







Никакой магии или как работает сварочный инвертор. Как работает сварочный аппарат
Принцип работы сварочного инвертора - схема и устройство
И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители. И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
Устройство сварочного инвертора

До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через диодный мост, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Принципиальная электрическая схема инверторного аппарата

В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное напряжение является источником питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат. Пройдемся по нюансам и элементам прибора.
-
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа, появляющиеся в процессе работы сварочного инвертора, не попали в питающую сеть.
- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые чаще всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов. Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
- Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важное, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться. В результате произошел бы их перегрев, итог – выход из строя.
Внимание! Необходимо знать, что на конденсаторах, установленных в фильтр, напряжение будет больше, чем на выходе диодного моста. Величина – 1,4-1,5 раз. При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт. Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.
Вот основные элементы силового блока устройства инверторного сварочного аппарата. Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Теперь вы знаете, из каких частей состоит инверторный источник сварочного тока. Еще раз повторимся. Это выпрямитель, инвертор, собранный из транзисторов, трансформатор, который понижает напряжение, и установленный на выходе выпрямитель. Для начинающих сварочников эти элементы ни о чем не говорят. И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
- Он легкий (спасибо маленькому трансформатору).
- Легко варит достаточно толстые металлические детали (спасибо высокому току и низкому напряжению).
- Электрод не прилипает к поверхности металла (спасибо функции «Arc Force»).
- Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы. Эта функция сварочного инвертора называется Hot Start.
- Если появляется короткое замыкание при залипании электрода, напряжение в аппарате резко снижается до минимума. Это оберегает его от выхода из строя.
Итак, мы разобрались в устройстве сварочного инвертора, в его принципиальной схеме, и как он работает. Необходимо отметить, что к работающему сварочному инвертору (принцип работы у всех моделей одинаковый) есть несколько требований, два из которых – это длина питающего кабеля не больше 15 м и частота проводимого обслуживания – не реже двух раз в год. В основном его надо почистить от пыли.
Поделись с друзьями
1
0
1
1
svarkalegko.com
Устройство и принцип работы сварочного аппарата инверторного и трансформаторно типа
Трудно недооценить необходимость сварочных аппаратов в домашнем или дачном хозяйстве. Простота конструкции устройства позволяет производить их сборку самостоятельно.

Однако качество выполняемых работ зависит не только от умений, но и внутреннего устройства изделия. Данная статья посвящена устройству и принципам работы этих аппаратов.
Назначение
Сварочный аппарат относится к классу электрических устройств, предназначенных для формирования напряжения питания сварочной дуги. Принцип работы сварочного аппарата основан на преобразовании напряжения сети в сварочную дугу. Поскольку в дуге присутствуют большие токи (до 250 А), то чтобы их получить используют подход понижения напряжения питания дуги. Основная задача конструкции обеспечить устойчивую дугу, температура горения которой может доходить до нескольких тысяч градусов.
Типы сварочных аппаратов
Существует большое количество классификационных признаков, но в конструктивном плане электрические сварочные аппараты подразделяются на:
- трансформаторные;
- выпрямительные;
- инверторные.
Устройство и принцип работы инверторной сварки
Устройство и принцип работы сварочного аппарата трансформаторного типа предполагают, что поддержание стабильности дуги при сварке происходит путём изменения индуктивного сопротивления вторичной (нагрузочной) обмотки. Это достигается введением реактивной катушки, а в мощных версиях – специальными магнитными шунтами.

Популярное решение состоит в раздвижении катушек, что приводит к изменению магнитного потока, в, свою очередь, к регулированию тока. Выпрямительная схема – самая простая. Регулировку выходного тока организуют с помощью тиристоров. Лучшими нагрузочными характеристиками обладает трёхфазная схема выпрямления.

В сварочном аппарате инверторного типа используется принцип двукратного преобразования переменного в постоянное напряжение. Сложность конструкции оправдывается достижимыми техническими характеристиками, влияющими на конечные характеристики сварочной дуги.
Характеристики
К основным техническим показателям агрегата относятся:
- мощность;
- напряжение питания;
- характеристика холостого хода;
- диапазон тока сварки;
- диаметр поддерживаемых электродов;
- защита от перегрева.
Преимущества сварки постоянным током
Сварочные конструкции, работающие на постоянном токе, более предпочтительны по сравнению с их "переменнотоковыми собратьями". К ним относятся:
- мягкость поджига дуги;
- возможность работы с тонкостенными предметами;
- меньшее разбрызгивание металла;
- создание аккуратно проваренного шва;
- отсутствие неприятного, раздражающего треска.
Эти преимущества достигаются исключением прерывистости при горении дуги, которая объясняется синусоидальным характером выходного тока: дуга пропадает при прохождении нулевого уровня.
Сварочный аппарат инверторного типа – эффективное решение
Принцип работы сварочного аппарата инверторного типа использует преобразование сетевого напряжения в постоянное. Далее происходит преобразование выпрямленного напряжения в высокочастотное.

Именно эту операцию реализует инвертор. Используя широтно-импульсное модулирование (ШИМ) происходит регулирование выходного тока. Этот принцип регулирования основан на изменении длительности выходных импульсов.
Этот агрегат вмещает:
- питание силовой части;
- непосредственно силовую часть;
- ШИМ-регулятор;
- питание слаботочной части;
- управление, защита, индикация.
Достоинства
Инверторный тип сварки обладает рядом преимуществ, благодаря которым он заслужил доверие пользователей и популярность. Вот они:
- малые габариты и масса конечного изделия за счёт отсутствия силового трансформатора;
- плавность регулировки выходного тока, реализованная на основе ШИМ-контроллера, позволяет делать ровный шов;
- возможность запоминания часто используемых режимов из-за наличия устройств памяти;
- широкий спектр нагрузочных характеристик вплоть до плазменной резки.
Недостатками изделия считаются сложность и стоимость конструкции.
Таким образом, учитывая все достоинства и недостатки сварочника выполнение "тонких" сварочных работ следует доверить аппаратам инверторного типа. Но, как всегда, главный выбор за пользователем.
Видео:
 Loading ...
Loading ... | Понравилась статья? Нажимай |
rmnt.net
Как работает инверторный сварочный аппарат: принципы и устройство
Традиционный сварочный аппарат, в состав которого входит в обязательном порядке громоздкий трансформатор, в последнее время активно вытесняется инверторами. Чтобы понять, как работает сварочный инвертор, необходимо разобраться с его конструкцией, принципом действия, эксплуатационными особенностями, что определяет достоинства и выявляет минусы данного устройства.

Инверторный сварочный аппарат используется для сварки различных деталей из металла.
Общие принципы работы инвертора
В отличие от более привычных сварочных трансформаторов, в этом устройстве преобразование электрического напряжения в сварной ток происходит в несколько этапов: посредством маломощного трансформатора, по габаритам почти соизмеримого с пачкой сигарет, и электронной схемы. Также инверторный аппарат имеет систему (блок) управления, которая значительно облегчает процесс сваривания и позволяет формировать качественный шов. Как же работает инверторный сварочный аппарат?

Устройство инверторного сварочного аппарата.
Сначала входной ток в 220 В частотой 50 А проходит через выпрямитель сварочного аппарата, преобразуется в постоянный и попутно сглаживается фильтрами (обычно в виде электролитических конденсаторов). Полученное постоянное напряжение посредством модулятора, собранного на полупроводниках, преобразуется опять в переменное, но уже с более высокой частотой (до 100 кГц). Далее производится выпрямление и понижение напряжения до значения, нужного для сваривания металла.
Использование высокочастотного преобразователя позволило применить трансформатор относительно небольших размеров, в результате чего габариты и масса инверторного аппарата значительно уменьшились. Например, чтобы получить в инверторе сварочный ток в 160 ампер, понадобится трансформатор весом примерно в 0,25 кг: чтобы достичь аналогичного результата на традиционном сварочном агрегате, придется использовать трансформатор весом не менее 18 кг. При работе инверторного сварочного аппарата важную роль играет электроника: она осуществляет обратную связь с электрической дугой, что позволяет жестко регулировать и поддерживать на нужном уровне ее параметры. Их малейшее отклонение тут же «пресекается» микропроцессорами. Все эти «дополнения» гарантируют стабильную дугу, которая гарантирует высокое качество работ при использовании сварочного аппарата инверторного типа.
Вернуться к оглавлению
Как работает основная электронная схема?

