Советы по ремонту сварочного инвертора своими руками. Диоды для сварочного аппарата
Диоды как основа выпрямительного моста сварочного аппарата
Диод — это полупроводниковый прибор, работающий на принципе p–n-перехода, и служит для преобразования входящей энергии определенного типа в другой тип. Самое распространенное преобразование — “выпрямление” электрического тока. Выпрямительные диоды используются непосредственно в блоках питания, зарядных устройствах для перевода переменного тока в постоянный, без них не обходятся и сварочные аппараты.
Основные виды
- Выпрямительные диоды. Главной характеристикой является переменное внутреннее сопротивление, которое зависит прямо пропорционально от приложенного напряжения.
- Светодиоды. Основная функция — индикатор при наличии на нем электрического тока.
- ИК диоды. Применяется в устройствах дистанционного управления.
- Фотодиоды. Преобразовывает световой поток в электрический ток.
- Стабилитроны. Работает данный вид исключительно в цепях с постоянным током и выполняет пороговую функцию, ограничивая напряжения на определенном уровне.
- Емкостные диоды (варикапы). Работает как управляемый конденсатор за счет варьирования своей внутренней емкости (сопротивления) при подаче на него различного напряжения.
- Диоды Шоттки. Они характеризуются малым падением напряжения и быстродействием.
- Тиристоры. Диод имеет принципиальное отличие — три вывода: анод, катод и управляющий диодный электрод. Главной особенностью является возможность находится в двух состояниях: низкой проводимости (закрытое) и высокой проводимости (открытое) и осуществлять переход под действием сигнала из одного состояние в другое.
- Симисторы. Сборка из двух тиристоров, которые включены параллельно навстречу друг другу. Удобный для схем с переменным напряжением, пропускает ток в двух направлениях.
Некоторые диоды лучше всего работают в различных связках (парами), дополняя друг друга и расширяя возможности подобной компоновки.
к меню ↑Основные характеристики
 По максимальному значению допустимого прямого тока различают диоды мощностью:
По максимальному значению допустимого прямого тока различают диоды мощностью:
- Малой — до 3х102 mA.
- Средней — от 3х102 mA до 10 А.
- Большой — от 10 А.
По технологии изготовления различают:
- Точечные.
- Плоскостные.
По материалу изготовления:
- Германиевые.
- Кремневые.
По физическим характеристикам кремневые диоды значительно превосходят германиевые, что в свою очередь повлияло и на области их применения, сварочные аппараты так же расширили свои возможности.
Однополупериодные выпрямители состоят из диодов. Они не дорогие, но с одним большим недостатком: используют только половину волн переменного тока, поэтому потери напряжения составляют больше 50%. Исправить ситуацию без привлечения дорогостоящих элементов помогает диодный мост.
Сборка из четырех диодов, которая способна пропускать ток в течение всего полу периода, представляет собой диодный мост. Его основное предназначение — это преобразование переменного тока в пульсирующий постоянный электрический ток и без потери мощности. Для сварочного аппарата выпрямитель, в котором диодный вопрос решается наличием моста, является более предпочтительным. Диодные мосты изготовляют в отдельном корпусе, печатают схему непосредственно на плате или диодный мост можно собрать самостоятельно.
Принцип работы, включение в схему
Диодный мост — сборная электрическая схема состоящая из четырех диодов, два из которых подключены последовательно и встречно друг к другу, а с остальными находятся в последовательном соединении. Выпрямительный мост основан на параллельной работе отрицательных и положительных диодов, а именно:
- Положительные — пропускают только положительную полуволну переменного напряжения;
- Отрицательные — одновременно обрезают отрицательную полуволну составляющую переменное напряжение.
На выходе диодного моста получается пульсирующее положительное напряжение постоянной величины. Пульсация незначительна, но этот диодный эффект убирают за счет фильтров или добавления конденсатора.
Распространенными включениями диодных схем являются:
- Однофазная мостовая схема
Переменное напряжение подается на вход схемы и в каждый полупериод ток проходит через два диода («+»или «-«), а два других являются закрытыми. Результат: частота напряжения на выходе в двое больше частоты подаваемого пульсирующего напряжения.
- Трехфазная мостовая схема
Результатом такого включения является получение напряжения на выходе с значительно меньшей пульсацией чем дает диодный мост при однофазном включении.
Сегодня сварочные аппараты представлены широким разнообразием. За умеренную цену для сварочного дела можно подобрать современный инверторный аппарат или для плазменной резки. Без сварочного аппарата сейчас не обойтись, и при небольших строительных работах, и в авто мастерской.
Принцип устройства и работы сварочного аппарата прост. Примитивная конструкция состоит из: силового трансформатора с первичной обмоткой, тепловой защита и вентилятора для охлаждения. Среднее значение рабочего тока аппарата до 160 А и рассчитаны обычные модели на работу с покрытыми электродами до d=4 мм.
к меню ↑Причины необходимости доработки сварочного аппарата
Основные причины вынуждающие провести некую переделку чаще всего зависят не от самого аппарата, а от условий его применения и желания расширить его изначальные возможности. Так можно выделить:
- Перебои в бытовой сети напряжения. Некоторые аппараты при низком напряжении даже не запускаются.
- Желание повысить эстетические характеристика производимого сварного шва.
- Возможность упростить задачу “зажжения” дуги при номинальном и пониженном напряжении.
- Увеличение теплового режима при долгой работе сварочного аппарата.
- Желание получить стабильную электрическую дугу.
Всего этого можно добиться используя выпрямительные диоды, тем самым, переориентировав сварочные аппараты на работу с постоянным током.
к меню ↑Основные моменты усовершенствования
Главную роль в техническом преобразовании сварочного аппарата выполняет выпрямитель. Его конструирование требует подбора моста из диодов и низкочастотного фильтра. Данная сборка должна давать удовлетворительное выходное напряжение при работе на холостом ходу.
Так же следует учесть:
- Применение обычной схемы моста приведет к резкому снижению выпрямительного напряжения при повышении тока нагрузки в момент зажигания дуги, что затрудняет сварочные работы. Проблема решается использованием электролитического конденсатора большой емкости или же заменой схемы подключения.
- Для сборки лучше использовать более компактные диоды (Д161, В200). Даже если они с разной проводимостью их радиаторы можно скрепить без прокладок шпильками между собой.
- Особенности крепления диодного моста к сварочному аппарату: интенсивное использование — один вывод моста подключается к общей клемме, а другой вывод остается свободным для последующего соединения с нужным выводом трансформатора; работа с малым напряжением — диодный мост остается с двумя свободными выводами.
Модернизация сварочного прибора при самостоятельной сборке диодного выпрямителя требует тщательной подготовки и изучения схем. Практически все сварочные агрегаты можно усовершенствовать выпрямителем по схеме Трифонова, который способен улучшить конструкцию по многим параметрам.
Похожие статьиgoodsvarka.ru
Схема сварочного аппарата инверторного типа, инструкция по ремонту
Устойчивая тенденция к снижению цен на сварочные аппараты инверторного типа привела к значительному росту популярности этого оборудования как среди профессионалов, так и среди тех, кто к сварочным работам прибегает только для своих нужд. Вполне объяснимо, что многих пользователей, имеющих подобный аппарат, интересует его устройство и принцип действия, ведь информация такого рода поможет отремонтировать оборудование в случае его неисправности или даже усовершенствовать недорогую модель с «урезанным» функционалом. Как мы увидим далее, разобраться с этими вопросами совсем не сложно, достаточно владеть элементарными познаниями в электротехнике.

