Сварочный трансформатор своими руками – сердце сварки в наших руках. Сварочный трансформатор своими руками
Сварочный трансформатор своими руками – сердце сварки в наших руках
Что нужно знать перед работой?
Перед тем как сделать сварочный трансформатор, необходимо разобраться, что это такое, и какими характеристиками он обладает. Это основной элемент практически любого электросварочного аппарата, преобразователь энергии сетевого электрического тока в сварочный ток, который выполняет функцию источника питания. От трансформатора будут зависеть вес самого аппарата и спектр его технических возможностей.
Основные технические характеристики трансформатора для сварочного аппарата: номинальное напряжение, номинальная частота, потребляемая мощность, диапазон сварочного тока, напряжение холостого тока. Собирая самодельный сварочный трансформатор, следует учитывать все эти характеристики.
Как сделать своими руками сварочный трансформатор?
По сути, трансформатор – это две катушки медного провода, который намотан на железный сердечник, поэтому начать изготовление сварочного трансформатора следует с обмоток. Он состоит из двух катушек, имеющих разное число витков. На каждую катушку наматывается две обмотки - первичная и вторичная.
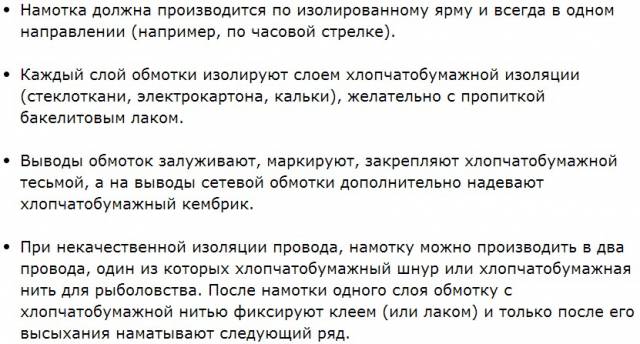
Первичная подключается к источнику тока, а во вторичной обмотке за счет индукции возникает ток меньшего напряжения, но большего ампеража. Намотка сварочного трансформатора имеет свои особенности: она всегда производится в одном направлении, каждый слой обмотки изолируется слоем электрокартона, кальки или хлопчатобумажной изоляции.
Перед тем как намотать сварочный трансформатор, следует правильно подобрать провод для обмоток. Для первичной обмотки подойдет медный провод в стеклотканевой изоляции. Не стоит использовать провода в ПВХ обмотке, так как она может расплавиться, а это приведет к короткому замыканию.
Если трансформатор сильно гудит, значит, не хватает витков сетевой обмотки и необходимо добавить некоторое количество. Вторичную обмотку необходимо наматывать на двух сторонах сердечника. Можно использовать провод сечением 20-25 мм2. При использовании алюминиевого кабеля следует увеличить его сечение в 1,5 раза.
Количество витков обмоток приходится подбирать под провод имеющегося сечения, получая тем самым необходимую мощность. Первичные обмотки должны соединяться параллельно, а вторичные – последовательно.
Особенности самодельных аппаратов
Самодельный сварочный трансформатор постоянного тока отличается мягким зажиганием дуги, возможностью сваривания тонколистовых металлов, отсутствием непровариваемых участков. Принципиальное отличие от трансформаторов переменного тока – завышенное напряжения во вторичной обмотке.
Достигается это введением во вторичную цепь диодного моста с конденсатором, в результате чего выходное напряжение повышается в 1,5 раза.
Сварочный аппарат из трехфазного трансформатора можно изготовить, используя трехфазный понижающий трансформатор на 380 В, потребляемой мощностью 2 кВт. Такой агрегат применяется для питания электроинструмента или освещения пониженным напряжением. Подойдет даже трансформатор с одной перегоревшей обмоткой.
Самодельный трансформатор для сварочного полуавтомата должен быть достаточно мощным. Необходимо, чтобы первичная обмотка состояла из 220 витков медного кабеля со стеклотканевой изоляцией диаметром 2 мм, а вторичная – из 56 витков медного провода сечением 60 мм2.
ogodom.ru
Тороидальный сварочный трансформатор своими руками » Полезные самоделки
Многие сварщики-любители мечтают о тороидальном трансформаторе. Ведь давно известно, что массогабаритные характеристики у тороидов намного лучше чем у "Ш" и "П"-образных трансформаторов. Так, при тех же характеристиках, тороид в 1,3-1,5 раза меньше. Причина по которой многие не берутся за изготовление такого трансформатора, - это отсутствие железа. Данная статья поможет найти выход из такой ситуации.
Конструкция предполагает изготовление тороидального трансформатора из отслужившего свое промышленного сварочного трансформатора. Для этого он разбирается, и из пластин размером 90X450 мм собирается бублик. Нужная площадь сечения сердечника зависит от количества пластин.