Внутреннее устройство сварочного инвертора .
В сетевом выпрямителе электрический ток (220 В) выпрямляется при помощи сильного диодного моста (обычно это диодная сборка), сглаживание пульсаций переменного тока производится за счет электролитических конденсаторов. Т.к. диодный мост при работе сильно нагревается, то его устанавливают на охлаждающие радиаторы. Плюс имеется термопредохранитель, срабатывающий при нагреве диодов более +90°С и защищающий недешевую диодную сборку. Рядом с выпрямительным мостом выделяются своими габаритами электролитические конденсаторы (круглые «бочонки»), емкость которых колеблется в пределах 140-800 мкФ. Дополнительно в сварочный аппарат ставят фильтр, который не допускает возникновения радиопомех.
В схему самого инвертора входят 2 мощных транзистора (чаще MOSFET или IGBT), также устанавливаемые на радиаторы. Эти полупроводники коммутируют ток, проходящий через импульсный трансформатор: при этом частота переключений достигает десятков кГц. В итоге формируется переменный ток большой частоты. Чтобы защитить дорогие транзисторы от выбросов напряжения, применяют защитные цепи, включающие в себя резисторы и конденсаторы небольшой емкости. После того как транзисторы свое «отработали», со вторичной обмотки понижающего трансформатора снимается меньшее напряжение (до 70 В), но ток при этом может быть равен 130-140 и выше ампер.

Электронная схема инверторного сварочного аппарата.
Чтобы на выходе получить постоянное напряжение, используется надежный выходной выпрямитель. Обычно это устройство собирают на основе сдвоенных диодов, имеющих общий катод. Эти приборы отличаются максимальным быстродействием, т.е. быстро открываются и закрываются, при этом время восстановления не превышает 50 наносекунд. Последнее качество очень важно, т.к. эти диоды выпрямляют ток очень высокой частоты: обычные полупроводники с подобной задачей не справились бы, они не успевали бы переключаться. Поэтому при ремонте важно заменять эти диоды на такие же высокочастотные (наиболее распространены приборы типа VS 60CPH03, STTH6003CW, FFh40US30DN), которые должны быть рассчитаны на обратное напряжение 300 В и ток 30 А.
Вернуться к оглавлению
Работа платы управления
Для питания элементов платы применяется стабилизатор напряжения, рассчитанный на 15 В и установленный на теплоотводящий радиатор. Напряжение питания поступает из основного выпрямителя. Одна из функций стабилизатора питания — подача напряжения на реле, обеспечивающее «плавный пуск» устройства. При подаче напряжения начинают заряжаться конденсаторы: при этом напряжение возрастает и, чтобы защитить диодную сборку, применяется схема ограничения, в которую входит мощный (на 8 Вт) резистор. Как только конденсаторы зарядятся, инвертор заработает, реле замкнет свои контакты, и резистор в дальнейшей работе участвовать не будет.

Управление сварочным аппаратом.
Помимо стабилизатора напряжения, в электронной схеме инвертора есть множество других систем, обеспечивающих высокие эксплуатационные качества устройства. Основными из этих электронных блоков является:
- Система управления и драйверы: здесь главный элемент — микросхема ШИМ-контроллера, которая «занимается» управлением работы мощных транзисторов;
- Регулировочные и контрольные цепи: основной элемент — трансформатор тока, чья задача заключается в контролировании силы тока выходного трансформатора;
- Система контроля напряжения питающей сети и тока на выходе: состоит из ОУ (операционного усилителя), собранного на микросхеме (например, LM324). Назначение системы — при необходимости включать аварийную защиту, отслеживать работу и исправность основных элементов электронного блока.
Вернуться к оглавлению
Особые возможности инверторов
Кроме плюса, заключающегося в небольшом весе, сварочные аппараты инверторного типа позволяют применять электроды как для переменного, так и для постоянного тока. Это особенно важно при сваривании элементов из чугуна, цветных металлов. Большинство моделей имеет опции, которые делают процесс сваривания более удобным, особенно эти дополнения подойдут тем, кто только учится владеть сваркой:
- горячий старт (или Hot start): задает для розжига электродуги наиболее оптимальные параметры;
- антизалипание (или AntiSticking): в случае короткого замыкания ток сваривания автоматически уменьшается до минимального, в результате чего электрод не прилипает к детали:
- ArcForce: эта опция выдает оптимальный ток в момент отрыва металла от электрода, что также предотвращает залипание.
Хорошее разжигание дуги в сварочном инверторе реализовано благодаря независимости выходного напряжения от входного, что присутствует в традиционных сварочных устройствах. В обычной сварке слишком малый ток вызывает прилипание электрода, а слишком большой чреват пережигом металлической детали. Т.е. при работе с инвертором нельзя деталь «недожечь» или «пережечь», что гарантирует прочность шва (в нем отсутствуют раковины, трещины).
Еще одна особенность инвертора — необязательность соблюдения длины дуги.
В обычном аппарате нужно выдерживать расстояние до стыка соединяемых деталей примерно в 2 диаметра электрода, иначе величина тока будет меняться. Инверторы держат ток в строго заданных рамках, к тому же он постоянный, а не переменный. Это позволяет не так критично смотреть на длину электродуги, что облегчает работу, особенно если сварщик начинающий. При этом качество шва от длины дуги не зависит.
moiinstrumenty.ru
Устройство и принцип работы сварочного инвертора, полуавтомата
Техника постоянно развивается и оборудование для сварки не стало исключением. В последнее время на рынке становится все больше аппаратов инверторного типа, которые уже практически вытеснили сварочные трансформаторы во всех сегментах. Конкуренция еще может оставаться только на самом простом уровне, который необходим для использование ручной дуговой сварки, так как более сложные технические процедуры, для которых нужны специальные функции, сейчас выполняются преимущественно инвертерами. Многие специалисты уже смогли на практике оценить все преимущества данных изделий, не говоря уже о том, что в частной сфере они стали практически незаменимы. Это простые в использовании и многофункциональные аппараты. Устройство и принцип работы сварочного инвертора обеспечивает надежное горение дуги, а также формирование качественных и надежных швов.

Внешний вид сварочного инвертора
В последние годы появляется все больше различных моделей, от достаточно миниатюрных аппаратов, которые могут использоваться для переносной сварки и питаться от автономных источников, до больших многофункциональных изделий, применяемых в частной сфере. Большое разнообразие производителей также способствует данному увеличению количества моделей. Компоновка сварочного полуавтомата, простого аппарата и других разновидностей может меняться в зависимости от конкретной модели, но основные принципы сохраняются изменения сильно задевают дополнительные функции, так как для них создаются отдельные блоки. Все это в целом обеспечивает отличные возможности для легкого выполнения сложных операций, благодаря чему оборудование и заслужило высокую популярность у современных специалистов. Но здесь имеются не только сплошные преимущества, так как встречаются и недостатки.
Преимущества сварочного инвертора 
- Устройство сварочного полуавтомата инверторного типа, а также обыкновенного аппарата позволяет уменьшить размеры корпуса оборудования, так как все комплектующие оказываются более компактными;
- За счет снижения габаритов корпуса, снижается и общий вес, который в современных моделях может достигать всего 3-4 кг;
- Оборудование не сильно чувствительно к перепадам напряжения, так как встроенная электроника помогает поддерживать стабильность горения дуги и подстраиваться под скачки электричества в сети;
- Стабильное горение дуги не позволяет металлу сильно разбрызгиваться;
- Устройство сварочного инвертора позволяет дополнять технику дополнительными функциями, которые были недоступны и которые помогают улучшить качество сварного шва;
- Техника может работать от обыкновенной бытовой сети, так что здесь не требуется подключение к трехфазной сети;
- Затраты электроэнергии на работу инвертора значительно меньше, чем при работе трансформатором.
Недостатки сварочного инвертора
- Стоимость техники заметно выше, чем у предыдущего поколения, особенно заметно это становится с ростом мощности и количества функций;
- Устройство инверторного сварочного аппарата оказывается сильно чувствительным к перегревам, поэтому, его не рекомендуют использовать для длительных и беспрерывных работ;
- Аппарат может создавать высокий уровень электромагнитных помех вокруг себя, что может повлиять на другие виды техники, находящиеся рядом;
- Здесь также присутствует большая чувствительность к вибрациям, ударам встряскам и так далее, так как внутри присутствует электроника, которая может выйти из строя.
Принцип работы сварочного инвертора
Основной функцией данной техники является преобразование тока из сети в те параметры, которые необходимы для сваривания металла. Для этого ток проходит через сложную систему преобразований. Эта схема выглядит следующим образом:
- Первым делом все поступает на выпрямитель инвертора. Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе.
- Затем происходит снижение напряжения. В сети оно подается с параметрами в 220 В, а специальный инверторный блок понижает его до требуемого значение, заданного настройками. Здесь же постоянный ток снова переходит в переменный, но на этот раз специальный блок повышает его частоту.
- После этого все переходит на трансформатор. Здесь напряжение снова понижается до требуемого значения. Благодаря понижению силы высокочастотного напряжения, начинает возрастать сила высокочастотного тока.
- На последнем этапе преобразованный высокочастотный ток поступает на вторичный выпрямитель, где он снова становится постоянным. Здесь же происходит окончательная регулировка его параметров, которые будут соответствовать заявленным на датчиках характеристикам.

