







Виды сварочных материалов. Сварочные материалы это
Сварочные материалы - это... Что такое Сварочные материалы?
Сварочные флюсы — неметаллические материалы, которые при различных способах сварки осуществляют разные функции: при дуговой сварке защищают дугу и сварочную ванну от воздействия окружающей среды, предупреждают разбрызгивание металла, осуществляют физико-химическую обработку металла сварочной ванны; при электрошлаковой сварке образуют электропроводный расплав с заданными технологическими свойствами, при газовой сварке очищают поверхность металла.
Для дуговой электросварки (См. Электросварка) и электрошлакового переплава (См. Электрошлаковый переплав) применяются гранулированные зернистые флюсы, для газовой сварки (См. Газовая сварка) — флюсы в виде порошка или пасты. Различают зернистые флюсы плавленые, изготовленные сплавлением его составляющих, и неплавленые (называются также керамическими и агломерированными), изготовляемые перемешиванием порошкообразных материалов со связующим веществом. По составу плавленые флюсы — сплавы окислов и солей силикатов, неплавленые — смесь измельченных руд, минералов, ферросплавов, металлов и др. материалов, объединённая связующим веществом (обычно водный раствор жидкого стекла, реже — алюминат натрия и др.). Сварочный электрод — изделие из электропроводного материала, служащее для подведения электрического тока к месту сварки. Различают плавящиеся и неплавящиеся электроды. К плавящимся электродам относятся сварочные проволоки, прутки, пластины и ленты сплошного сечения, порошковые проволоки и ленты, а также покрытые и комбинированные электроды (плавящиеся мундштуки). К неплавящимся электродам относятся электродные стержни и электроды для контактной электросварки (См. Контактная электросварка). Плавящиеся электроды одновременно служат для введения присадочного металла при сварке плавлением. Применяя плавящиеся электроды соответствующего химического состава, можно изменять в желаемом направлении состав металла шва, легировать его нужными элементами, снижать содержание вредных примесей. В зависимости от назначения плавящиеся электроды могут быть изготовлены из стали, алюминия, титана, меди или др. металлов и сплавов. Покрытый электрод состоит из стержня и нанесённого на него покрытия (обмазки). Электродный стержень может быть изготовлен из сварочной проволоки или отлит. Для покрытия электрода используют смесь веществ, которые усиливают ионизацию атмосферы сварочной дуги (См. Сварочная дуга), защищают от вредного воздействия среды и служат для металлургической обработки сварочной ванны. Порошковые проволоки и ленты состоят из металлической оболочки, заполненной порошкообразными веществами — газообразующими и шлакообразующими материалами, ферросплавами и металлами. Неплавящиеся электродные стержни изготовляют из вольфрама (чистого или содержащего ионизирующие добавки — окислы, например лантана или иттрия), а также из электротехнического угля и синтетического графита. Иногда используют угольные и графитовые электроды, которые имеют т. н. фитиль — канал, заполненный веществами, увеличивающими ионизацию атмосферы сварочной дуги. Электроды для контактной сварки являются сменной частью машин, осуществляют подвод электрического тока и передачу усилия к соединяемым частям изделия.Лит.: Технология электрической сварки металлов и сплавов плавлением, М., 1974.
В. В. Подгаецкий.
dic.academic.ru
Виды сварочных материалов
Сварочные материалы — это общий термин, под которым понимают расходные материалы, используемые в процессе сварки. В зависимости от вида сварки в качестве сварочных материалов могут быть использованы флюсы, проволока, электроды, присадочные прутки, защитные газы, керамические подкладки и др. Сварочные флюсы — различные порошкообразные или пастообразные вещества. Их назначение различно, в зависимости от способа сварки. Например, при электрошлаковой сварке используются гранулированные зернистые флюсы, образующие расплав с хорошими токопроводящими характеристиками. Такие же флюсы применяются для защиты дуги и сварочной ванны, а также для предотвращения разбрызгивания металла при дуговой электросварке. При газовой сварке используются порошковые или пастообразные флюсы. При помощи флюсов в этом виде сварки происходит очищение поверхности метла соединяемых деталей.
Защитные газы служат для защиты и (или) изменения химического состава сварочного шва. Газы подразделяются на инертные и активные. Инертные газы (в сварке применяют аргон, гелий и смеси, содержащие эти газы) предназначены для защиты сварочной ванны от вступления свариваемых металлов в химические реакции с элементами, содержащимися в воздушной среде. Активные газы (используют углекислый газ, его смесь с аргоном и/или кислородом) используются для защиты, а иногда обогащения металла в сварочной ванне.
