







Электрические свойства сварочной дуги. Сварочная дуга электрическая
Электрическая сварочная дуга
Формы электрических разрядов в газах весьма разнообразны; дуговой разряд является высшей, наиболее развитой формой стационарного газового разряда. И нормальных условиях при низких температурах все газы являются непроводниками электрического тока — изоляторами. Газ может проводить электрический ток лишь в том случае, если в газе появляются электрически заряженные частицы — ионы.
Процесс образования заряженных частиц называется ионизацией, а газ, в котором появились заряженные частицы и который вследствие этого получил способность проводить электрический ток, называется ионизированным. На ионизацию газа могут влиять различные факторы. Протекание тока через газ сопровождается ионизацией таза. В этом случае проходящий через газ ток определяет степень ионизации газа и его электропроводность. В таких условиях электрическое сопротивление газа может иметь любую величину - от очень малых значении до весьма больших, и при этом отсутствует определенная зависимость между напряжением, подведенным к газовому промежутку, и возникающим электрическим током. Поэтому, например, для дугового разряда не имеет смысла вопрос, какой ток будет в разряде при данном напряжении, так как ток может иметь самые различные значения, в зависимости от параметров питающей цепи.
Источниками заряженных частиц в газах могут служить сами молекулы газа, которые при подведении достаточных количеств энергии могут образовывать электрически заряженные частицы, т. е. ионизироваться. Такая ионизация может быть названа ионизацией в объеме, или объемной ионизацией. Источником заряженных частиц могут также служить твердые или жидкие тела, соприкасающиеся с газовым объемом, в котором происходит разряд. Особенно важна в этом отношении роль отрицательного электрода — катода, который часто служит мощным источником свободных электронов в разряде.
 Дуговой разряд возникает в газе при достаточной силе тока в цепи. Возникший разряд концентрируется и стягивается определенным образом, отвечающему минимуму мощности для данной силы тока, четко ограничивается от окружающей среды и протекает при очень высоких плотностях тока.
Дуговой разряд возникает в газе при достаточной силе тока в цепи. Возникший разряд концентрируется и стягивается определенным образом, отвечающему минимуму мощности для данной силы тока, четко ограничивается от окружающей среды и протекает при очень высоких плотностях тока.
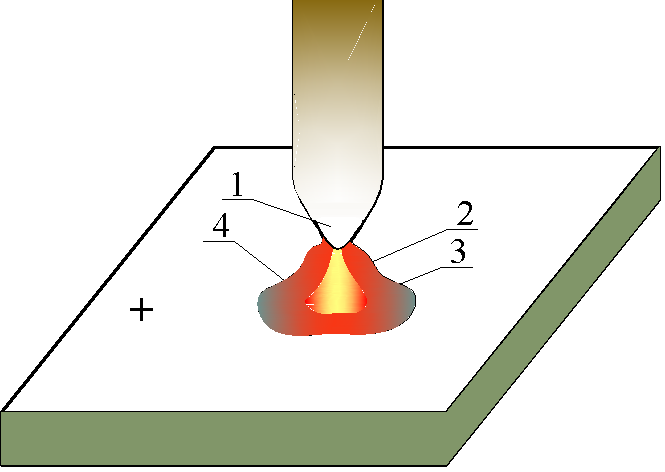
1 - катодное пятно, 2 – столб дуги, 3 – анодное пятно, 4 – пламя дуги
Рисунок 6.2. -Схема дугового разряда
Между положительным анодом и отрицательным катодом расположена наиболее важная часть дугового разряда - столб, имеющий обычно коническую или сферическую форму (рисунок 6.2.). Газ столба имеет высокую температуру, порядка 60000 С. Происходит преобразование большого количества электрической энергии разряда в тепловую энергию, нагревающую и расплавляющую металл. Общее количество высвобождающейся энергии на аноде обычно больше чем на катоде, но иногда наблюдается обратное соотношение. Зависимость напряжения дуги от тока и длины обычно изображается кривыми, которые называются характеристиками дуги. Они относятся к установившемуся состоянию дуги, поэтому называются статическими характеристиками. Напряжение дуги при постоянной ее длине зависит от силы тока лишь при малых (до 30 - 40 а), токах, для токов обычно применяемых для сварки, можно принять, что напряжение дуги не зависит от тока.
В начальный момент воздух между концом электрода и основным металлом не ионизирован и не проводит электрического тока. Зажигание дуги может быть осуществлено двумя приемами. Можно повышать напряжение между электродом и изделием, пока не произойдет пробой газового промежутка; возникающий при этом искровой разряд автоматически переходит в дуговой. Для пробоя даже очень малого промежутка между электродами требуется напряжение порядка 1000 в; для зажигании используется вспомогательный ток высокого напряжения и высокой частоты, не оказывающий физиологического действия на человека. Опасность ожогов устраняется малой мощностью вспомогательного тока; для этой цели применяются особые аппараты — осцилляторы. Обычно дуга зажигается предварительным замыканием электрода на изделие; дуга возникает при отведении электрода и разрыве замыкания. Прикосновением электрода к изделию замыкается накоротко сварочная цепь, в которой возникает ток замыкания, создающий магнитное поле. При отрыве электрода и размыкании цепи энергия исчезающего магнитного поля повышает напряжение на промежутке разрыва. С повышением напряжения пробивается слой газа между электродом и изделием. Это вызывает возникновение искрового разряда, в котором энергия магнитного поля переходит сначала в электрическую, а потом в тепловую энергию, нагревающую газ, оплавляющую и испаряющую материал электродов и создающую ионизацию газового промежутка.
Чем больше индуктивность цепи, характеризуемая коэффициентом самоиндукции, и чем больше ток, тем мощнее искровой разряд при отведении электрода и тем легче возникает дуговой разряд. Образованию начального искрового разряда способствует также весьма высокая напряженность электрического ноля у поверхности электродов в начальный момент отведения электрода, когда газовый промежуток еще очень мал. Эта высокая напряженность поля может служить причиной мощной электронной эмиссии на катоде.
При зажигании дугового разряда проходит стадия его развития и перехода в стационарную форму. Процесс развития разряда определяется энергетическими соотношениями. Разряд получает энергию на электрической цени и отдает ее в окружающую среду посредством теплопроводности, излучения и конвекции. Стационарный разряд характеризуется равенством мощностей, получаемых разрядом из цепи и отдаваемых окружающему пространству. Если получаемая мощность больше отдаваемой, то идет развитие разряда; если отдаваемая мощность больше получаемой, то интенсивность разряда уменьшается и наступает его затухание. Процесс развития нормального дугового разряда от момента зажигания до достижения стационарного состояния занимает несколько десятых долей секунды.
Пары различных материала, попадая в столб дуги и подвергаясь действию высокой температуры, прежде всего диссоциируют (сложные химические соединения распадаются на более простые, вплоть до образования свободных атомов). Если в столб дуги попадают вещества с низким потенциалом ионизации, например щелочные и щелочноземельные металлы, то пары их легко ионизируют и повышают электропроводность дугового промежутка, облегчая горение дуги. Теория и опыт показывают, что достаточно примешать к газу с высоким потенциалом ионизации небольшое количество паров с низким потенциалом ионизации, чтобы понизить средний эффективный потенциал ионизации газовой смеси и резко увеличить степень ее ионизации и электропроводность.
Усиливать ионизацию дугового промежутка могут щелочные и щелочноземельные металлы: калий, натрий, кальций, барий, стронций Особенно эффективными являются соединения калия, который имеет наименьший потенциал ионизации. Небезразлично в виде какого соединения введен тот или другой легко ионизирующийся элемент. из соединений калия, наиболее сильное ионизирующее действие оказывают следующие соединения: ферроцианид калия K3Fe(CN)6 (красная кровяная соль) и монохромат калия К2Сг04 (мелкий светло-желтый порошок, применяемый в красочной промышленности). Хорошими ионизирующими свойствами обладают карбонат калия К2С03 (поташ), карбонат кальция СаС03 и т. д., а также мел, мрамор, известняк, полевой шпат (ортоклаз), некоторые глины, древесная зола и подобные вещества, содержащие щелочные и щелочноземельные металлы.
К гасителям дуги относится вода; это одна из причин, почему отсыревшие электроды не рекомендуются для сварки, не говоря уже о снижении качества соединения; для обмазок также не рекомендуются вещества, содержащие кристаллизационную воду или сильно гигроскопические. Гасят дугу галоиды, в особенности хлор и фтор и их соединения, борная и фосфорная кислоты и их соединения.
Похожие статьи:
poznayka.org
ЭЛЕКТРИЧЕСКАЯ СВАРОЧНАЯ ДУГА — КиберПедия
При электродуговой сварке между электродом (рис.52) и свариваемым металлом возникает дуга, окруженная газовым облаком. В образовавшейся дуге в осевом направлении различают: столб дуги,центральную часть длиной порядка нескольких миллиметров и приэлектродные области (катодную и анодную). Дуга, вытесняя расплавленный металл сварочной ванны, образует кратер.
