Большая Энциклопедия Нефти и Газа. Сварочный шлак
Сварочный шлак - Большая Энциклопедия Нефти и Газа, статья, страница 1
Сварочный шлак
Cтраница 1
Сварочные шлаки вследствие своей сравнительно низкой основности не способны связать значительное количество фосфора и серы. Ввиду этого для получения металла шва высокого качества с малым содержанием серы и фосфора следует применять электродные стержни и составляющие покрытия с минимальным содержанием этих элементов. [1]
Сварочные шлаки имеют кислые окислы - SiO2, ТЮ2, Р205, В203 и другие и основные - FeO, MnO, N10, CaO, BaO, MgO, Na203, CuaO, K20 и др. Кроме указанных групп окислов, в шлаках встречаются и амфотерные окислы, ведущие себя с сильными кислотами как основания, а с сильными основаниями - как кислоты. Кислые шлаки ( п 2) активно легируют шов кремнием и хорошо связывают закись железа, но плохо очищают металл шва от серы и фосфора. [2]
Сварочные шлаки характеризуются следующими физическими свойствами: тепловыми константами - температурой плавления или размягчения, теплоемкостью, скрытой теплотой плавления и теплосодержанием; вязкостью в жидком состоянии; газопроницаемостью; плотностью в жидком состоянии; свойствами, определяющими отделяемость шлака от металла шва в твердом состоянии. [3]
Сварочный шлак образуется на кислой подине нагревательных печей в результате шлакования ее окалиной от нагреваемых слитков. [4]
Сварочные шлаки должны хорошо покрывать шов, быстро кристаллизоваться и легко отделяться от поверхности шва. [5]
Сварочный шлак должен быть маловязким, легкоподвижным, иметь малый удельный вес и небольшое поверхностное натяжение. При этих условиях он будет легко взаимодействовать с расплавленным металлом, раскисляя и дегазируя его, будет хорошо всплывать на поверхность металла, равномерно покрывать шов и способствовать его лучшему формированию. [6]
Сварочные шлаки существенно отличаются от металлургических не только по химическому составу и их роли в соответствующих технологических процессах, но и по условиям взаимодействия с металлом. Однако некоторые наиболее общие принципы построения шлаков и представления об их составе имеют несомненное сходство. [7]
Сварочный шлак должен быть маловязким, легкоподвижным, иметь малый удельный вес и небольшое поверхностное натяжение. При этих условиях он будет легко взаимодействовать с расплавленным металлом, раскисляя и дегазируя его, будет хорошо всплывать на поверхность металла, равномерно покрывать шов и способствовать его лучшему формированию. [8]
Что представляют собой сварочные шлаки. [9]
В состав сварочных шлаков входят силикаты железа, марганца и кальция, титанаты марганца и кальция, алюминаты, окислы и другие соединения. [10]
Основной характер сварочного шлака и хорошие сва-рочно-технологические свойства керамических флюсов обеспечиваются введением в состав шихты оксидов магния и кальция в виде комплексных соединений. [11]
Кривые вязкости сварочных шлаков ( схема): ] - температурная зави - имослъ внзкостц, благоприятная для сварки в вертикальном и потоло шо. [12]
Температура плавления сварочного шлака, как правило, должна быть ниже температуры плавления свариваемого металла. [14]
По своему составу сварочные шлаки можно разделить на алюмосиликатные, которые очень широко применяются при сварке сталей, и бескислородные, или фторидные, имеющие применение при сварке цветных металлов, например титановых сплавов. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
шлак сварочный — 91910002204 — E-ECOLOG.RU
×
Оставьте заявку на разработку паспорта «шлак сварочный »
Ваше имя
Ваш телефон *
Ваш email
