Технологии лазерной сварки и наплавки в ювелирном производстве. Сварка в ювелирном производстве
2.2. Способы сварки, используемые при изготовлении ювелирных изделий
При изготовлении металлических художественных изделий широко применяются дуговые способы сварки. Например, для изготовления несущих конструкций в скульптуре или в металлических скульптурных композициях, а также в металлопластике, в реставрационных работах и т.п. одним из наиболее распространенных методов является ручная дуговая сварка.
В ювелирном производстве нашли применение следующие способы сварки: дуговая точечная сварка неплавящимся электродом, контактная точечная сварка и лазерная сварка. В последнее время свое применение в ювелирной отрасли находит и диффузионная сварка. Эти способы можно использовать для соединения деталей из золота, серебра, платины, меди и ее сплавов и др.
2.2.1. Дуговая точечная сварка неплавящимся электродом
Дуговая сварка – сварка плавлением, при которой нагрев осуществляется электрической дугой. Дуга – мощный стабильный электрический разряд в ионизированной атмосфере газов и паров металла. По способу защиты дуги и расплавленного металла различают сварку открытой дугой, под флюсом и в защитном газе; по виду электродов – сварку плавящимся и неплавящимся электродами; по степени механизации процесса – ручную, полуавтоматическую и автоматическую сварку.
В ювелирном производстве широко применяются аппараты, осуществляющие сварку с помощью неплавящихся электродов в атмосфере защитного газа. Отлично зарекомендовала себя в ювелирной промышленности серия аппаратов точечной сварки PUK компании «Lampert» (Германия) (рис. 2.1а), а также компактный сварочный аппарат «Orion pulse150i» (США) (рис. 2.1б).
При касании электродом места сварки происходит замыкание цепи, втягивание электрода в держатель (рис. 2.2) и образование электрической дуги, которая расплавляет металл в точке сварки. При этом очень важно аккуратно касаться изделия кончиком электрода. Изделие должно иметь хороший электрический контакт с аппаратом. Сварку можно осуществлять путем местного расплавления металлов под действием электрической дуги и с применением присадочной проволоки. Сварка выполняется с помощью вольфрамовых электродов. В качестве защитного газа применяется высокочистый аргон.
а б
Рис. 2.1. Аппараты точечной сварки:
а – аппараты точечной сварки PUK компании «Lampert»;
б – сварочный аппарат «Orion pulse150i»
Рис. 2.2. Электрододержатель
Аппараты серии PUK оснащены оптическим устройством, который позволяет точно размещать изделия и подводить кончик электрода к месту сварки. Возможно применение микроскопа «Mezzo 10×» с «рукой» для закрепления держателя. Микроскоп совместим со всеми модификациями аппаратов точечной сварки PUK. Автоматика обеспечивает 100% защиту глаз и комфортное ведение процесса сварки без усталости и нагрузки на сетчатку глаза. Для защиты глаз от излучения микроскоп оснащен закрывающейся шторкой, срабатывающей во время импульса. Под микроскопом видны мельчайшие детали сварки, что позволяет выполнить ее более четко и качественно. Подставка для держателя электрода с фиксаторами очень удобна – при сварке она освобождает руки [23, 24].
Достоинством аппарата «Orion pulse150i» является то, что интерфейс управления отображается на 9-дюймовый цветной сенсорный экран, который удобно крепится к 3D-микроскопу «Flex» [25].
studfiles.net
Применение лазерной сварки при изготовлении ювелирных изделий -
Применение лазерной сварки при изготовлении ювелирных изделий
Гравируем лазером, Лазерные технологии, Научная библиотека 20.10.2016 , by PressК.О. Сухоручкина, студентка ИрНИТУ, г. Иркутск Н.В. Воронцова, доцент кафедры геммологии// Сборник трудов XVLL Всероссийская научно-практическая конференция и смотр работ студентов и аспирантов «Технология художественной обработки материалов», 12-15.10.2015, — с. 222
Аннотация: Рассмотрен принцип работы лазерной установки для изготовления ювелирных изделий и преимущества использования лазера перед другими способами соединения.
Ещё в древние времена ювелирные изделия обладали особой значимостью в жизни человека. Так и в наше время найдется мало людей, способных оставаться равнодушными при виде драгоценных камней в ювелирных украшениях. Они являются символом прекрасного и вечного, соединяют в себе человеческую мечту, мастерство автора и красоту природы. Наука и техника находятся в постоянном развитии. Научно-технический прогресс не прошел мимо и ювелирной отрасли. Ювелирное дело всегда являлось трудоёмким и кропотливым занятием, и новейшие изобретения направлены на облегчение работы мастера. После открытия лазерного луча в 1962 г. учёные с каждым экспериментом всё больше совершенствовали лазерные установки. Более подробно остановимся на лазерной сварке. Все технологические операции по соединению деталей выполняются на настольной лазерной установке Jeeg 120. Модель представляет собой металлический короб с выведенным дисплеем и рабочей зоной внутри короба. Кроме этого составными частями являются бинокуляр с 6-ти кратным увеличением и педаль.