Инверторный сварочный аппарат.
Общие сведения
Электрическая схема различных моделей сварочных инверторов может отличаться некоторыми деталями, но в общих чертах все эти аппараты работают по одному принципу. Главная задача каждого из них — преобразовать поступающую из сети электрическую энергию так, чтобы на выходе получить ток большой величины. Процесс преобразования подразделяется на несколько этапов:

Схема дросселя сварочного инвертора.
- выпрямление переменного тока, поступающего из электросети;
- преобразование постоянного тока обратно в переменный, но уже с гораздо большей частотой колебаний;
- усиление переменного высокочастотного тока за счет понижения его напряжения;
- выпрямление усиленного высокочастотного переменного тока.
Тот, кто хоть немного разбирается в компьютерном «железе», наверняка знает, что подобным же образом работает импульсный блок питания персонального компьютера. Центральным моментом этой схемы является увеличение частоты переменного тока, именно эту задачу и выполняет инвертор. Для чего это необходимо? Дело в том, что габариты и вес трансформатора зависят не только от его мощности, но и от частоты тока, для преобразования которого он сконструирован. Чем ниже частота, тем более массивным и крупным получается трансформатор. Зависимость эта весьма существенна. Так, например, с четырехкратным увеличением частоты переменного тока размеры трансформатора сокращаются в два раза. Инверторная схема поднимает частоту электротока с 50 Гц до 60-80 кГц, так что выигрыш в весе и размерах получается вполне ощутимый. В результате мы получаем легкий и компактный сварочный аппарат, для производства которого необходимо гораздо меньше материалов, в том числе дорогой меди.
Далее мы детально рассмотрим основные блоки аппарата инвертора и их взаимосвязи.
Вернуться к оглавлению
Силовая часть: сетевой выпрямитель

Схема инверторного сварочного аппарата.
Особенность схемы инвертора состоит в том, что для ее работы необходим постоянный ток. Поэтому переменный ток обычной электросети, поступающий с напряжением 220 В и частотой 50 Гц, в первую очередь подвергается выпрямлению. Электрическая схема выпрямителя включает диодный мост и два конденсатора, в задачу которых входит сглаживание пульсаций. Из-за большой мощности тока диодный мост во время работы достаточно сильно нагревается, поэтому его оснащают радиатором с термопредохранителем. Последний осуществляет размыкание схемы при нагреве до температуры в 90 градусов.
На выходе диодного моста получается пульсирующий постоянный ток напряжением 220 В, но на конденсаторах оно увеличивается в 1,41 раза и составляет уже 310 В. С учетом возможности скачков исходного напряжения в сторону увеличения в сетевом выпрямителе инверторного сварочного аппарата устанавливают конденсаторы, выдерживающие напряжение до 400 В (соответствует исходному напряжению в 280 В).
К источнику электроэнергии сетевой выпрямитель подключается через фильтр электромагнитной совместимости, который препятствует попаданию высокочастотных помех от работы инвертора в электросеть.

Схема источника питания инверторного сварочного аппарата.
Сразу после включения сварочного аппарата поступающий на конденсаторы зарядный ток может достигать такой величины, которой будет достаточно для вывода диодного моста из строя. Чтобы этого не случилось, все типы сварочных инверторов оснащаются схемой плавного запуска. Она реализована посредством реле и резистора, мощность которого составляет около 8 Вт, а сопротивление — около 50 Ом (в различных моделях сварочных инверторов характеристики резистора могут отличаться от указанных). Резистор включен в цепь выпрямителя, и в момент включения сварочного аппарата он ослабляет пусковой ток. После того как оборудование выйдет на рабочий режим, срабатывает реле, которое замыкает выводы резистора так, что ток течет уже «мимо» него.
Вернуться к оглавлению
Инвертор: принцип работы
В электрическую схему инвертора, которым оснащаются сварочные аппараты данного типа, входят два ключевых транзистора, которые подключаются по принципу «косого моста». Их особенность состоит в том, что они могут переключаться с очень высокой частотой, от 60 до 80 кГц. При этом поступающий в инвертор постоянный ток превращается в переменный, имеющий такую же частоту. От обычного тока в электросети он отличается еще и характеристикой: она является не синусоидной, а прямоугольной.
Ключевые транзисторы устанавливают на радиаторе, что позволяет избежать их перегрева. Защита от чрезмерно высоких напряжений обеспечивается демпферными RC-цепями.
Вернуться к оглавлению
Высокочастотный (импульсный) трансформатор