Основная роль сварочных электродов — подача электропитания для нагрева в точку сварки. Кроме того, при помощи электродов можно существенно изменять химический состав сварного шва или производить легирование свариваемого металла в точке сварки. При дуговой сварке обычно используются плавящиеся электроды, к которым относится сварочная проволока (она бывает сплошная и порошковая), присадочные прутки, сварочные ленты и пластины. Если сварочный процесс предусматривает плавление, то при помощи таких электродов вводится присадочный материал. Неплавящимися электродами называют электродные стержни и специальные электроды для контактной сварки.
Керамические подкладки стали использоваться в сварке относительно недавно для обеспечения высокого качества сварочного шва и создания обратного валика. Керамические подкладки универсальны — их можно применять при любых типах сварки и в любых положениях свариваемых материалов, даже при изготовлении изогнутых швов.
В зависимости от типа свариваемых материалов и требуемых характеристик сварочного шва, электроды можно разделить на несколько групп:
Электроды для сварки углеродистых и низколегированных конструкционных сталей
К этой группе относятся электроды, предназначенные для сварки углеродистых сталей, содержащих до 0,25% углерода, и низколегированных сталей с временным сопротивлением разрыву до 590 МПа. Основными характеристиками электродов являются механические свойства металла шва и сварного соединения: временное сопротивление разрыву, относительное удлинение, ударная вязкость, угол изгиба. По этим показателям электроды классифицируются на следующие типы (цифры за буквой «Э» соответствуют минимальному временному сопротивлению разрыву металла шва или сварного соединения в кгс/мм2): Э38, Э42, Э46 и Э50 — для сварки сталей с временным сопротивлением до 490 МПа; Э42А, Э46А и Э50А — для сварки сталей, когда к металлу шва предъявляются повышенные требования по относительному удлинению и ударной вязкости; Э55 и Э60 — для сварки сталей с временным сопротивлением разрыву свыше 490 МПа и до 590 Мпа.
В зависимости от типа покрытия электроды для сварки углеродистых и низколегированных сталей характеризуются различным уровнем сварочно-технологических свойств. Типом покрытия в значительной степени определяется возможность ведения сварки во всех пространственных положениях, род сварочного тока, производительность сварочного процесса, склонность к образованию пор, а в некоторых случаях — содержание водорода в наплавленном металле и склонность сварных соединении к образованию тещин.
Различают следующие виды покрытий: Кислое, рутиловое, ильменитовое, основное,целлюлозное и смешанное.
Основу кислого покрытия электродов составляют оксиды железа, марганца и кремния. По механическим свойствам металла шва и сварного соединения электроды относятся к типам Э38 и Э42. Электроды с кислым покрытием не склонны к образованию пор при сварке металла, покрытого окалиной или ржавчиной, а также при удлинении дуги. Сварку можно выполнять постоянным и переменным током. Но при использовании таких электродов металл шва имеет повышенную склонность к образованию горячих трещин.
Основу рутилового покрытия составляет одноименный концентрат (природный диоксид титана). Металл шва, выполненный такими электродами, соответствует спокойной или полуспокойной стали. Стойкость металла шва против образования трещин у электродов с рутиловым покрытием выше, чем у электродов с кислым покрытием. По механическим свойствам металла шва и сварного соединения большинство марок электродов относятся к электродам типа Э42 и Э46.
Рутиловые электроды обладают целым рядом преимуществ по сравнению с другими видами электродов. Они обеспечивают стабильное и мощное горение дуги при сварке переменным током, малые потери металла на разбрызгивание, легкую отделимость шлаковой корки, отличное формирование шва. Рутиловые электроды мало чувствительны к образованию пор при изменении длины дуги, при сварке влажного и ржавого металла и при сварке о окисленной поверхности.
В состав ильменитового покрытия электродов в качестве основного компонента входит ильменитовый концентрат (природный концентрат диоксида титана и железа). Такие электроды по свойствам занимают промежуточное положение между электродами с кислым и рутиловым покрытиями.
В электроды с основным покрытием входят карбонаты и фтористые соединения. Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. Благодаря низкому содержанию газов, неметаллических включений и вредных примесей, металл шва отличается высокими показателями пластичности и ударной вязкости при нормальной и пониженной температурах. Кроме того металл шва обладает повышенной стойкостью против образования горячих трещин. По механическим свойствам металла шва и сварных соединений электроды с основным покрытием относятся к электродам типа Э42А, Э46А, Э50А и Э60.