Схема работы сварочного инвертора
Таким образом, принцип работы сварочного инвертора помогает четко контролировать его параметры и повышать частоту тока и напряжения. Благодаря этому улучшается возможность работы с тугоплавкими и сложно свариваемыми металлами. Сюда относится сварка нержавейки, алюминия и прочих разновидностей.
Схема инвертора

Схема сварочного инвертора
Устройство
Устройство каждой модели может иметь ряд особенностей, но в целом многие технические узлы повторяются. В основном плата техники состоит из следующих частей:
- Радиатор выходного выпрямителя – это одна из наиболее объемных деталей, которая служит для вторичного выпрямителя сварочного тока;
- Радиаторы транзисторов – несколько радиаторов, которые в целом своем объеме занимают около четверти платы;
- Кулер – обязательное для инверторов устройство охлаждения, так как здесь большая чувствительность к перегреву;
- Сетевой выпрямитель – первичное устройство для выпрямления поступаемого из сети тока перед последующим его преобразованием;
- Датчик тока – датчик, показывающий параметры получаемого тока;
- Реле мягкого пуска – устройство, помогающее обеспечить легкий старт во время сварочного процесса;
- Интегральный стабилизатор – дополнительный блок, который помогает стабилизировать параметры электричества, даже если идут скачки в сети;
- Помеховый фильтр;
- Конденсаторы помехового фильтра.

Сварочный инвертор без корпуса
Режимы
Принцип работы инверторного сварочного аппарата позволяет ввести несколько дополнительных функций, которые помогут сделать работу более простой.
- Горячий старт. Данная функция помогает увеличить сварочный ток в тот момент, когда электрод касается заготовки. После этого сила тока возвращается на те параметры, которые указаны на датчике. Количество добавленных Ампер зависит от изначальной силы тока, так как она показывается в относительном соотношении, от 5 до 100%. Некоторые модели обладают только фиксированной величиной добавки. С помощью данной функции легче поджигать плохие электроды.
- Форсаж дуги. Данная функция становится незаменимой при сваривании тонких листов металла во время формирования и продвижения сварочной ванны она уберегает электрод от залипания и от прожигания. Здесь постоянно добавляется и убавляется количество тока, чтобы дуга горела стабильно. Принцип действия очень похож на «Горячий старт», но при этом регулировка идет постоянно. Здесь также может присутствовать фиксированное значение или регулируемое.
- Антизалипание. Данная функция не обеспечивает постоянное горение дуги, как это было в предыдущих случаях. Это одно из наиболее ранних и простых нововведений, которые были реализованы в инверторах. В то время, когда электрод залипает, образуется короткое замыкание, нагревающее аппарат и воздействующее на него прочими негативными свойствами. Чтобы избежать этого, при включенной функции антизалипания техника просто отключит подачу питания. Таким образом, ей не будет нанесено никакого вреда и можно будет спокойно продолжить сварку. При желании ее можно отключить или отрегулировать.
svarkaipayka.ru
Как работает инверторный сварочный аппарат — принцип действия
Апрель 30, 2017
Традиционные сварочные агрегаты, в конструкцию которых обязательно включены довольно громоздкие трансформаторы, сегодня энергично вытесняют инверторы для сварки. Чтобы понять работу сварочного инвертора, работающего от напряжения 140 вольт, нужно разобраться из каких элементов он состоит, по какой схеме он работает, его функциональные особенности, выявить плюсы и минусы инструмента.
Что такое сварочный инвертор и как он работает?
Инвертор — современный инструмент, предназначенный для сварочных работ. Приборы данного типа интенсивно вытесняют из автомобильных мастерских, гаражей сварочные приборы, оснащенные трансформаторами, генераторы, выпрямители.
Принцип действия такого аппарата аналогично любому другому сварочному оборудованию основывается на выработке максимальной силы тока, необходимого для возбуждения дуги, дальнейшей ее стабильной работы. Как правило, дуга формируется между электродом и свариваемыми металлическими заготовками. В результате этого процесса металл расплавляется и заполняет пустоты между соединяемыми деталями, формируется очень прочный сварной шов, ничем не отличающийся от монолитных изделий. В традиционных сварочных агрегатах мощный ток вырабатывал стандартный трансформатор, в инверторном оборудовании сила тока увеличивается по иной технологии.

Общий принцип работы инверторных устройств
Преобразование тока в инверторных сварочниках в отличие трансформаторных происходит в несколько стадий с помощью трансформатора небольшой мощности, размеры которого практически не превышают пачку сигарет, и электронной схемы.
Для инверторного оборудования дополнительно предусмотрена система управления, благодаря которой с инструментом намного проще работать, а сварочный шов получается достаточно высокого качества.
Преобразование сетевого напряжения происходит следующим образом:
- Первостепенно входной ток с параметрами – 220В, 50А пропускается через выпрямитель прибора, реформируется в постоянный, одновременно сглаживается фильтрами.
- Постоянное напряжение, полученное при помощи модулятора, снова преобразуется в переменное напряжение, но его частота уже составляет практически 100 кГц.
- Следующий шаг – выпрямление, понижение напряжения до необходимого значения для выполнения сварочных работ.
Применение высокочастотного преобразователя предоставило возможность использовать мини-трансформаторы. Благодаря этому инверторы значительно компактнее и имеют малый вес. К примеру, для того, чтоб инвертор выдавал сварочный ток 160А, будет достаточно трансформатора весом 250 гр. Для сравнения: для традиционной сварки, чтобы получить аналогичный сварочный ток, понадобится трансформатор весом 18 кг.
Электроника в процессе эксплуатации инверторных аппаратов имеет большое значение. Она необходима для обратной связи с электродугой. Это дает возможность четко поддерживать ее параметры на необходимом уровне. Микропроцессоры мгновенно предупреждают самые незначительные отклонения. В результате стабильность работы дуги гарантирована!
Как работает сварочный инвертор?
Преобразование в инверторе электроэнергии осуществляется следующим образом:
- Переменный ток от сети 220В преобразуется в постоянный.
- Далее ток постоянный снова реформируется в переменный ток посредством электрической схемы аппарата, но уже с достаточно большей частотой.
- Высокочастотное напряжение понижается, увеличивается сила тока.
- Полученный ток высокой частоты, пониженным напряжением, высокой силы реформируется в постоянный ток, который непосредственно используется для выполнения сварочных работ.
Изобретение современного инверторного оборудования предоставило возможность существенно снизить массу, размеры сварки. В аппаратах данного типа намного эффективнее производится регулировка сварочного тока. Габариты оборудования зависят от частоты тока. Чем она выше, тем размеры инвертора меньше.
Главная задача любого инверторного агрегата – повышение частоты сетевого электротока. Возможно это из-за применения транзисторов, переключающихся при частоте 60-80 Гц. Но, как правило, на транзисторы подается лишь постоянный ток, а в стандартной электросети переменный с частотой 50 Гц. Для того чтоб сделать переменный ток постоянным, инверторы оснащены специальными выпрямителями, сделанными на основании диодного моста.