Принцип работы инвертора.
Главной частью любого сварочного аппарата является понижающий трансформатор. Его конструкция в инверторных аппаратах почти не отличается от обычной, но при этом он является более компактным. Еще одно важное отличие — наличие дополнительной вторичной обмотки, которая используется для питания схемы управления.
На первичную обмотку высокочастотного трансформатора поступает продуцируемый инвертором переменный электроток напряжением 310 В и частотой в несколько десятков килогерц. На выходе вторичной обмотки, имеющей меньшее количество витков, напряжение уменьшается до 60-70 В, а сила тока возрастает до 110-130 А. Ему остается пройти еще одну, последнюю ступень.
Вернуться к оглавлению
Выходной выпрямитель
Поступающий от высокочастотного трансформатора ток необходимо превратить в постоянный — именно такой ток нужен для сварки. С этой целью сварочный аппарат инвертор оснащается выходным выпрямителем, электрическая схема которого состоит из сдвоенных диодов с общим катодом. От обычных диодов они отличаются высоким быстродействием. Цикл открытия-закрытия у этих элементов составляет всего 50 наносекунд (эта характеристика называется временем восстановления). Это качество необходимо для работы с токами сверхвысокой частоты.
Диоды выходного выпрямителя также установлены на радиаторе, а для их защиты данный блок оснащается RC-цепью.
Вернуться к оглавлению
Пусковая схема аппарата

Способы подключения сварочного инвертора.
В момент включения устройства от сетевого выпрямителя подается питание на схему управления через 15-вольтовый стабилизатор.
После того как схема управления запустит в работу ключевые транзисторы инвертора, на дополнительной вторичной обмотке высокочастотного трансформатора появляется напряжение. Оно выпрямляется диодами и через все тот же стабилизатор начинает питать схему управления, при этом происходит ее отключение от сетевого выпрямителя.
Вернуться к оглавлению
Схема управления
Координацию работы преобразователя тока сварочного аппарата инверторного типа осуществляет схема управления. Ее основным элементом является микросхема ШИМ-контроллера. В задачу этой микросхемы входит переключение ключевых транзисторов инвертора. Управление их работой ШИМ-контроллер осуществляет не напрямую, а посредством двух последовательно расположенных элементов: полевого транзистора и разделительного трансформатора.

Преобразование тока в сварочном инверторе.
С полевого транзистора на первичную обмотку разделительного трансформатора поступает высокочастотный (около 65 кГц) ток с прямоугольной характеристикой. Трансформатор преобразует напряжение этого тока до той величины, которая необходима для управления ключевыми транзисторами инвертора. Сигналы на них поступают от двух вторичных обмоток разделительного трансформатора, при этом каждая из обмоток подключена к одному транзистору.
Кроме указанных элементов, электрическая схема платы управления и контроля содержит вспомогательные транзисторы, которые помогают ключевым транзисторам инверторной схемы закрываться, и стабилитроны, защищающие их от перепадов напряжения. Также здесь имеется анализатор-ограничитель тока. Главным элементом анализатора является трансформатор, который включен в цепь первичной обмотки высокочастотного трансформатора, установленного в силовом блоке. Анализатор-ограничитель контролирует силу тока в преобразователе сварочного аппарата и использует сигналы, поступающие с первичной обмотки силового трансформатора, для подстройки сварочного тока и формирования импульсов, транслируемых к микросхеме ШИМ-контроллера.
Для регулирования силы тока сварки в электрическую схему блока управления включен переменный резистор, сопротивление которого задается поворотом ручки, выведенной на контрольную панель сварочного аппарата инвертора.
Вернуться к оглавлению
Контроль выходного и сетевого напряжения

Функциональные возможности сварочного инвертора.
Кроме всего перечисленного, в задачу схемы управления сварочного аппарата входит отслеживание напряжения в сети и на выходном выпрямителе. Для этого ее электрическую схему комплектуют операционным усилителем. Часть его элементов подключается к сетевому выпрямителю с целью выявления скачков напряжения в электросети. В случае нарушений эти элементы воспроизводят сигналы защиты по току и напряжению, которые поступают в суммирующий модуль, а затем — в генератор импульсов ШИМ-контроллера. Работа генератора, следовательно, и всей схемы, при этом блокируется.
Аналогичным образом контролируется рабочее напряжение на выходе преобразователя. Его величина может отклоняться от нормы в случае нарушения в работе диодного моста сетевого выпрямителя или других элементов. В этом случае также происходит отключение схемы управления.
Блокировка схемы сопровождается подачей напряжения на сигнальный диод, который оповещает пользователя сварочного аппарата о неполадках.
Вернуться к оглавлению
Инструкция по ремонту сварочного аппарата-инвертора
Как любое оборудование, инверторные аппараты для сварки могут выходить из строя. Часто наблюдается следующий симптом: аппарат кажется вполне исправным (горит «нормальная» индикация, слышна работа вентилятора в корпусе), но искра при контакте электрода с металлом не появляется. Иногда при этом можно слышать непривычный гул. В некоторых случаях ремонт устройства можно осуществить своими силами, не привлекая специалистов сервисной компании.