Но по технологическим характеристикам электроды с основным покрытием уступают другим видам электродов. Их недостатки — высокая чувствительность к образованию пор при увлажнении покрытия и удлинении дуги. Сварка обычно ведется постоянным током обратной полярности. Перед сваркой электроды с основным покрытием требуют обязательной прокалки при температурах (250-420°С). Целлюлозный тип покрытия содержит большое количество (до 50%) органических составляющих, как правило, целлюлозы. Металл, наплавленный целлюлозными электродами, по химическому составу соответствует полуспокойной или спокойной стали. По механическим свойствам металла шва и сварных соединений электроды с целлюлозным покрытием соответствуют электродам Э42, Э46 и Э50. Для целлюлозных электродов характерно образование равномерного обратного валика шва при односторонней сварке на весу, возможность сварки вертикальных швов способом сверху вниз. Но, в то же время металл шва содержит повышенное количество водорода.
studfiles.net
Сварочные материалы | Сварка и сварщик
Покрытые сварочные электроды
Область применения
Тип стали | Марка стали | Марка электрода |
Углеродистая | Ст2сп, Ст2пс, Ст3Гпс, Ст3пс, 08,10, 20 | АНО-4* , АНО-6М* , МР-3*, ОЗС-4*, АНО-18*, АНО-24* , УОНИ-13/45, УОНИ-13/55, ИТС-4С, ТМУ-21У, ЦУ-5, ЦУ-6, ЦУ-7, ЦУ-8, ТМУ-46. ТМУ-50, ВСЦ-4А** |
Ст4пс, 15Л, 20Л.25Л | УОНИ-13/45, У0НИ-13/55, ИТС-4С, ЦУ-5, ТМУ-21У, ЦУ-7, ЦУ-8, ТМУ-46, ТМУ-50, ВСЦ-4А** | |
Низколегированная конструкционная | 15ГС, 16ГС, 17ГС, 14ГН, 16ГН, 09Г2С, 10Г2С1, 14ХГС, 20ГСЛ,17Г1С, 17Г1СУ | ЦУ-5, УОНИ-13/55, ТМУ-21У, ЦУ-7, ЦУ-8, ИТС-4С, ВСЦ-4А** |
Низколегированная теплоустойчивая | Для труб диаметром 100 мм и менее: 12МХ, 15ХМ, 12Х2М1, 12X1МФ, 12Х2МФБ, 12Х2МФСР | ТМЛ-1У, ЦЛ-38, ЦЛ-39, ЦУ-2ХМ, ТМЛ-3У |
Для труб диаметром более 100 мм: 12МХ, 15ХМ, 20ХМЛ | ТМЛ-1У, ЦУ-2ХМ, ЦЛ-38 | |
12Х1МФ, работающая при температуре среды до 510 °С | ТМЛ-1У, ЦУ-2ХМ, ЦЛ-20, ЦЛ-38, ЦЛ-39, ТМЛ-ЗУ | |
12Х1МФ, 15Х1М1ФЛ, 20ХМФЛ, 15Х1М1Ф-ЦЛ, 15X1М1Ф, работающие при температуре среды до 570°С | ЦЛ-20, ЦЛ-39, ЦЛ-45, ТМЛ-ЗУ | |
Высоколегированная, коррозионностойкая, жаростойкая, жаропрочная | Для труб диаметром 100 мм и менее: 12Х18Н9Т, 12Х18Н10Т, 12Х18Н12Т | ЭА-400/10У, ЦТ-26, ЭА-400/1 ОТ, ЦТ-26М, ЦТ-15, ЦТ-15К |
12Х11В2МФ | ЭА-400/10У, ЭА-400/10Т |
*Можно применять для сварки трубопроводов III и IV категорий**Можно применять для сварки корневого шва трубопроводов диаметром 219 мм и более из углеродистых и низколегированных сталей
Основные требования к покрытым электродам
- покрытие не имеет сколов, вздутий, неравномерности;
- дуга легко зажигается и стабильно горит;
- покрытие плавится без образовании «козырька», без чрезмерного разбрызгивания;
- качественно формируется шов. Шлак легко удаляется.
Перед сваркой электроды прокаливают согласно режиму, при веденному в ОСТе, ТУ или на упаковке электродов.
Прокаливать можно не более трех раз. Если после этого электроды по казали неудовлетворительные сварочно-технологические свойства, то их применять нельзя.
Рекомендуемые режимы прокалки
Марка электрода | Температура, °С | Продолжительность, ч |
ТМУ-21У; ЦУ-5; УОНИ-13/55; ТМЛ-ЗУ; ТМУ-50; ТМУ-46; ЦЛ-9; ЭА-400/10Т; ЦТ-15 | 380 - 400 | 1-1,5 |
ЦУ-6; ЦУ-7; ЦУ-8; ИТС-4С; УОНИ-13/45; ТМЛ-1У; ЦЛ-39; ЦЛ-20; ЦУ-2ХМ; ЭА-395/9; ЭА-400/10У | 360 - 370 | 1,5 - 2 |
ЦЛ-45; ЦП-25/1; ЦЛ-25/2; ЦТ-10; ЦТ-26; ЦТ-26М; ЦТ-15К | 330 - 350 | 1,5 |
МР-3; АНО-4; АНО-6М; ОЗС-4; АНО-18; АНО-24 | 180 - 200 | 1 |
ВСЦ-4А | 90-110 | 1 |
Сварочная проволока
Сварочную проволоку сплошного сечения применяют в качестве присадка при ручной аргонодуговой сварке W-электродом, газовой ацетилено-кислородной сварке. Поверхность проволоки должна быть чистой, без окалины, ржавчины, масла и грязи.
