Большая Энциклопедия Нефти и Газа. Сварочная электрическая дуга представляет собой
Электрическая сварочная дуга - Большая Энциклопедия Нефти и Газа, статья, страница 1
Электрическая сварочная дуга
Cтраница 1
Электрическая сварочная дуга представляет собой мощный электрический разряд в газовой среде. Газ при низкой температуре не проводит электрический ток. Газ может проводить ток только при наличии в нем электрически заряженных частиц - ионов, и в этом случае его называют ионизированным. При дуговом разряде выделяется значительное количество тепла, происходит ионизация газа. [2]
Электрическая сварочная дуга представляет собой мощный эдактрй ескии даз щд в лжльно ионизированной среде, состоящей из положительных и отрицательных ионов и свободных электронов. Дуговой разряд характеризуется выделением большого количества теплоты и света. Температура сварочной дуги достигает QQQ C. Дуга состоит из трех областей - катодной, анодной и столба дуги. [4]
Электрическая сварочная дуга представляет собой процесс протекания электрического тока через газовый промежуток между двумя электропроводными телами и относится к устойчивому электрическому разряду в сильно ионизированной смеси газов и паров свариваемых металлов. [6]
Электрическая сварочная дуга представляет собой мощный электрический разряд, протекающий в газовой среде. Дуговой разряд характеризуется выделением большого количества тепла и света. [7]
Электрическая сварочная дуга представляет собой мощный электрический разряд, протекающий в газовой среде. Дуговой разряд характеризуется двумя основными особенностями: выделением значительного количества тепла и сильным световым эффектом. [8]
Электрическая сварочная дуга является разновидностью мощного дугового разряда в сильно ионизированной среде газов и паров различных материалов. Общие свойства различных видов сварочных дуг характеризуют следующие параметры: напряжение Us, ток / д и длина / д дуги. Дуга - нелинейный элемент электрической цепи, у которого отсутствует пропорциональная зависимость между током и напряжением. [10]
Электрическая сварочная дуга является разновидностью мощного дугового разряда в сильно ионизированной среде газов и паров различных материалов. Дуга - нелинейный элемент электрической цепи, у которого отсутствует пропорциональная зависимость между током и напряжением. [12]
Электрическая сварочная дуга является разновидностью мощного дугового разряда в сильно ионизированной среде газов и паров различных материалов. Общие свойства различных видов сварочных дуг характеризуют следующие параметры: напряжение [ / Д) ток / д и длина / д дуги. Дуга - нелинейный элемент электрической цепи, у которого отсутствует пропорциональная зависимость между током и напряжением. [14]
Страницы: 1 2 3 4 5
www.ngpedia.ru
ЭЛЕКТРИЧЕСКАЯ ДУГА И ЕЕ ПРИМЕНЕНИЕ ДЛЯ СВАРКИ
2.1. ПРИРОДА СВАРОЧНОЙ ДУГИ
Электрическая дуга представляет собой один из видов электрических разрядов в газах, при котором наблюдается прохождение электрического тока через газовый промежуток под воздействием электрического поля. Электрическую дугу, используемую для сварки металлов, называют сварочной дугой. Дуга является частью электрической сварочной цепи, и на ней происходит падение напряжения. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному — катодом. Если сварка ведется на переменном токе, каждый из электродов является попеременно то анодом, то катодом.
Промежуток между электродами называют областью дугового разряда или дуговым промежутком. Длину дугового промежутка называют длиной дуги. В обычных условиях при низких температурах газы состоят из нейтральных атомов и молекул и не обладают электрической проводимостью. Прохождение электрического тока через газ возможно только при наличии в нем заряженных частиц — электронов и ионов. Процесс образования заряженных частиц газа называют ионизацией, а сам газ — ионизованным. Возникновение заряженных частиц в дуговом промежутке обусловливается эмиссией (испусканием) электронов с поверхности отрицательного электрода (катода) и ионизацией находящихся в промежутке газов и паров. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. Такую дугу принято называть свободной дугой в отличие от сжатой, поперечное сечение которой принудительно уменьшено за счет сопла горелки, потока газа, электромагнитного поля. Возбуждение дуги происходит следующим образом. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с нагретой поверхности катода происходит испускание электронов — электронная эмиссия. Выход электронов в первую очередь связывают с термическим эффектом (термоэлектронная эмиссия) и наличием у катода электрического поля высокой напряженности (автоэлектронная эмиссия). Наличие электронной эмиссии с поверхности катода является непременным условием существования дугового разряда.
По длине дугового промежутка дуга разделяется на три области (рис. 2.1): катодную, анодную и находящийся между ними столб дуги.
|
© Рис. 2.1. Строение электрической дуги и распределение напряжения в ней: 1 — катодная область; 2 — столб дуги; 3 — анодная область |

Катодная область включает в себя нагретую поверхность катода, называемую катодным пятном, и часть дугового промежутка, примыкающую к ней. Протяженность катодной области мала, но она характеризуется повышенной напряженностью и протекающими в ней процессами получения электронов, являющимися необходимым условием для существования дугового разряда. Температура катодного пятна для стальных электродов достигает 2400-2700 °С. На нем выделяется до 38 % общей теплоты дуги. Основным физическим процессом в этой области является электронная эмиссия и разгон электронов. Падение напряжения в катодной области ик составляет порядка 12-17 В.
Анодная область состоит из анодного пятна на поверхности анода и части дугового промежутка, примыкающего к нему. Ток в анодной области определяется потоком электронов, идущих из столба дуги. Анодное пятно является местом входа и нейтрализации свободных электронов в материале анода. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты, чем на катоде. Анодная область также характеризуется повышенной напряженностью. Падение напряжения в ней Ua составляет порядка 2-11 В. Протяженность этой области также мала.
Столб дуги занимает наибольшую протяженность дугового промежутка, расположенную между катодной и анодной областями. Основным процессом образования заряженных частиц здесь является ионизация газа. Этот процесс происходит в результате соударения заряженных (в первую очередь электронов) и нейтральных частиц газа. При достаточной энергии соударения из частиц газа происходит выбивание электронов и образование положительных ионов. Такую ионизацию называют ионизацией соударением. Соударение может произойти и без ионизации, тогда энергия соударения выделяется в виде теплоты и идет на повышение температуры дугового столба. Образующиеся в столбе дуги заряженные частицы движутся к электродам: электроны — к аноду, ионы — к катоду. Часть положительных ионов достигает катодного пятна, другая же часть не достигает и, присоединяя к себе отрицательно заряженные электроны, ионы становятся нейтральными атомами.