В принципе, пластины можно использовать и от силовых трансформаторов старых ламповых цветных телевизоров. Трансформатор ТС270, ТСА310 раэбирают. П-обраэные сердечники ударом молотка разбивают на пластины, которые на наковальне выправляют.Для изготовления бублика, необходимо для начала склепать обруч из пластин, внешним диаметром 260 мм. Затем внутрь обруча вставляют первую пластину, придерживая её рукой, чтобы она не раскрутилась, встык к ней вставляют вторую, и так далее, до получения внутреннего диаметра бублика 120 мм. Если бублик делается из трансформаторов ТС270, то диаметр нужно пересчитать для достижения необходимой площади сечения. Можно сделать два бублика и сложить их вместе. В этом случае, внешние и внутренние диаметры бублика можно оставить без изменения.
Края тороида обрабатываются напильником. Из электрокартона изготавливаем два кольца внешним диаметром 270 мм, внутренним 110 мм, и полоску шириной 90 мм. Прикладываем заготовки из электрокартона к бублику и обматываем изолентой на тканной основе, можно обмотать тесьмой от петлей размагничивания кинескопов. Первичная обмотка мотается проводом ПЭВ-2 диаметром 2,0 мм, количество витков для 220 В примерно 170. Это во многом зависит от плотности сборки пластин. Точное количество витком можно проверить экспериментально. Если ток холостого хода будет больше 1-2 А, то необходимо домотать витки, если меньше - отмотать. Вторичная обмотка мотается проводом ПВ3 сечением 15-20 мм, 30 витков. Третья обмотка содержит так же 30 витков, но намотанных проводом МГТФ 0,35. Между обмотками прокладывается изоляция из тесьмы.
После испытания трансформатора можно можно приступить к изготовлению схемы управления. Она представляет собой фазовый регулятор тока. Переменное напряжение, снятое с третьей обмотки трансформатора выпрямляется мостом на диодах VD5-VD8 Положительной полуволной через резисторы R1 и R2 заряжается конденсатор С1. Когда напряжение на нём достигнет примерно шести вольт происходит пробой аналога низковольтного динистора, собранного на стабилитроне VD6 и тиристоре VS3, и через диод VD3 происходит открывание тиристора VS1. Ёмкость С1 при этом разряжается. То же самое происходит при отрицательной полуволне, только открывается диод VD4 и тиристор VS2. Резистор R3 служит для ограничения тока через аналог динистора.Налаживание заключается в подстройке резистором R1 необходимой зоны регулирования сварочного тока.
В качестве SA1 можно использовать любой автомат на 25 А КД209А можно заменил» на КД202В-КД202М или любые другие на ток более 0,7 А и напряжение более 70 В. Тиристор КУКЛА можно заменить на КУ201-КУ202. Резисторы R1 и R2 - на мощность не менее 10 Вт. С1 - К50-6. VD1, VD2, VS1, VS2 на ток 160-250 А с любой группой по напряжению. Их необходимо установить на радиаторы с площадью охлаждения не менее 100 см2.
Обмотка 3 трансформатора рассчитана на напряжение 40 В, а вторичную, при необходимости, можно увеличить.
Абрамов С.М.
www.freeseller.ru
Простейший сварочный аппарат своими руками » Полезные самоделки
Основа её - трёхфазный понижающий трансформатор 380/36 В, мощностью 1-2 кВт (например: ИВ-8, ИВ-10, С-Б22), предназначенный для питания пониженным напряжением электроинструментов. Годится даже экземпляр с одной перегоревший обмоткой.
Рис. 1 Внешний вид сварочного трансформатора.
Не разбирая сердечник, снимите со всех катушек вторичные обмотки, перекусив медную шину в нескольких местах. Первичные обмотки крайних катушек не трогайте, а среднюю перемотайте тем же проводом, делая через каждые 30 витков отводы. В общей сложности их должно быть 8-10, поэтому наденьте на каждый бирку с номером.
Рис.2. Электрическая схема соединения обмоток трансформатора на напряжение 220В.
Рис.3. Электрическая схема соединения обмоток трансформатора на напряжение 380В.
Затем на двух крайних катушках намотайте до полного заполнения вторичную обмотку, воспользовавшись трёхфазным силовым многожильным кабелем, состоящим из трёх проводов диаметром 6-8 мм и одного потоньше. Он выдерживает большой ток, имеет надёжную изоляцию, благодаря его гибкости удаётся выполнить плотную намотку без предварительной разборки агрегата. Всего пойдет около 25 м такого кабеля. Его можно заменить и проводом меньшего сечения, сложив жилы при намотке вдвое.Работу удобнее выполнять вдвоём: один укладывает витки, а другой протягивает провод.
Клеммы для выводов вторичной обмотки изготовьте из медной трубки диаметром 10-12 мм и длиной 30-40 мм. С одной стороны расклепайте её и в получившейся пластине просверлите отверстие диаметром 10 мм, а с другой вставьте тщательно зачищенные прохода, обожмите их лёгкими ударами молотка, а затем для улучшения контакта сделайте на поверхности трубки насечки керном.С панели, расположенной на верху трансформатора, удалите штатные винты с гайками М6 и замените их двумя новыми с резьбой М10 (желательно медными) - к ним будут подсоединены клеммы вторичной обмотки.