Проволоки Св-08МХ, Св-08ХМ и Св-09ХМФА применяют для аргонодуговой сварки только легированных сталей с содержанием кремния не более 0,25%.
Проволоки Св-08МХ, Св-08ХМ и Св-09ХМФА применяют для сварки трубопроводов с температурой среды до 510°С включительно, а также для сварки корневого шва независимо от параметров рабочей среды.
При ручной аргонодуговой сварке корневого шва трубопроводов с толщиной стенки более 10 мм из хромомолибденовых и хромомолибденованадиевых сталей используют проволоку Св-08Г2С или Св-08ГС.
Область применения
Тип и марка стали | Марка проволоки | ||
Ручная аргонодуговая сварка W-электродом | Ручная газовая сварка ацетиленокислородным пламенем | ||
Углеродистая Ст2; СтЗ; Ст4; Ст3Г; 08; 10; 20; 15Л; 20Л; 25Л | Св-08ГА-2; Св-08Г2С; Св-08ГС | Св-08; Св-08А: Св-08ГА; Св-08ГС; Св-08Г2С: Св-08МХ | |
Низколегированная конструкционная 15ГС; 16ГС; 17ГС; 14ГН; 16ГН; 09Г2С; 10Г2С1; 14ХГС; 20ГСЛ; 17Г1С; 17Г1СУ | Св-08ГС; Св-08Г2С | Св-08ГС; Св-08Г2С | |
| Легированная теплоустойчивая | 12МХ; 15ХМ; 20ХМЛ; 12Х2М1 | Св-08МХ; Св-08ХМА-2; Св-08ХМ; Св-08ХГСМА | Св-08МХ; Св-08ХМ; Св-08ХМФА |
12Х1МФ | СВ-08ХГСМФА; Св-08ХМ; Св-08ХМФА; СВ-08МХ: Св-08ХМА-2 | Св-08МХ; Св-08ХМ; Св-08ХМФА | |
15Х1М1Ф; 20ХМФЛ; 15Х1М1ФЛ; 12Х2МФСР; 15Х1М1Ф-ЦЛ; 12Х2МФБ | Св-08ХМФА; Св-08ХГСМФА; Св-08ХГСМФА2; Св-08ХМФА2 | - | |
Высоколегированная коррозионностойкая, жаростойкая и жаропрочная | 08X18h20T; 12X18h22T; 12X18h20T; | Св-04Х19Н11МЗ; Св-08Х19Н10Г2Б; Св-04Х20Н10Г2Б; СВ-01Х19Н9; Св-04Х19Н9; Св-06Х19Н9Т | - |
12Х11В2МФ | Св-10Х11НВМФ; Св-12Х11НМФ | ||
Газы
В качестве защитного газа при ручной аргонодуговой сварке W-электродом используют аргон высшего и первого сортов по ГОСТ 10157-79. Допускается газообразный или жидкий аргон.
Перед использованием защитный газ необходимо проверить. На пластину или трубу наплавляют контрольный валик длиной 100-150 мм и по внешнему виду поверхности наплавки определяют качество защиты. Если в наплавленном металле шва обнаружат поры, газ бракуется.
Для газовой сварки используют технический ацетилен но ГОСТ 5457-75, поставляемый в баллонах или получаемый в газогенераторах из карбида кальция по ГОСТ 1460-81.
Карбид кальция СаС2 - твердое вещество темно-серого или коричневого цвета, при взаимодействии которого с водой образуется ацетилен С2Н2. В зависимости от грануляции карбида кальция различен выход ацетилена.
Допускается использовать газообразный кислород только первого или второго сорта по ГОСТ 5583-78.
Ориентировочные размеры кусков карбида кальция, мм х мм | Выход ацетилена, л/мин | |
I сорта | II сорта | |
2x8 | 255 | 235 |
8x15 | 265 | 245 |
15 х 25 | 275 | 255 |
25 х 80 | 285 | 265 |
Неплавящиеся электроды
Применяют стержни как из чистого вольфрама, так и легированные тугоплавкими окислами (ГОСТ 23949-80):
ЭВЧ - чистый вольфрам;ЭВЛ - с окисью лантана;ЭВИ - с окисью иттрия;ЭВТ - с окисью тория.
Электроды марки ЭВЧ используют для сварки на переменном токе, а прочие - для сварки на переменном и постоянном токах прямой и обратной полярности.
Перед сваркой неплавящийся электрод затачивают.