Такой процесс нейтрализации частиц называют рекомбинацией. В столбе дуги при всех условиях горения ее наблюдается устойчивое равновесие между процессами ионизации и рекомбинации. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом сечении его одновременно находятся равные количества противоположно заряженных частиц. Температура столба дуги достигает 6000-8000 °С и более. Падение напряжения в нем (Uc) изменяется практически линейно по длине, увеличиваясь с увеличением длины столба. Падение напряжения зависит от состава газовой среды и уменьшается с введением в нее легко ионизующихся компонентов. Такими компонентами являются щелочные и щелочно-земельные элементы (Са, Na, К и др.). Общее падение напряжения в дуге Uд=Uк+Ua+Uc. Принимая падение напряжения в столбе дуги в виде линейной зависимости, его можно представить формулой Uc=Elc, где Е — напряженность по длине, lc — длина столба. Значения ик, Ua, E практически зависят лишь от материала электродов и состава среды дугового промежутка и при их неизменности остаются постоянными при разных условиях сварки. В связи с малой протяженностью катодной и анодной областей можно считать практически 1с=1д. Тогда получается выражение
II}{ = а + Ы}{, (2.1)
показывающее, что напряжение дуги прямым образом зависит от ее длины, где а=ик+иа; b=E. Непременным условием получения качественного сварного соединения является устойчивое горение дуги (ее стабильность). Под этим понимают такой режим ее существования, при котором дуга длительное время горит при заданных значениях силы тока и напряжения, не прерываясь и не переходя в другие виды разрядов. При устойчивом горении сварочной дуги основные ее параметры — сила тока и напряжение — находятся в определенной взаимозависимости. Поэтому одной из основных характеристик дугового разряда является зависимость ее напряжения от силы тока при постоянной длине дуги. Графическое изображение этой зависимости при работе в статическом режиме (в состоянии устойчивого горения дуги) называют статической вольтамперной характеристикой дуги (рис. 2.2).
| Рис. 2.2. Статическая вольтамперная характеристика дуги |
С увеличением длины дуги ее напряжение возрастает и кривая статической вольтамперной характеристики поднимается, выше с уменьшением длины дуги опускается ниже, качественно сохраняя при этом свою форму. Кривую статической характеристики можно разделить на три области: падающую, жесткую и возрастающую. В первой области увеличение тока приводит к резкому падению напряжения дуги. Это обусловлено тем, что с увеличением силы тока увеличивается площадь сечения столба дуги и его электропроводность. Горение дуги на режимах в этой области отличается малой устойчивостью. Во второй области увеличение силы тока не связано с изменением напряжения дуги. Это объясняется тем, что площадь сечения столба дуги и активных пятен изменяется пропорционально силе тока, в связи с чем плотность тока и падение напряжения в дуге сохраняются постоянными. Сварка дугой с жесткой статической характеристикой находит широкое применение в сварочной технологии, особенно при ручной сварке. В третьей области с увеличением силы тока напряжение возрастает. Это связано с тем, что диаметр катодного пятна становится равным диаметру электрода и увеличиваться далее не может, при этом в дуге возрастает плотность тока и падает напряжение. Дуга с возрастающей статической характеристикой широко используется при автоматической и механизированной сварке под флюсом и в защитных газах с применением тонкой сварочной проволоки.
Щ. в
|
|

Рис. 2.3. Статистическая вольтамперная характеристика дуги при разных скоростях подачи электродной проволоки: а — малая скорость; б — средняя скорость, в — большая скорость
При механизированной сварке плавящимся электродом иногда применяют статическую вольтамперную характеристику дуги, снятую не при постоянной ее длине, а при постоянной скорости подачи электродной проволоки (рис. 2.3).
Как видно из рисунка, каждой скорости подачи электродной проволоки соответствует узкий диапазон токов с устойчивым горением дуги. Слишком малый сварочный ток может привести к короткому замыканию электрода с изделием, а слишком большой — к резкому возрастанию напряжения и ее обрыву.
hssco.ru
Сварочная электрическая дуга - Большая Энциклопедия Нефти и Газа, статья, страница 1
Сварочная электрическая дуга
Cтраница 1
Сварочная электрическая дуга может устойчиво гореть не только в атмосфере воздуха или защитных газов, но и в воде. При этом в зоне дуги под влиянием высокой температуры происходит испарение воды и дуга практически горит в атмосфере водяных паров, внутри газового непрерывно возобновляющегося пузыря, так как газы и пары в виде мелких пузырьков поднимаются на поверхность. Выделяемая в дуге энергия столь значительна, что дуга не угасает от охлаждения места сварки массой воды и вследствие расхода энергии на парообразование. [1]
Сварочная электрическая дуга является мощным источником видимого и невидимого излучения. [2]
Питание сварочной, электрической дуги осуществляется при сварке на постоянном токе сварочными генераторами ( табл. 53), приводимыми во вращение электродвигателями переменного тока или бензиновыми двигателями. [3]
Источником теплоты при дуговой сварке плавлением является сварочная электрическая дуга. Сварочная дуга представляет собой мощный длительный электрический разряд между проводниками в ионизированной атмосфере газов и паров металла. Она образуется между электродом и основным металлом ( изделием) или между двумя электродами, имеющими разность потенциалов. [5]
Разработанные академиком Н. Н. Рыкалиным теоретические модели для Оценки распространения тепла при сварке плавлением с использованием традиционного источника - сварочной электрической дуги - находят широкое практическое применение и в настоящее время. Однако в последние десятилетия появились новые источники тепла ( Электронный луч, луч лазера), для которых разработанные ранее модели не отражают ряда физических аспектов взаимодействия этих источников со свариваемым материалом. Это не гсегда позволяет адекватно определить требуемые параметры режима процесса электронно-лучевой сварки для обеспечения необходимого качества материала в зоне сварки. Поэтому создание новых моделей, о следовательно, и новых подходов к определению Г т, учитывавших специфику физической стороны процесса взаимодействия луча с обрабатываемым материалом, является вахней практической задачей современной сварочной технологии. В этом случае требуется проно-дить процесс в узких рамках выбранных параметров режима с сохранением их высокой точности в течение всего процесса сварки. [6]
При сварке постоянным током питание сварочной электрической дуги происходит от сварочных машин, имеющих в качестве источника тока сварочные генераторы или выпрямители, а при переменном токе - от сварочных трансформаторов. [7]
Универсальный щиток-маска имеет наголовник, с помощью которого он надежно укрепляется на голове электросварщика и позволяет последнему работать длительное время без поддержки щитка-маски руками, и деревянную ручку, с помощью которой при снятом наголовнике электросварщик может производить работы, держа щиток в нужном положении рукой, не надевая его на голову. Щитки-маски не должны пропускать прямых излучений сварочной электрической дуги к глазам и лицу электросварщика и должны быть пригодны для работы как в закрытых помещениях, так и на открытом воздухе. [8]
Универсальный щиток-маска имеет наголовник, с помощью которого он надежно укрепляется на головке электросварщика и позволяет последнему работать длительное время без поддержки щитка-маски руками, и деревянную ручку, с помощью которой при снятом наголовнике электросварщик может производить работы, держа щиток в нужном положении рукой, не надевая его на голову. Щитки-маски не должны пропускать прямых излучений сварочной электрической дуги к глазам и лицу электросварщика и должны быть пригодны для работы как в закрытых помещениях, так и на открытом воздухе. [9]
ВДП) сводится к следующему. Между расходуемым электродом и ванной жидкого металла в водоохлаждаемом кристаллизаторе горит сварочная электрическая дуга постоянного тока. Переплав ведут в вакууме примерно 5 - 10 - 3 - 5 - Ю 2 мм рт. cm, на постоянном токе прямой полярности. Дуга переменного тока и постоянного тока обратной полярности в вакууме недостаточно устойчива. [11]
Страницы: 1
www.ngpedia.ru
Электрическая сварочная дуга
Основные сведения о сварочной дуге
Сварочная дуга представляет собой длительный электрический разряд, происходящий при атмосферном давлении в газовом промежутке между двумя электродами.
При всех основных и наиболее распространённых способах сварки обычно используется дуга прямого действия (рис. 1, а), горящая между электродами, из которых одним является стержень (металлический или угольный), а другим — свариваемый металл.