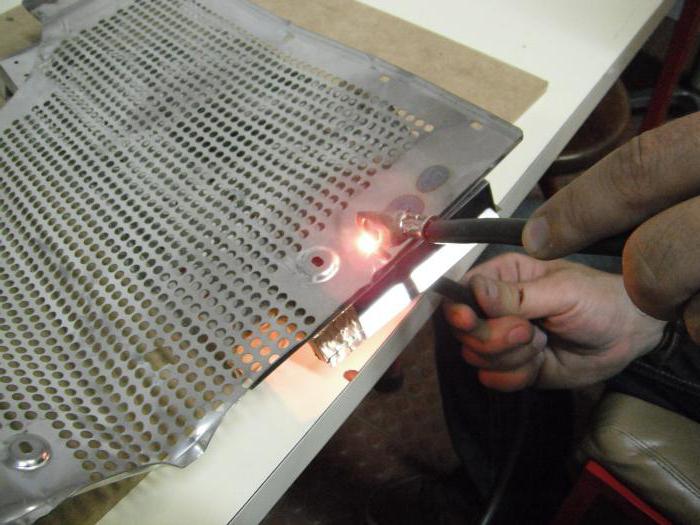
Схема сварки тонкого металла при помощи инверторной сварки.
По инструкции в первую очередь следует проверить с помощью мультиметра состояние термопредохранителей, установленных на радиаторах различных элементов в силовом блоке. Температура, при которой их контакты размыкаются, обычно составляет 90 градусов. Отдельные типы таких предохранителей являются одноразовыми, после срабатывания их приходится менять. Другие размыкают цепь при перегреве, но при остывании радиатора снова восстанавливают соединение. Подобные элементы могут устанавливаться на первичных обмотках силовых трансформаторов. Их срабатывание часто приводит в заблуждение электротехников-любителей, которые думают, что в обмотке произошел обрыв. Если вы обнаружили неисправный термопредохранитель, можно попробовать закоротить его контакты. Этот вариант подойдет в качестве временного «лечения», он позволит вам закончить работу, если она является срочной.
Поскольку защита от перегрева теперь частично отсутствует, сварочный аппарат следует эксплуатировать очень осторожно, вполсилы. А по завершении работы следует сразу двигаться в магазин радиодеталей для приобретения запчасти.
Еще одно «чувствительное» место сварочных инверторов — выходной выпрямитель, точнее, входящие в его состав диоды. Токи, с которыми им приходится работать, достигают 130 А и иногда становятся причиной пробоя в этих диодах.
В неработоспособности выходного выпрямителя легко убедиться с помощью мультиметра, но без «прозвонки» каждого диода по отдельности определить, какой из них пробит, невозможно. Диоды (здесь применяются три сдвоенных диода) придется выпаивать и снимать с радиатора, к которому они прикручены шурупами. Радиатор тоже придется снимать.