Катодная область включает в себя катодное пятно и часть дугового промежутка, примыкающего к нему. Основной физический процесс в этой области - электронная эмиссия и разгон электронов. На катодном пятне выделяется до 36 % общей теплоты дуги, температура достигает 3000 °С.
Анодная область состоит из анодного пятна и также части дугового промежутка, примыкающего к нему. Анодное пятно является местом входа и нейтрализации свободных электронов в материале анода; в результате бомбардировки электронами на нем выделяется больше теплоты (до 43 %), чем на катоде, температура достигает 4000 °С.
Столб дуги занимает наибольшую протяженность дугового промежутка. В столбе дуги происходит соударение нейтральных частиц и частиц, несущих электрический заряд, что сопровождается ионизацией газа столба дуги. Степень ионизации составляет несколько процентов. Ионизированный газ с такой степенью ионизации называют низкотемпературной плазмой. В столбе дуги выделяется до 21 % общего количества теплоты, которая в основном (около 80 %) рассеивается путем лучеиспускания в окружающее пространство. На оси столба температура порядка 5000. ..7000 С.
Рисунок 52 - Схема горения электрической дуги
Электрическая характеристика дуги в координатах напряжение U - время t, (рис.53), имеет несколько четко выраженных участков в соответствии с технологическими этапами электродуговой сварки. Сварка начинается с короткого замыкания (точка 1) , при которой напряжение U → 0, а ток I → Iмах. Короткое замыкание необходимо для разогрева торца электрода и металла заготовки в зоне контакта. Затем электрод отводят от поверхности заготовки, и образуется межэлектродное пространство. Образование воздушного зазора вызывает увеличение сопротивления межэлектродного пространства и соответственно повышение напряжения до напряжения зажигания дуги UЗ(точка 2). Под действием электрического поля с разогретого торца электрода (катода) начинается эмиссия электронов, которые, двигаясь упорядоченно по направлению к аноду, сталкиваются с молекулами и атомами газов и паров металла и ионизируют их. В результате дуговой промежуток становится электропроводным (участок 2-3) и начинается разряд электричества, т.е. возникает электрическая дуга. При этом для горения дуги требуется меньшее напряжение Uр. Последний этап характеризуется расплавлением электрода, образованием и отрывом капли металла и уменьшением длины межэлектродного пространства при дальнейшем падении напряжения (участок 3 – 4). В дальнейшем цикл сварки повторяется.
1 2 3 4
Рисунок 53 - Электрическая характеристика дуги
В процессе сварки в энергетической системе, которую представляют источник питания - сварочная дуга - шов, возникают возмущения, которые приводят к нарушению равновесия в системе и вызывают изменения ее энергетических параметров - напряжения на дуге и тока в сварочном контуре. Причинами возмущений чаще всего служат изменения длины дуги, напряжения сети, скорости подачи электродной проволоки и др.
Длиной дуги (рис.54) называется расстояние между торцом электрода и поверхностью сварочной ванны. Короткойдугой называют дугу длиной 2...4 мм. Длина нормальнойдуги составляет 4...6 мм. Дугу длиной более 6 мм называют длинной.
Рисунок 54 - Длина сварочной дуги
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она обеспечивает получение шва высокого качества, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга вызывает приваривание электрода к изделию, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество окислов. Для электродов с толстым покрытием длина дуги указывается в паспортах.
Непременное условие получения качественного сварного соединения - устойчивое горение дуги, при котором основные ее параметры (сила тока и напряжение) находятся в определенной взаимозависимости. Графическое изображение этой зависимости называют статической вольт-амперной характеристикой дуги (рис 55).
Статическая вольт-амперная характеристика дуги есть зависимость напряжения UД на дуге от силы сварочного тока I при постоянной длине дуги LД и всех прочих физических факторах, влияющих на условия ее горения. С увеличением длины дуги ее напряжение возрастает и кривая статической вольт-амперной характеристики поднимается выше относительно оси абсцисс, с уменьшением длины дуги опускается ниже, качественно сохраняя при этом свою форму.
В зависимости от силы тока вольт-амперная характеристика может быть падающей 1, жесткой 2 и возрастающей 3.
Рисунок 55 - Статическая вольт–амперная характеристика дуги:
1 – падающая; 2 – жесткая; 3 – возрастающая.
Падающую характеристику имеют малоамперные свободно горящие в воздухе или среде аргона дуги при силе тока до 100 А. Дугу с жесткой характеристикой при силе тока 100 А и более применяют при ручной дуговой и автоматической сварке под флюсом. Дугу с возрастающей характеристикой используют при газоэлектрической сварке плавящимся электродом, а также при автоматической сварке под флюсом и повышенной плотности тока.
Каждому виду характеристики дуги соответствует определенный характер переноса расплавленного металла электрода в сварочную ванну: падающей и жесткой - крупнокапельный, возрастающей - мелкокапельный.
Чтобы получить устойчивый дуговой разряд между электродом и свариваемым изделием, к ним необходимо подвести напряжение от специального источника Дуговая сварка может проводиться на переменном и постоянном токе.
Зажигание и устойчивое горение дуги при токе любого рода зависят от внешней характеристики источника питания дуги (рис.56). Внешней вольт-амперной характеристикой источника питания называют графическое изображение зависимости напряжения на его выходных клеммах от силы тока в электрической цепи. Внешняя вольт-амперная характеристика может быть крутопадающей 1, пологопадающей 2, жесткой 3 и возрастающей 4.
Источник питания дуги выбирают в зависимости от вида вольт-амперной характеристики дуги. Для ручной дуговой сварки штучными электродами целесообразна крутопадающая внешняя характеристика. Пологопадающую внешнюю вольт-амперную характеристику применяют при автоматической и полуавтоматической сварке под флюсом; жесткую и возрастающую - при сварке в среде защитных газов.
Рисунок 56 - Внешние вольт-амперные характеристики источников питания дуги: 1 –крутопадающая; 2 – пологопадающая; 3 – жесткая; 4 – возрастающая
Сварочная дуга горит устойчиво, если напряжение дуги равно напряжению источника тока, что соответствует точке пересечения статической вольт-амперной характеристики дуги 1 и внешней вольтамперной характеристики источника питания 2 (рис.57).
Рисунок 57 - Совмещение вольт – амперных характеристик: 1 – статической дуги; 2 – внешней источника питания.
Точка В соответствует режиму устойчивого горения дуги; А - напряжению зажигания дуги UЗ ; С - режиму холостого хода (Uхх) источника питания в период, когда дуга не горит и сварочная цепь разомкнута; D - режиму короткого замыкания (IК.З) электрода и детали, который имеет место при зажигании дуги.
Источник питания для ручной дуговой сварки должен отвечать следующим пяти требованиям:
1.Источник сварочного тока должен обеспечивать напряжение холостого хода UХ.Хв 2,5...3 раза больше, чем рабочее напряжение UР. Напряжение холостого хода в зависимости от рода тока и типа электрода изменяется от 40 до 80 В.
2.Сила тока короткого замыкания IК.З не должна более чем в 2 раза превышать силу рабочего тока IР. Отношение силы тока короткого замыкания к силе рабочего тока называют коэффициентом добротности Д источника питания: Д = IК.З /IР - Коэффициент добротности характеризует устойчивость работы источника сварочного тока и горения дуги. Его значения при ручной дуговой сварке должны быть в пределах 1,0 < Д < 2.
3.Источник сварочного тока должен быстро реагировать на все изменения параметров режима в дуге и сети. Источник питания должен восстанавливать напряжение от момента короткого замыкания (U ≈ 0) до напряжения зажигания дуги (Uз) в течение 0,02-0,05 сек.
4.Источник сварочного тока должен обладать крутопадающей внешней вольт-амперной характеристикой, которая необходима для возбуждения и устойчивого горения дуги, ограничения тока короткого замыкания и равномерной сварки при различных колебаниях режима.
5. Источник сварочного тока должен обеспечивать регулирование параметров режима сварки (сварочного тока и напряжения), т. е. легко настраиваться на нужный режим сварки.
cyberpedia.su
|
ТОП 10: |
Дуга представляет собой стационарный электрический газовый разряд, который изучил и описал в 1802 г. русский академик В.В.Петров. Электрические заряды в сварочной дуге переносятся электрическими заряженными частицами – электронами, а также положительно к отрицательно заряженными ионами. Возникновение дуги обусловлено эмиссией электронов с катода с ионизацией в дуговом промежутке. Электроны, движущиеся с большой скоростью, встречаясь с нейтральными атомами газа, ударяются о них, выбивают электроны, ионизируя атомы. Количество энергии, которое необходимо затратить для отрыва электрона от атома, называется работой ионизации
где, m – масса электрона, равная 9,1*10-31 кг; v – его скорость; е – заряд электрона, равная 1,6*10-19 Кл; U – разность потенциалов на участке, пройденном электроном (потенциал ионизации). Важной характеристикой стабильного горения дуги является также работа выхода электрона с поверхности твердого или жидкого проводника Ae. Она обратно пропорциональна межатомному расстоянию и поэтому самая малая у щелочных металлов (табл. 1.1.). Окисление поверхности или нанесение на нее другого металла при определенных условиях снижает работу выхода электронов. Например, введение в состав вольфрамового электрода 0,5 % окиси тория увеличивает эмиссию электронов в тысячу раз. Таблица 1.1.