Дуга косвенного действия (рис1, б) образуется между двумя электродами (угольными или вольфрамовыми), расположенными под углом друг к другу. Эта дуга менее удобна для сварки и поэтому используется только при некоторых способах сварки, например при атомно-водородной сварке применяют дугу косвенного действия, горящую в атмосфере водорода между двумя вольфрамовыми электродами.
Схема дуги прямого действия постоянного тока, горящей между металлическим электродом 1 и свариваемым металлом 4, показана на рис. 1, а. Дуга состоит из столба 3, основание которого расположено в углублении (кратере) 7, образующемся на поверхности ванны 6 расплавленного металла. Столб дуги имеет цилиндрическую или слегка коническую форму. Верхняя часть столба соприкасается с сильно раскалённой поверхностью электрода / в области 8, называемой катодным пятном. Основание столба расположено на свариваемом металле и ограничивается областью 5, называемой анодным пятном При средних значениях сварочного тока (200—300 а) диаметр анодного пятна в 1,5 — 2 раза больше диаметра катодного пятна Катодное и анодное пятна ограничивают силовые линии тока, плотность которого в этих частях дуги велика и составляет:с/лш8 при ручной сварке покрытым электродом ........... 18—20при сварке под флюсом . . . . . . . 50—100 при сварке в защитной среде углекислого газа........... 75—300
Вещество столба, так называемая плазма, состоит из раскалённых, сильно ионизированных газов. В столбе сосредоточено основное количество энергии дуги, поэтому в его осевой части расположена и зона наиболее высоких температур дуги, достигающих здесь значений от 5500 до 7800е. Чем выше плотность тока в дуге, тем выше температура её столба. Снаружи столб окружён ореолом пламени 2 из нагретых паров и газов, имеющих более низкую температуру.
Рассмотрим условия, необходимые для возбуждения и горения дуги.
Газы и пары в обычных условиях являются электрически нейтральными веществами и почти не проводят ток. Электрический ток начинает проходить через газ только при наличии в нем частиц, несущих электрические заряды: электронов, положительных ионов, отрицательных ионов. Такой газ называется ионизирован-н ы м. Чем больше количество электронов и ионов, движущихся в газе, тем выше степень ионизации и электропроводность газа. Эти электрически заряженные частицы вещества и являются переносчиками электрической энергии в среде газа.
Электроном называется материальная частица, несущая один отрицательный электрический заряд. Масса электрона ничтожно мала, она в 1840 раз меньше массы атома водорода — самого лёгкого элемента в природе. Ионом называется атом или молекула вещества, несущая только положительный (положительный ион) или отрицательный (отрицательный ион) заряды.
Рассмотрим схематически процесс ионизации газа электронами, движущимися в промежутке между электродом и металлом (рис. 1, в).
Атомы веществ состоят из положительно заряженного ядра и окружающей его оболочки из отрицательно заряженных электронов. При нормальном состоянии вещества отрицательные заряды всех электронов атома уравновешиваются положительным зарядом ядра и поэтому атом электрически нейтрален, а газ, состоящий из таких атомов и молекул, не проводит электрического тока.
Представим теперь, что с поверхности катода начинают вылетать свободные электроны (см. рис. 1, в). Это явление носит название эмиссии электронов*. Под действием электрического поля в катодной зоне движение электронов сильно ускоряется. При столкновении с нейтральными атомами газа электроны, обладая большой энергией движения, выбивают из оболочки более тяжёлого и поэтому менее подвижного атома один или несколько электронов.
Эти электроны уже со значительно меньшей скоростью движутся к положительно заряженному аноду под действием его электрического поля. Атом, потерявший с выбитыми из его оболочки электронами часть отрицательного электричества, становится положительным ионом, который устремляется к отрицательно заряженному катоду. При ударе о поверхность катода положительный ион выбивает из него электроны: часть из них он захватывает, превращаясь снова в нейтральный атом, а часть электронов через столб дуги устремляется к аноду. Отрицательные ионы образуются из нейтральных атомов при захватывании ими свободных электронов. Так как отрицательные ионы способны образовывать не все элементы, то в ионизированных газах отрицательных ионов содержится меньше, чем положительных.
Образование электрически заряженных частиц в среде газов и паров называется объёмной ионизацией. Ионизация возникает не только при соударении электронов с молекулами й атомами газа. Её могут вызывать также энергия светового излучения (особенно ультрафиолетовые лучи) или нагревание газов и паров до температуры 2000°. Ионизация газа под влиянием нагрева, вызывающего ускорение движения частиц газа и увеличивающего число их столкновений при высоких температурах, называется термической ионизацией*.
В дуге происходит также образование нейтральных атомов из положительных и отрицательных ионов или из положительных ионов и электронов. Эго явление носит название рекомбинации. Вследствие этого процессы образования и исчезновения заряженных частиц в газе при данной температуре взаимно уравновешиваются и степень ионизации нагретого газа остаётся постоянной при существующих условиях горения дуги.
Степенью ионизации называется отношение количества заряженных частиц в данном объёме к общему количеству частиц до момента ионизации. Если степень ионизации равна единице, то это означает, что все частицы газа в данном объёме имеют положительные или отрицательные электрические заряды. Чем ниже температура, при которой достигается данная степень ионизации газа или пара, тем легче в его среде возникает электрический дуговой разряд.
На рис. 2 показаны кривые зависимости степени термической ионизации атомов различных веществ от температуры. Из графика видно, что калий, натрий и кальций при температуре дуги обеспечивают достаточную степень ионизации. Поэтому присутствие паров этих веществ в столбе дуги облегчает возбуждение и повышает устойчивость горения дуги, вследствие чего указанные вещества всегда вводятся в составы различных электродных покрытий.
Рис. 1. Схема электрической дуги:а — прямого действия, б ~ косвенного действия, / — электроды, 2— факел дуги, «? — столб дуги, 4 — свариваемый металл, 5 — анодное пятно, 6 — ванна расплав* ленного металла, 7 — кратер, 8 —- катодное пятно, в — схема процесса объёмной ионизации газа электронами —г),, — Э2 — быстрые электроны, А, А —нейтральные атомы газа, Э/—ь е длинные электроны, —И отрицательный, -f И — положительный ион
Рис. 2. Зависимость степени термической ионизации различных элементов от температуры при атмосферном давлении:/—калий, 2 — натрий, 3 — кальций, 4 —марганец, 5 — железо, 6 — кремний,
7 — углерод, 8 — кислород, 9— азот
Рис. 3. Схема возникновения дуги между металлическим электродом и металлом:а — короткое замыкание, б — образование прослойки из жидкого металла, в— образование шейки, г—возникновение дуги, / — электрод, 2 — металл, 5 —дуга
Рис. 4. Статические характеристики дуги:1 — длина дуги 2 мм\ 2—длина дуги 5 мм\ 3 и 4— для дуг различной длины при высоких плотностях тона
Сварочная дуга может питаться от источника постоянного или переменного тока. Дуга может питаться постоянным током прямой и обратной полярности. При прямой полярности минус источника тока подключают к электроду, а при обратной полярности — к свариваемому изделию. При сварке угольным электродом дуга легче возбуждается и устойчивее горит, если ток имеет прямую полярность. Ток обратной полярности применяют в тех случаях, когда нужно уменьшить выделение тепла на свариваемом изделии: при сварке тонкого или легкоплавкого металла, чувствительных к перегреву легированных, нержавеющих и высокоуглеродистых сталей и т. д., а также при пользовании некоторыми видами электродов (например, с покрытием УОНИ-13).
