампованных из тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная 1 и вторичная 3 обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индукцируется напряжение 60…70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения и высокий к.п.д. трансформатора. Последовательно с вторичной обмоткой в сварочную цепь включена обмотка 4 (из голой медной шины) дросселя Др. Обмотка имеет асбестовые прокладки, пропитанные теплостойким лаком. Сердечник дросселя также набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на которой расположена обмотка дросселя, и подвижной 6, перемещаемой с помощью винтовой пары 7. При вращении рукоятки по часовой стрелке воздушный зазор а увеличивается, против часовой стрелки—уменьшается.

Сварочные аппараты с отдельным дросселемРис. 1
При возбуждении дуги (при коротком замыкании) большой ток, проходя через обмотку дросселя, создает мощный магнитный поток, наводящий э.д.с. дросселя, направленную против напряжения трансформатора. Вторичное напряжение, развиваемое трансформатором, полностью поглощается падением напряжения в дросселе. Напряжение в сварочной цепи почти достигает нулевого значения.
При возникновении дуги сварочный ток уменьшается; вслед за ним уменьшается э.д.с. самоиндукции дросселя, направленная против напряжения трансформатора, и в сварочной цепи устанавливается рабочее напряжение, необходимое для устойчивого горения дуги, меньшее, чем напряжение холостого хода. Изменяя зазор а между неподвижным, и подвижным магнитопроводами, изменяют индуктивное сопротивление дросселя и тем самым ток в сварочной цепи. При увеличении зазора магнитное сопротивление магнитопровода дросселя увеличивается, магнитный поток ослабляется, уменьшается э.д.с. самоиндукции катушки и ее индуктивное сопротивление. Это приводит к возрастанию сварочного тока. При уменьшении зазора сварочный ток уменьшается. Один оборот рукоятки винтовой пары изменяет сварочный ток примерно на 20 А.
По этой схеме изготовлены сварочные трансформаторы типа СТЭ. Трансформаторы СТЭ-24-У и СТЭ-34-У не сложны по устройству и безопасны в работе и поэтому их широко применяют при ручной дуговой сварке.
Сварочные аппараты со встроенным дросселем (рис.2) имеют электромагнитную схему, разработанную акад. В. П. Никитиным. Магнитопровод трансформатора состоит из основного сердечника на котором расположены первичная 2 и вторичная 6 обмотки собственно трансформатора, и добавочного сердечника 4 с обмоткой 5 дросселя (регулятора тока). Добавочный магнитопровод расположен над основным и состоит из неподвижной и подвижной частей, между которыми с помощью винтовой пары 3 устанавливается необходимый воздушный зазор а.

Сварочные аппараты со встроенным дросселемРис. 2
Магнитный поток, создаваемый обмоткой дросселя, может иметь попутное или встречное направление с потоком, создаваемым вторичной обмоткой трансформатора, в зависимости от того как включены эти обмотки.
Сварочный ток регулируют, изменяя воздушный зазор а; чем больше зазор а, тем больше сварочный ток.
Этот принцип действия лежит в основе конструкции следующих сварочных трансформаторов СТЭ-24-У, СТЭ-34-У, СТН-350, СТН-500, СТН-700, ТСД-500, ТСД-1000-3, ТСД-2000.
Сварочные аппараты с увеличенным магнитным рассеянием и подвижным магнитным шунтом (рис. 3)

Сварочные аппараты с увеличенным магнитным рассеянием и подвижным магнитным шунтомРис. 3
имеют замкнутый магнитопровод, у которого на одном стержне расположены первичная 4 и вторичная 3 обмотки трансформатора, а на другом — реактивная обмотка 1. Между ними находится стержень — магнитный шунт 2. Шунт замыкает магнитные потоки, создаваемые первичной и реактивной обмотками. При этом образуются магнитные потоки рассеяния, которые создают значительное индуктивное сопротивление. Таким образом, обеспечивается падающая внешняя характеристика трансформатора.