Зажигание дуги при сварке осуществляется путей замыкания электрода 1 на деталь 2 (рис. 1.1.а). Проходя через отдельные выступы, ток в соответствии с законом Джоуля-Ленца нагревает их, доводя до плавления. В следующий момент сварщик несколько отводит электрод, отчего з жидком металле образуется тонкая шейка, в которой резко растет плотность тока, а следовательно, и температура, что приводит к резкому испарению (взрыву) и мощной эмиссии электронов. Ускоряясь полем, электроны, взаимодействуя с нейтральными атомами, ионизируют их. В дуге различают три участка: катодный 3 и анодный 5, а также столб дуги 4. (рис.1.1,б). В катодной области из катодного пятна происходит эмиссия электронов, которые, ускоряясь электрическим полем в области катодного падения напряжения, попадают в столб дуги. Сталкиваясь в столбе, дуги с нейтральным атомами, электроны их ионизируют, в результате образуются два медленных электрона и положительный ион. К катодному пятну движутся положительные ионы, но обладая большой массой, они имеют скорость значительно меньше, чем у электронов. Поэтому в области катодного падения напряжения и создается избыточный объемный положительный заряд, возникновение которого в прикатодной области с длиной 10-5см приводит к возникновению высокой напряженности Е электрического тока. В анодной области на участке, равном длине свободного пробега электрона, наблюдается резкое анодное падение напряжения Ua, вызванное большим нескомпенсированным объемным отрицательным зарядом. На этом участке дуги почти отсутствует ионизация и нет положительных ионов. Поэтому электроны, проходя анодную область, снова резко увеличивают скорость своего движения и, попадая на анодное пятно, тормозятся, выделяя кинетическую энергию и энергию, равную работе выхода электрона. В результате температура в анодном пятне может достигать температуры кипения материала анода.
Рис. 1.1, а. Зажигание дуги при сварке
Рис. 1.1, б. Падение напряжения в дуге Столб дуги (плазма) – область расположения между катодным и анодным падением напряжения и представляет собой смесь электронов и положительных ионов. В случае наличия в дуге атомов элементов, имеющих большое сродство к электрону, в столбе могут образовываться и отрицательные ионы, например, фтора или кислорода. В плазме имеются также и нейтральные атомы. Столб дуги в целом нейтрален, так как количество отрицательных и положительных зарядов равно. Температура столба дуги зависит от эффективного потенциала ионизации газов, заполняющих межэлектронное пространство, напряженности поля, плотности тока. Для приближенных расчетов можно использовать уравнение К.К.Хренова:
где, U – эффективный потенциал ионизации, В. Температура столба дуги по его сечению неодинакова. Наибольшую температуру имеет центральная часть. Температура на катоде и аноде зависит от рода тока и материала электродов. При сварке стальным плавящимся электродом температура на аноде составляет около 2600 °С, а на катоде около 2400 °С. При использовании угольных электродов температура катода составляет около 3200 °С, а анода - около 3900 °С. При сварке переменным током количество энергии, выделяемое на обоих электродах, одинаково. Напряжение дуги является функцией ее длины:
где,
В случае стальных электродов
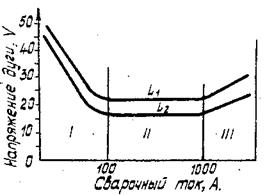
Дуга горит стабильно, если ее длина Зависимость между напряжением дуги и силой тока, описывается вольт-амперной характеристикой, см. рис 1.2;
Рис 1.2. Вольт-амперная характеристика дуги Из рисунка видно, что участок І (при токе меньше 80 А) характеризуется резким падением напряжения, что связано с увеличением числа частиц, переносящих электричество вдуге. Этот участок имеет малую устойчивость и для сварки применяется очень редко. При токах 80...1000 А (участок ІІ) дуга имеет жесткую характеристику, напряжение не изменяется с увеличением силы тока. Это обусловлено тем, что с увеличением тока растет сечение дуги и одновременно увеличивается число переносчиков заряда. Оба фактора уменьшают сопротивление дуги во столько раз, во сколько возрастает сила тока. При увеличении тока вше 1000 А (область ІІІ) напряжение дуги снова возрастает, так как дуга к этому моменту достигает максимальных размеров, и сечение ее в дальнейшем не меняется. Дуга с возрастающей характеристикой широко применяется при сварке под флюсом и в защитных газах. Вокруг сварочной дуги постоянного тока образуется мощное магнитное поле, которое может взаимодействовать с массивными частями изделия (ферромагнитные массы), что приведет к отклонению дуги в сторону. Такое явление называют магнитным дутьем. Его можно изменить путем изменения места токопровода, угла наклона электрода, временного симметричного размещения массивного ферромагнитного материала с другой стороны дуги, заменой постоянного тока переменным. |
 . Она различна у различных элементов. Осуществляется работа ионизации за счет кинетической энергии электрона;
. Она различна у различных элементов. Осуществляется работа ионизации за счет кинетической энергии электрона; , откуда
, откуда 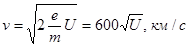 (1.1)
(1.1)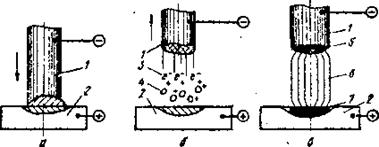
 (1.2)
(1.2) – температура столба дуги, °К;
– температура столба дуги, °К;
 – напряжение дуги,, В;
– напряжение дуги,, В; – сумма падений напряжений на аноде и катоде.
– сумма падений напряжений на аноде и катоде. .
. – длина дуги, мм;
– длина дуги, мм; – напряженность электрического поля в столбе дуги, которая при сварке на воздухе составляет 2,5 В/мм.
– напряженность электрического поля в столбе дуги, которая при сварке на воздухе составляет 2,5 В/мм. ,
,
infopedia.su
Сварочная дуга как элемент электрической
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
Санкт-Петербургский институт машиностроения
(ВТУЗ-ЛМЗ)
______________________________________________________
Кафедра «Оборудование технология сварочного производства»
ИСТОЧНИКИ ПИТАНИЯ ИОБЛРУДОВАНИЕ
ДЛЯ СВАРКИ ПЛАВЛЕНИЕМ
Конспект лекций
Для студентов специальности 12.05.00
Санкт-Петербург
Источники питания и оборудование для сварки плавлением. Конспект лекций для студентов специальности 12.05.00 – «Оборудование и технология сварочного производства».- СПб.: ПИМаш, 2008. с.
Конспект составлен на основе курса лекций, читаемых студентам специальности 12.05.00 в ПИМаше. В конспекте освещены вопросы по оборудованию для дуговой, электрошлаковой и электроннолучевой сварки и его технологические возможности. Приведены сведения о технических параметрах оборудования, особенностях его конструкций и электрических схем. Рассмотрены вопросы источников переменного тока, постоянного тока, инверторных источников питания.
Составитель – к.т.н. Н.Г.Кобецкой
Научный редактор – к.т.н. К.А.Синяков
Рецензент
Редактор
Сварочная дуга как элемент электрической
Цепи.
При дуговой сварке для нагрева металла используется тепловая энергия дуги. Стабильность горения дуги зависит от многих факторов и, в первую очередь, от правильного выбора параметров сварочной цепи.
Свойства сварочной дуги зависят от рода тока (постоянный, переменный), среды и материала электродов.
Дуги с плавящимися и неплавящимися электродами.
По характеру среды различают:
а) открытая дуга
б) закрытая дуга, горящая под слоем флюса
в) дуга, защищенная различными газами.
Среда, в которой горит дуга, оказывает существенное влияние на ее свойства, а следовательно и на выбор типа и параметров источника питания.
Особенности сварочных дуг переменного тока.
При питании сварочной дуги переменным током полярность электродов, а также условия существования дугового разряда периодически изменяются. (Гаснет 100 раз/сек). Длительность перерывов в горении дуги при прочих равных условиях зависит от параметров сварочной цепи. Напряжение зажигания дуги после перехода тока через ноль носит название напряжения повторного зажигания. В зависимости от условий горения дуги напряжение повторного зажигания может быть в несколько раз выше, чем напряжение на дуге (рис. 1.3).