Принцип работы лазерной установки заключается в том, что под действием сфокусированного лазерного луча свариваемый металл расплавляется в считанные миллисекунды в месте, куда направлен луч. Аппарат предназначен для сварки всех ювелирных металлов и сплавов. В их числе золото, серебро, медь, 223 алюминий. Сварка с применением лазера имеет множество преимуществ, в сравнении с самым распространённым способом соединения деталей ювелирного изделия – пайкой. Лазерная сварка позволяет соединять металлические конструкции с нагревом лишь сварочного шва, размер которого можно регулировать на- стройками, исключая любое механическое или тепловое воздействие на оставшийся материал. Это позволяет спаивать детали с уже установленными камнями или иными вставками без ущерба для них. Учитывая это свойство лазерной сварки, стало возможным наращивание сломанных во время закрепки камней крапанов без ухудшения свойств вставок, расположенных рядом.

Кроме того, не применяется припой при соединении конструкций, достаточно лишь проволоки идентичного металла, либо дополнительный металл не нужен вовсе. Это экономит время и силы, затраченные при заготовке припоя, так же помогает улучшить и сохранить внешний вид изделия; ведь нередко в серебряном украшении место пайки окисляется быстрее основного металла и становится заметным. При работе с золотом тоже возможны цветовые расхождения в месте пайки. Проведённые исследования показали, что лазерный сварной шов на 260% прочнее, чем аналогичные стыки, спаянные горелкой. Лазеры не так давно стали применять в реставрационном деле: не портится внешний вид изделия, сварной шов мал и незаметен, а патина, образовавшаяся за долгое время на старинных украшениях, остаётся не тронутой. Примером может послужить реставрация ножен Кавказской сабли, изготовленных в XIX веке из серебра.

В современном мире часть технологических процессов лазерной обработки полностью отработана и внедрена в ювелирной отрасли, но некоторые процессы и технологии находятся на стадии разработки, и возможно, в скором времени будут применены для обработки изделий в ювелирной промышленности, ведь, как известно, совершенству нет предела.
Источник: http://www.kstu.edu.ru/univer/misc/%D0%A1%D0%B1%D0%BE%D1%80%D0%BD%D0%B8%D0%BA.pdf
Поделиться ссылкой:
Похожее
« Previous Article Ландау. Теория поля
Next Article » Лазерная литотрипсия
xn--80akfo2a.xn--p1ai
Лазерная сварка ювелирных изделий
Лазерная сварка ювелирных изделий
Ювелирная сфера связана с тонкими изделиями и драгоценными металлами. Все это усложняет процесс производства и делает работу сложной и дорогостоящей по себестоимости. Лазерная сварка ювелирных изделий оказывается очень востребованной в своей области, так как она используется для широкого спектра процедур с драгоценными металлами. Большинство изделий такого типа производятся из золота или серебра, что делает их соединение сложным. С учетом того, что предметы являются тонкими, а их металл обладает своими уникальными свойствами сваривания, которые зачастую усложняют качественную сварку, то лазер становится одним из наиболее рациональных способов соединения для этого.
Лазерная сварка ювелирных изделий
Здесь очень важным оказывается эстетическая составляющая. Если происходит ремонт сережек, колец и прочих изделий, то это требуется сделать так, чтобы не было видно следов. Таким образом, сварочный шов, какой образуется в обычных соединениях, исключен. Также невозможно создать сварочную ванну, как на обыкновенных металлических изделиях, из-за маленькой толщины. Здесь же не стоит беспокоиться о защитной среде и прочих нюансах, связанных с режимами, так как в этой методике все происходит намного проще.
Область применения
Лазерная ювелирная сварка, как можно догадаться из названия, применяется в ювелирной сфере. В основном она служит для ремонта и создания новых изделий. Периодически украшения могут ломаться из-за неаккуратного ношения, случайных ударов, падений и прочих случаев. Цепи рвутся, кулоны ломаются в месте соединения, а кольца периодически лопаются. Чтобы починить их, нужна специальная техника. Технология пайки является более простой и доступной, но она оставляет большее количество следов и требует дополнительной обработки после соединения. Также в ней нужно использовать припой, тогда как сварка дает все необходимое более качественно и надежно, после чего в металл не добавляется примесь припоя.