Сварочный ток регулируют, перемещая магнитный шунт вдоль направления магнитного потока. При выдвижении шунта рассеяние магнитных потоков первичной и реактивной обмоток уменьшается, вследствие чего уменьшается индуктивное сопротивление трансформатора. При этом сварочный ток возрастает. По такому принципу работают аппараты типа СТАН и СТШ.
Сварочные аппараты с увеличенным магнитным рассеянием и подвижной обмоткой. Трансформатор имеет магнитопровод, на обоих стержнях которого расположены по две катушки: одна с первичной обмоткой, а вторая — со вторичной обмоткой. Катушки первичной обмотки закреплены неподвижно в нижней части сердечника, а катушки вторичной обмотки перемещаются по стержню с помощью винтовой пары. Сварочный ток регулируют изменением расстояния между первичными и вторичными обмотками. При увеличении этого расстояния магнитный поток рассеяния возрастает, а сварочный ток уменьшается. По этому принципу изготовлены такие трансформаторы ТС-120, ТС-300, ТС-500, ТСК-300, ТСК-500, ТД-300, ТД-500.
svarnoy.info
Сварочный аппарат с вольтодобавкой и плавной регулировкой тока
Р/л технология
Главная ![]() Радиолюбителю
Радиолюбителю ![]() Р/л технология
Р/л технология
Вниманию читателей предлагается описание простого в изготовлении и надёжного в работе сварочного аппарата. Он позволяет выполнять сварку как постоянным, так и переменным током, причём в обоих случаях возможна его не только ступенчатая, но и плавная регулировка. Чтобы облегчить зажигание дуги, предусмотрена вольтодобавка.
Сегодня в продаже имеется огромное число разнообразных сварочных аппаратов. Портативные сварочные аппараты (так называемые инверторы) работают только на постоянном токе. Их дешёвые модели, предназначенные для непрофессионального применения, сравнительно небольшой мощности и недостаточно надёжны. Сварочные аппараты на низкочастотных трансформаторах большой мощности выпускают в основном для промышленного использования. Они имеют, как правило, большую мощность, значительные массу и габариты и сравнительно дороги. Кроме того, они допускают возможность длительной непрерывной работы. Сварочный ток в таких аппаратах регулируется плавно или ступенчато путём изменения индуктивности дополнительного дросселя или индуктивности рассеяния самого сварочного трансформатора. Большая масса и высокая цена делают покупку такого аппарата для личного (не профессионального) применения нецелесообразной.
Бывают в продаже и дешёвые маломощные сварочные аппараты на низкочастотных трансформаторах. Но в формировании нужной нагрузочной характеристики в них принимает участие активное сопротивление обмоток. Поэтому такие сварочные аппараты сильно нагреваются при работе.
Многие делают сварочные трансформаторы самостоятельно. Для этого необходимы лишь подходящие магнитопровод и обмоточный провод. Но для выполнения высококачественной сварки самодельный аппарат должен обеспечивать возможность выбора рода тока (постоянный или переменный) и регулирования сварочного тока. Кроме того, для облегчения зажигания дуги при низком напряжении желательно иметь в аппарате вольтодобавку.
Ниже приводится описание простого и надёжного в работе сварочного аппарата с трансформатором на основе статора асинхронного трёхфазного электродвигателя и обеспечивающего выполнение перечисленных выше требований. Он имеет ряд существенных особенностей, которые значительно улучшают его характеристики и уменьшают трудоёмкость изготовления по сравнению с ранее описанными в радиолюбительской литературе и в Интернете.
Схема аппарата приведена на рис. 1. Сетевое напряжение через ступенчатый реостат, состоящий из проволочных резисторов R1-R4 и переключателя SA1, поступает на обмотку I сварочного трансформатора T2. Узел, состоящий из трансформатора тока T1, выпрямителя на диодах VD1, VD2 и измерительной головки PA1, измеряет ток, потребляемый от сети. Напряжение с обмотки II трансформатора T2 через переключатель SA2 и двухполупериодный выпрямитель на диодах vD5, VD7 и тринисто-рах VS1, VS2 подаётся в сварочную цепь.