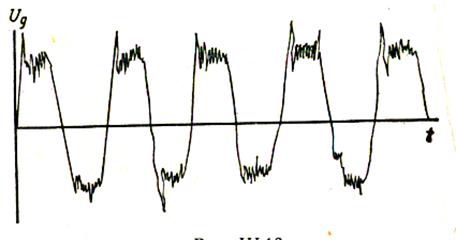
Рис.1.3. Напряжение на дуге при питании ее переменным током.
Экспериментальным путем выявлено два основных механизма повторного возбуждения дуги: возбуждение остаточной плазмой и током термоэлектронной эмиссии. В первом случае дуга возбуждается при напряжении, достаточном для возникновения в катодной области ионного тока минимальной величины, необходимой для формирования катодных процессов (4 –7а). Чем выше степень ионизации плазмы, тем ниже напряжение, при котором зажигается дуга. Во втором случае ток термоэлектронной эмиссии подогревает межэлектродный газ и создает плазму, необходимую для создания минимального преддугового тока.
При пониженной степени ионизации дугового промежутка и уменьшении температуры активных пятен повторное зажигание происходит при повышенном напряжении, называемом пиком зажигания Uз > Ud (рис.1.3). Из-за более интенсивного охлаждения активного пятна на свариваемом изделии величина пика зажигания больше в тех случаях, когда катодное пятно находится на изделии. Uз в 3—4 раза больше Ud .
Таким образом, повторному возбуждению дуги способствуют снижение эффективного потенциала ионизации (первый механизм), повышение температуры плавящегося электрода (второй механизм) и увеличение напряжения на дуговом промежутке.
Трехфазная сварочная дуга.
Сварка трехфазной дугой проводится двумя электродами, причем две фазы подключаются к электродам, а третья к сварочному изделию, причем все три дуги горят в общем плавильном пространстве.
Последовательность и длительность горения каждой из этих дуг зависит от последовательности чередования фаз и параметров сварочной цепи (рис.1.8).

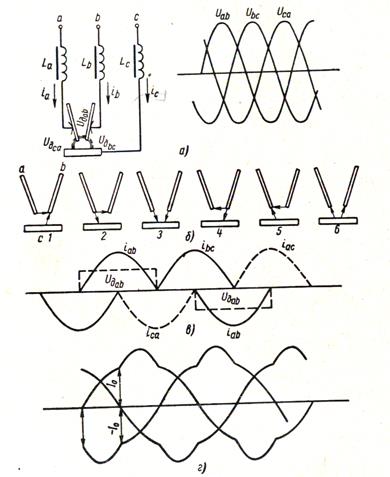
Рис.1.8. Трехфазная дуга, а – схема сварки; б – схема горения дуги через –каждые 1/6 периода; в – кривые токов и напряжений дуг; г – кривые линейных токов.
В каждый момент времени может гореть не более двух дуг. Это объясняется тем, что на торцах электродов не могут одновременно существовать анодное и катодное пятна.
Важнейшей технологической особенностью трехфазной сварочной дуги является возможность регулирования распределения мощности и теплоты, расходуемой на плавление электродов и основного металла. Это
достигается за счет изменения соотношения между токами напряжениями отдельных дуг.
Режимы трехфазной дуги и ее технологические возможности характеризуются соотношениями между действующими значениями токов и напряжений:
Km1 = Ic/Ia Km2 = Ic/Ib Ku1 = Uab/Ubc Ku2 = Uab/Uca .
Изменяя эти коэффициенты, можно существенно регулировать глубину проплавления основного металла и скорости плавления электродов. В пределе можно вообще исключить плавление основного металла.
В трехфазной сварочной дуге в любой момент времени горит, по крайней мере, одна дуга, вследствие чего ее устойчивость выше, чем однофазной дуги. Здесь значительно облегчены условия повторных возбуждений, т.к. непрерывно сохраняется достаточно высокая температура активных пятен и дуговой промежуток всегда ионизирован.
Сжатая дуга.
В последние годы получают развитие методы повышения температуры дугового разряда за счет принудительного сжатия столба дуги, которое производится в плазменных горелках или плазмотронах. С помощью этих устройств можно получить температуры, достигающие 300000С. Наиболее распространенный способ сжатия состоит в том, что диаметр столба дуги
ограничивают специальным соплом (рис.1.9).
Защитный газ, подаваемый внутрь горелки, вытекая через сопло, сжимает столб дуги, изолируя его от стенок, и выносит нагретые до высоких температур газы (плазму) за пределы горелки. Этот газ называется плазмообразующим. Чтобы сопло не плавилось, его выполняют из материала с высокой теплопроводностью (чаще всего из меди) и охлаждают проточной водой. В горелках типа анод – сопло (рис.1.9,б) дуга горит внутри замкнутой камеры, и образующаяся плазма выдувается из сопла (плазменная сварка косвенной дугой).
При горении дуги в узком водоохлаждаемом сопле наружные слои газа, соприкасающиеся со стенками сопла, имеют более низкую температуру, чем центральные слои. В результате проводимость наружных слоев гораздо ниже,
чем центральных, что приводит к увеличению плотности тока в центральной части плазменной струи. В свою очередь, это приводит к повышению температуры.
Степень ионизации газа в центральной части сопла при сильном сжатии дуги приближается к единице. Поэтому столб дуги как элемент электрической цепи по своим свойствам приближается к линейному сопротивлению, вольтамперная характеристика его имеет возрастающий характер.
В качестве плазмообразующего газа используются как инертные газы (аргон, гелий, азот) так и кислородсодержащие смеси (сжатый воздух).
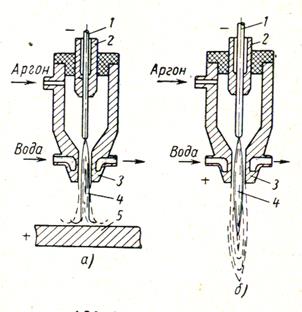
Рис.1.9. Схемы плазмотронов, а – с изолированным соплом; б – сопло-анод; 1
- электрод; 2 – токоподводящий мундштук; 3 – сопло; 4 – плазменная струя; 5 – изделие.
В реальных условиях сварки или резки длина разрядного промежутка может изменяться в широких пределах. Поэтому применяются источники с крутопадающими характеристиками. В связи с высоким значением напряженности электрического поля в сжатой дуге требуются специальные источники питания с повышенным напряжением (до 500 В). Для первоначального возбуждения дуги в плазмотронах используются высоковольтные разряды высокой частоты (от осцилляторов), либо вспомогательные маломощные дуги, горящие между электродом и соплом горелки (дежурная дуга).
1.6 Устойчивость сварочной дуги и требования
Сварочные трансформаторы
Трансформатором называется электромагнитный аппарат, предназначенный для преобразования одной—первичной—системы переменного тока в другую—вторичную, имеющую другие характеристики, в частности другое напряжение.
Трансформатор состоит из замкнутого сердечника (рис.2.1), выполненного из специальной листовой электротехнической стали, и двух или нескольких
электрически не связанных между собой обмоток. Если одна из обмоток (первичная) включена в сеть с переменным напряжением u1 , то переменный ток i1 этой обмотки создает в стальном сердечнике переменный магнитный поток j0, сцепляющийся с обеими обмотками трансформатора. По закону электромагнитной индукции этот поток наводит ЭДС в обеих обмотках. К зажимам вторичной обмотки можно подключить приемник электроэнергии (нагрузку). Тогда в замкнутой цепи, состоящей из обмотки 2 и нагрузки, под влиянием ЭДС будет переменный ток i2 и на зажимах обмотки—переменное напряжение u2 . Магнитный поток при нагрузке создается токами i1 и i2 и по-прежнему обеспечивает магнитную связь между обмотками трансформатора, благодаря которой осуществляется передача электроэнергии от первичной обмотки ко вторичной.
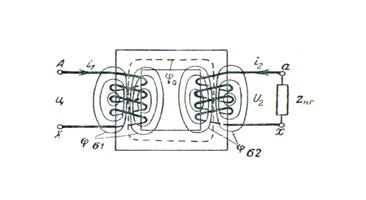
Рис.2.1. Схема трансформатора.
Величины, характеризующие условия работы, на которые рассчитан трансформатор, называются номинальными. Основные из них указываются на паспортном щитке.
Номинальной мощностью трансформатора называется полная мощность трансформатора на зажимах вторичной обмотки.
Номинальным напряжением обмотки трансформатора, не имеющей ответвлений, называется напряжение между зажимами обмотки при холостом ходе трансформатора.
Номинальный ток обмотки трансформатора соответствует номинальной мощности и номинальному напряжению.
Коэффициентом трансформации называется отношение числа витков первичной обмотки w1 к числу витков вторичной обмотки w2
K = w1/w2 .
При этом U1 = k* U2 , a I1 = I2/ k .
Изучение работы трансформатора под нагрузкой основывается на изучении двух предельных режимов его работы: холостого хода и короткого замыкания.