Ваш регион г. Санкт-Петербургг. МоскваРеспублика АдыгеяРеспублика АлтайРеспублика БашкортостанРеспублика БурятияРеспублика ДагестанРеспублика ИнгушетияКабардино-Балкарская республикаРеспублика КалмыкияКарачаево-Черкесская республикаРеспублика КарелияРеспублика КомиРеспублика Крым Республика Марий ЭлРеспублика МордовияРеспублика Саха (Якутия)Республика Северная Осетия — АланияРеспублика ТатарстанРеспублика ТываУдмуртская республикаРеспублика ХакасияЧеченская республикаЧувашская республикаАлтайский крайЗабайкальский крайКамчатский крайКраснодарский крайКрасноярский крайПермский крайПриморский крайСтавропольский крайХабаровский крайАмурская областьАрхангельская областьАстраханская областьБелгородская областьБрянская областьВладимирская областьВолгоградская областьВологодская областьВоронежская областьИвановская областьИркутская областьКалининградская областьКалужская областьКемеровская областьКировская областьКостромская областьКурганская областьКурская областьЛенинградская областьЛипецкая областьМагаданская областьМосковская областьМурманская областьНижегородская областьНовгородская областьНовосибирская областьОмская областьОренбургская областьОрловская областьПензенская областьПсковская областьРостовская областьРязанская областьСамарская областьСаратовская областьСахалинская областьСвердловская областьСмоленская областьТамбовская областьТверская областьТомская областьТульская областьТюменская областьУльяновская областьЧелябинская областьЯрославская областьМоскваСанкт-ПетербургСевастопольЕврейская автономная областьНенецкий автономный округХанты-Мансийский автономный округ - ЮграЧукотский автономный округЯмало-Ненецкий автономный округ
e-ecolog.ru
Сварочный шлак - Большая Энциклопедия Нефти и Газа, статья, страница 2
Сварочный шлак
Cтраница 2
СТЕКЛОВИДНЫЙ ШЛАК - сварочный шлак, дающий после затвердевания гладкую стекловидную поверхность в изломе. [16]
Для подавляющего большинства сварочных шлаков характерна большая склонность к переохлаждению, что объясняется их повышенной вязкостью в жидком состоянии. [17]
Малоизученной применительно к сварочным шлакам, но весьма важной их характеристикой является газопроницаемость. Как указывалось выше, одной из задач, которая должна решаться применением шлаков, является создаваемая ими защита металла от вредно воздействующих на него газов. Наиболее интесивнно через шлаки мигрирует водород; возможно проникание через шлаки кислорода и азота. Пример недостаточной защиты металла шлаком показан на рис. 11.23. При дополнительной защите шлаковой ванны аргоном или азотом потери марганца при электрошлаковом переплаве меньше, чем при наличии над шлаковым покровом воздуха. Особенно сильно это проявляется при электрошлаковой сварке титана. В этих случаях шлаковый покров из расплавленных фторидов весьма газопроницаем. При дополнительной защите аргоном, оттесняющим воздух от поверхности шлака, содержание этих примесей находится на уровне переплавляемых металлов ( [ О2 ] 0 15 %; [ N. Аналогичные результаты получены и другими исследователями. [19]
Защита расплавленного металла сварочными шлаками не предохраняет полностью металл от насыщения кислородом и образования окислов. Поэтому для получения качественного сварного соединения производят раскисление жидкого металла, удаление окислов из сварочной ванны и легирование наплавленного металла элементами, выгорающими из металла. [20]
Поэтому потребность в сварочном шлаке для введения определенного количества FeO минимальна; практически с FeO не вводятся посторонние примеси. [21]
Кроме защиты от воздуха сварочные шлаки осуществляют ряд задач по освобождению расплавленного металла от различных вредных примесей. Для этого в каждом конкретном случае составы шлаков должны иметь определенную композицию ( см. гл. [22]
Вязкость жидкостей, и сварочных шлаков в частности, очень зависит от температуры и в общем случае с повышением последней уменьшается. [24]
При наличии достаточного количества сварочного шлака раскисление может осуществляться за счет восстановления кремния и марганца из шлаковой фазы. [26]
Как оценивается кислотность и основность сварочных шлаков. [27]
С контролируемой поверхности удаляют остатки сварочного шлака и металлических брызг. [28]