Сварочные материалы должны соответствовать требованиям стандартов и технических условий, подтвержденным сертификатом изготовителя. Марки, сортамент, условия хранения и подготовки должны соответствовать технической документации на сварку
weldering.com
выбор, предназначение и характеристики – Осварке.Нет
Сварочными материалами называют расходные материалы используемые для сварки и родственных технологий.
Существует большое количество сварочных материалов разного назначения. Согласно их назначению можно выделить отдельные группы сварочных материалов.
Виды электродных материалов
Электродные и присадочные материалы

Покрытые электроды
Электродные материалы предназначены для подведения сварочного тока к дуге. Бывают плавящиеся электроды, которые в тоже время выполняют функцию присадочного материала для заполнения зазора между кромками. Неплавящиеся электроды изготавливают из вольфрама (реже угольные или графитовые) и предназначены только для подведения тока к сварочной дуге. Покрытые электроды и присадочные материалы изготавливают из разных сталей, алюминия, меди, титана и других металлов и сплавов для сварки металлов разных видов. Покрытые электроды кроме металлического стержня содержат на своей поверхности покрытие, которое при плавлении создает защитную газовую среду.
Сварочная проволока
Сварочную проволоку можно разделить на два вида: проволока сплошного сечения, порошковая проволока. Проволока сплошного сечения используется преимущественно для сварки в защитных газах и под флюсом, так как не обладает защитными свойствами. Служит для подведения тока к дуге и как присадочный материал.
Порошковая проволока представляет собой тонкую стальную ленту свернутую в трубку внутри которой находится флюс и другие вещества. Технология сварки порошковой проволокой подразумевает два варианта исполнения — с использованием защитного газа, без защитного газа. Для каждого из вариантов предназначены соответствующие марки порошковой проволоки. Проволоку для сварки без защитного газа еще называют самозащитной.
Другие материалы для сварки
К числу других материалов для сварки можно отнести: защитные газы, материалы для газопламенных работ, подкладки, флюсы, порошки и т.д.
Существует большое количество сварочных материалов предназначенных для наплавки, такие как наплавочные проволоки и ленты. Особенность таких материалов, более высокая продуктивность при выполнении наплавки и восстановлении сработанных деталей.
На отечественном рынке сварочных материалов представлено достаточно много продукции зарубежного производства, изготовленной и маркированной по зарубежным стандартам. В связи с этим возникает трудность при выборе сварочных материалов. На страницах нашего сайта, по возможности мы будем выкладывать материалы, как выбирать импортные сварочные материалы и их отечественные аналоги.
osvarke.net
Материалы для сварки - Статьи

Вообще, под общим понятием «материалы для сварки» следует понимать расходные материалы, используемые непосредственно в процессе сварки. В зависимости от вида сварки в качестве материалов для сварки могут быть использованы сварочная проволока, электроды, защитные газы, флюсы, присадочные прутки, керамические подкладки и прочее. Сварочные флюсы – это материалы, применяемые при сварочных работах для защиты зоны сварки, химической очистки свариваемых поверхностей, а также улучшения качества шва. К примеру, при газовой сварке широко применяются такие компоненты, как борная кислота, бура, хлориды и фториды. Они образуют защитный жидкий слой, в котором растворяются образующиеся на свариваемых поверхностях оксиды. При электрошлаковой сварке применяются измельченные композиции весьма сложного состава, образующие токопроводящий расплав.
 Защитные газы в основном предназначены для защиты дуги и сварочной ванны от негативного воздействия воздушной среды. Защитные газы подразделяются на активные и инертные. Инертные газы (при сварочных работах могут применяться гелий, аргон и смеси, в состав которых входят эти газы) применяются для предотвращения возможности вступления свариваемых металлов в реакции с химическими элементами, содержащимися в воздушной среде. Активные защитные газы (углекислый газ, его смесь с аргоном и/или кислородом) применяются для защиты, а в некоторых случаях и обогащения металла в сварочной ванне.
Защитные газы в основном предназначены для защиты дуги и сварочной ванны от негативного воздействия воздушной среды. Защитные газы подразделяются на активные и инертные. Инертные газы (при сварочных работах могут применяться гелий, аргон и смеси, в состав которых входят эти газы) применяются для предотвращения возможности вступления свариваемых металлов в реакции с химическими элементами, содержащимися в воздушной среде. Активные защитные газы (углекислый газ, его смесь с аргоном и/или кислородом) применяются для защиты, а в некоторых случаях и обогащения металла в сварочной ванне.
Относительно недавно для обеспечения хорошего качества сварочного шва и образования обратного валика стали применяться при сварочных работах керамические подкладки. Керамические подкладки весьма универсальны - их можно применять практически при любых типах сварки и при любых положениях свариваемых материалов.