Управление сварочным инвертором.
Выпаивать диоды и другие элементы бывает непросто. В современных сварочных инверторах пайку делают очень качественно, с большим количеством припоя, особенно в тех местах, где имеются токи большой силы. Кроме того, используется припой без содержания свинца, температура плавления которого выше, чем у обычного свинцово-оловянного. Поэтому для выпаивания диодов и других элементов лучше воспользоваться мощным паяльником на 50 Вт, 40-ваттного может не хватить. Задача усложняется тем, что нужно отпаять три вывода одновременно, поэтому без хорошего прогрева тут не обойтись. Для удаления припоя можно воспользоваться десольдером или медной оплеткой.
После того как пробитый диод будет выявлен (в сдвоенных диодах могут быть пробиты обе части), следует купить новый, такой же или аналогичный. Пользователю следует обратить внимание на важное обстоятельство: диоды выходного выпрямителя являются быстродействующими, время их восстановления составляет всего 50 нс. Только такие элементы могут работать с переменным током частотой в 60-80 кГц. Обычные диоды устанавливать сюда нельзя. В зарубежных спецификациях быстродействующие диоды могут обозначаться как Hyper-Fast, Ultra-Fast, Stealth Diode, Super-Fast, High Frequency Secondary Rectifier и др.
Перед монтажом диодов или ключевых транзисторов на радиатор следует нанести свежий слой теплопроводной пасты (КПТ-8 или аналогичную). Пасту нужно наносить в достаточном количестве, но и не слишком обильно. Она обеспечивает теплоотвод от элемента в направлении медного или алюминиевого радиатора.
Пайку диодов следует выполнять очень тщательно. Из-за большой силы тока в некачественных соединениях будет наблюдаться сильный нагрев и значительные потери мощности.
Бывает, что по неосторожности при демонтаже радиатора были повреждены медные дорожки и «пятачки» платы, их наращивают медным луженым проводом и хорошенько пропаивают.
moiinstrumenty.ru
Ремонт сварочного инвертора своими руками
В последнее время для проведения сварки на загородном участке широко применяются сварочные инверторы. От обычного сварочного аппарата, основной частью которого является понижающий трансформатор сети переменного тока, сварочный инвертор отличается более высокими характеристиками.
Это отличие связано, в первую очередь с тем, что такой прибор работает на значительно более высоких частотах, чем частота сети в 50 Гц. Благодаря этому в сварочном инверторе можно использовать понижающий трансформатор, имеющий гораздо меньшие размеры и вес, чем в обычных сварочных аппаратах. Такой прибор имеет и меньшие потери, а, следовательно, больший кпд.
Блок-схема сварочного инвертора
 Прежде, чем начать самостоятельный ремонт сварочного инвертора, необходимо понять принцип действия этого устройства. Основными в его конструкции являются следующие блоки:
Прежде, чем начать самостоятельный ремонт сварочного инвертора, необходимо понять принцип действия этого устройства. Основными в его конструкции являются следующие блоки:
- выпрямитель переменного тока 50 Гц с фильтром;
- инвертор с понижающим трансформатором 50-100 кГц;
- выпрямитель переменного тока 50-100кГц с фильтром;
- устройства управления и защиты;
- вентилятор.
Выпрямитель переменного тока 50 Гц предназначен для получения постоянного напряжения, используемого далее для питания инвертора. В выпрямителе обычно используется мостовая схема выпрямления. Для сглаживания получаемого после выпрямления пульсирующего напряжения используется фильтр, состоящий из конденсаторов, а в некоторых случаях — ещё и дросселя.
Полученное после выпрямителя и фильтра постоянное напряжение подается на инвертор.
Инвертор — это блок, который генерирует колебания высокой частоты в 50-100 кГц.
В качестве активных элементов в таком преобразователе используются мощные транзисторы различного типа, которые работают в ключевом режиме. Частота колебаний преобразователя зависит от частоты подаваемых на ее вход сигналов из схемы управления. На его выходе подключен понижающий трансформатор.Выпрямитель 50 -100 кГц подключен к вторичной обмотке выходного трансформатора и представляет собой мостовую схему. Особенностью выпрямительных диодов, работающих в этой схеме, является то, что кроме большого рабочего тока, они должны иметь достаточное быстродействие для того, чтобы работать на больших частотах.
 Схема сборки паяльной станции своими руками предусматривает наличие соответствующего программируемого микроконтроллера. Особое внимание следует уделить вариантам прошивки кнопок управления.
Схема сборки паяльной станции своими руками предусматривает наличие соответствующего программируемого микроконтроллера. Особое внимание следует уделить вариантам прошивки кнопок управления. Одним из разновидностей таких агрегатов является термовоздушная паяльная станция, которая является самым распространенным инструментом для бесконтактной пайки.
Важной и довольно сложной частью сварочного инвертора является схема управления. В этом блоке задается частота генерации колебаний инвертора, через него осуществляется запуск инвертора и регулировка величины тока сварки, а также производится отключение генератора в аварийных ситуациях.
При этом регулировка величины тока может осуществляться различными способами – изменением амплитуды, частоты или ширины импульсов.
Наиболее распространенным способом является широтно-импульсное регулирование, поскольку в этом случае излучается меньше электромагнитных помех.Основные причины неисправности
 Появление неисправностей сварочного аппарата зависит от разных причин. Например, поломки могут возникнуть по субъективным или причинам, связанным с внешними факторами. К первым можно отнести недостаточную квалификацию пользователя аппарата, в результате чего прибор неправильно подключается или эксплуатируется. Ко вторым причинам можно отнести такие случаи, как нестабильность сети или необходимость эксплуатации устройства при плохой погоде.
Появление неисправностей сварочного аппарата зависит от разных причин. Например, поломки могут возникнуть по субъективным или причинам, связанным с внешними факторами. К первым можно отнести недостаточную квалификацию пользователя аппарата, в результате чего прибор неправильно подключается или эксплуатируется. Ко вторым причинам можно отнести такие случаи, как нестабильность сети или необходимость эксплуатации устройства при плохой погоде.
Прежде, чем начинать разбирать аппарат для ремонта, необходимо проверить правильность его эксплуатации. При этом надо учитывать следующие факты:
- при неправильном выборе режима работы может происходить разбрызгивание металла или плохое горение дуги;
- частое прилипание электрода к металлу может быть связано с пониженным напряжением сети;
- длительная сварка приводит к перегреву аппарата и срабатывает реле термозащиты;
- отключение инвертора при сварке может быть вызвано выходом из строя неправильно подобранного автомата в распределительном щитке.
Ремонт сварочного аппарата инверторного типа своими руками
 При сложных отказах в работе сварочного инвертора надежней всего пригласить для его ремонта специалиста. Однако в некоторых случаях устранить неисправности в работе этого агрегата можно своими руками. Поскольку сварочный инвертор имеет в своем составе большое количество различных электронных компонентов, то для его ремонта могут понадобиться соответствующие приборы и инструменты. В этот состав надо включить:
При сложных отказах в работе сварочного инвертора надежней всего пригласить для его ремонта специалиста. Однако в некоторых случаях устранить неисправности в работе этого агрегата можно своими руками. Поскольку сварочный инвертор имеет в своем составе большое количество различных электронных компонентов, то для его ремонта могут понадобиться соответствующие приборы и инструменты. В этот состав надо включить:
- мультиметр или тестер;
- вольтметр;
- осциллограф;
- паяльник;
- отвертку;
- пассатижи.
Убедившись, что причины, указанные в предыдущем разделе устранены, а все контактные и клеммные площадки зачищены, можно приступать к определению неисправностей и ремонту сварочного аппарата своими руками.
- Обычно вначале производится внешний осмотр схемы.
- Часто выходят из строя ключевые транзисторы.
- Необходимо проверять также входной и выходной выпрямители.
- При замене диода надо учитывать то, что в выходном выпрямителе рабочие токи могут достигать 150 А.
- Наиболее трудным и сложным в ремонте инверторных сварочных аппаратов является определение неисправности в схеме управления, от исправности которой зависит работоспособность аппарата.
Производится проверка всех печатных проводников. При наличии обрыва необходимо напаять перемычки. В случае нахождения элементов, которые по своему виду отличаются от своих соседей подгоревшими выводами или корпусом, они заменяются новыми.
Обычно на это указывает треснувший корпус и подгоревшие выводы.
При обнаружении короткого замыкания или холостого хода в переходах транзистора его заменяют. При монтаже нового транзистора надо учитывать то, что он крепится на радиаторе с использованием термопасты, улучшающей отвод тепла.Сложность проверки выпрямителя состоит в том, что он представляет собой собранный и установленный на радиаторе диодный мост. Для его проверки мост надо выпаять из схемы и снять с радиатора. В такой схеме при проверке короткое замыкание показывается даже при одном закороченном диоде. Поэтому каждый диод надо прозвонить отдельно. Другой путь определения неисправного диода без его выпаивания из схемы – это использование осциллографа.
 Частотный преобразователь для асинхронных двигателей служит для плавного пуска и остановки такого оборудования. Разобравшись в принципе работы и рекомендациях по обслуживанию такой прибор можно собрать своими руками.
Частотный преобразователь для асинхронных двигателей служит для плавного пуска и остановки такого оборудования. Разобравшись в принципе работы и рекомендациях по обслуживанию такой прибор можно собрать своими руками. На основе принципа обратимости можно использовать асинхронный мотор как генератор в домашних условиях. Для этого необходимо оценить уровень эффективности такого преобразования. Любой генератор в определенных условиях требует проверки на работоспособность. Как это сделать — читайте здесь.
Это значит, что припаивать новый диод надо очень качественно, поскольку любая оплошность может привести к перегреву плохо пропаянного места, а потом и к возникновению неисправности.
При ремонте импортных сварочных инверторов замену диода в выходном выпрямителе надо проводить на подобный диод.
Поскольку в продаже не всегда имеются диоды нужного типа, то при замене диода на другой тип надо обращать внимание на то, чтобы диод для замены был бы быстродействующим.При этом с помощью осциллографа проверяется подача управляющих сигналов с платы управления на транзисторные ключи.
Выводы:
- Сварочный инвертор, работающий на высоких частотах, имеет значительные преимущества перед обычным сварочным трансформатором.
- Сложная схема и большое количество применяемых в сварочном инверторе электронных приборов и элементов является причиной возникновения неисправностей прибора.
- Во многих случаях можно починить сварочный инвертор своими руками.
Видео о ремонте сварочных инверторов
elektrik24.net
Самодельный сварочный аппарат | Все своими руками
Здравствуйте уважаемые читатели. В этой статье хочу предложить схему самодельного сварочного аппарата.