Основные оксиды, присутствующие в сварочных шлаках и флюсах - это СаО; MgO; FeO; MnO, иногда присутствует NiO. Эти оксиды служат источником ионов О2 -, которые связывают оксиды SiOg, TiO2 и АЬОз в сложные анионы и понижают этим их химическую активность. У этих оксидов различная термодинамическая устойчивость и эффективные потенциалы ионов, влияющие на процессы их диссоциации. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
Сварочный шлак - Большая Энциклопедия Нефти и Газа, статья, страница 4
Сварочный шлак
Cтраница 4
После окончания работ по изготовлению наборных отводов необходимо очистить все сварные швы от сварочного шлака и грата, принять их, замаркировать, указав: диаметр трубы, толщину стенки и номер соответствующей нормали. [47]
В качестве источника окислов железа в производстве динаса находят применение некоторые производственные отходы: сварочный шлак, железная окалина, пиритные сгарки, пирит и колошниковая пыль. [48]
Степень кислотности является важной характеристикой флюса, так как в значительной мере определяет свойства сварочных шлаков и их воздействие на металл при сварке. Наиболее распространены кислые марганцевые высококремнистые флюсы. В процессе сварки с этими флюсами углеродистых и низколегированных сталей при высокой температуре сварочной ванны происходит восстановление окислов марганца и кремния, содержащихся во флюсе. Образующиеся при этом чистые марганец и кремний переходят в металл шва. [49]
Рассмотренные вопросы позволяют упрощенно схематизировать процессы взаимодействия металла и шлака при основных способах сварки, использующих различные сварочные шлаки, для правильного подхода к выбору тех или иных шлаковых систем для конкретных случаев сварки. [51]
Кроме железных руд, в доменном производстве в качестве добавок к шихте используют шлаки сталелитейного производства, сварочные шлаки, железную окалину, колошниковую пыль, мелкую стружку. [52]
Наиболее активными из железистых минерализаторов вследствие высокого содержания закиси железа ( FeO) являются железная окалина, сварочный шлак, а также железистые кварциты. Мартеновский шлак применяется реже, так как содержит значительно меньше FeO. Во время обжига FeO ускоряет процесс образования силикатов закиси железа. Последние при обжиге динаса хорошо растворяют кварц и почти не растворяют тридимит, благодаря чему перерождение кварца в тридимит идет быстро. Добавка в шихту окалины или сварочных шлаков улучшает качество динаса. [53]
На рис. 13 показано, что величина ал и ее составляющих ар и а3 повышается с увеличением основности сварочных шлаков. Так, замена электродов с целлюлозным покрытием электродами основного типа и кислого флюса АН-348А более основным АН-22 существенно повышает указанные величины. [55]
Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака. Сварка на длине 200 - 400 мм ведется в противоположных направлениях. Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15 - 20 мм, обладающего значительной жесткостью. [57]
Перед первым заполнением сжиженными газами резервуары и трубопроводы должны быть тщательно очищены от грязи, мусора, ржавчины, сварочного шлака во избежание засорения арматуры и проконтролированы опрессовкой воздухом при давлении 1 кгс / см2 в течение 30 мин. [58]
Страницы: 1 2 3 4
www.ngpedia.ru
Сварочные шлаки, их физико-химические характеристики и свойства. — КиберПедия
Что представляют собой сварочные шлаки, их физико-химические характеристики и свойства.
Шлак – расплав неметаллических соединений, а именно окислов, галоидов, сульфидов, солей как свободных, так и образующих комплексные соединения.
Большинство сварочных шлаков нерастворимы в Ме. В расплавленном состоянии Ме и шлаки представляют собой не смешивающиеся жидкости, различные по удельному весу (плотности).
Свойства шлаков и характер взаимодействия их на Ме определяется их химическим составом. Состав влияет на следующие физические свойства: температуру плавления, вязкость, характер изменения вязкости от температуры, плотность и межфазное натяжение.
Существует две теории, описывающие строение жидких шлаков: молекулярная и ионная.