Рис. 1
Выпрямитель совмещён с регулятором сварочного тока. При крайнем правом по схеме положении движков переменных резисторов R5 и R6 тринисторы VS1 и VS2 открываются при незначительно отличающемся от нуля мгновенном значении напряжении на обмотке II трансформатора T2. В этом случае угол отсечки тока близок к 180 град. и сварочный ток максимален. При перемещении движков этих резисторов влево напряжение открывания тринисторов VS1 и VS2 увеличивается, а угол отсечки тока уменьшается до 90 град. В результате сварочный ток уменьшается приблизительно в два раза по сравнению с максимальным. При дальнейшем увеличении сопротивления регулирующих резисторов тринисторы выпрямителя открываться перестают, поэтому выходное напряжение и ток становятся равными нулю.
Транзистор VT1 служит усилителем управляющего тока. Его можно исключить из схемы, но тогда сопротивление резисторов R5 и R6 придётся уменьшить приблизительно в 30 раз. При этом на резисторах R5 и R6 в некоторых режимах станет рассеиваться мощность в несколько ватт. Найти переменные резисторы с достаточно большой допустимой мощностью рассеяния трудно, поэтому в регуляторе было решено применить высокоомные резисторы с транзисторным усилителем тока. Два переменных резистора, соединённых последовательно, позволили обеспечить плавную регулировку тока в большом интервале его изменения.
В некоторых сварочных аппаратах применяют тринисторные регуляторы тока, обеспечивающие плавное изменение угла отсечки в интервале от 0 до 180 град., чему соответствует изменение тока от нуля до максимума. Тринисторами в таких регуляторах управляют, как правило, с помощью коротких импульсов. Но эти регуляторы сложнее и недостаточно стабильно работают на нагрузку с малым дифференциальным сопротивлением (сварочную дугу или заряжающуюся аккумуляторную батарею). Нестабильность проявляется в том, что при неизменном положении ручки регулятора выходной ток хаотично изменяется относительно заданного среднего значения. Регуляторы, в которых тринисторами управляют постоянным током, в этих условиях работают более стабильно. Кроме того, регулятор сварочного тока должен регулировать сварочный ток, но не амплитуду выходного напряжения сварочного аппарата. А при изменении угла отсечки от 90 до 0 град. амплитуда импульсов напряжения на выходе выпрямителя уменьшается, что нежелательно, так как ухудшаются условия зажигания дуги.
Чтобы расширить пределы регулировки тока, не усложняя тринисторный регулятор, в аппарате предусмотрен мощный ступенчатый реостат на резисторах R1-R4. Такие реостаты нередко включают в цепь вторичной обмотки сварочного трансформатора. Но включение его последовательно с первичной обмоткой даёт несколько преимуществ. В частности, трансформатор в этом случае работает при меньшем напряжении, поэтому меньше нагревается. Кроме того, в этом случае проще подобрать высокоомный провод для изготовления резисторов реостата, а в качестве переключателя SA1 можно использовать типовой пакетный переключатель на ток до 30 А.
Цепь вольтодобавки представляет собой однополупериодный выпрямитель на диоде VD3, последовательно с которым в качестве ограничителя тока включена лампа накаливания EL1. В режиме холостого хода (когда сварочная дуга не горит) конденсатор C1 заряжается через диод VD3 до напряжения около 76 В при любом положении переключателя SA2. Поскольку сопротивление холодной нити накаливания лампы минимально, конденсатор C1 заряжается быстро. После зажигания дуги напряжение на конденсаторе C1 становится меньше. В этом режиме ток, протекающий через диод VD3, ограничен сопротивлением лампы EL1, которое растёт по мере разогрева нити, поэтому ток остаётся в допустимых для диода пределах и лишь незначительно увеличивает сварочный ток.