Лет тридцать назад по случаю я приобрел трансформатор. По всем параметрам он подходил для сварки. Сперва варил просто переменным током, но при этом очень плохо. Потом добавил к трансу выпрямитель, стало лучше, но без регулировки сварочного тока сварка – не сварка. Испробовал много разных схем опубликованных в радиолитературе. Пробовал схемы и со стабилизацией сварочного тока и без нее. В принципе аппарат работал, но как только температура окружающей среды приближалась к нулю, начинались проблемы, то дугу не поймать, то электрод начинает прилипать, то вместо сварки аппарат начинает резать. Плюнул я на все эти дела и собрал свою простенькую схемку, которую и предлагаю вам. На фотографии общий вид аппарата с кучей лишних отверстий — следов бывших модификаций.

Выходное переменное напряжение со вторичной обмотки трансформатора – 54 вольта. Мощные тиристоры – Т161 – 160, которыми управляют оптотиристоры ТО125 – 12,5. В качестве мощных диодов использованы диоды Д151 – 160. Это позволяет варить электродами до 3?4мм. После управляемого выпрямителя в схеме стоят три конденсатора по 15000 микрофарад на рабочее напряжение 80 вольт, и дроссель. Дроссель намотан на ш-образном сердечнике с немагнитным зазором 0,5 — 1,0мм, площадь сечения среднего керна которого равна 25см2 . Намотка ведется медной шиной 7,5×2,5 до заполнения каркаса. После всех этих модификаций аппарат стал хорошо варить и нержавейку. Блок управления тиристорами собран на двух транзисторах, это обычный релаксационный генератор с аналогом динистора. Стабилитрон VD1 – Д814Д. Выпрямительный мост- КЦ405Е. Как сделать амперметр, вы можете прочитать в статье «Как сделать шунт для амперметра сварочного аппарата»

 Размер платы 71×35мм.
Размер платы 71×35мм.
Обсудить эту статью на - форуме "Радиоэлектроника, вопросы и ответы".
Просмотров:86 378
www.kondratev-v.ru
Power Electronics • Просмотр темы
Никита писал(а):
А ессли кто собирал схему из разных диодов прошу рассказать что получилось и как работает.
Мой самый первый мост для бодиковой сварки (который жив до сих пор) собирался на диодах ДЧ80 аж по 4 штуки в паралель в плече (эти диодеры 80-и амперные, но других небыло в приводе РАЗМЕР2М списанного токарного станка) на радиаторах от ключей того же "Размер-а" да и еще с перепугу по неопытности
в паралель в плече (эти диодеры 80-и амперные, но других небыло в приводе РАЗМЕР2М списанного токарного станка) на радиаторах от ключей того же "Размер-а" да и еще с перепугу по неопытности  (а вдруг перегреються да гавкнутся диоды ) снизу радиаторов был поставлен нехилый карлсон 220-и вольтовый, который дул аки зверь на ребра радиаторов, у которых площадь наверное поболее чем у стандартных под 250-и амперные диоды будет Ну шо делать, молодой был неопытный
(а вдруг перегреються да гавкнутся диоды ) снизу радиаторов был поставлен нехилый карлсон 220-и вольтовый, который дул аки зверь на ребра радиаторов, у которых площадь наверное поболее чем у стандартных под 250-и амперные диоды будет Ну шо делать, молодой был неопытный  Практика быстро показала, шо даже если резать четверкой не отрываясь, ляктрод за ляктродом данные радиаторы холодны как лед в акртике при таком кулере, а к нему питалово каждый раз подключать было лениво, в итоге сначала я перестал включать кулер, а птом убедившись что и на пассивке в худшем режиме радиаторы и до 50 не грелись никогда кулер ваще убрал, и с тех пор так и болтается сей мост в гараже. После ко мне многа народу приставало на тему сделать и им мост, и на каком оно тока гуане не лепилось. И диоды в разнобой, и тиристоры в разнобой (тиристор на раз превращается в диод навешиванием доп. мелкого диода и опционально резика 1-5ом), и в перемешку диодеры с тиристорами... Ни кто после не принес на ремонт ни один, да и думаю они все живы до сих пор (кроме тех кого в цветмет сдали ) Для бытовых целей в бодиковый мост катят диоды/тиристоры с током хотя б в 100 ампер (если далее 3-ки не лезть или хотя б не резать четверкой) и 160 ампер если замахиваться на 4-ку. Более 160-и (200,250,320
Практика быстро показала, шо даже если резать четверкой не отрываясь, ляктрод за ляктродом данные радиаторы холодны как лед в акртике при таком кулере, а к нему питалово каждый раз подключать было лениво, в итоге сначала я перестал включать кулер, а птом убедившись что и на пассивке в худшем режиме радиаторы и до 50 не грелись никогда кулер ваще убрал, и с тех пор так и болтается сей мост в гараже. После ко мне многа народу приставало на тему сделать и им мост, и на каком оно тока гуане не лепилось. И диоды в разнобой, и тиристоры в разнобой (тиристор на раз превращается в диод навешиванием доп. мелкого диода и опционально резика 1-5ом), и в перемешку диодеры с тиристорами... Ни кто после не принес на ремонт ни один, да и думаю они все живы до сих пор (кроме тех кого в цветмет сдали ) Для бытовых целей в бодиковый мост катят диоды/тиристоры с током хотя б в 100 ампер (если далее 3-ки не лезть или хотя б не резать четверкой) и 160 ампер если замахиваться на 4-ку. Более 160-и (200,250,320  ) совать это только если другого нет, а есть шо скомуниздили, бо их мона и 5-кой и выше нагружать, но в быту такими ляктродами не работають а БАМ уже построен и новго точно уже строить не будут, времена не те
) совать это только если другого нет, а есть шо скомуниздили, бо их мона и 5-кой и выше нагружать, но в быту такими ляктродами не работають а БАМ уже построен и новго точно уже строить не будут, времена не те  Посему если у вас диодеры на ток 160 ампер или выше ставьте смело и не парьтесь. Радиаторы не забудьте (все ж таки они греются ) лучше штатные (меньше гимора с слесаркой) или что-то на них похожее, и ничего не бойтесь, усе будет работать
Посему если у вас диодеры на ток 160 ампер или выше ставьте смело и не парьтесь. Радиаторы не забудьте (все ж таки они греются ) лучше штатные (меньше гимора с слесаркой) или что-то на них похожее, и ничего не бойтесь, усе будет работать 
PS Только одного диодного моста для того чтоб бодик-переменку превратить в нормально варящий постоянкой аппарат маловато. УОНИ замучаетсь поджигать, нержавейкой лучше не пробовать даже. А чтоб все кошерно было, после моста нада ставить "правильный" дроссель, от тогда усе будет ОК
valvol.ru
СВАРОЧНЫЙ АППАРАТ
СВАРОЧНЫЙ АППАРАТ
Недавно беседовал со своим преподавателем в университете, и на свою беду раскрыл свои радиолюбительские таланты. В общем кончился разговор тем, что взялся я собрать человеку тиристорный выпрямитель с плавным регулятором тока, для его сварочного "бублика". Зачем это нужно? Дело в том, что переменным напряжением нельзя варить со специальными электродами, рассчитанными на постоянку, а учитывая что сварочные электроды бывают разной толщины (чаще всего от 2 до 6 мм), то и значение тока должно быть пропорционально изменено.