Рис.4. Электродержатель:1 - электрод; 2 - пружина; 3 - труба; 4 - резиновый шланг; 5 - винт и гайка М8; 6 - кабель
Для выводов первичной обмотки изготовьте дополнительную плату из текстолита толщиной 3 мм и прикрепите её к трансформатору, как показано на рисунке. Предварительно просверлите в ней 10-11 отверстий диаметром 6 мм и вставьте в них винты М6 с двумя гайками и шайбами. Если аппарат будет питаться от сети 220 В, то две крайние обмотки соедините параллельно, а среднюю подключите к ним последовательно (см. электрическую схему). Ещё лучше установка работает от сети 380 В. В этом случае все первичные обмотки соедините последовательно - сначала две кравшие, а затем среднюю. Выводы крайних обмоток подключите к общей клемме, а два других - к клемме «Резка». Отводы средней обмотки пойдут соответственно к клеммам «1», «2», «3» и т. д.
Средняя обмотка выполняет функцию дополнительного индуктивного сопротивления в цепи крайних, снижая напряжение и ток во вторичной обмотке. Электрододержатель (см. рис.4) изготовлен из трубы 3/4'" длиной 250 мм. С обеих сторон трубы на расстоянии 40 и 30 мм от её торцов выпилите ножовкой выемки глубиной в половину диаметра. А чтобы электрод можно было прижимать к держателю, приварите к трубе над большей выемкой отрезок стальной проволоки диаметром 6 мм. С противоположной стороны просверлите отверстие диаметром 8,2 мм и с помощью медной клеммы и винта М8 с гайкой подсоедините к держателю отрезок такого же кабеля, каким намотана вторичная обмотка. Сверху на трубу наденьте резиновый или капроновый шланг с подходящим внутренним диаметром.
Аппарат подключают к сети через рубильник проводами сечением не менее 1,5 мм2 - один к клемме «Общ.», а другой - к одному из выводов «1» - «8» (в зависимости от величины сварочного тока).
Самый большой ток будет при подключении к клемме «Резка». Ток первичной обмотки трансформатора не превышает 25 А, а ток вторичной изменяется от 60 до 120 А. Не забывайте, что сварочный аппарат предназначен для выполнения сравнительно небольшого объёма работ. Поэтому после использования 10-15 электродов диаметром 3 мм ему необходимо дать остыть. Соответственно с электродами диаметром 4 мм время непрерывной работы установки придётся сократить ещё больше. Зато с электродами диаметром 2 мм можно действовать без вынужденных перерывов (температура нагрева трансформатора не превышает 70-80°). В режиме «Резка» сварочный аппарат нагревается быстрее всего, поэтому и «отдыхать» он в этом случае должен чаще. Резать можно металл практически любой используемой в быту толщины. При переходе с одного режима сварки на другой не забывайте отключать сетевой рубильник.
Н. Яшкин, с. Антоновна, Николаевская обл.
www.freeseller.ru
Как сделать сварочный трансформатор своими руками?
#1
Идея самостоятельного создания агрегата подобного рода возникает у многих мастеров-любителей совсем не случайно, ведь в готовом виде он стоит довольно дорого, а без него во многих случаях, как известно, как без рук. При этом выполнить сварочный трансформатор своими руками не так сложно, как можно подумать на первый взгляд и при желании, терпении и наличии определенных теоретических знаний, большинство с легкостью справляются с поставленной задачей. Но прежде чем приступить к подробному описанию хода работы, целесообразно привести краткий принцип действия данного агрегата, который во всех случаях базируется на преобразовании напряжения от большего показателя к меньшему (обычно речь идет о переходе от 220 к 80 Вольтам). Весь принцип заключается в том, что параллельно с преобразованием мощности в значительной мере начинает расти сила тока и в зависимости от агрегата она может достигать от 160 до 1000 Ампер.
#2
Несмотря на то, что первый сварочный аппарат появился очень давно (удивительно, но это произошло около двухсот лет назад) и постоянно с тех пор усовершенствовался, на сегодняшний день из всего разнообразия конструкций выделяют два основных типа сварочных аппаратов, один из которых базируется на трансформаторе для дуговой сварки, а второй - для точечной (контактной) сварки. И то, и другое устройство имеет целый ряд собственных преимуществ и недостатков. Так, дуговой сварочный трансформатор имеет довольно простую или, даже можно сказать, примитивную конструкцию, им достаточно легко пользоваться, но вот коэффициент его полезного действия имеет довольно низкий показатель, да и качество сварки в этом случае оставляет желать лучшего, если, конечно, речь не идет о применении агрегата высококвалифицированным мастером с долгим опытом работы и набитой рукой.