Для определения полярности цепи постоянного тока в стакане воды растворяют половину чайной ложки поваренной соли, опускают в раствор оба провода цепи и включают сварочный ток. Тот провод, около которого происходит интенсивное выделение пузырьков газа (водорода), будет отрицательным, а второй — положительным. Концы проводов на длине 1—2 см должны быть очищены от изоляции. Для определения полярности тока применяют также специальные полюс указатели.
На рис. 5 показаны кривые изменения напряжения и тока в Дуге переменного тока за один период. Так как в каждом полупериоде ток (ед) и напряжение дуги (iVU изменяются от нуля до максимальных значений, то за этот же промежуток времени уменьшается температура столба дуги и степень ионизации дугового промежутка. Вследствие этого для возбуждения дуги после прохождения тока через нулевое значение необходимо повышенное напряжение, равное U/заж, которое больше нормального напряжения дуги С/д.
Для повышения устойчивости горения дуги переменного тока в покрытия электродов и в сварочные флюсы вводят элементы с низким потенциалом ионизации: калий, натрий и кальций, которые облегчают возбуждение дуги после того, как ток уменьшается до нуля, и одновременно изменяет своё направление на противоположное.
Вокруг дуги и в свариваемом металле возникают магнитные поля. Если эти поля расположены относительно оси дуги несимметрично, то они могут отклонять дугу, являющуюся гибким проводником тока, что затрудняет сварку. Отклоняющее действие магнитных полей на сварочную дугу носит название магнитного дутья.
Сила магнитного поля пропорциональна квадрату тока, поэтому магнитное дутье особенно заметно при сварке постоянным током значительной величины (свыше 300—400 а). При сварке переменным током толсто покрытыми электродами и сварке под флюсом явление магнитного дутья сказывается значительно слабее, чем при постоянном токе и при применении голых или тонко покрытых электродов.
На величину магнитного дутья оказывает также влияние расположение железных (ферримагнитных) масс вблизи места сварки, место подвода тока к изделию, форма изделия, тип сварного соединения, наличие зазоров и другие причины. Для уменьшения отклоняющего действия магнитных полей на дугу следует вести сварку возможно более короткой дугой, подводить сварочный ток к изделию в точке, расположенной как можно ближе к месту сварки, а также изменять угол наклона электрода так, чтобы нижний конец электрода был обращён в сторону действия магнитного дутья.
На рис. 6 показано, как сказывается влияние места подвода тока к изделию на отклонение дуги.
Для уменьшения влияния больших ферримагнитных масс на свариваемое изделие укладывают массивную стальную плиту со стороны, противоположной направлению отклонения дуги.
Рис. 5. Изменение тока и напряжения в дуге переменного тока:L — ток дуги, U — напряжение горения дуги,
U/заж— напряжение зажигания дуги
Риг 6. Влияние места подвода тока к изделию на отклонение дуги магнитным дутьём:а — отклонение влево, б — нормальное положение дуги» е — отклонение вправо
Один провод от источника присоединяют к стальной плите, которую укладывают на расстоянии 200—250 мм от места сварки, постепенно перемещая её вдоль шва по мере продвижения дуги.
Плавление и перенос металла в дуге.
Электрическая дуга даёт яркий свет и выделяет значительное количество тепла, которое образуется вследствие превращения энергии движения частиц в тепловую энергию при столкновении их с анодом, катодом и друг с другом. Тепло, выделяясь на аноде и катоде, расплавляет свариваемый металл и конец электрода. В катодной и анодной зоне выделяется основное количество тепла дуги. В самой дуге выделяется меньшая часть тепла, расходуемого на испарение материала электрода и частично теряемого в окружающую среду.
Выделяя большое количество тепла и имея высокую температуру, электрическая дуга вместе с тем обеспечивает очень сосредоточенный нагрев металла. Поэтому металл во время сварки остаётся сравнительно мало нагретым уже на расстоянии нескольких сантиметров от сварочной дуги.
Под действием дуги металл расплавляется на некоторую глубину, обозначенную на рис. 1, а буквой h и называемую глубиной проплавления или проваром.
При сварке на постоянном токе угольным электродом количество выделяющегося на аноде тепла составляет около 42%, на катоде около 38% от общего количества тепла дуги. Остальные 20% тепла выделяются в столбе дуги. Наибольшее количество заряженных частиц выбрасывается катодом, поэтому анод подвергается более сильной бомбардировке частицами, благодаря чему на нем всегда выделяется большее количество тепла.
Температура дуги также различна и составляет при использовании угольных электродов для катода около 3200е, для анода около 3900°, при использовании стальных электродов—для катода около 2400е, для анода около 2600°. Полная тепловая мощность дуги q0 подсчитывается по формулеq0 — 0,24/ • 6/д кал/сек, где / — сварочный ток, а; UA — напряжение дуги, в;0,24 — коэффициент перевода электрических единиц в тепловые, кал/вт > сек.
Количество тепла, вводимое дугой в свариваемый металл в единицу времени, называется эффективной тепловой мощностью дуги. Она меньше полной тепловой мощности Дуги и слагается из следующего: тепла, выделяющегося в пятне дуги на свариваемом металле; тепла, вводимого в металл за счёт теплообмена со столбом дуги и её пятном на свариваемом металле; тепла, вносимого в свариваемый металл с каплями расплавленного металла электрода, электродного покрытия и флюса. Эффективную тепловую мощность дуги q можно подсчитать по формулеq = 0,24.£/д./.т] кал/сек.Здесь буквой т] обозначен эффективный коэффициент полезного действия нагрева металла дугой. Коэффициент т\ равен;
при сварке открытой дугой металлическим электродом:с тонким покрытием............0,50—0,60с толстым покрытием.....0,70—0,85при сварке под флюсом......0,80—0,92при сварке угольным электродом . . 0,50—0,65при сварке в среде аргона..........0,50—0,60
Тепловой режим сварки характеризуется количеством тепла, вводимого в металл на единицу длины шва. Эта величина называется погонной энергией сварки и выражается отношением — (кал/см), где v — скорость сварки, см/сек., VВеличиной погонной энергии характеризуют режим, назначаемый при сварке данного металла.
Из данных табл. 1 следует, что при автоматической сварке под флюсом наиболее полно используется тепловая мощность сварочной дуги. Электродный металл стекает в сварочную ванну в виде капель; при ручной дуговой сварке таким образом переносится до 90% электродного металла. Остальные 10% представляют собой брызги и пары, значительная часть которых теряется. Дуга расплавляет электрод с достаточно большой скоростью, так, например, электрод длиной 450 мм расплавляется за 1,5 — 2 мин.
Капля расплавленного металла собирается на конце электрода и принимает грушевидную форму. Затем у основания капли образуется тонкая шейка, в которой плотность тока резко увеличивается, металл разогревается, шейка делается тоньше, длиннее, и, наконец, капля касается сварочной ванны, на мгновение замыкая электрод и металл накоротко. Шейка рвётся, а давлением паров и газов капля отбрасывается % вперёд, по направлению к кратеру. Вслед за этим дуга возникает вновь, и процесс образования капли повторяется.