Под холостым ходом трансформатора понимают такой режим его работы, при котором к зажимам первичной обмотки подводится номинальное напряжение, а вторичная обмотка разорвана, т. е. вторичный ток равен нулю (дать схему). При этом измеряются ток первичной обмотки I0 и потребляемая мощность (активная) Р0 .
Под коротким замыканием трансформатора понимают такой режим работы, при котором его вторичная обмотка замкнута накоротко и вторичное напряжение равно нулю. При этом первичное напряжение уменьшают с таким расчетом, чтобы токи в первичной и вторичной обмотках были равны номинальным. Измеряют напряжение короткого замыкания Uкз, токи в первичной и вторичной обмотках I1, I2 , а также потребляемую мощность Pкз.
Изучение режимов холостого хода и короткого замыкания трансформатора важно в двух отношениях. Во-первых, можно рассматривать любой нагрузочный режим трансформатора как промежуточный между двумя предельными режимами его работы и получить этот нагрузочный режим путем наложения одного предельного режима на другой. Во-вторых, холостой ход и короткое замыкание трансформатора позволяют определить ряд величин, имеющих весьма важное значение для эксплуатации трансформатора. Эти режимы позволяют определить расчетным или опытным путем следующие характерные для трансформаторов величины: потери холостого хода, ток холостого хода, намагничивающий ток, полное сопротивление трансформатора.
При холостом ходе под действием напряжения U1 по первичной обмотке потечет ток I0 , называемым током холостого хода. Этот ток создает намагничивающую силу I0w1 , где w1 – количество витков первичной обмотки. Последняя вызывает появление магнитного потока, большая часть которого замыкается по стали сердечника и, будучи сцеплена с обеими обмотками тр-ра, образует основной магнитный поток φ0 . Значительно меньшая часть потока замыкается вне сердечника и сцепляется только с первичной обмоткой. Эта часть потока образует первичный поток φσ1 рассеяния. Уравнение напряжений и ЭДС при холостом ходе трансформатора
U1 = E1 + Eσ1 + I0R1 ,
где U1 – первичное напряжение, приложенное к трансформатору, В; E1 – э.д.с первичной обмотки, В; Eσ1 – э.д.с рассеяния первичной обмотки, В; I0 – ток холостого хода, А; R1 – активное сопротивление первичной обмотки, Ом.
При включении нагрузки ток во вторичной обмотке i2 также создаст магнитный поток, часть которого сцепляется только со вторичной обмоткой. Эта часть потока вторичный поток рассеяния φσ2. Первичная обмотка с первичным потоком рассеяния и вторичная обмотка с вторичным потоком рассеяния представляют собой катушки с индуктивностями рассеяния Lσ1 и Lσ2, которым соответствуют индуктивные сопротивления рассеяния
xσ1 = 2πfLσ1; xσ2 = 2πfLσ2.
Для облегчения рассмотрения работы трансформатора пользуются способом, при котором обе обмотки трансформатора приводятся к одному и тому же числу витков. Обычно вторичную обмотку приводят к первичной. Для этого пересчитывают вторичную обмотку, имеющую W 2 витков, на эквивалентную ей приведенную обмотку, имеющую такое же количество витков как и первичная обмотка, с условием, чтобы эта операция приведения вторичной обмотки к первичной не отразилась на режиме работы первичной цепи, т.е. магнитный поток и мощность трансформатора сохранились без изменений. Все величины, относящиеся к приведенной вторичной обмотке, называются приведенными и обозначаются теми же символами, что и действительные величины, но со штрихом сверху:
E’2 , I’2 , r’2 , x ‘2 и т.д.
Тогда приведенные ЭДС, ток и сопротивления вторичной обмотки
Е’2 = Е2w1/w2 = E2k; I’2 = I2/k; r’2 = r2k2; x’2 = x2k2 .
Наличие магнитной связи между обмотками затрудняет исследование работы трансформатора, поэтому для определения изменения вторичных величин при нагрузке используется электрическая схема замещения трансформатора (рис. 2.2).
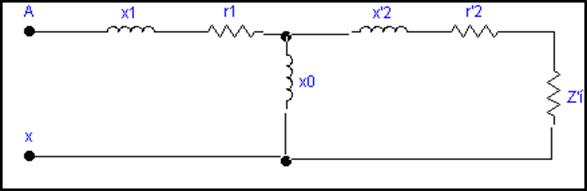
Рис. 2.2. Схема замещения трансформатора.
Серийные трансформаторы
Сварочные трансформаторы изготавливаются для трех видов сварки: ручной дуговой сварки штучными электродами, для автоматической сварки под флюсом, для аргонодуговой сварки неплавящимся электродом алюминия и его сплавов.
Подавляющее большинство – трансформаторы для ручной дуговой сварки, они используются практически во всех отраслях народного хозяйства.
Трансформаторы для сварки под флюсом входят, как правило, в состав стационарных сварочных установок.
Трансформаторы для аргонодуговой сварки – это либо серийные трансформаторы для ручной дуговой сварки, входящие в состав поста, либо трансформаторы, входящие в состав серийных сварочных установок.
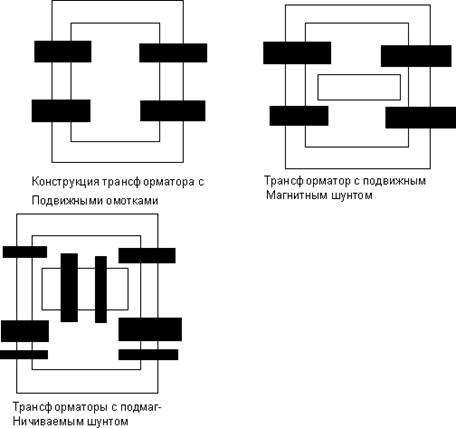
Рис. 2.3. Конструкции сварочных трансформаторов.
Трансформаторы серии ТДМ
Эти трансформаторы (табл. 2) связанны на основе новых материалов и некоторых конструктивных решений для замены трансформаторов серии ТД. По принципу регулирования, схеме соединения катушек, конструктивному исполнению они близки к передвижным трансформаторам серии ТД.
У ТДМ улучшена конструкция переключателя диапазонов и использованы разъемы для подключения сети и сварочных проводов. Расширена номенклатура.
Имеются модификации с ограничителем напряжения холостого хода УСНТ-06-01, с конденсатором для повышения коэффициента мощности -02, с УСНТ и конденсатором -03, с ВСД-01-04.
Таблица 2.
| ТДМ-165 | ТДМ-254 | ТДМ-317 | ТДМ-401 | ТДМ-503-1 | -2 | -3 | |
| Iном, А | |||||||
| Uном, В | |||||||
| Диапазон токов, А | 55-170 | 85-250 | 60-370 | 80-460 | 90-560 | ||
| Диапазон рабочих напряжений, В | 22-27 | 23-30 | 23-34 | 23-38 | 24-42 | ||
| Номинальный режим работы (ПН), % | |||||||
| КПД, % | |||||||
| Коэффициент мощности | 0,54 | 0,56 | 0,56 | 0,6 | 0,65 | 0,85 | 0,85 |
| Uхх, В | |||||||
| Климатическое исполнение и категория размещения | У2 | ||||||
| Габариты, мм | |||||||
| Масса, кг |
Трансформатор типа ТДЭ-402
Трансформатор с электрической регулировкой тока для питания дуги прерывистым током с импульсной стабилизацией тока имеет два диапазона тока, в пределах каждого диапазона регулирование происходит с пульта дистанционного управления.
Фазорегулятор обеспечивает также и функцию ограничения напряжения холостого хода.
Трансформаторы серии ТДФ
В основу конструкции положен трансформатор с магнитным шунтом, подмагничиваемый постоянным током (рис. 2.5).
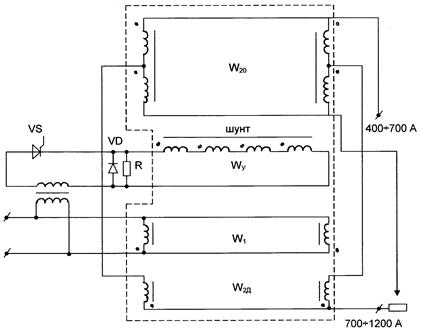
Рис. 2.5. Схема трансформатора с магнитным шунтом.
На каждом стержне магнитопровода расположены витки первичной W1 и вторичной W20+W2д обмоток. Магнитный шунт с обмоткой управления Wу расположен в окне главного магнитопровода между обмотками W20 и W1 на пути основного потока рассеяния. Трансформатор имеет две ступени регулирования. В диапазоне больших токов отключается часть витков основной вторичной обмотки W20 и подключается дополнительная часть. С увеличением тока в обмотке управления индуктивное сопротивление трансформатора снижается и сварочный ток возрастает. Плавное регулирование осуществляется подмагничиванием шунта. Большему току управления соответствует больший сварочный ток.