При производстве ювелирных изделий также требуется использование лазеров, так как с их помощью можно создать соединения, в которых практически не будут видны следы. Новые украшения будут выглядеть практически цельными, если правильно подобрать режимы. Стоит также отметить упрощенную работу с драгоценными металлами, где сложность сварки определенных металлов сводится к минимуму.
Преимущества
Сварка ювелирных изделий лазером не зря получила широкое распространение среди остальных способов соединения металла. Этому способствовал следующий ряд преимуществ:
- Шов соединения является практически незаметным, поэтому, изделие может создавать вид цельнолитого;
- Работа может проводиться даже с самыми тонкими деликатными изделиями, что далеко не всегда возможно при других видов сварки;
- Ремонт и создание новых изделий не составляет труда, если есть опыт работы;
- Техника обладает достаточно большой величиной диапазона регулировки параметров, что позволяет без проблем подобрать нужный режим для работы;
- Можно работать с драгоценными металлами без лишних проблем при соединении, как это происходит с другими методами сварки сложно свариваемых металлов;
- Скорость сварки является достаточно высокой;
- Производительность процесса существенно превышает альтернативные методы.
Недостатки
Данная методика имеет и некоторые недостатки, которые не позволяют ее применять во всех ювелирных мастерских;
- Стоимость лазерной установки является достаточно высокой, так что не каждый мастер может позволить себе это;
- Для работы с технологией требуется опыт, так как она обладает некоторой спецификой и здесь требуется учитывать массу нюансов;
- Работа ведется только с металлами, тогда как другие виды материалов не подходят для этого.
Технология
Сварка ювелирных изделий из латуни в домашних условиях, а также прочих разновидностей металла при помощи лазера обладает практически одним и тем же принципом действия. Несмотря на то, какие именно установки для этого применяются, правила проведения процесса практически везде являются одинаковыми. Для этого требуется четко придерживаться технологии, что предполагает собой как подготовку, так и непосредственную температурную обработку.
Поверхность металла следует очистить от загрязнений, жировых пленок и прочих лишних вещей и налетов. Это может испортить место соединение металла, так как в этой зоне все должно быть максимально чистым. Практически все соединения делаются встык, особенно, если речь идет о ремонте. Здесь подводится одна часть детали к другой, так как спектр воздействия лазера является очень узким.
Процесс соединения может быть с использованием припоя и без него. Чаще всего заготовка держится в руках и подводится местом соединения к самому включенному лазеру.
Лазерная ювелирная сварка с припоем
Установка настраивается на нужный режим и включается. Буквально за несколько секунд воздействия на место сварки металл начинает размягчаться и плавиться. Если используется припой, то сначала расплавляется он и обволакивает место соединения.
«Важно!
Чем тоньше деталь, тем меньшее количество времени воздействия требуется для нее, чтобы сварить.»
В самом начале шов может сделаться грубым и место соединение будет заметно. Исправить положение можно при помощи того же лазера, так как сразу же после соединения можно разгладить места соединения, чтобы металл превратился в ровную поверхность.
Последующая обработка требуется не так уж часто. Специалисты, которые обладают достаточным опытом, могут ремонтировать ювелирные украшения, не требующие последующей доработки. В ином случае, нужно снять небольшой слой при помощи наждачной бумаги, благодаря чему изделие получит такой же вид, как новое украшение.
Техника безопасности
Во время работы лазер не следует направлять на те предметы, которые могут загореться. Также не стоит помещать руки в то место, где проходит луч, так что действовать нужно очень аккуратно, чтобы не возникло травматических ситуаций.
svarkaipayka.ru
Особенности сварки ювелирных изделий
При изготовлении и ремонте ювелирных изделий возникает необходимость создания прочных неразъемных соединений очень мелких деталей. Специфика этого тонкого ремесла предъявляет высочайшие требования к технологии выполнения таких работ. Помимо того, что при работе с изделиями, представляющими некоторую художественную ценность, эстетическая составляющая находится на первом месте, особую специфику создает то обстоятельство, что изготовлены они, как правило, из золота и других драгоценных металлов.
Традиционными способами создания соединения в ювелирном деле являются клепка и пайка, с успехом применяющиеся по сей день. Ранее сварка для ювелиров применялась редко. Но с развитием сварочных технологий, она все чаще используется для создания украшений и других ценных изделий.
Основные способы
Общее развитие сварочных и электронных технологий привело к появлению новых методов сварки ценных ювелирных изделий. Существующие в настоящее время сварочные аппараты для ювелирных работ по используемой технологии процесса можно разделить на три типа:
- точечная электродуговая сварка с применением неплавящегося электрода;
- электрическая контактная сварка;
- сварка с использованием лазера.