#3
Для того, чтобы выполнить сварочный трансформатор, который осуществляет плавление с помощью электродуги, преобразующейся при контакте электрода с обрабатываемой поверхностью (может применяться не только для качественного соединения металлических конструкций между собой, но и резки), потребуются самые простые материалы. Так, наибольшей популярностью пользуются именно выполненные собственными руками трансформаторы с магнитопроводом "П"-образной или "тор"-образной формы, вокруг которого располагают две катушки. Речь идет о медной и алюминиевой обмотках, одна из которых является первичной, а другая - вторичной. При этом, количество мотков в катушке и толщина алюминиевого и медного проводов напрямую зависят от рабочих характеристик проектируемого основного устройства для сварочного аппарата. Помимо трансформатора для дуговой сварки корпус сварочного аппарата должен быть оснащен регулятором силы тока.
#4
Также не следует забывать и о таких важнейших вспомогательных элементах, как держатель электродов, предназначенных для преобразования электрической дуги при взаимодействии с металлической или стальной поверхностью, а также специальный зажим массы. Что касается трансформатора для сварочного аппарата, который предполагает точечную (контактную) сварку, то он также имеет ряд своих преимуществ и чаще всего его используют в автопроме и прочих областях, предполагающих более тонкую и точную работу. Такая характеристика обусловлена тем, что сварка осуществляется путем точечного нагрева шва в результате работы электричества, возникающего в результате воздействия сильного давления подаваемого на два медных электрода, заточенных особым способом. Одним из самых главных отличий устройства такого трансформатора, если сравнивать его с агрегатом для дуговой сварки, является полное отсутствие наплавляемых электродов.
#5
Для их качественной замены обычно используют соединенные между собой контакты из меди, которые упоминались выше (для образования электрического разряда, давление подается именно на них, а точнее на заостренную их часть). В качестве недостатков данного типа трансформатора можно привести его небольшую мощность, не очень удобную конфигурацию сердечника (имеется ввиду его "П"-образная форма), а также обязательное наличие защитных конденсаторов. Последние приспособления включать в трансформатор для сварки электрической дугой вовсе не обязательно, что, безусловно, добавляет очков данному виду устройства для сварочного аппарата.
uznay-kak.ru
Изготовление малогабаритного сварочного трансформатора » Полезные самоделки
Перед радиолюбителем или любым мастером самоделкиным встаёт вопрос, где взять сварочный трансформатор, для работ часто возникающих на даче и дома, которые необходимо устранить при помощи сварочных работ. Сварочный аппарат вы можете сделать сами.
Предъявляемые требования к данному трансформатору должны быть следующие:
- быть малогабаритным и легко переносным - мало потребляющим ток, когда не производится сварка или резка.- возможность производить сварку переменным током. - обеспечить использование для сварки часто встречающихся марок электродов- по возможности получить, как можно больший выбор диаметров применяемых электродов, как для сварки так и резки металла.
Все эти требования продиктованы не возможностью создать что-то, а теми условиями, с которыми приходится сталкиваться большинству радиолюбителей и тем, кто занимается конструированием.Для получения среднего по весу сердечника будущего вашего сварочного трансформатора использованы пластины шириной в 200 мм от трансформаторных подстанций с масляным охлаждением и длиной 1,60 м.Сечение окна трансформатора 150 cм. квадратных для первичной обмотки трансформатора необходимо использовать провод диаметром от 2,0-3,0 мм более нет смысла наматывать, так как остальное увеличение диаметра не добавит вам большого тока в первичной обмотке, а вот вес у вас прибавится. Для вторичных обмоток трансформатора необходимо использовать все, что есть у вас под рукой. Желательно использовать только то, что обладает достаточной гибкостью при намотке. Хорошо себя зарекомендовала медная шина сечением от 2х8 мм до 2х16 мм, 2х18 мм, 2х20 мм, жила от гибких кабелей сечением 18, 20 квадратных мм в резиновой изоляции. Более другие сечения достаточно жесткие и трудно наматываемые на трансформаторы такого вида. Прежде всего каждому надо определится под какой электрод или под какие диаметры электродов вам необходимо делать ваш варочный трансформатор, от этого будет зависеть и вес и ток. Мы будем исходить из того что вы хотите охватить как можно больше часто встречающихся диаметров электродов и чтобы не быть "привязанными" к одному диаметру электрода.
Для регулировки тока вашего трансформатора произведена регулировка по предварительно подобранным виткам первичной обмотки рис1.