У трансформаторов ТДФ предусмотрена возможность местного и дистанционного (с пульта) включения сварочного тока и его регулирование. Внешние характеристики – падающие. Эти характеристики дают хорошее формирование шва при работе с автоматами с зависимой от напряжения на дуге скоростью подачи проволоки.
Трансформаторы серии ТДФЖ
Трансформаторы соответствуют ГОСТ 7012-77. Они имеют тиристорное регулирование и обеспечивают импульсную стабилизацию процесса сварки.
Первичная и вторичная обмотка состоят из двух катушек, разделенных на две последовательно соединенные секции. Между секциями вторичной обмотки расположена обмотка импульсной стабилизации, в окне трансформатора расположены две катушки реактивной обмотки, позволяющей производить ступенчатое регулирование тока.
В трансформаторе ТДФЖ-1002 две ступени, ТДФЖ-2002 – три ступени регулирования тока, третья ступень обеспечивает возможность работы при больших (до 40 В) падениях напряжения в сварочных проводах.
В трансформаторах реализована возможность стабилизации тока при колебаниях напряжения питающей сети.
Жесткость внешних характеристик обеспечивает поддержание постоянного напряжения дуги. Значение сварочного тока определяется скоростью подачи электродной проволоки. Параллельность внешних характеристик позволяет ориентировочно устанавливать рабочее напряжение по холостому ходу.
Общие сведения
Большой прогресс, достигнутый в области полупроводниковой техники (диодов и тиристоров) на значительные напряжения и токи, привел к разработке и широкому распространению однопостовых и многопостовых выпрямителей для всех видов дуговой сварки. Сварочные выпрямители обладают значительными преимуществами перед электромашинными преобразователями: высокими сварочными качествами за счет повышения стабильности горения дуги и уменьшения разбрызгивания металла; высоким КПД и меньшими потерями холостого хода; широкими пределами регулирования тока и напряжения; возможностью автоматизации и программирования сварочного процесса; отсутствием вращающихся частей и потребности в фундаментах.
Однопостовые выпрямители могут быть разделены на следующие группы:
с падающими внешними характеристиками для ручной дуговой сварки и механизированной сварки под флюсом;
с жесткими внешними характеристиками для механизированной сварки плавящимся электродом в защитных газах и под флюсом;
с универсальными внешними характеристиками, крутопадающими и жесткими, для всех видов сварки.
Выпускаемые выпрямители имеют различные системы регулирования тока и напряжения. Наибольшее распространение получили механическое регулирование, регулирование дросселями насыщения, тиристорное, ступенчатое за счет изменения коэффициента трансформации силового трансформатора и балластными реостатами.
Схемы выпрямления
Подавляющее большинство выпрямителей для дуговой сварки выпускаются с питанием от трехфазной сети и, соответственно, с применением трехфазных и шестифазных схем выпрямления.
Основными параметрами и соотношениями, характеризующими схему выпрямления, являются:
действующие значения фазного (линейного) вторичного напряжения трансформатора U2ф (U2л) в зависимости от напряжения холостого хода выпрямителя Uхх;
амплитудное значение обратного напряжения на вентиле Uобр m;
действующее значение фазного (линейного) тока вторичных обмоток трансформатора I2 в зависимости от номинального выпрямленного тока Id с учетом работы вентилей и угла коммутации;
среднее значение выпрямленного тока через вентиль Iв.ср;
действующее IВ и максимальное Iвm значение тока через вентиль;
действующее значение тока первичной обмотки I1;
расчетные мощности первичных Р1 и вторичных Р2 обмоток трансформатора, определяемые напряжением холостого хода выпрямителя и током нагрузки.
Трехфазная мостовая схема выпрямления. Это наиболее распространенная схема в выпрямителях с жесткими и падающими внешними характеристиками. Схема обеспечивает простую конструкцию трансформатора, состоящего из трех первичных и трех вторичных обмоток, и наиболее эффективное его использование. Обмотки трансформатора могут включаться треугольником или звездой.
На рис.3.1 приведена трехфазная мостовая схема выпрямления. Как видно из рисунка в точке 1 включается вентиль VD1, как имеющий наибольший положительный потенциал вентилей катодной группы по отношению к нулевой точке сетевого напряжения трансформатора (катодной группой называются вентили с общим катодом, а анодной группой – с общим анодом). С этим диодом в паре работает вентиль VD5 фазы В, имеющий наибольший отрицательный потенциал из всех вентилей анодной группы.
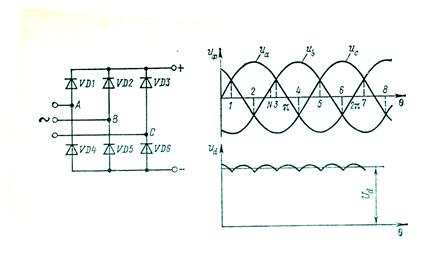
Рис 3.1. Трехфазная мостовая схема выпрямления.
В точке 2 происходит коммутация тока в вентилях анодной группы – включается VD6 фазы С. В точке 3 происходит коммутация в вентилях катодной группы – включается вентиль VD2 фазы В и т.д. Коммутация с одного вентиля на другой происходит в моменты пересечения синусоид фазных напряжений вторичной обмотки трансформатора. Таким образом, при отсутствии индуктивного сопротивления в цепях вентилей они работают попарно с углом проводимости 2π/3. В действительности из-за наличия некоторой индуктивности в контуре коммутации угол проводимости больше, чем 2π/3, на угол коммутации γ.
Пульсация выпрямленного напряжения – шестифазная с частотой 300 Гц. Длительность анодных токов каждого вентиля 1200. Среднее значение выпрямленного напряжения при холостом ходе Uxx выпрямителя определяется по формуле
где U2ф – фазное напряжение вторичной обмотки трансформатора; U2л линейное напряжение той же обмотки.
Обратное напряжение на вентиле определяется амплитудой линейного напряжения вторичной обмотки:
Uобр m = 2,45U2ф = 1,41U2л = 1,045Uхх.
Действующее значение вторичного тока одной фазы трансформатора:
 ,
,
где Id – выпрямленный ток выпрямителя.
При работе управляемого тиристорного выпрямителя (если вместо диодов установлены тиристоры для плавного регулирования выходного напряжения выпрямителя) угол управления (регулирования) α отсчитывается от точки естественной коммутации (точка перехода тока с вентилей одной фазы на вентиль другой фазы для неуправляемого выпрямителя).
Тиристорные выпрямители выполняются с применением трансформаторов, имеющих незначительное сопротивление рассеяния. В этом случае при работе на активную нагрузку выпрямленный ток является непрерывным при α ≤ 600 и прерывистым при α > 600:
Uxxα = Uxxcosα при α ≤ 600;
Uxxα = Uxx[1 + cos(π/3 + α)] при α > 60,
где Uxxα – напряжение холостого хода при заданном угле регулирования.
Тиристорные выпрямители имеют специальный дроссель для сглаживания формы выпрямленного тока, в этом случае выпрямленное напряжение определяется по формуле:
Ud = 2,34U2ф cosα = 1,35U2лcosα.
Двойная трехфазная схема с уравнительным реактором. Наибольшее распространение эта схема нашла в тиристорных сварочных выпрямителях на токи до 500А. По такой схеме выполнены выпрямители с универсальными характеристиками ВДУ – 504, ВДУ – 505, ВДУ – 506 и др. По сравнению с другими шестифазными схемами выпрямления эта схема обеспечивает наиболее эффективное использование вентилей (наименьшие потери, наибольшая нагрузочная способность, минимальные Iв max). Трансформатор в таком выпрямителе имеет шесть вторичных обмоток (рис. 3.2), образующих две трехфазные группы, каждая из которых соединена в звезду; ЭДС соответствующих сдвинуты на 1800. Обе группы соединены между собой уравнительным реактором, обеспечивающим их параллельную работу за счет выравнивания напряжения между ними. Уравнительный реактор представляет собой дроссель с замкнутым ферромагнитным магнитопроводом, имеющим две одинаковые обмотки.
Действие реактора видно из рис. 3.2. Сплошными линиями показаны фазные напряжения одной звезды, а штриховыми – другой. Разницу мгновенных значений фазных напряжений в процессе их чередования характеризуют ординаты заштрихованных площадок. Эта разница напряжений наводится в секциях уравнительного реактора Lур, если хотя бы одной из них проходит намагничивающий ток. В секциях реактора наводятся напряжения Uу1 = Uу2 = 1/2Uу, имеющие разные знаки по отношению к общему выводу; в связи с этим анодные напряжения одной звезды уменьшаются на Uу1, а другой – возрастают на Uу2. Фазные напряжения выравниваются, что и приводит к параллельной работе трехфазных групп.