Основной функцией сварочных электродов при сварочном процессе является подача электроэнергии для нагрева в место сварки. Помимо этого, при помощи электродов имеется возможность существенно менять химический состав сварочного шва или производить легирование свариваемых металлов в месте сварки. При дуговой сварке обычно применяются плавящиеся электроды, к которым можно отнести сварочную проволоку (сплошную и порошковую), присадочные прутки, сварочные пластины и ленты. При помощи таких электродов происходит введение присадочного материала.
Неплавящиеся электроды – это специальные электроды и электродные стержни для контактной сварки, а также сварки путем расплавления кромок свариваемого изделия с применением присадочного материала и без него. В зависимости от видов свариваемых материалов, а так же требуемых характеристик сварочного шва, плавящиеся сварочные электроды можно отнести к нескольким группам.
В зависимости от видов свариваемых материалов, а так же требуемых характеристик сварочного шва, плавящиеся сварочные электроды можно отнести к нескольким группам.
1. Электроды, используемые при сварке углеродистых и низколегированных конструкционных сталей. Основными характеристиками электродов этой группы являются механические свойства получаемого сварного соединения. А именно, временное сопротивление разрыву, ударная вязкость, относительное удлинение и угол изгиба. По этим показателям электроды этой группы подразделяются на определенные типы (Э38, Э42, Э46, Э42А, Э46А, Э50А, Э55, Э60). Тип покрытия электродов для сварки углеродистых сталей и низколегированных сталей оказывает существенное влияние на уровень сварочно-технологических свойств. В частности, типом покрытия в весьма значительной степени определяются возможность осуществления сварки в различных пространственных положениях, а также род сварочного тока и склонность к образованию в сварных соединениях пор и трещин. На сегодняшний день в большинстве случаев применяются рутиловые, основные, кислые, целлюлозные и смешанные виды покрытий сварочных электродов. 2. Электроды, применяемые при сварке конструкционных легированных сталей повышенной и высокой прочности. В настоящее время применяется два технологических варианта проведения сварки конструкций из этих видов сталей: без проведения последующей термической обработки и с последующей обязательной термической обработкой сварных швов. Для сварки конструкционных сталей высокой и повышенной прочности рекомендованы к применению следующие типы сварочных электродов: Э70, Э85, Э100, Э125 и Э150.
3. Электроды, используемые для наплавки. В эту категорию входят электроды, применяемые при дуговой наплавке поверхностных слоев с особыми свойствами. Существует достаточно большое количество электродов этого типа (например, электроды Э-16Г2ХМ, Э-10Г2, Э-11Г3 и т.д.). В зависимости от условий работы наплавленного металла и системы легирования электроды для наплавки разделяются на соответствующие группы.
4. Электроды, применяемые для сварки и наплавки чугуна.
Это электроды, предназначенные для устранения разного рода дефектов в чугунных изделиях, а также электроды, применяемые при восстановлении изношенных деталей (электроды марок ОЗЧ-2, ОЗЧ-6, МНЧ-2, ЦЧ-4 и др.).
5. Электроды, применяемые для сварки высоколегированных сплавов и сталей. Для этих целей предназначаются электроды для сварки коррозионно-стойких материалов (электроды типов Э-12Х13, Э-07Х20Н9 и др.), а также электроды для сварки жаропрочных и жаростойких материалов (электроды типов 30Х24Н23ГБ, 06Х20Н60М14В и др.).
6. Электроды для сварки теплоустойчивых марок сталей. Это электроды, предназначенные для сварки теплоустойчивых низколегированных и легированных сталей, изделия из которых в последующем эксплуатируются при очень высоких температурах (электроды марок ЦЛ-17, ТМЛ-3У, ОЗС-11, АНЖР-2 и др.).
7. Электроды для сварки цветных металлов. К этой группе электродов относятся электроды, применяемые при сварке меди, алюминия, никеля и их сплавов. В большинстве случаев электроды этой группы не стандартизованы и выпускаются по отдельным техническим условиям.

Зарегистрируйтесь, чтобы голосовать!
Проголосовало: 0 Оценка: 0
poremontu.ru
Материалы сварочные - это... Что такое Материалы сварочные?