Для намотки для сетевой обмотки трансформатора использован провод - 2,5 мм, для вторичной обмотки была использована медная шина сечением - 2 х 12 мм. В первичной обмотки трансформатора намотано - 250 витков, при этом ток холостого хода - 1,5 А. (ток первичной обмотки вашего трансформатора). После получения тока в 1 ампер необходимо домотать сетевую обмотку для получения тока в 100 mА. Все это нам необходимо для того, чтобы наш сварочный трансформатор при включении в сеть 220V потреблял малый ток. Ток выбран из расчета 100 mA, это во первых небольшой ток и пока вы готовитесь к сварке ваш счетчик намотает совсем мало, вся основная нагрузка только на время сварки или резки. Это хорошая экономия ваших денег особенно в это нестабильное время. Для вторичной обмотки надо ориентироваться на напряжение 40-50 вольт. Количество витков не приводится, так как все зависит от имеющегося у вас материала. На этом отводе с током в 1А (резка) вы будете производить резку металла электродом в 4 мм и с несколько худшими характеристиками электродом в 5 мм. Электродом в 3 мм можно производить резку с применением добавочного сопротивления применяемого сварщиками, так как при резке из-за большого тока после сгорания электрода на 50% сам электрод краснеет, что приводит к прилипанию в случае кратковременного прекращения работы. Для сварки под диаметры в 5, 4, 3 мм надо ориентироваться на ток под электрод диаметром в 3мм. Почему ориентироваться на электрод диаметром 3мм - это самый распространенный электрод для работ с более тонкими металлами и часто применяемый радиолюбителями для разного вида сварок своих конструкций. В качестве переключателя можно использовать любой переключатель способный выдержать ток до 20А. В следствии большого тока при применении электродов 4, 5 мм и долгой работе с электродами диаметром 3 мм необходимо не забывать давать вашему сварочному отдохнуть.Для сварки используются стандартные или самодельные держатели электродов, которые несложно сделать каждому. Для хорошего контакта с массой при сварке применена самодельная струбцина, к которой прикреплен провод "массы".
М. Грибак (UA9XEQ) [email protected].
Жалобаwww.freeseller.ru
Сварочный трансформатор своими руками – сердце сварки в наших руках
 Что нужно знать перед работой?
Что нужно знать перед работой?
Перед тем как сделать сварочный трансформатор, необходимо разобраться, что это такое, и какими характеристиками он обладает. Это основной элемент практически любого электросварочного аппарата, преобразователь энергии сетевого электрического тока в сварочный ток, который выполняет функцию источника питания. От трансформатора будут зависеть вес самого аппарата и спектр его технических возможностей.
Основные технические характеристики трансформатора для сварочного аппарата: номинальное напряжение, номинальная частота, потребляемая мощность, диапазон сварочного тока, напряжение холостого тока. Собирая самодельный сварочный трансформатор, следует учитывать все эти характеристики.
Как сделать своими руками сварочный трансформатор?
По сути, трансформатор – это две катушки медного провода, который намотан на железный сердечник, поэтому начать изготовление сварочного трансформатора следует с обмоток. Он состоит из двух катушек, имеющих разное число витков. На каждую катушку наматывается две обмотки — первичная и вторичная.
Первичная подключается к источнику тока, а во вторичной обмотке за счет индукции возникает ток меньшего напряжения, но большего ампеража. Намотка сварочного трансформатора имеет свои особенности: она всегда производится в одном направлении, каждый слой обмотки изолируется слоем электрокартона, кальки или хлопчатобумажной изоляции.
Перед тем как намотать сварочный трансформатор, следует правильно подобрать провод для обмоток. Для первичной обмотки подойдет медный провод в стеклотканевой изоляции. Не стоит использовать провода в ПВХ обмотке, так как она может расплавиться, а это приведет к короткому замыканию.
Если трансформатор сильно гудит, значит, не хватает витков сетевой обмотки и необходимо добавить некоторое количество. Вторичную обмотку необходимо наматывать на двух сторонах сердечника. Можно использовать провод сечением 20-25 мм2. При использовании алюминиевого кабеля следует увеличить его сечение в 1,5 раза.
Количество витков обмоток приходится подбирать под провод имеющегося сечения, получая тем самым необходимую мощность. Первичные обмотки должны соединяться параллельно, а вторичные – последовательно.
Особенности самодельных аппаратов
Самодельный сварочный трансформатор постоянного тока отличается мягким зажиганием дуги, возможностью сваривания тонколистовых металлов, отсутствием непровариваемых участков. Принципиальное отличие от трансформаторов переменного тока – завышенное напряжения во вторичной обмотке.
Достигается это введением во вторичную цепь диодного моста с конденсатором, в результате чего выходное напряжение повышается в 1,5 раза.
Сварочный аппарат из трехфазного трансформатора можно изготовить, используя трехфазный понижающий трансформатор на 380 В, потребляемой мощностью 2 кВт. Такой агрегат применяется для питания электроинструмента или освещения пониженным напряжением. Подойдет даже трансформатор с одной перегоревшей обмоткой.
Самодельный трансформатор для сварочного полуавтомата должен быть достаточно мощным. Необходимо, чтобы первичная обмотка состояла из 220 витков медного кабеля со стеклотканевой изоляцией диаметром 2 мм, а вторичная – из 56 витков медного провода сечением 60 мм2.