Вольтодобавка - очень полезное устройство. При её отсутствии и низком напряжении холостого хода на выходе сварочного аппарата дуга зажигается с трудом, что снижает производительность труда сварщика и сильно его утомляет. Повышение напряжения холостого хода без применения вольтодо-бавки резко уменьшает КПД сварочного аппарата и увеличивает нагрузку на электрическую сеть. Но во многих случаях узлы вольтодобавки слишком сложны, а в некоторых случаях недостаточно эффективны. Например, в [1] этот узел выполнен так, что при горении дуги через цепь вольтодобавки может протекать довольно большой ток, ограниченный только активным сопротивлением дросселя. Чтобы сохранить этот ток в допустимых пределах, напряжение вольтодобавки выбрано небольшим (10...12 В), что снижает её эффективность. Желательно, чтобы вольтодобавка повышала напряжение холостого хода до 80...90 В.
Кроме того, в устройстве, описанном в [1], выходной ток в момент зажигания дуги ограничен индуктивным сопротивлением дросселя, что дополнительно затрудняет её образование. Практика показывает, что дуга лучше всего зажигается в случае, когда на выходе сварочного выпрямителя установлен конденсатор. Немного хуже результат бывает, когда у выпрямителя нет вообще никакого сглаживающего фильтра. Но тяжелее всего дуга зажигается, если сглаживающий фильтр состоит только из дросселя или заканчивается дросселем.
Ёмкость конденсатора C1 должна быть такой, чтобы обеспечить быстрый переход искрового разряда в маломощную дугу. Практика показывает, что для этого достаточно его ёмкости в 3000 мкФ. Сгладить переменную составляющую сварочного тока такой конденсатор не может, да и необходимости в этом нет. При горении сварочной дуги напряжение на конденсаторе C1 пульсирует от нуля до амплитудного значения. Поэтому конденсатор C1 должен выдерживать пульсацию напряжения с такой амплитудой. При этом нужно иметь в виду, что допустимая амплитуда пульсаций напряжения на оксидных конденсаторах обычно не превышает 10...20 % их номинального рабочего напряжения.
Вопрос о том, какой сглаживающий фильтр лучше использовать в выпрямителе сварочного аппарата, является дискуссионным. Многие авторы статей, опубликованных в журналах и особенно в Интернете, считают, что в фильтре выпрямителя сварочного аппарата лучше применять дроссель. Например, бытует мнение, что его наличие предотвращает прилипание электрода к свариваемой детали. Но причина прилипания заключается обычно в недостаточной мощности источника сварочного тока (или в неумении выполнять сварку). При этом маломощная дуга немного расплавляет электрод и деталь, а для того чтобы создать мощную дугу, у источника не хватает мощности. В результате при случайном касании электродом свариваемой детали расплавленный металл электрода при соприкосновении с более холодной деталью кристаллизуется и электрод приваривается к детали.
Дроссель не может и облегчить зажигание дуги, потому что в режиме холостого хода он не запасает в себе энергии. В момент касания электродом детали ток начинает нарастать от нуля, дроссель начинает запасать энергию. В это время энергия источника идёт не на создание дугового разряда, а накапливается в магнитном поле дросселя.
В описаниях сварочных аппаратов, трансформаторы которых изготовлены на базе асинхронных электродвигателей, обычно рекомендуют удалять бандажные полосы, расположенные на внешней стороне пакета статорных пластин, и выступы на внутренней стороне этих пластин. При этом готовый трансформатор крепят в корпусе сварочного аппарата подобно маломощным трансформаторам с тороидальными магнитопроводами. Но сварочный трансформатор имеет большую массу, а при работе может сильно нагреваться. Вес трансформатора при таком креплении давит на изоляцию проводов обмотки, что может привести к её повреждению и межвитковым замыканиям. Эта проблема особенно сильно проявляется при недостаточно термостойкой изоляции проводов.
Удаление бандажных полос и выступов статорных пластин - очень трудоёмкая и не только бесполезная, но даже вредная операция. Однако считается, что бандажные полосы следует удалить, чтобы они не замыкали между собой статорные пластины. Удаление выступов вообще никак не обосновывают. Может быть, это делают, чтобы увеличить площадь окна магнитопровода или немного уменьшить расход провода.