Согласно молекулярной теории шлаки представляют собой системы свободных и химически связанных неметаллических соединения, между которыми имеется подвижное химическое равновесие. При этом с Ме взаимодействуют только свободные соединения (например окислы). Наличие ионов в шлаках молекулярная теория не отрицает, но их влиянием пренебрегают в общей схеме взаимодействия.
По ионной теории шлаки имеют строение ионного типа, т.е. каждый катион (+) окружён анионами (-). Анионы в свою очередь катионами. Ионное строение расплавленных шлаков подтверждает их электропроводность и улучшение электропроводности с увеличением температуры. Химическое воздействие расплавленного шлака на Ме в значительной степени определяется соотношением в его составе основных, кислых и амфотерных окислов.
К кислым окислам относят: SiO2, TiO2, P2O5.
Основными окислами являются: K2O, Na2O, CaO, MgO, MnO, FeO, NiO.
Амфотерные окислы: Al2O3, B2O3.
Формально преобладание кислых или основных характеристик шлака оценивается коэффициентом кислотности Кк или коэффициентом основности Ко = 1/Кк. 
Расчёт коэффициента кислотности или основности даёт только приближённую оценку кислых или основных свойств шлака. Например, считают, что если Кк > 1, то шлак является кислым, если Кк < 1 – основным. Но на практике это не совсем так. Кислотный или основный характер будет проявляться, если в шлаке имеются свободные кислые или основные окислы. В ходе сварки возможно образование в шлаке различных комплексных соединений: FeO × SiO2 или (FeO)2 × SiO2. Поэтому шлак, состоящий из 50% (FeO)2 и 50% SiO2 не будет нейтральным, а будет кислым. Отсюда, если исключить влияние рутила, то шлаки, применяемые для сварки сталей, оцениваются по следующей формуле: 
где a,b,c,d – коэффициенты, учитывающие различную силу сродства основных окислов к SiO2 (не более 1).
Если флюс содержит SiO2 от 2 до 48%, CaO, MgO, MnO в небольших количествах, от 2 до 48% CaF2 (флюорита), то a = 1, b = 0,5, c = 0,37, d = 0,26.
Амфотерные окислы в различных условиях могут выступать как основные. В этом случае образуются комплексные соединения с кислыми окислами. Такое поведение имеет место, когда количество основных окислов оказывается недостаточным. Если в шлаке избыток основных окислов, то они ведут себя как кислые.
Химическое воздействие.
Воздействие шлака на Ме может быть либо окислительным, либо раскислительным, при этом шлак переводятся в растворимые в Ме окислы. Шлаки могут изменять содержание в Ме серы и фосфора. На процессы взаимодействия шлака и Ме оказывают влияние физические свойства шлаков. Очень важной характеристикой является температура плавления. Температура плавления шлаков является менее определённой характеристикой, т.к. шлаки изменяют свою вязкость в широком диапазоне температур. В зависимости от характера изменения вязкости от температуры бывают длинные и короткие шлаки. Короткие шлаки – основные. Они затвердевают в малом температурном интервале и при остывании быстро переходят из состояния значительной текучести к образованию шлаковой корки.
Кислые шлаки постепенно изменяют свою вязкость. После затвердевания имеют аморфное, стеклообразное строение.
В реальных сварочных процессах шлаки должны иметь температуру плавления (затвердевания) незначительно отличающуюся от температуры плавления свариваемого Ме.
 Если температура плавления шлака намного ниже температуры плавления Ме, то он будет сильно растекаться по нагретым свариваемым кромкам и слабо защищать сварочную ванну. При очень высокой температуре плавления шлак собирается в наиболее нагретой зоне, а края ванны оказываются оголёнными. Наиболее благоприятным является такое соотношение, когда шлак плавится при температуре, немного ниже температуры плавления Ме (при сварке сталей эта разница должна быть 200-300°С). Известны случаи, когда возможно применение шлаков с температурой плавления более высокой, чем у свариваемого Ме (например, сварка Cu с флюсом ОСЦ-45).