В сварочниках данного типа после транзисторного блока, формирующего переменный ток повышенной частоты, размещается трансформатор, уменьшающий напряжение, повышающий силу тока. Для регулирования высокочастотного тока, напряжения используются компактные мини трансформаторы, не уступающие по мощности своим громоздким аналогам.
Преимущества
- Небольшая потребляемая мощность. Для стандартного трансформатора при использовании электродов диаметром 3 мм потребуется мощность электросети порядки 8 кВт, а для инвертора необходимо не более 3 кВт при работе четырехмиллиметровыми электродами. На холостом ходу сварка инверторного типа также потребляет гораздо меньше электрической энергии.
- Высокий КПД. Минимальные затраты на электромагнитную индукцию, формирующуюся в сварочных трансформаторах стандартного типа, предоставляет возможность достигать КПД инверторного оборудования больше 90 процентов. Энергия, потребляемая сваркой, практически в полном объеме уходит на электрическую дугу.
- Малая масса, небольшие размеры. Как говорилось выше, применение для преобразования тока высокой частоты предоставило возможность существенно уменьшить размеры трансформатора, предназначенного для снижения напряжения.
- При выполнении сварочных работ разбрызгивание расплавленного металла минимальное. Это особенно заметно при работе электродами небольшого диаметра. В данном случае дуга зажигается и работает достаточно мягко, в результате практически не образуется шлак, а сварочный шов получается высокого качества.
- Плавная настройка параметров тока сварки. При эксплуатации сварочного инвертора, работающего от напряжения 140 вольт, уменьшить ток можно до 10A, а сваривание металлических образцов осуществлять электродами Ø1,6мм.
- Улучшенные показатели дуги. Благодаря постоянному контролю, корректировке параметров дуги сварки, ее показатели значительно улучшились.
- Минимальная нагрузка на электросеть. Инвертор в процессе сварки не перегружает электрическую сеть, можно даже не отключать бытовые электроприборы, так как риски их выхода из строя минимальны. Оборудование данного типа можно питать даже электрогенератором.
- Возможность сваривания заготовок из нержавеющей стали, цветных металлов. При использовании специальных электродов инверторами можно сваривать детали из меди, нержавейки. А неплавящимися электродами можно варить алюминиевые образцы в газовой защитной среде.
- Применение электродов разного типа. Плавная регулировка рабочих параметров агрегата предоставляет возможность применять электроды любого типа в зависимости от свариваемого металла. Также можно менять полярность тока.
- Удобство, простота эксплуатации. Благодаря дополнительным функциям, к примеру, горячий старт, антизалипание при помощи инверторного оборудования качественно выполнять работы могут даже молодые неопытные сварщики.
Недостатки
- Сложность конструкции. Использование для инверторного оборудования полупроводниковой электроники делает его менее надежным.
- Высока цена. По сравнению с традиционной трансформаторной сваркой инверторы стоят намного дороже.
- Чувствительность к строительной пыли. Инструмент достаточно чувствителен к строительной пыли, предполагает периодическую очистку в процессе работы на достаточно запыленных строительных участках.
- Необходимость контроля нарушений контактов. Из-за плохих контактов происходит искрение, способное формировать в выходных цепях неконтролируемые автоматикой токовые скачки.
- Негативное влияние температурных колебаний. Инверторным сварочным аппаратом не рекомендуется пользоваться сразу после резких скачков температуры. Если инструмент находился зимой в не отапливаемом помещении и его занесли для проведения сварочных работ в достаточно теплое помещение, то его не стоит включать на протяжении нескольких часов, так как существует большая вероятность выпадения конденсата. Поэтому перед началом работы нужно дать испариться влаге с электронных плат оборудования.
Итог
Несмотря на эти незначительные недостатки, при правильной эксплуатации, соблюдении правил безопасности инструмент характеризуется довольно продолжительным сроком службы.
electrod.biz
Сварочный аппарат : Построй свой дом
Размещено 24 декабря 2016в рубрике Сварка металлов | Прокомментировать