Но дело в том, что размер окна магнитопровода, как правило, вполне достаточен, а экономия провода получается очень небольшой. Удаляют выступы пластин и бандаж обычно с помощью зубила и молотка. После такого удаления между пластинами образуется множество точек электрического контакта, которые могут создать в магнитопроводе пути для вихревых токов.
Магнитный поток в кольцевой части магнитопровода электродвигателя и трансформатора течёт параллельно бандажным полосам, не пересекая их, и не может создать в них вихревые токи. Разница только в том, что в статоре двигателя поток разделяется на две половины, текущие в диаметрально противоположных участках кольцевого магнитопровода в одну сторону, а в трансформаторе по кольцу течёт единый поток. Поэтому эффективное сечение одного и того же магнитопровода в трансформаторе получается приблизительно в два раза меньше, чем в двигателе, а средняя длина силовой линии - больше. В результате необходимое число витков обмотки трансформатора больше, чем обмотки двигателя на то же напряжение. Определять его лучше экспериментальным путём.
Конструкция магнитопровода трансформатора предлагаемого сварочного аппарата изображена на рис. 2. Бандажные полосы и выступы статорных пластин оставлены на месте. Для того чтобы витки обмоток не проваливались между выступами статорных пластин, к торцам их пакета 5 крепят две кольцевые пластины 3. Между выступами статорных пластин расположены четыре шпильки 4, изолированные от статорных пластин (используются прокладки, которые применялись в электродвигателе для изоляции обмоток). Шпильки ввинчены в стойки 2 с внутренней резьбой, закреплённые на деревянном основании 1. Поэтому нагрузка от веса трансформатора передаётся на основание 1 только через стойки 2, а не через изоляцию проводов. Это позволяет повысить максимально допустимую рабочую температуру трансформатора без риска деформации изоляции проводов и замыканий.
Рис. 2
В верхней части магнитопровода на двух из четырёх стягивающих пакет шпильках 4 закреплены кронштейны 6 с ручкой 7 из немагнитного материала (например, алюминия). Желательно из такого же материала изготовить и кронштейны 6, и стойки 2, но большой необходимости в этом нет. Чтобы оставить больше места для размещения обмотки, можно использовать только три шпильки, расположив их (в виде сверху) в вершинах равностороннего треугольника, но тогда придётся изменить конструкцию ручки.
В качестве собственно магнитопровода применён статор асинхронного двигателя мощностью 7,5 кВт. Обмотка I состоит из 305 витков алюминиевого провода сечением 4 мм2 в тугоплавкой пластмассовой изоляции. Обмотка II намотана двумя сложенными вместе алюминиевыми проводами АПВ-10 сечением 10 мм2 каждый. Она содержит 77 витков. Отводы сделаны от 48, 58 и 69-го витков.
Для определения необходимого числа витков на магнитопровод была намотана пробная обмотка и измерена её индуктивность. Затем было рассчитано число витков обмотки I для получения индуктивного сопротивления 220 Ом на частоте 50 Гц. В результате ток холостого хода трансформатора получился около 1 А. Затем, исходя из необходимого коэффициента трансформации, было вычислено число витков обмотки II.
Трансформатор тока T1 выполнен на магнитопроводе от выходного трансформатора кадровой развёртки ТВК-110. Его первичная обмотка - один виток монтажного провода сечением 2,5 мм2. Вторичная обмотка содержит 100 витков провода ПЭВ-2 диаметром 0,5 мм.
Если в качестве измерительной головки PA1 использовать стрелочный авометр на пределе измерения 0,5 А, то его стрелка будет полностью отклоняться при токе 100 А через обмотку I. Такой запас по току полного отклонения необходим вследствие того, что в процессе сварки измеряемый ток непрерывно и резко изменяется. В результате стрелка прибора с малым током полного отклонения часто бьётся об упоры, что приводит к быстрому выходу измерительного механизма из строя.