Если температура плавления шлака намного ниже температуры плавления Ме, то он будет сильно растекаться по нагретым свариваемым кромкам и слабо защищать сварочную ванну. При очень высокой температуре плавления шлак собирается в наиболее нагретой зоне, а края ванны оказываются оголёнными. Наиболее благоприятным является такое соотношение, когда шлак плавится при температуре, немного ниже температуры плавления Ме (при сварке сталей эта разница должна быть 200-300°С). Известны случаи, когда возможно применение шлаков с температурой плавления более высокой, чем у свариваемого Ме (например, сварка Cu с флюсом ОСЦ-45).
Вязкость шлаков.
Вязкость шлаков при температуре плавления Ме всегда значительно больше, чем вязкость Ме. Однако эта разница не должна быть очень большой. При сварке сталей hМе = 0,01-0,02 Пуаз (Температура плавления металла Тпл Ме » 1500°С). Шлаки для сварки таких материалов должны иметь hшл £ 10 Пуаз. Шлаки с hшл > 10 Пуаз неприменимы. Т.к. большая вязкость шлаков для сварки является нежелательной, в них добавляют ”плавни”: плавиковый шпат и рутил. Эти добавки придают шлаку и другие свойства.
Межфазное натяжение.
Натяжение на границе раздела шлак – Ме. Это межфазное натяжение определяет формирование наружной поверхности сварного шва при ручной, автоматической и полуавтоматической сварках. Оно же влияет на разделение перемешенного в ванне шлака и металла.
cyberpedia.su
Шлак (сварка) — Википедия (с комментариями)
Материал из Википедии — свободной энциклопедии
Сварочный шлак — стекловидный материал, получаемый как побочный продукт, выделяемый при процессах дуговой сварки, особенно экранированной дуговой сварки металла (также известной как ручная дуговая сварка), при сварке под флюсом и порошковой дуговой сварке. Шлак образуется, когда поток сплошного защитного материала, используемого в процессе сварки, плавится в верхней части зоны сварного шва. Свароный шлак-это застывшая оставшегося флюса охлажденного после сварки[1].
Специально подобранные сварочные шлаки могут выполнять задачу связыванию в расплавленном металле вредных примесей.
Технология получения
Сварочный флюс представляет собой сочетание карбонатных и силикатных материалов, используемых в процессе сварки для защиты сварки от атмосферных газов. Когда нагрев в зоне сварки достигает флюса, флюс расплавляется. Выделяемые газы предотвращают окисление металла.
Расплавленный флюс покрывает расплавленный металл в зоне сварки. Материалы подобраны так, что плотность расплавленного флюса / шлака ниже, чем у свариваемого металла, флюс всплывает на поверхность сварочного расплава и застывает при охлаждении.
Шлак, укрывая место сварки, уменьшает скорость охлаждения металла.
Сварочные шлаки состоят из кислых окислов: SiO2, Р205, В203 и основных: FeO, MnO, N10, CaO, BaO, MgO, Na203, CuaO, K20 и др.
Включения
 Шлак может взаимодействовать с затвердевшим металлом, если по разным причинам он не всплывет на поверхность расплавленного металла. Полученные шлаковые включения являются дефектом. Включения видны на поверхности металла после его очистки. Включения могут быть полностью в металле, для их удалений необходимо металл сверлить и вновь сваривать.
Шлак может взаимодействовать с затвердевшим металлом, если по разным причинам он не всплывет на поверхность расплавленного металла. Полученные шлаковые включения являются дефектом. Включения видны на поверхности металла после его очистки. Включения могут быть полностью в металле, для их удалений необходимо металл сверлить и вновь сваривать.
Процессы
 Сварочные процессы с использованием флюса и образованием шлака:
Сварочные процессы с использованием флюса и образованием шлака:
- Дуговая сварка покрытым электродом, известная как РДС (SMAW)
- Дуговая сварка под флюсом, известная FCAW или FC
- Электрошлаковая сварка
Удаление шлака
Шлака — это отработанный материал. Удаление шлака необходимо по четырем причинам:
- возможность проверить качество сварного шва;
- эстетичность или внешний вид;
- если проводится второй проход сварки поверх первой;
- для того, чтобы очистить поверхность для покрытия краской или маслом.