Выбирая схему сварочного регулятора, последовал совету -igRomana- и остановился на довольно простом регуляторе, где изменение тока производится подачей на управляющие электроды импульсов, формируемых аналогом мощного динистора, собранного на тиристоре КУ201 и стабилитроне КС156. Смотрим схему ниже:

Несмотря на то, что потребовалась дополнительная обмотка с напряжением 30 В, решил сделать проще, и чтоб не трогать сам сварочный трансформатор поставил небольшой дополнительный на 40 ватт. Тем самым приставка-регулятор стала полностью автономной - можно её подключать к любому сварочному трансформатору. Остальные детали регулятора тока собрал на небольшой плате из фольгированного текстолита, размерами с пачку сигарет.




В качестве основания выбрал кусок винипласта, куда прикрутил сами тиристоры ТС160 с радиаторами. Так как мощных диодов под рукой не оказалось, пришлось два тиристора заставить выполнять их функцию.





Она так-же крепится на общее основание. Для ввода сети 220 В использованы клеммы, входное напряжение со сварочного трансформатора подаётся на тиристоры через винты М12. Снимаем постоянный сварочный ток с таких-же винтов.

Сварочный аппарат собран, пришло время испытаний. Подаём на регулятор переменку с тора и меряем напряжение на выходе - оно почти не меняется. И не должно, так как для точного контроля вольтажа нужна хотя-бы небольшая нагрузка. Ей может быть простая лампа накаливания на 127 (или 220 В). Вот теперь и без всяких тестеров видно изменение яркости накала лампы, в зависимости от положения движка резистора-регулятора.

Вот и понятно, зачем по схеме указан второй подстроечный резистор - он ограничивает максимальное значение тока, что подаётся на формирователь импульсов. Без него выходной уже от половины движка достигает предельно возможного значения, что делает регулировку недостаточно плавной.

Для правильной настройки диапазона изменения тока, надо основной регулятор вывести на максимум тока (минимум сопротивления), а подстроечным (100 Ом) постепенно снижать сопротивление, пока дальнейшее его уменьшение не приведёт к увеличению сварочного тока. Зафиксировать этот момент.


Теперь сами испытания, так сказать по железу. Как и было задумано, ток нормально регулируется от нуля до максимума, однако на выходе не постоянка, а скорее импульсный постоянный ток. Короче электрод постоянного тока как не варил, так и не варит как следует.

Придётся добавлять блок конденсаторов. Для этого нашлось 5 штук отличных электролитов на 2200 мкФ 100 В. Соединив их с помощью двух медных полосок параллельно, получил вот такую батарею.

Проводим опять испытания - электрод постоянного тока вроде начал варить, но обнаружился нехороший дефект: в момент касания электрода, происходит микровзрыв и прилипание - это разряжаются конденсаторы. Очевидно без дросселя не обойтись.

И тут удача не оставила нас с преподавателем - в каптёрке нашёлся просто отличный дроссель ДР-1С, намотанный медной шиной 2х4 мм по Ш-железу и имеющий вес 16 кг.


Совсем другое дело! Теперь залипания почти нет и электрод постоянного тока варит плавно и качественно. А в момент контакта идёт не микровзрыв, а типа лёгкое шипение. Короче все довольны - учитель отличным сварочным аппаратом, а я избавлением от забивания головы архимутным предметом, не имеющим никакого отношения к электронике:)
Форум по сварочным аппаратам
Поделитесь полезной информацией с друзьями:
elwo.ru
Доработка сварочного инвертора: рекомендации
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки. Именно он сейчас применяется многими профессионалами и простыми людьми. В некоторых случаях подобное оборудование приходится дорабатывать. Доработку сварочного трансформатора можно доверить и профессионалам, а можно и сделать все своими руками. Ведь именно к этому в основном и сводится вся работа. В сварочном инверторе очень важную роль играет трансформатор, который преобразует входящее напряжение, повышая его значение до необходимого уровня. Доработка сварочного инвертора с данной информацией превратится в самое настоящее удовольствие.

Схема устройства сварочного инвертора.
Если хорошо посмотреть на сварочный аппарат данного типа, то сразу бросается его простота. Система представляет собой простейший преобразователь напряжения. Первичная обмотка силового трансформатора достаточно проста. Она рассчитана на входное напряжение 220/400 Вольт.
Разумеется, имеется здесь тепловая защита от перегрева и вентилятор охлаждения. Все эти детали являются неотъемлемой частью инвертора. Именно здесь и кроется возможность доработки. В основном подобную схему имеют практически все инверторы. Стоит отметить, что они рассчитаны на работу не с самыми большими токами. Чаще всего значение этого параметра не превышает 200 Ампер. Модернизация схемы не всегда является необходимостью. В некоторых ситуациях этого делать не нужно, но в месте использования в обязательном порядке должно быть стабильное напряжение питания.
Предпосылки к модернизации