Узел измерения тока можно без проблем перенести в цепь обмотки II трансформатора T2. Но большой необходимости в этом нет. Коэффициент трансформации известен, и зная ток в обмотке I, значение сварочного тока всегда можно вычислить.
Резисторы R1-R4 реостата изготовлены из трёх сложенных вместе нихро-мовых проводов от электронагревательной спирали мощностью 2 кВт. Эти резисторы при работе сварочного аппарата могут сильно нагреваться, поэтому они установлены на термостойком основании из огнеупорного облегчённого кирпича с отверстиями, через которые и пропущены нихромовые провода. Чтобы сделать реостат более компактным, можно распилить кирпич на две части и использовать только одну половину.
Вместо реостата можно применить дроссель с несколькими отводами от обмотки. Но масса и габариты дросселя получаются значительно большими, чем у реостата, изготовленного из кирпича и нихромового провода. Целесообразность регулирования сварочного тока дросселем зависит от нескольких обстоятельств. Например, при выполнении большого объёма сварочных работ дроссель позволит уменьшить расход электроэнергии и, следовательно, её стоимость, так как рассеиваемая им активная мощность незначительна.
Если необходимо выполнять сварку переменным током, то сварочную цепь следует включить в разрыв провода в точке A (см. рис. 1). При этом выводы конденсатора C1 должны быть замкнуты перемычкой, способной без заметного нагревания выдержать сварочный ток. В этом случае регулятор тока работает как обычно, но вольтодобавка отсутствует.
Перед выполнением сварочных работ рабочий режим сварочного аппарата рекомендуется устанавливать в следующем порядке. Сначала в зависимости от необходимой мощности сварочной дуги переключателем SA2 установить необходимое выходное напряжение, а движки переменных резисторов R5 и R6 перевести в правое (по схеме) положение. Затем следует поставить в нужное положение переключатель SA1 и, не включая аппарат, соединить перемычкой выводы конденсатора C1. Включив аппарат в сеть, с помощью переменных резисторов R5 и R6 установить ток короткого замыкания на 30...50 % больше необходимого сварочного тока.
Режим короткого замыкания должен быть кратковременным, не более 2...3 с, после чего следует отключить аппарат от сети и удалить перемычку с выводов конденсатора C1. Теперь можно вновь включать аппарат и приступать к выполнению сварки. В дальнейшем переменными резисторами R5 и R6 при необходимости можно подрегулировать ток. Типовые режимы сварки различных деталей приводятся в специальной литературе.
Применённый в описанном сварочном аппарате тринисторный регулятор по стабильности выходного тока аналогичен описанному, например, в [2], но по схеме заметно проще. Это связано с тем, что в нём отсутствует дополнительный выпрямитель для питания цепи управляющего электрода тринистора. Но его можно ввести, построив сварочный аппарат по схеме, изображённой на рис. 3. Дополнительная обмотка III трансформатора T2 должна содержать 10 витков монтажного провода сечением 1,5 мм2 (для механической прочности). При этом выпрямленное напряжение на резисторе R5, сглаженное конденсатором C1, будет около 10 В. Ток управляющих электродов тринисторов станет не пульсирующим, а постоянным, зависящим от положения движка переменного резистора R5.
Рис. 3
Литература
1. Степанов Л. "Вольтодобавка" в сварочном аппарате. - Радио, 2004, № 6, с. 40.
2. Жеребцов И. П. Основы электроники. - Л.: Энергоатомиздат, 1985.
Автор: А. Сергеев, г. Сасово Рязанской обл.
Дата публикации: 12.11.2014
Рекомендуем к данному материалу ...
Мнения читателей- vs-63 / 16.01.2015 - 17:22ток во вторичной обмотке сварочного трансформатора не будет равен произведению тока в первичной цепи на коэффициент трансформации как утверждает автор,так как сварочная цепь нелинейна и трансформатор ,хоть и выполнен на торе ,тем неменее не имеет жесткую характеристику.
Вы можете оставить свой комментарий, мнение или вопрос по приведенному вышематериалу:
www.radioradar.net