Интересное на сайте
comfort-da.ru
Сварочный аппарат своими руками
Различные конструкии или ремонт металлических узлов требуют применения сварки. И хотя в продаже появилось большое количество сварочных аппаратов как импортного, так и российского производства, действительно надёжные и хорошие аппараты стоят дорого, а более дешевые не всегда обеспечивают приемлимое качество сварочных работ. Поэтому ниже мы рассмотрим полезный материал по конструированию самодельных сварочных аппаратов, не хуже китайских. В любом случае, информация будет полезна даже при выборе и покупке уже готовых сварочных аппаратов. Для начала можете скачать и почитать книгу по изготовлению сварочников.
В зависимости от используемого для сварки напряжения, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения. На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах.
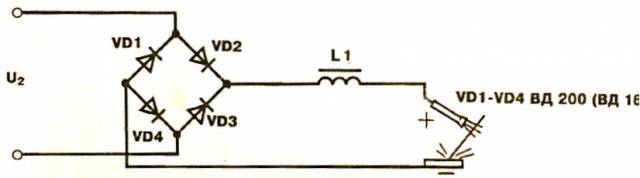
Для сглаживания пульсаций напряжения один из выводов аппарата подсоединяют к держателю электродов через дроссель L1, представляющий собой катушку из 10 – 15 витков медной шины сечением S = 35 мм2 намотанной на любом сердечнике, например от магнитного пускателя. Для выпрямления и плавного регулирования сварочного тока используются более сложные схемы с использованием мощных управляемых тиристоров. Преимущества регуляторов постоянного тока — в их универсальности. Диапазон изменения ими напряжений составляет 0,1-0,9 Uxx. что позволяет использовать их не только для плавной регулировки тока сварки, но и для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей.
Сварочные аппараты переменного тока применяются при сварке электродами, диаметр которых более 1,6 – 2 мм, а толщина свариваемых изделий — более 1,5 мм. При этом ток сварки значителен (десятки ампер) и дуга горит достаточно устойчиво. Используются электроды, предназначенные для сварки только на переменном токе. Для нормальной работы сварочного аппарата необходимо:
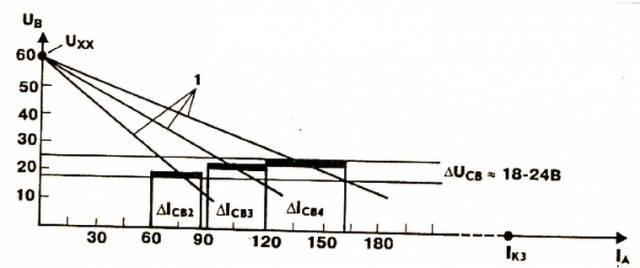
1. Обеспечить выходное напряжение для надежного зажигания дуги. Для любительского сварочника Uxx = 60в. Более высокое выходное напряжение холостого хода не рекомендуется, что связано в основном с обеспечением безопасности работы.
2. Обеспечить напряжение сварки Uсв необходимое для устойчивого горения дуги. В зависимости от диаметра электрода - Uсв = 18–24в.
3. Обеспечить номинальный сварочный ток Iсв = (30–40) dэ, где Iсв— величина сварочного тока, А; 30–40 — коэффициент, зависящий от типа и диаметра электрода; dэ — диаметр электрода, мм.
4. Ограничить ток короткого замыкания Iкз, величина которого не должна превышать номинальный сварочный ток более чем на 30 – 35%.
Устойчивое горение дуги возможно в том случае, если сварочный аппарат будет обладать падающей внешней характеристикой, которая определяет зависимость между силой тока и напряжением в сварочной цепи.
Для ступенчатого перекрытия диапазона сварочных токов необходима коммутация как первичных обмоток, так и вторичных (что конструктивно более сложно из-за большого протекающего в ней тока). Кроме того, для плавного изменения тока сварки в пределах выбранного диапазона используются механические устройства перемещения обмоток. При удалении сварочной обмотки относительно сетевой увеличиваются магнитные потоки рассеивания, что приводит к снижению тока сварки. Конструируя любительский сварочный аппарат не следует стремиться к полному перекрытию диапазона сварочных токов. Целесообразно на первом этапе собрать сварочный аппарат для работы с электродами диаметром 2–4 мм, а на втором этапе, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока. Любительские сварочные аппараты должны удовлетворять ряду требований, основные из которых следующие: относительная компактность и небольшой вес; достаточная продолжительность работы (не менее 5 – 7 электродов dэ = 3–4 мм) от сети 220в. Вес и габариты аппарата могут быть снижены благодаря уменьшению его мощности, а увеличение продолжительности работы — благодаря использованию стали с высокой магнитной проницаемостью и теплостойкой изоляции обмоточных проводов. Эти требования несложно выполнить, зная основы конструирования сварочных аппаратов и придерживаясь предлагаемой технологии их изготовления.
Выбор типа сердечника сварочного трансформатора
Для сварочных аппаратов используют в основном магнитопроводы стержневого типа, поскольку в исполнении они более технологичны. Сердечник набирают из пластин электротехнической стали любой конфигурации толщиной 0,35-0,55 мм, стянутых шпильками, изолированными от сердечника.