Удаление шлака обычно выполняется с помощью ручного или электроинструмента. Шлак можно отколоть молотом с острым наконечником на одном конце. Электрические инструменты — глошлифовальная машина УШМ (болгарка с дисками или проволочной щеткой).
См. также
Напишите отзыв о статье "Шлак (сварка)"
Примечания
Ссылки
- [www.ngpedia.ru/id605547p1.html Сварочный шлак]
- [electrogazosvarka.ru/svarka2/glava1/svarochnye-shlaki/ Сварочные шлаки]
Отрывок, характеризующий Шлак (сварка)
– Ваше благородие, – сказал он, – сделайте милость, защитите. Нам не расчет пустяк какой ни на есть, мы с нашим удовольствием! Пожалуйте, сукна сейчас вынесу, для благородного человека хоть два куска, с нашим удовольствием! Потому мы чувствуем, а это что ж, один разбой! Пожалуйте! Караул, что ли, бы приставили, хоть запереть дали бы… Несколько купцов столпилось около офицера. – Э! попусту брехать то! – сказал один из них, худощавый, с строгим лицом. – Снявши голову, по волосам не плачут. Бери, что кому любо! – И он энергическим жестом махнул рукой и боком повернулся к офицеру. – Тебе, Иван Сидорыч, хорошо говорить, – сердито заговорил первый купец. – Вы пожалуйте, ваше благородие. – Что говорить! – крикнул худощавый. – У меня тут в трех лавках на сто тысяч товару. Разве убережешь, когда войско ушло. Эх, народ, божью власть не руками скласть! – Пожалуйте, ваше благородие, – говорил первый купец, кланяясь. Офицер стоял в недоумении, и на лице его видна была нерешительность. – Да мне что за дело! – крикнул он вдруг и пошел быстрыми шагами вперед по ряду. В одной отпертой лавке слышались удары и ругательства, и в то время как офицер подходил к ней, из двери выскочил вытолкнутый человек в сером армяке и с бритой головой. Человек этот, согнувшись, проскочил мимо купцов и офицера. Офицер напустился на солдат, бывших в лавке. Но в это время страшные крики огромной толпы послышались на Москворецком мосту, и офицер выбежал на площадь. – Что такое? Что такое? – спрашивал он, но товарищ его уже скакал по направлению к крикам, мимо Василия Блаженного. Офицер сел верхом и поехал за ним. Когда он подъехал к мосту, он увидал снятые с передков две пушки, пехоту, идущую по мосту, несколько поваленных телег, несколько испуганных лиц и смеющиеся лица солдат. Подле пушек стояла одна повозка, запряженная парой. За повозкой сзади колес жались четыре борзые собаки в ошейниках. На повозке была гора вещей, и на самом верху, рядом с детским, кверху ножками перевернутым стульчиком сидела баба, пронзительно и отчаянно визжавшая. Товарищи рассказывали офицеру, что крик толпы и визги бабы произошли оттого, что наехавший на эту толпу генерал Ермолов, узнав, что солдаты разбредаются по лавкам, а толпы жителей запружают мост, приказал снять орудия с передков и сделать пример, что он будет стрелять по мосту. Толпа, валя повозки, давя друг друга, отчаянно кричала, теснясь, расчистила мост, и войска двинулись вперед.В самом городе между тем было пусто. По улицам никого почти не было. Ворота и лавки все были заперты; кое где около кабаков слышались одинокие крики или пьяное пенье. Никто не ездил по улицам, и редко слышались шаги пешеходов. На Поварской было совершенно тихо и пустынно. На огромном дворе дома Ростовых валялись объедки сена, помет съехавшего обоза и не было видно ни одного человека. В оставшемся со всем своим добром доме Ростовых два человека были в большой гостиной. Это были дворник Игнат и казачок Мишка, внук Васильича, оставшийся в Москве с дедом. Мишка, открыв клавикорды, играл на них одним пальцем. Дворник, подбоченившись и радостно улыбаясь, стоял пред большим зеркалом.