Таблица требуемых технических характеристик для сварочного инвертора.
Существует несколько основных предпосылок, которые заставляют людей переходить к доработке сварочного трансформатора. Во-первых, если данный агрегат используется в том месте, где нестабильно напряжение. Он рассчитан на стабильное потребление от 220 до 400 Вольт, но этого добиться можно не всегда. В некоторых случаях напряжение питания может падать куда ниже критической отметки. К примеру, если оно опустится до 170 Вольт, то велика вероятность того, что трансформатор не будет работать, а соответственно, и инвертор. Аппараты подобного типа не предназначены для художественной сварки. Они скорее могут использоваться для работы с крупногабаритными деталями. Если нужна художественная сварка, то придется также переходить к доработке сварочного трансформатора.
Подобный аппарат даже при номинальных значениях напряжения не всегда позволяет зажечь дугу. Выходной каскад трансформатора не всегда выдает нужное высокое его значение. Если говорить о пониженных значениях, то тут может случиться беда. Именно поэтому при возникновении подобных проблем можно смело переходить к доработке.
Вся работа в данном случае сводится к установке диодного моста для выпрямления тока, что позволит получить на выходе более стабильную дугу и приведет к увеличению значения выходного напряжения трансформатора, чтобы розжиг можно было производить даже при недостаточном питании. Это очень полезные решения, которые каждый человек может реализовать самостоятельно.
Процесс выполнения работы

Функциональные возможности сварочного инвертора.
Вся работа сводится к тому, что в схему добавляется перемычка, состоящая из выпрямительного моста с фильтром низкой частоты. В результате получается выпрямительное устройство, на выходе которого при холостом ходе получается значение удвоенного напряжения. Можно более подробно рассмотреть сам процесс работы схемы с перемычкой. Сначала полуволна напряжения поступает на первый вентиль, пройдя через который, она поступает на фильтр.
В результате выпрямленное напряжение поступает на обмотку трансформатора. Происходит полная зарядка конденсатора в схеме. Далее вторая полуволна поступает на второй диод, проходя через который, она поступает на второй конденсатор. Соответственно, он тоже заряжается до максимума.
В результате получается, что по схеме напряжения от обоих элементов складываются между собой, что приводит к удвоению значения этого параметра на выходе. Именно этого и нужно было добиться, чтобы трансформатор позволял без каких-либо затруднений производить розжиг дуги. Итак, можно считать, что первая проблема полностью решена.

Схема источника питания инверторного сварочного аппарата.
Стоит еще отметить тот факт, что третий и четвертый выпрямители при отсутствии нагрузки в схеме никак не работают, то есть они не участвуют в рабочем процессе. Измененная схема выпрямительного моста позволяет сохранить стабильные показатели напряжения на выходе, в то время как стандартная принципиалка не позволяет работать с максимальным качеством дуги.
Это связано с тем, что при касании электрода рабочей поверхности происходит резкий разряд конденсатора, а это приводит к микровзрыву. В подобной ситуации не стоит рассчитывать на качественное сваривание поверхностей. Итак, модифицированный мост позволит получить на выходе действительно потрясающий результат. Он позволяет работать уже не только с толстыми металлами, но и выполнять ювелирную работу.
Несколько слов о самих деталях

Схема дросселя сварочного инвертора.
Теперь стоит поговорить о том, какие детали необходимо включить в схему, чтобы на выходе получить весьма неплохой результат. Ничего сверхъестественного использоваться не будет. Все детали можно без каких-либо проблем приобрести в специализированных магазинах.
Что касается выпрямительных диодов, то лучше всего использовать модель Д161 со стандартными радиаторами охлаждения, которые на них устанавливаются. Можно составить смешанную схему, в которой будут использоваться выпрямители предыдущей марки, а также модели В200. В этой ситуации устройство получается более компактным, так как радиаторы у каждой модели имеют различные габариты. Их проще соединить с помощью специальной шпильки.
В качестве конденсаторов можно использовать практически любые модели этих элементов, но лучше перестраховать себя и установить МБГО, которые не имеют полярности.
Для стабильной работы аппарата придется подбирать емкость каждого элемента.
Для этого используется либо метод тыка, либо математика. В большинстве случаев можно обойтись 400 мкФ.
Токовый дроссель наматывается на сердечник трансформатора. Для этого должен использоваться достаточно крупный провод. В большинстве случаев можно обойтись шнурком диаметром 10 квадратных миллиметров. Мотать нужно до тех пор, пока окно не заполнится. В результате должно получиться пространство без каких-либо щелей. Между половинами сердечника стоит уложить текстолит. Он используется в качестве изолятора.
В результате получается инвертор со стабильными показателями работы дуги и со стабильным розжигом. Этого и стоило добиваться.
Повышение экономичности: рекомендации

Схема работы сварочного инвертора.
Сварочный инвертор — это весьма мощный агрегат, который потребляет огромное количество электроэнергии. Разумеется, с этим явлением можно бороться различными методами. Один из них будет предложен прямо сейчас. Трансформатор в значительной степени влияет на подсадку напряжения в сети. Если работы будут вестись постоянно, то можно быть уверенными, что свет дома будет гореть слабо. Это приводит к дискомфорту всех окружающих. Нужно искать правильный выход из ситуации.
Сам процесс понижения напряжения предельно прост. Придется внедрить еще одну доработку в сварочный инвертор. Делается дополнительный вывод со вторичной обмотки, то есть уменьшается количество ее витков. Разумеется, каждый может начать спорить, ведь значительно ухудшится качество горения при этом, но на самом деле здесь также имеется одна хитрость, которая позволит сохранить стабильное горение дуги.
Нужно сделать плавным входящее напряжение, то есть у него полностью должны отсутствовать какие-либо скачки. Для этого используются, разумеется, конденсаторы. В подобной ситуации достаточно одного мощного устройства, которое будет сделано из бумаги. Его емкость должна при этом составлять приблизительно 15 тысяч мкФ. Этого будет вполне достаточно. Разумеется, для каждого конкретного аппарата это значение может изменяться, но в большинстве случаев оно варьируется от 10 до 18 тысяч мкФ. На это и стоит ориентироваться.
Итак, теперь каждый читатель знает о том, как можно доработать сварочный инвертор, чтобы на выходе иметь оптимальную дугу, которая позволит работать даже с самыми прихотливыми и тонкими материалами.
moyasvarka.ru