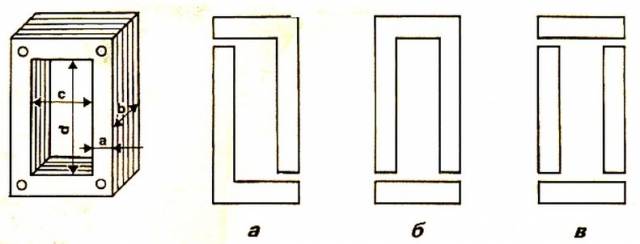
При подборе сердечника необходимо учитывать размеры “окна”, чтобы поместились обмотки сварочного аппарата, и площадь поперечного сечения сердечника (керна) S =axb, см2. Как показывает практика, не следует выбирать минимальные значения S = 30 см, поскольку сварочный аппарат не будет обладать требуемым запасом мощности и качественную сварку получить будет трудно. Да и перегрев сварочного аппарата после непродолжительной работы также неизбежен. Сечение сердечника должно составлять S = 50 см2. Сварочный аппарат будет несколько тяжелее, но не подведет! Все большее распространение получают любительские сварочные аппараты на сердечниках тороидального типа, которые обладают более высокими электротехническими характеристиками, примерно в 5 раз выше, чем у стержневого, а электропотери невелики. Трудозатраты на их изготовление более значительны и связаны в первую очередь с размещением обмоток на торе и сложностью самой намотки. Однако при правильном подходе они дают хорошие результаты. Сердечники изготовляют из ленточного трансформаторного железа, свернутого в рулон в форме тора. Например сердечник из автотрансформатора «Латр» на 9 А. Для увеличения внутреннего диаметра тора с внутренней стороны отматывают часть стальной ленты и наматывают на внешнюю сторону сердечника. Но, как показывает практика, одного «Латра» недостаточно для изготовления качественного сварочника (мало сечение S). Даже после работы с 1–2 электродами диаметром 3 мм он перегревается.
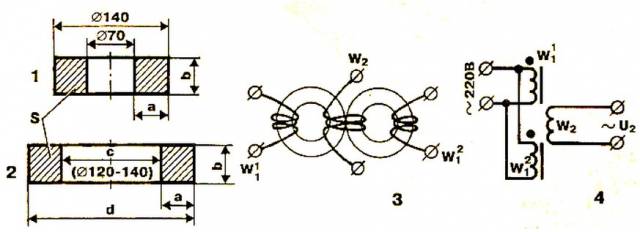
Возможно использование двух подобных сердечников по следующей схеме или изготовление одного сердечника путем перемотки двух. Иногда их делают на основе статоров асинхронных трехфазных электродвигателей большой мощности. Выбор сердечника определяется площадью поперечного сечения статора S. Штампованные пластины статора не в полной мере соответствуют параметрам электротехнической трансформаторной стали, поэтому уменьшать сечение S менее 40 см нецелесообразно. Статор освобождают от корпуса, удаляют из внутренних пазов статорные обмотки, срубают зубилом перемычки пазов, защищают внутреннюю поверхность напильником или абразивным кругом, скругляют острые кромки сердечника и обматывают его плотно, с перекрытием хлопчатобумажной изоляционной лентой. Сердечник готов для намотки обмоток.
Выбор провода обмоток
Для сетевых обмоток сварочного аппарата лучше использовать специальный термостойкий медный обмоточный провод в хлопчатобумажной или стеклотканевой изоляции. Удовлетворительной теплостойкостью обладают также провода в резиновой или резинотканевой изоляции. Не рекомендуется использовать для работы при повышенной температуре провода в ПХВ изоляции из-за возможного её плавления, вытекания из обмоток и короткого замыкания витков. Поэтому полихлорвиниловую изоляцию с проводов необходимо либо снять и обмотать провода по всей длине хлопчатобумажной изоляционной лентой, либо вообще не снимать, а обмотать провод поверх изоляции.
При подборе сечения обмоточных проводов с учетом периодической работы сварочного аппарата допускается плотность тока 5 А/мм2. Мощность вторичной обмотки можно рассчитать по формуле P2=Iсв*Uсв. Если сварка ведется электродом dэ=4 мм, при токе 130-160 А, то мощность вторичной обмотки составит: Р2=160*24=3,5-4 кВт, а мощность первичной обмотки с учетом потерь составит порядка 5-5,5 кВт. Исходя из этого, максимальный ток в первичной обмотке может достигать 25 А. Следовательно, площадь сечения провода первичной обмотки S1 должна быть не менее 5 мм2.
На практике площадь сечения провода желательно взять несколько больше, примерно 7 мм2. Для намотки берется прямоугольная шина или медный обмоточный провод диаметром 2,6...3 мм без учета изоляции. Площадь сечения S намоточного провода в мм2 вычисляют по формуле: S=(3,14*D2)/4 или S=3,14*R2; D - диаметр голого медного провода, измеренный в мм. При отсутствии провода нужного диаметра, намотку можно вести в два провода подходящего сечения. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6..1,7 раза. Число витков первичной обмотки W1 определяется из формулы:
W1=(k2*S)/U1, где
k2 - постоянный коэффициент;
S - площадь сечения ярма в см2.