ГОСТ Р ЕН 12074-2010: Материалы сварочные. Требования к системе менеджмента качества при изготовлении, поставке и продаже материалов для сварки и родственных процессов — Терминология ГОСТ Р ЕН 12074 2010: Материалы сварочные. Требования к системе менеджмента качества при изготовлении, поставке и продаже материалов для сварки и родственных процессов: 3.2 поставщик (supplier): Лицо или организация, которые… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 14175-2010: Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов — Терминология ГОСТ Р ИСО 14175 2010: Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов оригинал документа: 3.7 газовая смесь (mixture): Газ, состоящий из основного газа и одного или более компонентов.… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ЕН 13479-2010: Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением — Терминология ГОСТ Р ЕН 13479 2010: Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением: 3.2 изготовитель (manufacturer): Лицо или организация, ответственные за качество конечного продукта,… … Словарь-справочник терминов нормативно-технической документации
сварочные материалы — Материалы (сварочные флюсы, электроды и защитные газы), примен. при сварке для обеспеч. задан. процесса и получения сварного соединения. [http://metaltrade.ru/abc/a.htm] Тематики металлургия в целом EN welding materials … Справочник технического переводчика
сварочные материалы — [welding materials] материалы (сварочные флюсы, электроды и защитные газы), применяемые при сварке для обеспечения заданного процесса и получения сварного соединения; Смотри также: Материалы шихтовые материалы … Энциклопедический словарь по металлургии
Материалы — 7.1.1. Материалы Материалы должны быть пригодны для конкретной области применения аппарата и обеспечивать требования, предъявляемые к нему. При выборе материалов необходимо обратить особое внимание на огнестойкость, влагостойкость и необходимость … Словарь-справочник терминов нормативно-технической документации
Материалы — [materials] (Смотри также Сплавы): Абразивные материалы используется в виде зерен, скрепленных связкой в различные по форме и назначению абразивные инструменты, или нанесенные на гибкую основу (ткань, бумагу и др.) в виде шлифовальной бумаги, а… … Энциклопедический словарь по металлургии
Сварочные материалы — флюсы, электроды и защитные газы, применяемые при сварке (См. Сварка) для обеспечения заданного процесса и получения сварного соединения (См. Сварное соединение). К С. м. относятся сварочные флюсы, электроды и защитные газы. … … Большая советская энциклопедия
сварочные материалы — 5.5.6 сварочные материалы: Все материалы, такие как присадочные материалы, газ, флюс или паста, расходуемые в процессе сварки и способствующие формированию сварного шва. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь.… … Словарь-справочник терминов нормативно-технической документации
шихтовые материалы — [charge (burden) materials] компоненты шихты, подлежащей переработке в металлургическом агрегате. К ним относятся руды, рудные концентраты и агломераты, металлический лом, оборотные шлаки, пыль из уловительных устройств, флюсы и топливо (например … Энциклопедический словарь по металлургии
construction_materials.academic.ru
Назначение сварочных материалов
НАЗНАЧЕНИЕ СВАРОЧНЫХ МАТЕРИАЛОВ
При сварке плавлением монолитное, неразъемное сварное соединение получается в результате расплавления либо кромок свариваемого металла, либо кромок и дополнительного присадочного металла с образованием общей металлической сварочной ванны и последующей кристаллизацией этой ванны после прекращения действия теплоты источника нагрева. В большинстве случаев сварку проводят с введением присадочного металла в виде проволок, стержней, пластин и т. п., электрически связанных с источником теплоты (дуговая сварка плавящимся электродом, электрошлаковая сварка) или вводимых независимо (дуговая сварка неплавящимся электродом, электронно-лучевая, плазменная сварка).
Физико-металлургические процессы, протекающие при сварке (па торце электрода, в дуге, ванне), должны обеспечить металл шва такого химического состава, при котором были бы получены необходимые его свойства: отсутствие дефектов (трещин, пор и др.), равнопрочность с основным (свариваемым) металлом и другие свойства, определяемые условиями его работы. Этого можно достичь легированием металла шва присадочным металлом, покрытием, флюсом либо применением особых методов защиты зоны сварки (защитных газов, вакуума) при сварке без добавочных материалов.
Присадочный металл и другие вещества, используемые при сварке плавлением с целью получения непрерывного, неразъемного соединения, удовлетворяющего определенным требованиям, принято называть сварочными материалами.
К сварочным материалам относят сварочную проволоку, присадочные прутки, порошковую проволоку, плавящиеся покрытые электроды, неплавящиеся электроды, различные флюсы, защитные (активные и инертные) газы.
Указанные материалы должны обеспечить требуемые геометрические размеры и свойства сварного шва; хорошие технологические условия ведения процесса сварки; высокую производительность и экономичность процесса; необходимые санитарно-гигиенические условия труда при их производстве и сварке.
Это достигается тем, что сварочные материалы участвуют:
а) в защите расплавленного металла в зоне протекания металлургических процессов, а в некоторых случаях и нагретого твердого металла от вредного действия атмосферного воздуха (насыщения его газами атмосферы) в течение всего процесса сварки- в процессе расплавления, переноса в дуге, пребывания в сварочной ванне, кристаллизации;
б) в регулировании химического состава металла шва путем ого легирования и раскисления;
в) в очистке (рафинировании) металла шва - удалении серы, фосфора, включений окислов и шлаков;
г) в очистке металла шва от водорода и азота;
д) в ряде случаев в модифицировании, измельчении первичной структуры шва.