wiki-org.ru
Шлак (сварка) Википедия
Сварочный шлак — стекловидный материал, получаемый как побочный продукт, выделяемый при процессах дуговой сварки, особенно экранированной дуговой сварки металла (также известной как ручная дуговая сварка), при сварке под флюсом и порошковой дуговой сварке. Шлак образуется, когда поток сплошного защитного материала, используемого в процессе сварки, плавится в верхней части зоны сварного шва. Сварочный шлак-это застывшая оставшегося флюса охлажденного после сварки[1].
Специально подобранные сварочные шлаки могут выполнять задачу связыванию в расплавленном металле вредных примесей.
Технология получения[ | код]
Сварочный флюс представляет собой сочетание карбонатных и силикатных материалов, используемых в процессе сварки для защиты сварки от атмосферных газов. Когда нагрев в зоне сварки достигает флюса, флюс расплавляется. Выделяемые газы предотвращают окисление металла.
Расплавленный флюс покрывает расплавленный металл в зоне сварки. Материалы подобраны так, что плотность расплавленного флюса / шлака ниже, чем у свариваемого металла, флюс всплывает на поверхность сварочного расплава и застывает при охлаждении.
Шлак, укрывая место сварки, уменьшает скорость охлаждения металла.
Процесс дуговой сварки с флюсом, показано выделение шлакаСварочные шлаки состоят из кислых окислов: SiO2, Р205, В203 и основных: FeO, MnO, N10, CaO, BaO, MgO, Na203, CuaO, K20 и др.
Включения[ | код]
Погружной процесс дуговой сварки с выделением шлакаШлак может взаимодействовать с затвердевшим металлом, если по разным причинам он не всплывет на поверхность расплавленного металла. Полученные шлаковые включения являются дефектом. Включения видны на поверхности металла после его очистки. Включения могут быть полностью в металле, для их удалений необходимо металл сверлить и вновь сваривать.
Процессы[ | код]
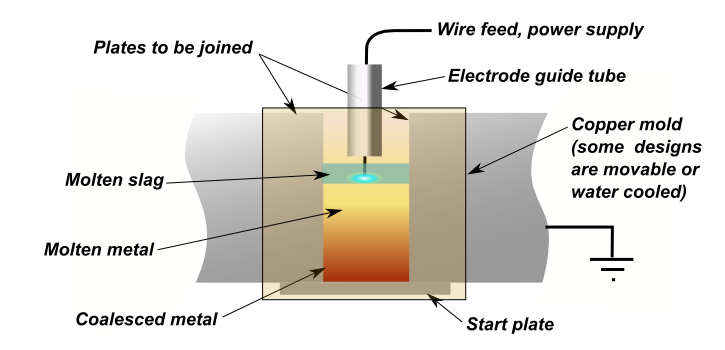
Процесс электрошлаковой сваркиСварочные процессы с использованием флюса и образованием шлака:
- Дуговая сварка покрытым электродом, известная как РДС (SMAW)
- Дуговая сварка под флюсом, известная FCAW или FC
- Электрошлаковая сварка
Удаление шлака[ | код]
Шлак — это отработанный материал. Удаление шлака необходимо по четырем причинам:
- возможность проверить качество сварного шва;
- эстетичность или внешний вид;
- если проводится второй проход сварки поверх первой;
- для того, чтобы очистить поверхность для покрытия краской или маслом.
Удаление шлака обычно выполняется с помощью ручного или электроинструмента. Шлак можно отколоть молотом с острым наконечником на одном конце. Электрические инструменты — углошлифовальная машина УШМ (болгарка с дисками или проволочной щеткой).
См. также[ | код]
Примечания[ | код]
Ссылки[ | код]
ru-wiki.ru