Для тех моих читателей, кто любит мастерить своими руками я решил написать цикл статей о сварочных аппаратах. Не открою Америку, если скажу, что сварочный аппарат незаменимое устройство в хозяйстве, когда живешь в частном доме, если у вас есть металлические изделия в виде металлических гаража, ворот или забора. Вот о том, как выбрать сварочный аппарат, мы и поговорим в этой статье.
Как работает сварочный аппарат
Дуговая сварка получила широкое применение, так как эта технология позволила производить неразъёмное соединение металлов, причём получаемый шов по прочности не уступает монолитному куску металла. Это обстоятельство объясняется непрерывностью образованных структур и наличием молекулярных сцеплений между деталями.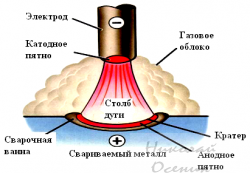 В основе процесса сварки лежит электрическая дуга с температурой в несколько тысяч градусов. Образуется она в результате короткого замыкания между двумя приближенными друг к другу электродами. Напряжение, подаваемое на электроды, увеличивают, до тех пор, пока не произойдёт пробой воздуха, который является изолятором.
В основе процесса сварки лежит электрическая дуга с температурой в несколько тысяч градусов. Образуется она в результате короткого замыкания между двумя приближенными друг к другу электродами. Напряжение, подаваемое на электроды, увеличивают, до тех пор, пока не произойдёт пробой воздуха, который является изолятором.
Электрическая дуга может действовать «косвенно» — если она организовывается между независимыми от основного металла электродами. Но чаще, дуга разжигается «прямо» — между деталью, которая является частью электрической цепи и электродом. Для этого сварщик подключает к ней «массу». От сварочного аппарата ток подводится к заготовке, дуга разгорается и своим теплом оплавляет кромки свариваемых деталей. Образуется так называемая «сварочная ванна», где металл некоторое время находится в жидком состоянии. Сюда же попадает расплав, капающий с торца стержня электрода, а его горящее покрытие обеспечивает газовую защиту вокруг дуги и текучую шлаковую ванну.
По мере удаления дуги от рабочей зоны, металл отвердевает. В результате формируется шов, а на его поверхности образуется панцирь, корка из всплывшего шлака.
Характеристика тока, подаваемого от сварочного аппарата
 Сварка является капризным процессом с точки зрения стабильности электроснабжения, так как требуемый температурный режим напрямую зависит от параметров тока. Для получения качественного результата необходимо обеспечить устойчивость электрической дуги. Только стабильная дуга позволит избежать появления дефектов шва, особенно в начале и конце сваривания. Поэтому, важнейшим моментом процесса является характеристика тока, подаваемого от сварочного аппарата.
Сварка является капризным процессом с точки зрения стабильности электроснабжения, так как требуемый температурный режим напрямую зависит от параметров тока. Для получения качественного результата необходимо обеспечить устойчивость электрической дуги. Только стабильная дуга позволит избежать появления дефектов шва, особенно в начале и конце сваривания. Поэтому, важнейшим моментом процесса является характеристика тока, подаваемого от сварочного аппарата.
Чем массивнее свариваемые детали, тем глубже должно быть плавление металла, тем большего диаметра требуется электрод, и больше мощности и силы тока необходимо обеспечить для работы. Выбор силы тока всегда актуален для процесса сварки. Зачастую её удаётся определить лишь опытным путём, иногда она регулируется в процессе сварки, в некоторых случаях жёстко фиксируется.Есть одна особенность: дуга, получаемая от источника постоянного тока, горит стабильнее, без прерываний. Это происходит потому, что при постоянном токе нет смены полярности, поэтому образуется меньше брызг металла, шов получается во всех отношениях качественнее. А вот сварка переменным током является более сложным процессом, так как требует определенных навыков и профессионализма от сварщика в поддержании оптимальной дуги. Добиться высокого качества в этом случае очень непросто, особенно если варишь алюминий и его сплавы, которые «любят», когда их варят переменным током.
Виды сварочных аппаратов
Любой сварочный аппарат должен принять электроэнергию из сети и понизить её напряжение, увеличивая при этом силу тока до нужной отметки в 100–200А, при этом меняя частоту тока или делая его постоянным. Некоторое исключение составляет производство дуги током аккумуляторных батарей и генераторов с ДВС. Любой сварочный аппарат, по сути своей, является преобразователем энергии. Есть несколько видов аппаратов для дуговой сварки, которые имеют свои технические особенности.
Сварочные инверторы
 Это самые молодые и перспективные сварочные аппараты, которые появились в 80-е годы прошлого столетия. В их основе лежат выпрямители с транзисторным инвертором. В этих аппаратах электричество несколько раз меняет свои характеристики. Сначала оно выпрямляется, затем сглаживается специальным фильтром. Далее, постоянный ток, со стандартной частоты 50 Гц, преобразуется в переменный ток, но уже с высокой частотой в десятки килогерц. После частотного инвертирования, ток попадает на миниатюрный трансформатор, где снижается его напряжение и повышается сила. Далее в дело вступает высокочастотный фильтр и выпрямитель для образования дуги, при этом на электрод уже подаётся постоянный ток.
Это самые молодые и перспективные сварочные аппараты, которые появились в 80-е годы прошлого столетия. В их основе лежат выпрямители с транзисторным инвертором. В этих аппаратах электричество несколько раз меняет свои характеристики. Сначала оно выпрямляется, затем сглаживается специальным фильтром. Далее, постоянный ток, со стандартной частоты 50 Гц, преобразуется в переменный ток, но уже с высокой частотой в десятки килогерц. После частотного инвертирования, ток попадает на миниатюрный трансформатор, где снижается его напряжение и повышается сила. Далее в дело вступает высокочастотный фильтр и выпрямитель для образования дуги, при этом на электрод уже подаётся постоянный ток.
Достоинства сварочного инверотора
Главным достоинством инвертора является именно увеличение частоты тока, что в итоге позволило снизить массу и уменьшить габаритами аппарата. Но это далеко не все плюсы.
У них:-Высокий КПД, около 85–95%. Аппарат имеет очень малые потери энергии. Инвертор можно запитать от обычной бытовой розетки;-Большое время непрерывной работы;-Широта регулировки силы тока может варьироваться от 5 до 165 А, что даёт возможность применить большой ассортимент электродов, в том числе сверхтонких;-Ток и напряжение регулируется плавно;-Режим работы контролируется управляющими схемами микропроцессорами, при этом дуга легко разжигается и хорошо стабилизируется;-Имеется защита от перепадов напряжения;-Сварной шов получается высокого качества во всех пространственных положениях, при этом минимизируется разбрызгивание расплава;-Возможно соединение трудно-свариваемых материалов;-Повышенная электробезопасность.
Недостатки у современных инверторов:
-Высокая стоимость аппаратов, которая значительно превышает трансформаторных аналогов. Недёшево обходится и ремонт инвертора. Например, в случае выхода из строя блока силовых транзисторов IGBT, ремонт обойдется в треть стоимости нового сварочного аппарата.-Инвертор болезненно реагирует на проникновение в корпус пыли, которая регулярно затягивается кулерами охлаждения. Металлическая пыль, появляющаяся при работе болгарки, может вызвать замыкание токоведущих элементов. Поэтому инверторный сварочный аппарат необходимо часто продувать воздухом, или очищать мягкой щёткой.-Электронная начинка инвертора чувствительна к влаге и низким температурам, в результате которой может произойти выпадение конденсата. Актуальным остается вопрос правильного хранения сварочного аппарата. Холодный гараж для этого не подойдёт.-Возможно появление помех в основной сети.
Инвертор максимально упрощает работу для неквалифицированного сварщика, который без особого труда сможет выполнить необходимую работу. В руках опытного сварщика высокочастотный аппарат покажет высокое качество шва и хорошее быстродействие. Благодаря малому весу и небольшим габаритам инвертор обеспечивает максимальную мобильность, особенно если приходится перемещаться на строительном объекте.