В секунду с электрода на металл переносится от 20 до 50 капель примерно одинакового размера. Наряду с крупными каплями электродный металл переносится на изделие также в виде потока мелких капель (струйный процесс переноса металла). Чем больше сварочный ток и чем толще слой покрытия на электроде, тем большая часть металла переносится в виде потока мелких капель. В электродах с тонким покрытием и при сварке на малых токах процесс переноса в основном крупнокапельный. Давлением газов дуги жидкий металл отбрасывается со дна ванночки на её боковую поверхность, что вызывает образование углублённого кратера.
Это происходит периодически, поэтому жидкий металл откладывается отдельными порциями, вследствие чего поверхность шва получается чешуйчатой. Чем толще покрытие" электрода, тем больше будет слой шлака над расплавленным металлом шва и тем чешуйки будут тоньше, а поверхность шва — более ровной и чистой. Особенно чистая поверхность шва получается при автоматической сварке под флюсом.
Количество электродного металла, расплавленного за определённое. время, можно определить по формулеGp = Kp*I*t где Gp — количество расплавленного металла электрода, г; Кр — коэффициент расплавления, г/а • час; I — величина сварочного тока, а; t — время горения дуги, час.
Из формулы следует, что количество расплавленного электродного металла определяется током и продолжительностью горения Дуги. Чем больше ток и чем длительнее горит дуга, тем большее количество металла будет расплавлено.
Коэффициентом расплавления /Ср называется количество расплавленного электродного металла в граммах в течение одного часа, приходящееся на один ампер сварочного тока. Коэффициент расплавления зависит от материала электродного стержня, состава покрытия, а также от рода и полярности тока. Для стальных электродов коэффициент расплавления колеблется в пределах от 8 до 14 г/а • час.
При сварке вследствие частичного окисления кислородом воздуха, испарения и разбрызгивания наблюдаются потери электродного жидкого металла. Поэтому в наплавленный металл шва переходит только часть электродного металла. Для подсчёта количества наплавленного металла нужно в приведённой выше формуле коэффициент расплавления /Ср заменить меньшей величиной /(н, называемой коэффициентом наплавки. Коэффициент наплавки /Сн меньше коэффициента расплавления Кр на величину потерь электродного металла при сварке, составляющих от 1 до 3 г/а • час. При сварке на переменном токе электродами с тонким меловым покрытием коэффициент наплавки. Кн — 6 7 г/а- час, а при сварке электродами с толстыми покрытиями Ки = 6,5 -f 12,5 г/а • час.
Пример: сварка производится толсто покрытыми электродами, током 300 а. Величина /11 ■ 300 = 3300 г, или 3,3 кг.
Знать величину коэффициента наплавки очень важно для нормирования сварочных работ Обозначим через v — скорость сварки, см/час; F — площадь поперечного сечения шва, см Тогда скорость сварки можно подсчитать по формулегде число 7,85 обозначает вес 1 см3 наплавленного металла (стали) в г.
Следовательно, скорость сварки будет тем выше, чем выше коэффициент наплавки Кн и чем больше ток /Пример: Кн = 11 г/а • час; I — 300 a; F = 1,1 см2 Скорость сварки составит*11 • 300v 2=6 —ГТ = 382 см/час, или 3, 62 м/час. 7,85 • 1,1
Разные элементы обладают различными потенциалами ионизации. Потенциалом ионизации называется количество энергии, которое необходимо затратить для полного удаления одного электрона из оболочки атома данного вещества. Потенциал ионизации атомов калия примерно в 3,4 раза, натрия в 2,8 раза и кальция в 2,4 раза ниже, чем потенциал ионизации атомов азота и кислорода. Этим объясняется благоприятное действие калия, натрия и кальция на устойчивость горения дуги.
Ионизация газа и возникновение в нем мощного дугового разряда являются сложными физическими процессами, зависящими от многих факторов и условий. Исследованиями электрической сварочной дуги установлено, что выбрасывание (эмиссия) катодом свободных электронов происходит в результате следующих процессов:
1. Термоэлектронной эмиссии, вызываемой высокой температурой катода, при которой электроны способны отрываться от его поверхности.
2. Автоэлектронной эмиссии, вызываемой действием силового электрического поля, отрывающего электроны от поверхности катода.
3. Эмиссии от ‘ударов тяжёлых положительных ионов о поверхность катода.
4. Фотоэлектронной эмиссии, вызываемой действием световых лучей дуги на поверхность катода.
Эмиссия электронов катодом и объёмная ионизация газов являются основными источниками потоков заряженных частиц, обусловливающих устойчивое горение сварочной дуги.
Горение дуги
Процесс возникновения дуги при сварке протекает следующим образом: при касании концом электрода свариваемого металла происходит короткое замыкание сварочной цепи (рис. 3, а). Проходя через отдельные выступы, ток, имеющий в точках соприкосновения электрода с металлом очень высокую плотность, мгновенно расплавляет их, вследствие чего между электродом и металлом образуется тонкая прослойка из жидкого металла (рис. 3, б). В следующий момент сварщик несколько отводит электрод, отчего в жидком металле образуется шейка (рис. 3, е), где плотность тока и температура металла возрастают. Затем благодаря испарению расплавленного металла шейка разрывается и в ионизированном промежутке газов и паров между электродом и металлом образуется сварочная дуга (рис. 3, г).
Терма и автоэлектронная эмиссия электронов катодом создаёт условия для дальнейшего устойчивого горения дуги при токе и напряжении сварочной цепи.
Напряжение дуги, т. е. напряжение между электродом и свариваемым металлом, зависит в основном от её длины. Чем короче дуга, тем ниже напряжение, хотя ток в дуге может остаться неизменным. Это обусловлено тем, что при длинной дуге сопротивление газового промежутка будет больше. Как известно из электротехники, чем выше сопротивление, тем выше должно быть напряжение для того, чтобы обеспечить прохождение того же тока в цепи. Общее падение напряжения в дуге (£/д) складывается из падения напряжения в катодной зоне (£/к), в столбе дуги (£/ст) и в анодной зоне ((Уа), т. е.
Приближённо напряжение устойчиво горящей дуги выражается следующей формулой:где UА — напряжение дуги, в;
а — постоянный коэффициент, выражающий сумму падений напряжения на катоде и аноде дуги, не зависящий от длины дуги;b — среднее падение напряжения на единицу длины дуги; L — длина дуги, мм. Для стальных электродов можно в среднем принять а = 10 и b = 2в/мм. Тогда напряжение дуги длиной L — 4 мм составит:С/д = 10 + 2. 18 е.
На абсолютную величину напряжения дуги могут также влиять состав электрода и свариваемого металла, состав и давление окружающей дугу газовой среды (воздуха, аргона, гелия, углекислого газа) и другие факторы.
Дуга при сварке металлическим электродом горит устойчиво при напряжении 18—28 в, а при сварке угольным или графитовым— при напряжении 30—35 в. Для возбуждения дуги требуется более высокое напряжение, чем то, которое необходимо для поддержания её нормального горения. Это объясняется тем, что в начальный момент воздушный промежуток ещё недостаточно нагрет и необходимо придать электронам большую скорость для ионизации атомов газового промежутка, что можно достичь только при более высоком напряжении в момент зажигания дуги.