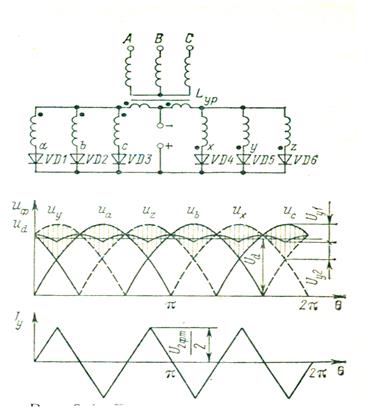
Рис. 3.2. Двойная трехфазная схема выпрямления с уравнительным реактором.
Кривая выпрямленного напряжения Ud приведена на рис. 3.2. Длительность анодных токов (без учета коммутационных участков) равна 1200, а амплитуда токов в вентилях – половине амплитудного значения выпрямленного тока. Выпрямитель имеет две коммутирующие группы вентилей: VD1, VD2, VD3 и VD4, VD5, VD6. Коммутация осуществляется только между вентилями одной трехфазной группы. Пульсация выпрямленного напряжения имеет частоту 300 Гц.
Среднее значение выпрямленного напряжения:
Uxx = 1,35U2фcosα.
Следует отметить, что угол управления α, в рассматриваемой схеме, отсчитывается от точки естественной коммутации для трехфазных, а не в шестифазных системах, что находится в соответствии с работой схемы в двойном трехфазном режиме.
Обратное напряжение на вентиле
Uобр m = 2,09Uxx.
Действующее значение вторичного тока
I2 = 0,29Id.
Кольцевая схема выпрямления. Это одна из наиболее распространенных схем выпрямления в однопостовых и многопостовых сварочных выпрямителях на большие токи. Не имея уравнительного реактора (рис.3.3), схема обеспечивает аналогично двойной трехфазной схеме с уравнительным реактором хорошее использование сварочного трансформатора при несколько худшем использовании вентилей по току. Как видно из рис. 3.3, трансформатор выпрямителя имеет шесть вторичных обмоток, а блок вентилей замкнут в кольцо.
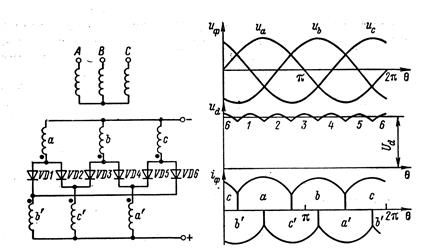
Рис. 3.3. Кольцевая схема выпрямления.
Продолжительность работы вентилей без учета коммутации составляет 600. в то же время каждая из вторичных обмоток, как видно из диаграммы фазных токов iф (рис. 3.3), работает на протяжении 1200. первичная обмотка трансформатора может быть соединена треугольником или звездой.
Амплитудное значение обратного напряжения на вентиле
Uобр m = 4,9U2ф.
Выходного напряжения
Эти выпрямители относятся к категории наиболее простых источников питания, получивших значительное распространение. Они состоят (рис. 3.7) из трехфазного понижающего трансформатора с секционированной первичной обмоткой, переключателей ступеней, выпрямительного блока, дросселя в сварочной цепи.
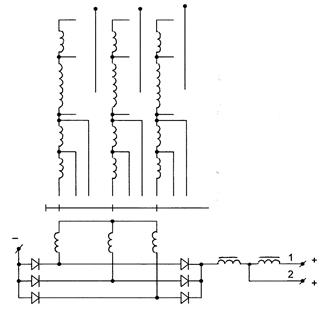
Рис. 3.7. Схема выпрямителя со ступенчатым регулированием выходного напряжения.
Выпрямительный блок собирается по трехфазной мостовой схеме выпрямления. Регулирование выходного напряжения производится путем изменения коэффициента трансформации с помощью переключателей. Охлаждение воздушное принудительное. Это выпрямители типа ВС-300А и ВС-600М. ВС-300А имеет три грубых и восемь плавных ступеней регулирования. ВС-600М – три грубых и девять плавных. Индуктивность дросселя 150 и 450 мкГн.
Недостатки: плохое использование магнитных материалов и отсутствие дистанционной регулировки.
Рис. 3.8. Типовая функциональная схема универсального тиристорного выпрямителя. Т – трансформатор; СТВ – силовой тиристорный выпрямитель; ДТ – датчик тока; БП – блок подпитки; L – дроссель в цепи выпрямленного тока; СФУ – система импульсно-фазового управления тиристорами выпрямителя.
Силовой трансформатор Т изготавливается с нормальным рассеянием. Тиристорный выпрямитель СТВ выполняется по различным многофазным схемам выпрямления. Наиболее целесообразные схемы, обеспечивающие минимальную пульсацию сварочного тока: трехфазная мостовая, двойная трехфазная с уравнительным реактором и шестифазная кольцевая схема выпрямления. Из трехфазных мостовых схем более предпочтительна симметричная, полностью управляемая схема, обеспечивающая по сравнению с полууправляемой схемой (три диода и три тиристора) меньшую пульсацию сварочного тока.
Система импульсно-фазового управления СФУ предназначена для формирования синхронизированных с сетью импульсов на управляющие электроды тиристоров. Угол управления этих импульсов зависит от сигнала задания и сигнала обратной связи. Для получения падающих характеристик используется обратная связь по току сварки, а для жестких характеристик – обратная связь по напряжению.
Транзисторный инвертор
Схема транзисторного инвертора показана на рис.4.2:
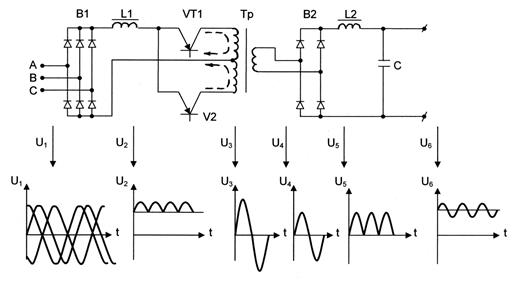
Рис. 4.2. Схема транзисторного инвертора.
На базу транзисторов VT1, VT2 попеременно с заданной частотой подается сигнал, который их отпирает (работают в ключевом режиме), поэтому в первичной обмотке трансформатора течет переменный ток, который трансформируется во вторичную цепь.
Регулирование режима сварки осуществляется изменением режима работы транзисторов. Как правило, это реализуется либо за счет изменения длительности управляющих импульсов, подаваемых на базы транзисторов, либо изменением их частоты.
В связи с тем, что на высокой частоте индуктивное сопротивление трансформатора велико:
где  частота;
частота;
 число витков вторичной обмотки;
число витков вторичной обмотки;
 коэффициент магнитной связи;
коэффициент магнитной связи;
 магнитное сопротивление магнитопровода.
магнитное сопротивление магнитопровода.
Внешняя характеристика источника – падающая.
Внешние характеристики, поэтому формируются за счет отрицательной обратной связи:
1. По току – для падающих характеристик;
2. По напряжению – для жестких характеристик.
В инверторном выпрямителе энергия претерпевает, по крайней мере, 4 ступени преобразования. Несмотря на то, что его схема значительно сложнее, чем у обычных выпрямителей, он экономичен и имеет малую материалоемкость. Сердечник трансформатора имеет сечение в 10÷15 раз меньше, чем при  Гц. Это дает возможность достичь удельной массы – 0,1
Гц. Это дает возможность достичь удельной массы – 0,1  .
.
Выпрямитель может весить в 5÷8 раз меньше обычного на те же показатели. Выпрямитель ВДУИ-302 имеет размеры осциллографа С1-19. Кроме того, очень удобно, оказывается, вводить сигналы обратной связи и сигналы, задающие программируемое изменение режима.
Из-за отсутствия транзисторов на большие мощности, в настоящее время, приходится соединять их параллельно, что снижает надежность схемы и ухудшает массогабаритные показатели. Поэтому строят тиристорные схемы.
Тиристорные инверторы
Основная сложность тиристорных инверторов заключается в том, что тиристор невозможно выключить, снизив до нуля ток управления. Необходимо для этого снизить до нуля анодное напряжение. Это возможно, если последовательно с тиристором включить конденсатор, который, зарядившись, прекратит пропускать ток.
Общая схема тиристорного источника показана на рис. 4.3:
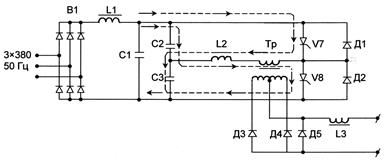
Рис. 4.3. Схема тиристорного инвертора.
Сетевое напряжение выпрямляется выпрямителем В1 и сглаживается фильтром L1-C1.
Тиристорный инвертор работает так:
При подаче управляющего сигнала на тиристор V7 он отпирается и в цепи V7-TP-L2-C3 появляется ток. После того, как конденсатор С3 зарядится, ток упадает до нуля и тиристор закроется, поэтому конденсатор называется коммутирующим. Затем управляющий сигнал поступает на тиристор V8 – он отпирается и ток течет по цепи С2-L2-TР-V8, т.е. в обратном направлении через трансформатор ТР.