Сварочные трансформаторы
 Сварочные трансформаторы остаются самыми распространёнными типами сварочных аппаратов. Они недорого стоят, имеют простую конструкцию, надёжны и неприхотливы. Преобразование электрической энергии в этом устройстве производится с помощью силового трансформатора, который работает на стандартной сетевой частоте 50 Гц. Ток регулируется механической регулировкой магнитного потока в составном сердечнике. Ток от сети подается на первичную обмотку, при этом происходит намагничивание сердечника. На вторичной обмотке индуцируется переменный ток пониженного напряжения 50–90 В и увеличенной силой тока 100–200А, который расходуется на организацию дуги.
Сварочные трансформаторы остаются самыми распространёнными типами сварочных аппаратов. Они недорого стоят, имеют простую конструкцию, надёжны и неприхотливы. Преобразование электрической энергии в этом устройстве производится с помощью силового трансформатора, который работает на стандартной сетевой частоте 50 Гц. Ток регулируется механической регулировкой магнитного потока в составном сердечнике. Ток от сети подается на первичную обмотку, при этом происходит намагничивание сердечника. На вторичной обмотке индуцируется переменный ток пониженного напряжения 50–90 В и увеличенной силой тока 100–200А, который расходуется на организацию дуги.
Преимущества сварочных трансформаторов:
• Низкая стоимость изделия, в 2–3 раза меньше схожих по характеристикам инверторов;• Простота конструкции, ремонтопригодность;• Надёжность и неприхотливость.
Недостатки трансформаторных сварочных аппаратов:
• Большой вес и солидные габариты;• Из-за работы на переменном токе сложно добиться высокого качества шва;• Трудно удерживать дугу, особенно если мало опыта;• Небольшой КПД, до 80%. К тому же они потребляет много энергии, поэтому подключать их к внутридомовой сети нельзя.
Сварочные выпрямители
 Эти аппараты имеют много общего с классическими сварочными трансформаторами. Сетевой ток в них не меняет своей частоты. Как и у сварочных трансформаторов, он индуцируется на обмотках силового трансформатора с понижением напряжения. Однако после преобразования ток ещё проходит через блок кремниевых или селеновых выпрямителей, полупроводниковых вентилей, пропускающих ток только в одном направлении, поэтому на электрод подается уже постоянный ток. В результате преобразований электрическая дуга становится устойчивой, без существенных скачков и прерываний.Конструкция выпрямителей сложнее, так как в большинстве случаев требуется организовывать принудительное охлаждение. Часто эти устройства снабжаются дополнительными дросселями, что позволяет получить нужные характеристики исходящего тока. Выпрямители могут комплектоваться защитной, измерительной и пускорегулирующей аппаратурой. Наибольшее распространение получили выпрямители, рассчитанные на три фазы, как самые рациональные в плане функциональных характеристик сварочного тока.
Эти аппараты имеют много общего с классическими сварочными трансформаторами. Сетевой ток в них не меняет своей частоты. Как и у сварочных трансформаторов, он индуцируется на обмотках силового трансформатора с понижением напряжения. Однако после преобразования ток ещё проходит через блок кремниевых или селеновых выпрямителей, полупроводниковых вентилей, пропускающих ток только в одном направлении, поэтому на электрод подается уже постоянный ток. В результате преобразований электрическая дуга становится устойчивой, без существенных скачков и прерываний.Конструкция выпрямителей сложнее, так как в большинстве случаев требуется организовывать принудительное охлаждение. Часто эти устройства снабжаются дополнительными дросселями, что позволяет получить нужные характеристики исходящего тока. Выпрямители могут комплектоваться защитной, измерительной и пускорегулирующей аппаратурой. Наибольшее распространение получили выпрямители, рассчитанные на три фазы, как самые рациональные в плане функциональных характеристик сварочного тока.
Плюсы сварочных выпрямителей:
• Высокое качество шва;• Простота поддержания дуги;• Минимальное разбрызгивание присадочного материала;• Большая глубина плавления;• Меньшие размеры и вес по сравнению с трансформаторами переменного тока;• Возможно сваривание чугуна, теплоустойчивой стали и цветных металлов.
Минусы сварочных выпрямителей:
• Цена, близкая к инверторам;• Необходимо постоянно следить за состоянием системы охлаждения;• Нет возможности запитать аппарат от бытовой электрической сети;• КПД уступает инвертору;• Достаточно сложная конструкция.
Сварочные полуавтоматы
 Принцип работы сварочного полуавтомата заключается в том, что сварочная проволока с помощью особого механизма подаётся в зону сварки, где она в среде активного газа расплавляется и попадает в сварочную ванну. Газ вытесняет воздух возле сварочной ванны и обеспечивает защиту шва от воздействия кислорода. В качестве газа применяют аргон, гелий или углекислый газ. Если использовать флюсовую проволоку, можно не подавать газ в рабочую зону.
Принцип работы сварочного полуавтомата заключается в том, что сварочная проволока с помощью особого механизма подаётся в зону сварки, где она в среде активного газа расплавляется и попадает в сварочную ванну. Газ вытесняет воздух возле сварочной ванны и обеспечивает защиту шва от воздействия кислорода. В качестве газа применяют аргон, гелий или углекислый газ. Если использовать флюсовую проволоку, можно не подавать газ в рабочую зону.
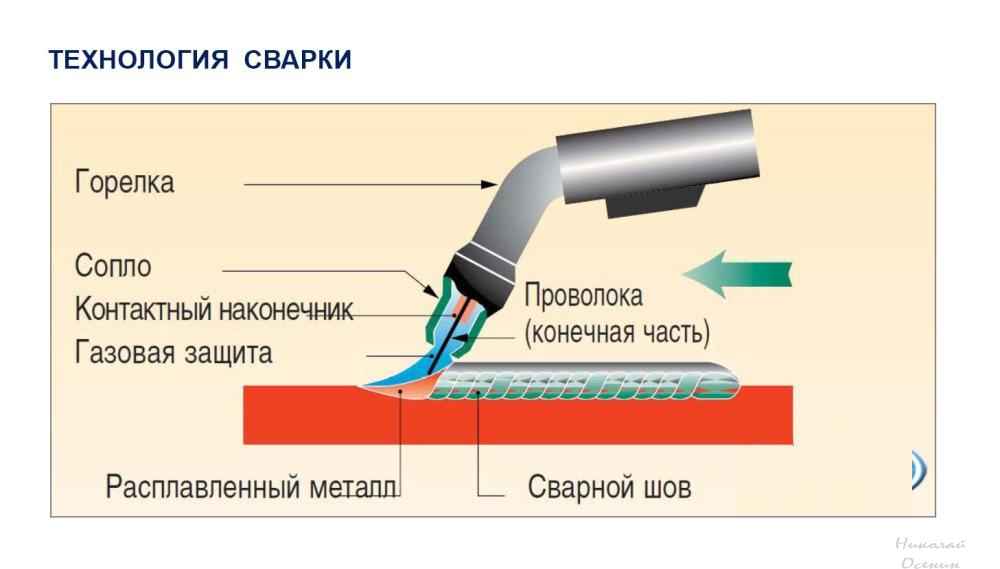 Сварочный полуавтомат, это специализированная стационарная установка, состоящая из источника питания, в качестве которого применяются инвертор или выпрямитель, устройства подачи проволоки, системы управления, газовых баллонов и газоподающей оснастки, а так же рукава с горелкой. Режим работы всей системы регулируется применением определённого газа и типа присадки, изменением силы тока и скорости подачи проволоки.
Сварочный полуавтомат, это специализированная стационарная установка, состоящая из источника питания, в качестве которого применяются инвертор или выпрямитель, устройства подачи проволоки, системы управления, газовых баллонов и газоподающей оснастки, а так же рукава с горелкой. Режим работы всей системы регулируется применением определённого газа и типа присадки, изменением силы тока и скорости подачи проволоки.
Плюсы сварочных полуавтоматов:
• Легко сваривают тонколистовые детали, из-за этого часто применяются в автомастерских;• Получение качественного шва;• Высокая производительность;• Широкий спектр свариваемых материалов: нержавейка, легированная сталь, алюминиевые сплавы…;• Разнообразие регулировок и настроек
Минусы полуавтоматической сварки:
• Высокая стоимость оборудования;• Высокая стоимость расходных материалов, особенно аргона;• Необходимость применения баллонов или подключаться к специальной сети;• Трудно работать на улице, где нужно защищать газовую среду от потоков воздуха.
Как выбрать сварочный аппарат
Напряжение сети для сварочного аппарата
 Напряжение питания сварочного аппарата может быть однофазным, либо трёхфазным. Для бытового применения следует отдать предпочтение устройству на 220В или универсальному сварочному аппарату на 220/380В. Большинство сварочных аппаратов чувствительны к перепадам напряжения. Поэтому инверторы комплектуют защитой от скачков напряжения, что даёт возможность применять их в сетях, где характеристики электроснабжения далеки от нормы. Бытовые агрегаты имеют всего лишь на 10–15% расширенный диапазон по напряжению, тогда как профессиональные модели работают при напряжении от 165 до 270В.
Напряжение питания сварочного аппарата может быть однофазным, либо трёхфазным. Для бытового применения следует отдать предпочтение устройству на 220В или универсальному сварочному аппарату на 220/380В. Большинство сварочных аппаратов чувствительны к перепадам напряжения. Поэтому инверторы комплектуют защитой от скачков напряжения, что даёт возможность применять их в сетях, где характеристики электроснабжения далеки от нормы. Бытовые агрегаты имеют всего лишь на 10–15% расширенный диапазон по напряжению, тогда как профессиональные модели работают при напряжении от 165 до 270В.
Напряжение холостого хода сварочного аппарата (Uх.х. или НХХ)