На рис. 4 показаны графики изменения напряжения и тока в дуге при её зажигании и устойчивом горении. Кривая, показывающая зависимость между напряжением и током в дуге, называется статической (или вольт-амперной) характеристикой дуги и соответствует установившемуся (стационарному) горению дуги. Точка А отмечает момент зажигания дуги. Затем напряжение дуги быстро падает до нормальной величины, соответствующей устойчивому горению дуги. Дальнейшее увеличение тока повышает нагрев электрода и скорость его плавления, но не сказывается на устойчивости горения дуги.
Падающую статическую характеристику (кривые / и 2 на рис. 4) имеет дуга при относительно небольшой плотности тока, используемой при ручной дуговой сварке или при автоматической сварке под флюсом на средних режимах. При более высоких плотностях тока (сварка под флюсом на большом токе, сварка проволокой малого диаметра в среде защитного газа) статическая характеристика дуги будет возрастающей, как это условно изображено на рис. 4 пунктирными линиями 3 и 4.
Устойчивой называется дуга, горящая равномерно, без произвольных обрывов, требующих повторного зажигания. Если дуга горит неравномерно, часто обрывается и гаснет, то такая дуга называется неустойчивой. Устойчивость дуги зависит от многих причин, основными из которых являются род тока, состав покрытия электродов, полярность и длина дуги.
Длина дуги равняется расстоянию между торцом электрода и поверхностью расплавленного металла свариваемого изделия. Обычно нормальная длина дуги не должна превышать 3—4 мм для стального электрода. Такая дуга называется короткой. Короткая дуга горит устойчиво и обеспечивает нормальное протекание процесса сварки. Для электродов диаметром 4—5 мм с покрытием ОММ-5 нормальная длина дуги равна 5—6 мм. Дуга, у которой длина больше 6 мм, называется длинной. Процесс плавления металла электрода при такой дуге протекает неравномерно.
Стекающие с конца электрода капли металла в этом случае в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность, увеличивается разбрызгивание металла, чаще образуются места с не проваром и недостаточным сплавлением наплавленного металла с основным.
www.timewelding.com.ua
Электрическая сварочная дуга - Большая Энциклопедия Нефти и Газа, статья, страница 1
Электрическая сварочная дуга
Cтраница 1
Электрическая сварочная дуга представляет собой мощный электрический разряд в газовой среде. Газ при низкой температуре не проводит электрический ток. Газ может проводить ток только при наличии в нем электрически заряженных частиц - ионов, и в этом случае его называют ионизированным. При дуговом разряде выделяется значительное количество тепла, происходит ионизация газа. [2]
Электрическая сварочная дуга представляет собой мощный эдактрй ескии даз щд в лжльно ионизированной среде, состоящей из положительных и отрицательных ионов и свободных электронов. Дуговой разряд характеризуется выделением большого количества теплоты и света. Температура сварочной дуги достигает QQQ C. Дуга состоит из трех областей - катодной, анодной и столба дуги. [4]
Электрическая сварочная дуга представляет собой процесс протекания электрического тока через газовый промежуток между двумя электропроводными телами и относится к устойчивому электрическому разряду в сильно ионизированной смеси газов и паров свариваемых металлов. [6]
Электрическая сварочная дуга представляет собой мощный электрический разряд, протекающий в газовой среде. Дуговой разряд характеризуется выделением большого количества тепла и света. [7]
Электрическая сварочная дуга представляет собой мощный электрический разряд, протекающий в газовой среде. Дуговой разряд характеризуется двумя основными особенностями: выделением значительного количества тепла и сильным световым эффектом. [8]
Электрическая сварочная дуга является разновидностью мощного дугового разряда в сильно ионизированной среде газов и паров различных материалов. Общие свойства различных видов сварочных дуг характеризуют следующие параметры: напряжение Us, ток / д и длина / д дуги. Дуга - нелинейный элемент электрической цепи, у которого отсутствует пропорциональная зависимость между током и напряжением. [10]
Электрическая сварочная дуга является разновидностью мощного дугового разряда в сильно ионизированной среде газов и паров различных материалов. Дуга - нелинейный элемент электрической цепи, у которого отсутствует пропорциональная зависимость между током и напряжением. [12]
Электрическая сварочная дуга является разновидностью мощного дугового разряда в сильно ионизированной среде газов и паров различных материалов. Общие свойства различных видов сварочных дуг характеризуют следующие параметры: напряжение [ / Д) ток / д и длина / д дуги. Дуга - нелинейный элемент электрической цепи, у которого отсутствует пропорциональная зависимость между током и напряжением. [14]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Электрическая дуга и ее свойства
 Электрическая дуга и ее свойства
Электрическая дуга и ее свойства Категория:
Сборка металлоконструкций
Электрическая дуга и ее свойства Электрическая дуга представляет собой длительный электрический разряд, происходящий в газовом промежутке между двумя проводниками — электродом и свариваемым металлом при значительной силе тока. Непрерывно возникающая под действием стремительного потока положительных и отрицательных ионов и электронов в дуге ионизация воздушной прослойки создает необходимые условия для продолжительного устойчивого горения сварочной дуги.
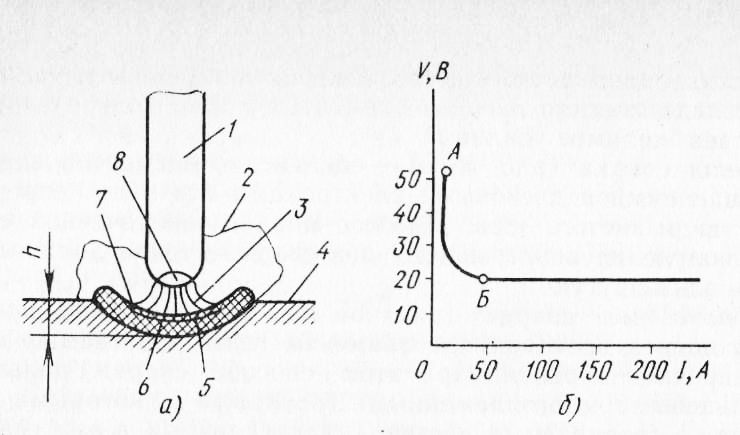
Рис. 1. Электрическая дуга между металлическим электродом и свариваемым металлом: а — схема дуги, б — график напряжений дуги длиной 4 мм; 1 — электрод, 2 — ореол пламени, 3 — столб дуги, 4 — свариваемый металл, 5 — анодное пятно, 6 — расплавленная ванна, 7 — кратер, 8 — катодное пятно; h — глубина проплавления в дуге, А — момент зажигания дуги, Б — момент устойчивого горения
Дуга состоит из столба, основание которого находится в углублении (кратере), образующемся на поверхности расплавленной ванны. Дуга окружена ореолом пламени, образуемым парами и газами, поступающими из столба дуги. Столб имеет форму конуса и является основной частью дуги, так как в нем сосредоточивается основное количество энергии, соответствующее наибольшей плотности проходящего через дугу электрического тока. Верхняя часть столба, расположенная на электроде 1 (катоде), имеет небольшой диаметр и образует катодное пятно 8. Через катодное пятно излучается наибольшее количество электродов. Основание конуса столба дуги расположено на свариваемом металле (аноде) и образует анодное пятно. Диаметр анодного пятна при средних значениях сварочного тока больше диаметра катодного пятна примерно в 1,5 … 2 раза.
Для сварки применяют постоянный и переменный ток. При использовании постоянного тока минус источника тока подключают к электроду (прямая полярность) или к свариваемому изделию “”{обратная полярность). Обратную полярность применяют в тех случаях, когда нужно уменьшить выделение теплоты на свариваемом изделии: при сварке тонкого или легкоплавкого металла, чувствительных к перегреву легированных, нержавеющих и высокоуглеродистых сталей, а также при пользовании некоторыми видами электродов.