При W1=240 витков делают отводы от 165, 190 и 215 витков, т.е. через каждые 25 витков. Большее количество отводов сетевой обмотки, как показывает практика, нецелесообразно. Это связано с тем, что за счет уменьшения числа витков первичной обмотки увеличивается как мощность сварочного аппарата, так и Uхх, что приводит к повышению напряжения горения дуги и ухудшению качества сварки. Изменением только числа витков первичной обмотки добиться перекрытия диапазона сварочных токов без ухудшения качества сварки не удается. В этом случае необходимо предусмотреть переключение витков вторичной (сварочной) обмотки W2.
Вторичная обмотка W2 должна содержать 70 витков медной изолированной шины сечением не менее 25 мм2 (лучше сечением 35 мм2). Для намотки вторичной обмотки подходит также гибкий многожильный провод, например, сварочный, и трехфазный силовой многожильный кабель. Главное, чтобы сечение силовой обмотки не было меньше требуемого, а изоляция провода была теплостойкой и надежной. При недостаточном сечении провода возможна намотка в два и даже в три провода. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6 раза. Выводы сварочной обмотки обычно заводят через медные наконечники под клеммные болты.
Правила намотки обмоток сварочного аппарата
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более "жесткий" режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются.
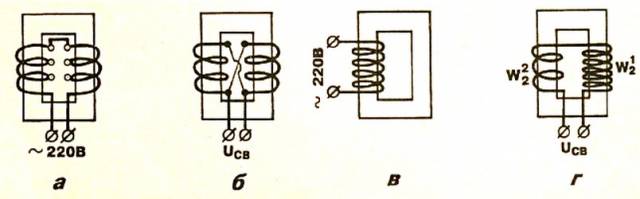
Второй способ намотки первичной обмотки представляет намотку провода на одной из сторон сердечника. В этом случае сварочный аппарат имеет крутопадающую характеристику, варит "мягко", длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4-6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется - это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно. В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60% от общего числа ее витков. Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80-90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20-25% относительно напряжения холостого хода.
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Настройка самодельного сварочного аппарата
При сварке различными электродами снимают значения тока сварки - Iсв и напряжения сварки Uсв, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.
Схема измерителей напряжения и тока сварки и конструкция трансформатора тока
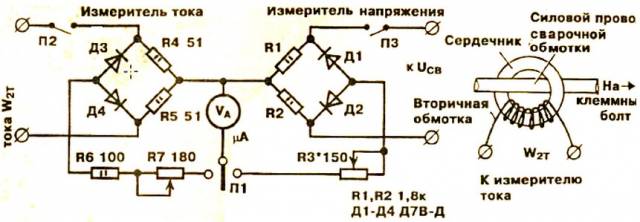
Измеритель напряжения подключают к выходной обмотке трансформатора. Настройку осуществляют с помощью любого тестера, которым контролируют выходное напряжение сварки. С помощью переменного сопротивления R3 стрелку прибора устанавливают на конечное деление шкалы при максимальном значении Uxx. Шкала измерителя напряжения достаточно линейна. Для большей точности можно снять три контрольные точки и проградуировать измерительный прибор на измерение напряжений.

Более сложно настроить измеритель тока, поскольку он подключается к самостоятельно изготовленному трансформатору тока. Последний представляет собой сердечник тороидального типа с двумя обмотками. Размеры сердечника (внешний диаметр 40 мм) принципиального значения не имеют, главное, чтобы уместились обмотки. Материал сердечника — трансформаторная сталь, пермаллой или феррит. Вторичная обмотка состоит из 600 витков медного изолированного провода марки ПЭЛ, ПЭВ, лучше ПЭЛШО диаметром 0,2 мм и подключена к измерителю тока. Первичная обмотка — это силовой провод, проходящий внутри кольца и подключаемый к клемному болту. Настройка измерителя тока заключается в следующем. К сварочной обмотке подключают калиброванное сопротивление из толстой нихромовой проволоки на 2 секунды (сильно греется) и измеряют напряжение на выходе сварочника. По закону Ома определяют ток, протекающий в сварочной обмотке. Например, при подключении Rн = 0,2 Ом Uвых = 30в. Отмечают точку на шкале прибора. Трех измерений с различными RH достаточно, чтобы откалибровать измеритель тока. После калибровки приборы устанавливают на корпус, пользуясь общепринятыми рекомендациями. При сварке в различных условиях переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение. Итак, на основе этих рекомендаций можно сделать вполне достойный сварочный аппарат своими руками, даже не имея особого опыта. Л. А. Ерлыкин
Продолжая тему Сварочный аппарат своими руками:|
|
| |||
|
|

smasteri.at.ua