Присадочный металл (в виде сварочной, электродной или присадочной проволоки, стержня электрода), имеющий определенный химический состав, и дополнительные сродства (в виде толстого покрытия на электроде, флюса или защитного газа либо порошка в порошковой проволоке) в комплексе обеспечивают газовую, шлаковую или комбинированную газошлаковую защиту зоны сварки от воздуха, стабилизацию горения дуги, раскисление и легирование металла шва, очистку его от вредных примесей и газов и предотвращают образование в нем трещин и т.п.
Следовательно, при сварке осуществляется сложная физико-химическая обработка электродного и основного металла, происходящая в газовой и шлаковой фазах и завершающаяся в сварочной ванне, что приводит к образованию шва нужного состава с требуемыми свойствами; эту обработку обычно называют металлургическими или физико-металлургическими процессами сварки.
Присадочный (дополнительный) металл обычно требуется для получения шва с необходимыми геометрическими размерами, так как в большинстве случаев расплавление только кромок основного металла не обеспечивает получение усиления шва и заполнение зазора и разделки кромок (если она есть). Если дополнительный металл в процессе сварки расплавляется в виде сварочной (электродной) проволоки, стержней и т.д., включенных в сварочную цепь, он обычно называется электродным, а если он не включен в сварочную цепь, - присадочным.
3акристаллизовавшийся металл шва состоит из смешанных в жидком состоянии (в сварочной ванне) расплавленных основного и присадочного металлов, Поэтому доли их участия определяют по исходной конфигурации кромок до расплавления и конечным геометрическим размерам шва.
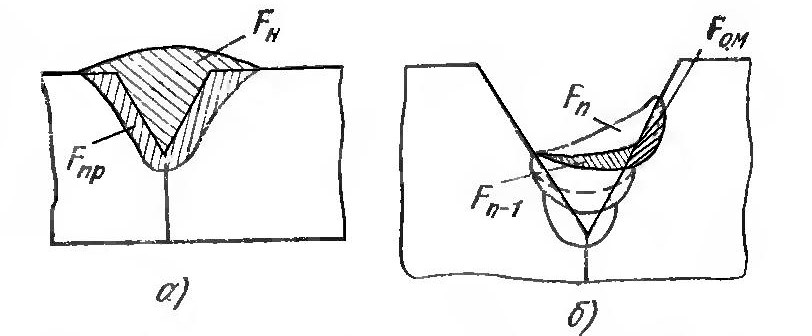
Рис. 1. Определение доли участия металла в формировании шва
Площадь поперечного сечения шва
Fш=Fпр+Fн,
где Fпр и Fн - площади поперечного сечения расплавленных основного и дополнительного металлов, см2; Fн обычно называют площадью поперечного сечения наплавленного металла.
Доля участия наплавленного металла в формировании шва образовании шва (рис. 1, а)
γо=Fпр/(Fпр+Fн).
Соответственно доля участия наплавленного металла в образовании шва
γн=Fн/(Fпр+Fн).
При этом γо+γн=1, а γн=1-γо,. Величины Fпр и Fн , γо и γн непосредственно зависят от метода и режима сварки, формы подготовки кромок и определяются расчетом по эмпирическим формулам или графикам.
Содержание рассматриваемого элемента в металле шва определяется па основании правила смешения по формуле
[X]ш=γо[X]о.м+(1 - γо) [X]э±ΔХ,
где [Х]ш, [X]о.м, [X]э - концентрация рассматриваемого элемента соответственно в металле однослойного шва, основном и электродном металлах; ΔХ - обобщенное изменение данного элемента в составе основного и электродного металлов вследствие неизбежного взаимодействия расплавленного металла с окружающей средой - газами и шлаками.
При многослойной сварке, когда последующий валик (рис. 1, б) накладывают в разделке на основной металл (Fo.м) и предыдущий валик (Fn-1), их долю в образовании металла n-ro валика также следует учитывать. В этом случае площадь поперечного сечения шва
Fш=Fо.м+Fn-1+Fн
Соответственно доли участия каждого компонента в формировании шва
γо.м=Fо.м/Fш; γn-1=Fn-1/Fш; γн=Fн/Fш.
Если свариваются разнородные металлы, значительно различающиеся по химическому составу, участие их в формировании шва учитывается следующим образом:
Fо.м =Fо.м1+ Fо.м2;
Fш =Fо.м1+ Fо.м2+Fn-1+Fн.
Соответственно доля их участия в формировании шва
γо.м1=Fо.м1/Fш;γо.м2=Fо.м2/Fш.
Содержание рассматриваемого элемента в металле n-гo шва
[X]м.ш=γо.м[X]о.м+ γn-1[X]n-1 (1-γо.м-γn-1)[X]э±ΔХ.
oitsp.ru