Выделяя большое количество теплоты и имея высокую темпе-оатуру. электрическая дуга вместе с тем дает очень сосредоточенный нагрев металла. Поэтому металл во время сварки остается сравнительно мало нагретым уже на расстоянии нескольких сантиметров от сварочной дуги.
Действием дуги металл расплавляется на некоторую глубину h называемую глубиной проплавления или проваром.
Возбуждение дуги происходит при приближении электрода к свариваемому металлу и замыкании им сварочной цепи накоротко. Благодаря высокому сопротивлению в точке соприкосновения электрода с металлом конец электрода быстро нагревается и начинает излучать поток электронов. Когда конец электрода быстро отводят от металла на расстояние 2…4 мм, возникает электрическая дуга.
Напряжение в дуге, т. е. напряжение между электродом и основным металлом, зависит в основном от ее длины. При одном и том же токе напряжение в короткой дуге ниже, чем в длинной. Это обусловлено тем, что при длинной дуге сопротивление ее газового промежутка больше. Возрастание же сопротивления в электрической цепи при постоянной силе тока требует увеличения напряжения в цепи. Чем выше сопротивление, тем выше должно быть и напряжение для того, чтобы обеспечить прохождение в цепи того же тока.
Дуга между металлическим электродом и металлом горит при напряжении 18… 28 В. Для возбуждения дуги требуется более высокое напряжение, чем то, которое необходимо для поддержания ее нормального горения. Это объясняется тем, что в начальный момент воздушный промежуток еще недостаточно нагрет и необходимо придать электронам большую скорость для расцепления молекул и атомов воздуха. Этого можно достичь только при более высоком напряжении в момент зажигания дуги.
График изменения тока I в дуге при ее зажигании и устойчивом горении (рис. 1, б) называется статической характеристикой дуги и соответствует установившемуся горению дуги. Точка А характеризует момент зажигания дуги. Напряжение дуги V быстро падает по кривой АБ до нормальной величины, соответствующей в точке Б устойчивому горению дуги. Дальнейшее увеличение тока (вправо от точки Б) увеличивает нагрев электрода и скорость его плавления, но не оказывает влияния на устойчивость горения дуги.
Устойчивой называется дуга, горящая равномерно, без произвольных обрывов, требующих повторного зажигания. Если дуга горит неравномерно, часто обрывается и гаснет, то такая дуга называется неустойчивой. Устойчивость дуги зависит от многих причин, основными из которых являются род тока, состав покрытия электрода, вид электрода, полярность и длина дуги.
При переменном токе дуга горит менее устойчиво, чем при постоянном. Это объясняется тем, что в тот момент, когда ток п, дает до нуля, ионизация дугового промежутка уменьшается и дуга может гаснуть. Чтобы повысить устойчивость дуги переменного тока, приходится наносить на металлический электрод ио-крытия. Пары элементов, входящих в покрытие, повышают ионизацию дугового промежутка и тем способствуют устойчивому горению дуги при переменном токе.
Длину дуги определяют расстоянием между торцом электрода и поверхностью расплавленного металла свариваемого изделия. Обычно нормальная длина дуги не должна превышать 3…4 мм для стального электрода. Такая дуга называется короткой. Короткая дуга горит устойчиво и при ней обеспечивается нормальное протекание процесса сварки. Дуга длиной больше 6 мм называется длинной. При ней процесс плавления металла электрода идет неравномерно. Стекающие с конца электрода капли металла в этом случае в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность сварки, увеличивается разбрызгивание металла и количество мест непровара или неполного сплавления наплавленного металла с основным.
Перенос электродного металла на изделие при дуговой сварке плавящимся электродом является сложным процессом. После зажигания дуги (положение /) на поверхности торца электрода образуется слой расплавленного металла, который под действием сил тяжести и поверхностного натяжения собирается в каплю (положение //). Капли могут достигать больших размеров и перекрывать столб дуги (положение III), создавая на непродолжительное время короткое замыкание сварочной цепи, после чего образовавшийся мостик из жидкого металла разрывается, дуга возникает вновь, и процесс каплеобразования повторяется.
Размеры и количество капель, проходящих через дугу в единицу времени, зависят от полярности и силы тока, химического состава и физического состояния металла электрода, состава покрытия и ряда других условий. Крупные капли, достигающие 3…4 мм, обычно образуются при сварке непокрытыми электро-дами, мелкие капли (до 0,1 мм)—при сварке покрытыми электл родами и большой силе тока. Мелкокапельный процесс обеспечивает стабильность горения дуги и благоприятствует условиям переноса в дуге расплавленного металла электрода.
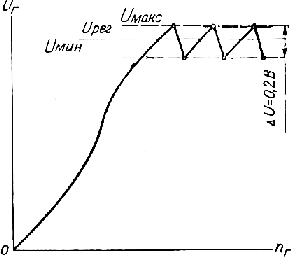
Рис. 2. Схема переноса металла с электрода на свариваемый металл
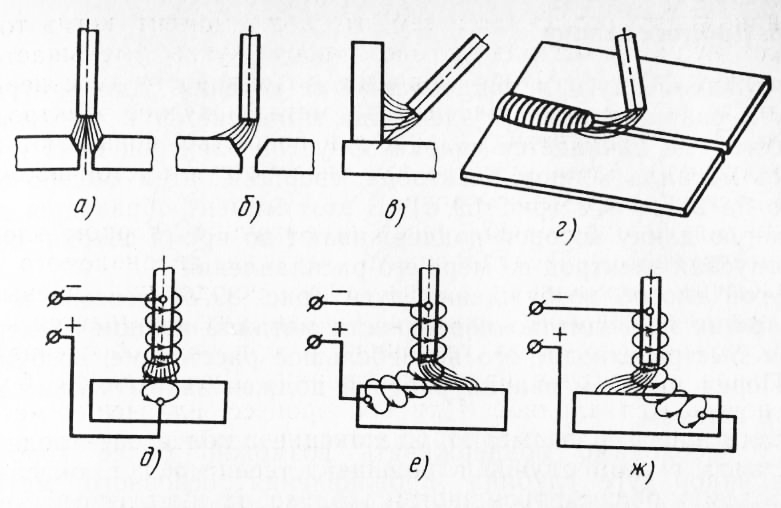
Рис. 3. Отклонение электрической дуги магнитными полями (а—ж)
Сила тяжести может способствовать или препятствовать переносу капель в дуге. При потолочной и частично при вертикальной сварке сила тяжести капли противодействует переносу ее на изделие. Но благодаря силе поверхностного натяжения жидкая ванна металла удерживается от вытекания при сварке в потолочном и вертикальном положениях.
Прохождение электрического тока по элементам сварочной цепи, в том числе по свариваемому изделию, создает магнитное поле, напряженность которого зависит от силы сварочного тока. Газовый столб электрической дуги является гибким проводником электрического тока, поэтому он подвержен действию результирующего магнитного поля, которое образуется в сварочном контуре. В нормальных условиях газовый столб дуги, открыто горящей в атмосфере, расположен симметрично оси электрода. Под действием электромагнитных сил происходит отклонение дуги от оси электрода в поперечном или продольном направлении, что по внешним признакам подобно смещению факела открытого пламени при сильных воздушных потоках. Это явление называют магнитным дутьем.