Важная характеристика, которая определяет способность сварочного аппарата первоначально и повторно разжигать электрическую дугу, а также поддерживать её горение. Для возбуждения дуги напряжение должно быть примерно в 1,5–2,5 раза больше, чем напряжение стабильного горения электрической дуги. ГОСТ ограничивает эти показатели 80 вольтами для аппарата, работающего на переменном токе и 90В для сварочных выпрямителей. На практике, сварочные аппараты могут возбудить дугу и при 30 вольтах, для этого в их конструкциях применяются всевозможные вспомогательные системы, облегчающие запуск процесса. Считается, чем выше напряжение холостого хода, тем лучше.
Мощность сварочного аппарата
В документах к сварочным аппаратам часто прописана максимальная потребляемая мощность для сварки, что соответствует максимальным пиковым нагрузкам на сеть. Мощность указывается в кВт или кВА. В первом случае — это активная мощность, во втором — полная мощность. Полная мощность, как правило выше, так как при ее расчете используется поправочный коэффициент. Некоторые производители указывают, с каким током должен быть автомат защиты, чтобы защитить бытовую электрическую линию от перегрузок.Даже если сварочный аппарат способен работать при низком напряжении, его производительность в экстремальных условиях существенно упадёт. Для этого стоит иметь небольшой запас по мощности. Как правило в расчет берется порог в 30%. Кроме того, если регулярно эксплуатировать сварочный аппарат на предельных нагрузках, то его ресурс может быть быстро выработан.Реальная мощность сварочного аппарата определяется силой тока, которую он способен выдать. Именно этот показатель определяет толщину провариваемого металла и максимальный диаметр электрода.
Мощность указывается в кВт или кВА. В первом случае — это активная мощность, во втором — полная мощность. Полная мощность, как правило выше, так как при ее расчете используется поправочный коэффициент. Некоторые производители указывают, с каким током должен быть автомат защиты, чтобы защитить бытовую электрическую линию от перегрузок.Даже если сварочный аппарат способен работать при низком напряжении, его производительность в экстремальных условиях существенно упадёт. Для этого стоит иметь небольшой запас по мощности. Как правило в расчет берется порог в 30%. Кроме того, если регулярно эксплуатировать сварочный аппарат на предельных нагрузках, то его ресурс может быть быстро выработан.Реальная мощность сварочного аппарата определяется силой тока, которую он способен выдать. Именно этот показатель определяет толщину провариваемого металла и максимальный диаметр электрода.
Считается, что профессиональные сварочные аппараты рассчитаны на 300 и более ампер. Для бытовых и общестроительных работ вполне подойдёт аппарат до 200–250А, что теоретически соответствует металлу толщиной около 6 мм и электроду диаметром 4 мм. Если учитывать нестабильность сетевых характеристик, то правильным будет приобрести сварочный аппарат с запасом. Так, если планируется в основном работать электродом 3 мм., берём аппарат под электрод 4 мм.
Продолжительность работы сварочного аппарата (ПВР, ПВ)
Производители сварочных аппаратов берут в расчет ограниченный по времени рабочий цикл и разделяют в процентном соотношении, сколько аппарат должен непрерывно работать и сколько отдыхать. В Европе ведут расчёт 10 минут, у нас принято рассматривать 5 минут. Если указано, что ПВР составляет 30%, это значит, что теоретически европейский сварочный аппарат отключится, то есть сработает защита, через 3 минуты непрерывной работы. При этом продолжить работу можно будет через 7 минут. На практике такого практически не происходит, так как во время работы необходимо менять электрод, проверять качество шва, счищать шлак, переходить на другое место. По этим цифрам мы просто можем сравнить работоспособность аналогичных аппаратов.
Однако стоит иметь ввиду, что указанная разработчиком продолжительность времени работы сварочного аппарата, напрямую зависит от температуры окружающей среды. Так продолжительность включения брендовых сварочных аппаратов рассчитывается при температуре воздуха до +40 градусов, а дешёвые китайские модели, чуть больше плюс 20°. Очевидно, что сравнивать их нельзя, несмотря на схожесть процентов, европейцы будут значительно выносливее. Также стоит учитывать, что процент ПВР изменяется (увеличивается) с уменьшением нагрузки и в некоторых случаях, на малых токах, может составлять 100%. В паспорте может указываться ПВ для разного тока.
Класс защиты сварочного аппарата
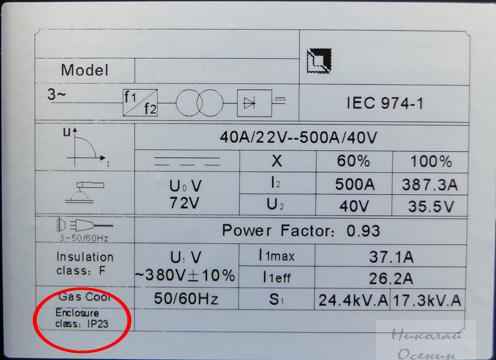
Сварочный аппарат, как любое электрооборудование, должен быть стандартизирован в плане защищённости от внешних факторов. В паспорте должен быть указан двухциферный код IP. Среднестатистические сварочные аппараты имеют индекс от IP21 до IP23. Двойка указывает на то, что в внутрь корпуса не попадут предметы толщиной более 12 мм. При этом пыль и мелкий мусор попасть могут. Вторая цифра указывает на защиту от влаги — 1 означает, что капли воды, падающие на кожух вертикально, не нанесут вреда, 3 означает, что вода даже под углом в 60 градусов не попадёт в корпус агрегата. То есть здесь уже есть возможность выбора, хотя под дождём варить запрещено.
Температурные ограничения сварочного аппарата
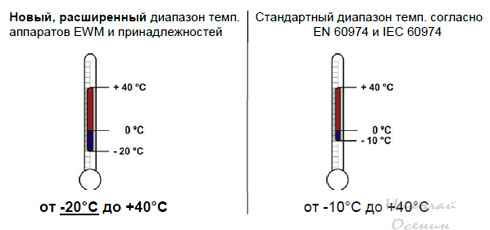
ГОСТ допускает производить ручную сварку в диапазоне от -40 до +40 градусов Цельсия. Но далеко не все сварочные аппараты можно запустить при температуре ниже нуля. Такие проблемы часто возникают с инверторами, в которых при минусовых температурах просто загорается сигнализатор перегрузки, и аппарат выключается. Поэтому следует обратить внимание на рекомендации конкретного производителя.
Работа сварочного аппарата от генератора
Данная функция может пригодиться для работы в полевых условиях, когда электрической сети поблизости нет или её параметры не позволяют поддерживать необходимый режим работы. Стоит помнить, что не все сварочные аппараты могут запитываться от бытовых генераторов с ДВС.
Сварка различных материалов
При покупке, обратите внимание, на что способен интересующий вас сварочный аппарат, кроме обычной ручной дуговой сварки. Ее обозначают ММА. Возможно, для вас важно, чтобы им, хотя бы опционально, можно было варить цветные металлы, с применением аргон-дуговой технологии TIG.
Дополнительные опции сварочных аппаратов
 Производители многих современных сварочных аппаратов указывают в описании наличие дополнительных опций, облегчающих работу с дугой, например, «Горячий старт», «Форсирование дуги», «Антиприлипание на выключении», «Розжиг на подъёме».
Производители многих современных сварочных аппаратов указывают в описании наличие дополнительных опций, облегчающих работу с дугой, например, «Горячий старт», «Форсирование дуги», «Антиприлипание на выключении», «Розжиг на подъёме».
Стоит иметь ввиду, что эти дополнения являются неотъемлемой частью инверторной технологии и их указание на коробке или в описании является больше рекламным ходом, чем преимуществом конкретного образца. Куда полезнее будет обратить внимание на наличие индикации параметров, функциональность и защиту от перегрузок, широту рабочих регулировок, качество и чёткость маркировок, электробезопасность, эргономику, комплектность и ремонтопригодность. Есть смысл сделать выбор в пользу максимально открытого производителя, который не скрывает важные технические характеристики своих изделий. Нужен адекватный паспорт на русском языке, каталог с подробным описанием, сайт, сервис и сертификаты.
Для чего нужен сварочный аппарат
Выбирая сварочный аппарат, в первую очередь необходимо определиться как часто и для каких целей вы будете его использовать. Для дачи и редких гаражных работ подойдёт самый простой сварочный аппарат с силой тока до 200А. Если вы планируете выполнять сварочные работы часто и продолжительно по времени, то оптимальным вариантом станет покупка полупрофессионального аппарата с током до 250А. Для профессионалов, занимающихся сварными работами, предлагаются профессиональные сварочные аппараты, способные работать в непрерывном режиме от 4 часов.
 Если вам необходим сварочный аппарат для бытовых нужд, то я рекомендую обратить внимание на изделия известных производителей со следующими параметрами:• Небольшие размеры и приемлемая стоимость;• Возможность работы с разными металлами;• Уровень пыле-влагозащиты не ниже 23;• Максимальный набор дополнительных функций, облегчающих процесс сварки: антизалипание, горячий старт, форсирование сварочной дуги.В настоящее время на рынке можно увидеть большое количество различных брендов сварочных аппаратов. Посещая различные тематические форумы, а так же общаясь со строителями, я сделал рейтинг, самых популярных у пользователей сварочных аппаратов:1. Ресанта САИ-2202. FUBAG IR 2003. Aurora OVERMAN 1804. Интерскол ИСА-160/7,15. Дачник 160 мини.Отвечая на вопрос, ак выбрать сварочный аппарат, многие специалисты сходятся во мнении, что необходимо отдать предпочтение тому аппарату, который будет иметь экономное энергопотребление, имеет возможность работать от электросети с пониженным напряжением, а также дающему возможность подключаться к автономному генератору.
Если вам необходим сварочный аппарат для бытовых нужд, то я рекомендую обратить внимание на изделия известных производителей со следующими параметрами:• Небольшие размеры и приемлемая стоимость;• Возможность работы с разными металлами;• Уровень пыле-влагозащиты не ниже 23;• Максимальный набор дополнительных функций, облегчающих процесс сварки: антизалипание, горячий старт, форсирование сварочной дуги.В настоящее время на рынке можно увидеть большое количество различных брендов сварочных аппаратов. Посещая различные тематические форумы, а так же общаясь со строителями, я сделал рейтинг, самых популярных у пользователей сварочных аппаратов:1. Ресанта САИ-2202. FUBAG IR 2003. Aurora OVERMAN 1804. Интерскол ИСА-160/7,15. Дачник 160 мини.Отвечая на вопрос, ак выбрать сварочный аппарат, многие специалисты сходятся во мнении, что необходимо отдать предпочтение тому аппарату, который будет иметь экономное энергопотребление, имеет возможность работать от электросети с пониженным напряжением, а также дающему возможность подключаться к автономному генератору.
В следующей статье я расскажу как выбрать сварочный инвертор.
Рекомендую еще почитать:
Kомментарии
www.ocenin.ru
Принцип работы инверторного сварочного аппарата
Благодаря снижению цены, в настоящее время стали очень популярны сварочные аппараты инверторного типа. Лёгкие и надёжные, они широко используются и на производстве, и во время дачно-гаражных поделок. Мы на сайте уже знакомили вас (в статье про ремонт инверторов), в общих чертах, с устройством этих сварочников. Здесь подробно объясним принцип работы сварочного инвертора.
«Изюминки» сварочного инвертора
Сварочным инвертором принято называть блок питания сварочного аппарата, оснащённый инвертором. Сам по себе инвертор – это устройство, преобразующее постоянное напряжение в высокочастотное переменное.
В двух словах, происходит следующее:
- входной выпрямитель получает напряжение из электросети (220 В, 50 Гц) и постоянным током питает «косой мост» на ключевых транзисторах;
- «косой мост» формирует прямоугольные импульсы высокой частоты (до 50 КГц). Преобразование позволяет применить в схеме высокочастотный импульсный понижающий трансформатор. Этот узел, благодаря материалу сердечника, весит на порядок меньше своего 50-герцового «собрата», что положительно сказывается на общей массе девайса. А это приводит к уменьшению веса всего сварочного аппарата. Кроме того, экономится медь и другие дорогостоящие материалы, из которых изготавливается оборудование. Импульсный трансформатор понижает высокочастотное напряжение до необходимого рабочего.
Схемотехническое решение и применение в инверторе специальных компонентов, позволили сконструировать устройство, не критичное, в широких пределах, к колебаниям напряжения питающей электросети. При понижении его ниже допустимого предела — происходит отключение генератора и загорается жёлтая лампочка «авария».
В этом и заключаются две «изюминки»: малый вес и некритичность в широком диапазоне к колебаниям напряжения источника питания;
- выходной выпрямитель преобразует напряжение (уже имеющее необходимую амплитуду) в постоянное рабочее.
Внедрение указанных выше преобразований привело к тому, что в схемотехнике источника питания появилось большое количество всяких дополнительных элементов, обеспечивающих его стабильную работу.
Теперь рассмотрим принцип работы сварочного инвертора подробно.
Как работает сварочный инвертор
В качестве примера рассмотрим устройство сварочного инвертора бренда «TELWIN» (рисунки к указанному бренду отношения не имеют). Внешний вид платы с указанием расположения элементов схемы приведён на рисунке.