Читайте также:
lektsia.com
Электрическая дуговая сварка - это... Что такое Электрическая дуговая сварка?
Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу.
Температура электрической дуги (до 5000°С) превосходит температуры плавления всех существующих металлов.
История электросварки
(См. Электротехника)
1802 год — В. В. Петров открыл явление вольтовой электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
1932 год — К. К. Хреновым впервые в мире в Советском Союзе осуществлена дуговая сварка под водой.[1]
1939 год — Е. О. Патоном разработаны технология автоматической сварки под флюсом, сварочные флюсы и головки для автоматической сварки, электросварные башни танков, электросварной мост.
Описание процесса
К электроду и свариваемому изделию для образования и поддержания электрической дуги от сварочного трансформатора подводится электроэнергия. Под действием теплоты электрической дуги (до 7000°С) кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне металл электрода смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.[2]
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
- ручную дуговую сварку
- полуавтоматическую дуговую сварку
- автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке (ММА -Manual Metal Arc) указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке (MIG/MAG -Metal Inert/Active Gas) плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
По свойствам сварочного электрода различают
- способы сварки плавящимся электродом
- способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов) (MIG-MAG)
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например — водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Аргонодуговая сварка относится к виду сварки плавлением. Сварка плавлением разделяют на сварку плавящимся и не плавящимся электродом. Аргонодуговая сварка это сварка не плавящимся электродом. В качестве электрода применяют вольфрамовые стержни. Они имеют различный диаметр.
При аргонодуговой сварке вольфрамовые электроды выбирают от толщины металла. Вольфрам относят к тугоплавким металлам. Поэтому, назначение вольфрамовых электродов в зажигании и поддержании сварочной дуги.
Аргонодуговую сварку относят к видам газоэлектрической сварки. Газы защищают сварочную зону от воздействий ветра, осадков и других погодных явлений. Так же алюминий, титан, никель подвержены окислению. Применение газов защищает их от окислительных процессов. В аргонодуговой сварке применяют инертные газы: аргон, гелий и их смеси. Основным газом считают аргон. Поэтому, сварка получила название аргонодуговая сварка. Аргон производят трех сортов. Сорт аргона, для аргонодуговой сварки, зависит от содержания в нем чистого аргона. Для разного вида стали, применяют различный сорт аргона. Аргон поставляют в баллонах. Электрическая часть аргонодуговой сварки, предназначена для образования сварочной дуги и ее параметров. Основным элементом ее является источник питания (сварочный аппарат). На нем выставляют силу и напряжение сварочного тока. Основным рабочим органом аргонодуговой сварки есть газоэлектрическая сварочная горелка. В нее, вставляют вольфрамовый электрод и подают аргон из баллона. Аргон подается по резиновым шлангам. Электрод из вольфрама, закрепляют механическим способом. Так же, в сварочную горелку кабелями подают ток. Рабочий процесс аргонодуговой сварки состоит в том, что сварщик нагревает электрической дугой кромки свариваемых деталей. Затем, подносит сварочную проволоку и расплавляет ее и кромки до получения сварного шва. Сварочную проволоку, для аргонодуговой сварки, подбирают по составу свариваемой марки и вида стали. Ее поставляют на производство в мотках. Сварщик нарезает ее, для удобства, по размерам сварочного шва. На производстве сварочную проволоку называют присадкой. Она должна быть без ржавчины и обезжирена. Используют аргонодуговую сварку не только для цветных металлов, но для нержавеющих и углеродистых сталей. Аргонодуговую сварку применяют в промышленных цехах и на стройплощадке. На стройплощадках, в избегание попадания ветра в зону сварки, устанавливают сварочную палатку. Выполняют аргоновую сварку в специальных кожаных перчатках. В процессе аргонодуговой сварки, сварщик использует две руки. Это требует высокой квалификации сварщика. На производстве, сварщики аргонодуговой сварки имеют 5-6 разряды. Преимуществом аргонодуговой сварки считают геометрически однородный качественный шов. Шов получают без дефектов. Так же исключены шлаковые образования . Шов выдерживает большие нагрузки на изгиб, сжатие и растяжение. Аргонодуговая сварка выделяет меньше вредных газов в работе для сварщика. Сведен риск получения ожогов, работников при сварке. Аргонодуговая сварка это один из эффективных и высококачественных видов сварки на производстве!
Примечания
- ↑ «Справочник молодого электросварщика по ручной сварке», Г. Г. Чернышов, В. Б. Мордынский, Москва, «Машиностроение», 1987; стр. 66
- ↑ «Сварочное дело: Сварка и резка металлов: учебник для нач. проф. образования/Г. Г. Чернышов.- М.: Издательский центр "Академия", 2008г.- стр. 496
Источники
Ссылки
dikc.academic.ru
Электрические свойства сварочной дуги — КиберПедия
Электрическая дуга - длительный электрический разряд в газах при нормальном атмосферном давлении. В обычных условиях и газы, и воздух, состоящий из кислорода и азота, не проводят электрический ток. Чтобы воздух стал проводником электрического тока, необходимо его ионизировать в промежутке между электродами.
При обычных условиях в воздушном промежутке очень мало ионов и электронов, поэтому он и является непроводником. Чтобы сделать воздух проводником, существует несколько способов. Однако при сварке в большинстве случаев ионизация происходит за счет очень сильного разогрева воздуха. При соприкосновении двух металлических электродов, присоединенных к источнику тока, в месте контакта происходит интенсивное выделение тепла, при этом нагреваются как концы электродов, так и окружающий воздух.
Известно, что с повышением температуры увеличивается скорость движения свободных электронов, которые всегда имеются в металле. Наконец, скорость их достигает такой величины, что они вылетают в воздушный промежуток. Встречая здесь на своем пути молекулы и атомы воздуха, они расщепляют их, выбивая из них электроны. Эти атомы превращаются в ионы и свободные электроны. Промежуток ионизировался. Если теперь развести электроны на небольшое расстояние, то движение этих заряженных частиц упорядочится: положительные будут двигаться к катоду, отрицательные – к аноду. В момент зажигания дуги воздушный промежуток еще мало ионизирован, поэтому для усиления ионизации требуется повышенное напряжение. В дальнейшем для поддержания и горения дуги требуется уже более низкое напряжение.
В дуге различают три области: катодную, анодную и столб дуги. Схема сварочной дуги приведена на рис.1. Катодная область расположена в непосредственной близости от катода. В этой области происходит выход электронов из металла электрода. В анодной области, которая находится вблизи анода, электроны, движущиеся от катода, попадают на анод.

Рис.1. Схема сварочной дуги
В столбе дуги происходит ионизация газов и движение электрических зарядов. Напряжение, которое необходимо для поддержания дуги, зависит от материала электрода, длины дуги и рода газа, в котором горит дуга.
Между напряжением на электродах, величиной тока и длиной дуги существует связь, которую можно выразить графически (рис.2).
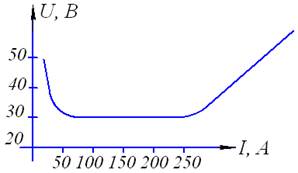
Рис.2. Вольт-амперная характеристика дуги
Эта кривая называется статической вольт-амперной характеристикой (ВАХ) дуги, из которой видно, что напряжение на дуге уменьшается с увеличением тока, потом почти не меняется, а затем опять возрастает. Такая характеристика получается только при медленном изменении тока. На самом деле в сварочной дуге изменения величины тока и длины дуги происходит очень быстро, а ионизация дугового промежутка не успевает за изменением режима сварки, и дуга гаснет. Для устойчивого горения дуги необходимо, чтобы источник питания мог быстро реагировать на изменение условий протекания тока в дуге.
И так сварочная дуга горит в газовом промежутке, заполненном парами металла и парами обмазки. Пары металла и обмазки ионизируют столб дуги, и она горит устойчиво.
В зависимости от того, как подключены полюсы источника постоянного тока, различают сварку на прямой и обратной полярностях. Если электрод присоединен к отрицательному полюсу, а изделие – к положительному, то это сварка на прямой полярности; если электрод присоединен к плюсу, а изделие – к минусу, то это сварка на обратной полярности (рис. 3, а и б). Сварка на прямой полярности применяется тогда, когда нужно получить глубокое проплавление свариваемого металла (сварка массивных изделий). При сварке тонколистовых изделий, наплавочных работах и в некоторых других случаях применяют обратную полярность.
Схема сварки на переменном токе принципиально не отличается от схемы сварки на постоянном токе (рис.3, в). Отличие состоит в том, что с частотой переменного тока меняется полярность электрода и изделия. При каждой перемене направления тока сварочная дуга должна гаснуть, т.е. горение дуги может быть неустойчивым.
Рис. 3. Схемы сварки на постоянном и переменном токах: а - прямая полярность; б - обратная полярность, в - сварка на переменном токе
cyberpedia.su