Присоединение сварочного провода в непосредственной близости к дуге резко снижает ее отклонение, так как собственное круговое магнитное поле тока оказывает равномерное воздействие на столб дуги. Подвод тока к изделию в отдалении от Дуги приведет к отклонению ее вследствие сгущения силовых линий кругового магнитного поля со стороны токопровода.
Читать далее:
Процесс сварки металла
Статьи по теме:
pereosnastka.ru
Виды электродуговой сварки плавлением. сущность процессов. Электрическая сварочная дуга и ее свойства. Источники питания для дуговой сварки, требования к ним и их характеристики — Материаловедение
Виды электродуговой сварки плавлением. сущность процессов.
Электрическая сварочная дуга представляет собой мощный электрический разряд, протекающий в газовой среде. Дуговой разряд характеризуется двумя основными особенностями: выделением значительного количества тепла и сильным световым эффектом. Температура обычной сварочной дуги около 6000°С.Свет дуги ослепительно яркий и используется в различных осветительных устройствах. Дуга излучает большое количество видимых и невидимых тепловых (инфракрасных) и химических (ультрафиолетовых) лучей. Невидимые лучи вызывают воспаление глаз и обжигают кожу человека, поэтому для защиты от них сварщики применяют специальные щитки и спецодежду.В зависимости от среды, в которой происходит дуговой разряд, различают следующие сварочные дуги:1. Открытая дуга. Горит в воздухе. Состав газовой среды зоны дуги— воздух с примесью паров свариваемого металла, материала электродов и электродных покрытий.2. Закрытая дуга. Горит под слоем флюса. Состав газовой среды зоны дуги — пары основного металла, материала электрода и защитного флюса.3. Дуга с подачей защитных газов. В дугу подаются.под давлением различные газы — гелий, аргон, углекислый газ, водород, светильный газ и различные смеси газов. Состав газовой среды в зоне дуги — атмосфера защитного газа, пары материала электрода и основного металла.Питание дуги может осуществляться от источников постоянного или переменного тока. В случае питания постоянным током различают дугу прямой полярности (минус источника питания на электроде, плюс — на основном металле) и обратной полярности (минус на основном металле, плюс на электроде). В зависимости от материала электродов дуги различают с плавким (металлическим) и неплавким (угольным, вольфрамовым, керамическим и др.) электродами.При сварке дуга может быть прямого действия (основной металл участвует в электрической цепи дуги) и косвенного действия (основной металл не участвует в электрической цепи дуги). Дуга косвенного действия применяется сравнительно мало.Плотность тока в сварочной дуге может быть различна. Применяются дуги с нормальной плотностью тока — 10—20 а/мм2 (обычная ручная сварка, сварка в некоторых защитных газах) и с большой плотностью тока — 80—120 а/мм2 и больше (автоматическая, полуавтоматическая сварка под флюсом, в среде защитных газов).Возникновение дугового разряда возможно только в случае, когда газовый столб между электродом и основным металлом будет ионизирован, т. е. будет содержать ионы и электроны. Это достигается тем, что газовой молекуле или атому сообщается соответствующая энергия, называемая энергией ионизации, в результате чего из атомов и молекул выделяются электроны. Среду дугового разряда можно представить газовым проводником электрического тока,имеющим круглоцилиндрическую форму. Состоит дуга из трех областей — катодная область, столб дуги, анодная область.Во время горения дуги на электроде и основном металле наблюдаются активные пятна, которые представляют собой нагретые участки на поверхности электрода и основного металла; через эти пятна проходит весь ток дуги. На катоде пятно именуется катодным, на аноде — анодным. Сечение средней части столба дуги несколько больше размеров катодного и анодного пятен. Его размер соответственно зависит от размеров активных пятен.Напряжение дуги изменяется в зависимости от плотности тока. Эта зависимость, изображенная графически, называется статической характеристикой дуги. При малых значениях плотности тока статическая характеристика имеет падающий характер, т. е. напряжение дуги уменьшается по мере увеличения тока. Это обусловлено тем, что с увеличением тока площадь сечения столба дуги и электропроводность увеличиваются, а плотность тока и градиент потенциала в столбе дуги уменьшаются. Величина катодного и анодного падений напряжений дуги не изменяется от величины тока и зависит только от материала электрода, основного металла, газовой среды и давления газа в зоне дуги.При плотностях тока сварочной дуги обычных режимов, применяемых при ручной сварке, напряжение дуги не зависит от величины тока, так как площадь сечения столба дуги увеличивается пропорционально току, а электропроводность изменяется весьма мало, и плотность тока в столбе дуги практически остается постоянной. При этом величина катодного и анодного падений напряжений остается неизменной. В дуге большой плотности тока при увеличении силы тока катодное пятно и сечение столба дуги не могут увеличиваться, хотя плотность тока возрастает пропорционально силе тока. При этом температура и электропроводность столба дуги несколько повышаются.Напряжение электрического поля и градиент потенциала столба дуги будут возрастать с увеличением силы тока. Катодное падение напряжения увеличивается, вследствие чего статическая характеристика будет носить возрастающий характер, т. е. напряжение дуги с увеличением тока дуги будет возрастать. Возрастающая статическая характеристика является особенностью дуги высокой плотности тока в различных газовых средах. Статические характеристики относятся к установившемуся стационарному состоянию дуги при неизменной ее длине.Устойчивый процесс горения дуги при сварке может происходить при соблюдении определенных условий. На устойчивость процесса горения дуги влияет ряд факторов; напряжение холостого хода источника питания дуги, род тока, величина тока, полярность, наличие индуктивности в цепи дуги, наличие емкости, частота тока и др.Способствуют улучшению устойчивости дуги увеличение тока, напряжения холостого хода источника питания дуги, включение индуктивности в цепь дуги, увеличение частоты тока (при питании переменным током) и ряд других условий. Устойчивость может быть также существенно улучшена за счет применения специальных электродных обмазок, флюсов, защитных газов и ряда других технологических факторов.
Электрическая сварочная дуга и ее свойства . При этом способе сварку выполняют вручную штучными покрытыми электродами.
Покрытый электрод представляет собой металлический стержень с нанесенным на его поверхность покрытием (обмазкой).
Покрытие электродов готовят из порошкообразной смеси различных компонентов.
Его назначение — повысить устойчивость горения дуги, провести металлургическую обработку сварочной ванны, обеспечить защиту расплавленного металла от атмосферных газов и улучшить качество сварки.
Источники питания для дуговой сварки, требования к ним и их характеристики. Источником нагрева при дуговых способах сварки служит сварочная дуга, представляющая собой устойчивый электрический разряд, происходящий в газовой среде между двумя электродами или электродом и деталью. Для поддержания разряда необходимой продолжительности разработаны специальные источники.
При питании дуги переменным током применяют сварочные трансформаторы, при сварке на постоянном токе — сварочные генераторы или сварочные выпрямители.
По характеру защиты свариваемого металла и сварочной ванны от окружающей среды существуют способы дуговой сварки с шлаковой, газошлаковой и газовой защитой.
По виду электродного материала различают дуговую сварку плавящимися и неплавящимися электродами. Плавящимися электродами служат металлические проволоки и стержни из стали, сплавов алюминия, титана, никеля, меди и других металлов; неплавящимися — угольные, графитовые, вольфрамовые стержни.
ifreestore.net