Вариант компоновки деталей сварочного инвертора.
Схема сварочного инвертора состоит из двух основных частей: силовой и управляющей.
Силовая схема сварочного инвертора
Принципиальная схема приведена на рисунке (рисунки в статье кликабельные: для увеличения и удобства просмотра нажмите на него и он откроется в новом окне).

Силовая часть схемы сварочного инвертора.
Электронный силовой блок состоит из следующих узлов:
- сетевой выпрямитель;
- помехозащитный фильтр;
- инвертор;
- выходной выпрямитель.
Сетевой выпрямитель
Выпрямитель состоит из:
- двухполупериодного диодного моста;
- сглаживающего фильтра из двух параллельных электролитических конденсаторов.
Через диодный мост протекают большие токи, и он нагревается. Для рассеяния тепла его устанавливают на охлаждающий радиатор. С целью предотвращения перегрева и выхода из строя диодного моста, на радиаторе установлен элемент защиты — термопредохранитель. Он отключает питание при превышении температуры радиатора выше 90 °С. Постоянное напряжение после выпрямителя и фильтра подаётся на инвертор.
Помехозащитный фильтр
Мощный инвертор в процессе работы создаёт высокочастотные помехи. Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме — на тороидальном магнитопроводе).

Помехозащитный фильтр (на тороиде).
Инвертор
Инвертор собран по схеме «косого моста» на двух мощных ключевых полупроводниковых приборах. В качестве последних могут быть транзисторы типов «IGBT» и «MOSFET». Оба ключевых транзистора монтируются на радиаторы для охлаждения.
На первичную обмотку импульсного понижающего трансформатора поступает напряжение со входного выпрямителя, прошедшее преобразование на ключевых транзисторах и ставшее высокочастотным. С одной из вторичных обмоток снимается уже значительно меньшее по амплитуде напряжение (рабочее значение, необходимое для сварки). Эта обмотка выполнена несколькими витками ленточного медного провода в изоляции, что позволяет производить сварку током 120…130 А.

Понижающий импульсный трансформатор (от него отходят шины).
Выходной выпрямитель
С вторичной обмотки импульсного трансформатора переменный ток высокой частоты поступает на высокочастотные мощные диодные выпрямители. Они собираются на базе сдвоенных диодов по схеме с общим катодом. Диоды обладают высоким быстродействием (время восстановления trr < 50 ns). С выхода этого выпрямителя снимается электрический ток с нужными для сварки параметрами.
А теперь рассмотрим управляющую часть схемы сварочного инвертора.
Управляющая схема сварочного инвертора
Принципиальная схема приведена на рисунке (напоминаем о кликабельности рисунка).

Управляющая часть схемы сварочного инвертора.
Электронный управляющий блок состоит из следующих узлов:
- ШИМ-контроллер;
- цепи регулировки и контроля:
- блоки контроля напряжения сети и выходного напряжения.
ШИМ-контроллер
Схема управления имеет оригинальное решение. Поэтому, она будет рассматриваться подробнее силовой части.
«Мозгом» сварочного инвертора является микросхема ШИМ-контроллера (здесь и далее – обозначения по схеме: U1). Она, управляя работой мощных ключевых транзисторов, задаёт «ритм» работы всего преобразователя. Микросхема ШИМ-контроллера, посредством полевого N-канального MOSFET транзистора (Q4), передаёт на первичную обмотку разделительного трансформатора (T1) прямоугольные импульсы с высокой частотой — до 50 КГц. С вторичной его обмотки снимаются сигналы для управления работой ключевых транзисторов.
Защиту от возможного, в процессе управления, превышения допустимого напряжения между затвором и эмиттером ключевых транзисторов осуществляют стабилитроны (D16, D17, D29, D30).
Цепи регулировки и контроля
К цепям регулировки и контроля относятся:
- трансформатор тока (Т2). Этот узел является основой анализатора-ограничителя тока. Снимаемое с него напряжение, после выпрямления и ограничения, участвует в работе схемы, формирующей сварочный ток, и генератора импульсов на ШИМ-контроллере;

Трансформатор тока (в центре).
- узел контроля напряжения сети. Он состоит из элементов операционного усилителя, собранного на двух микросхемах (U2A и U2B). На резисторных делителях, установленных в цепях входного выпрямителя, выделяется напряжение электросети (завышенное или заниженное) и поступает на сумматор операционного усилителя. Последний вырабатывает результирующий сигнал и выдаёт его на задающий генератор импульсов – ШИМ-контроллер. При обнаружении напряжения ниже допустимого, он блокирует генератор, а, следовательно, и всю схему;
- схема контроля выходного напряжения. Последнее снимается с выходов «OUT+», «OUT-» и через оптрон (ISO1), поступает в схему контроля (U2A и U2B). Таким образом, выполняется отслеживание параметров выходного напряжения.
Одновременно с отключением инвертора включается жёлтый светодиод (D12), который указывает на то, что в схеме неисправность или есть проблемы с сетевым питанием (отсутствует или ниже нижнего предела).
Раздел сварочных аппаратов инверторного типа
Смотрите также:
kovka-svarka.net