Кроме перечисленных технологий, существует также диффузионное соединение. Этот способ следует рассматривать отдельно от вышеперечисленных, так как, осуществляется он довольно примитивными средствами и не требует применения сложных технических устройств.
Дуговая точечная
Общий принцип данной технологии точечной ювелирной сварки такой же, как и у обычного электродугового процесса. Источником энергии для плавления свариваемого металла служит электрическая дуга, зажигаемая между тугоплавким электродом и изделием. Тем не менее, имеются существенные отличия дуговых аппаратов для ювелирной сварки от их более мощных промышленных собратьев. Главное различие заключается в режиме сварочного процесса.
Работа большого промышленного сварочного аппарата характеризуется достаточно длительным режимом горения электрической дуги (это относится к работе как с плавящимся, так и с тугоплавким, вольфрамовым или угольным электродом). Ювелирную точечную электрическую сварку отличает импульсный характер работы. Сварочная дуга в данном случае представляет собой короткий электрический разряд, который, не смотря на это, успевает расплавить металл в зоне сварки и образовать сварное соединение в небольшой области (точке). По этой причине данная разновидность сварки называется точечной.
Конструкция аппарата для ювелирной сварки имеет еще более существенные отличия. Источником напряжения для создания дуги в нем служит накопительный конденсатор, который разряжается во время сварочного импульса.
Образцы устройств
Примером аппаратов для ювелирной точечной сварки может служить агрегат фирмы «Lampert» (Германия) и Orion pulse150i (США).
Оба аппарата снабжены биноклями, в которые можно рассмотреть мельчайшие детали ювелирного изделия. Для защиты глаз окуляры снабжены шторкой, которая закрывается в момент дугового разряда.
Работа происходит следующим образом. Ювелирное изделие закрепляют в предназначенном для этого месте, при этом, специальный зажим обеспечивает надежный его контакт с одним полюсом аппарата. Ювелир прикасается электродом к изделию в нужном месте. В этот момент происходит разряд накопительного конденсатора, а подвижная часть электрода автоматически втягивается, создавая искровой зазор, в котором горит электрическая дуга. В это же время осуществляется подача порции аргона через отверстие в центре электрода.
В процессе сварки при необходимости может использоваться присадочная проволока, сплавляющаяся с материалом изделия.
Контактная
Данный вид соединения деталей принципиально не отличается от широко распространенной в машиностроении контактной сварки. Соединяемые детали сжимают, и через их точечный контакт пропускают сварочный ток. Неразъемное соединение образуется вследствие пластического деформирования деталей под воздействием внешнего давления и их сплавления в месте контакта.
Сварочный аппарат для ювелирных украшений, основанный на методе контактной сварки, работает следующим образом. Свариваемые детали закрепляются в специальном приспособлении, служащем пуансоном и обеспечивающем контакт с электрическими полюсами аппарата, после чего (чаще всего посредством нажатия на педаль) подается сварочный ток.
Данный способ соединения часто используется в качестве средства временной фиксации деталей для дальнейшей пайки соединения.
Лазерная
Принцип лазерной технологии заключается в расплавлении кромок соединяемых деталей не электрической дугой, а лазерным лучом, то есть, когерентным пучком света. Источником излучения является твердотельный лазер, использующий кристалл алюмоиттриевого граната.
Этот выбор не случаен. Излучение, создаваемое именно этим минералом, наиболее полно поглощается драгоценными металлами, то есть, их разогрев этим лазером осуществляется наиболее эффективно.
Лазерная сварка ювелирных изделий характеризуется уникальными свойствами:
- возможностью чрезвычайно точной фокусировки луча;
- возможностью локального разогрева очень малой зоны поверхности изделия;
- отсутствием необходимости защиты глаз затемненным стеклом, что позволяет в мельчайших деталях наблюдать сварочный процесс.
Аппараты лазерной сварки отличаются габаритами и ценой. Регулируя мощность, можно сваривать ювелирные изделия из различных сплавов.
Диффузионная сварка
Суть диффузионного процесса сводится к следующему. Поверхности контакта ювелирных изделий шлифуют и тщательно очищают, после чего с большим усилием зажимают между стальными пластинами и нагреваются «докрасна» (если быть точным, до 70 – 80% температуры плавления) в муфельной печи или кузнечном горне.
При выдержке заготовок в таком состоянии определенное время, в месте контакта деталей происходит взаимная диффузия их атомов, что приводит к созданию прочного неразъемного соединения.
Похожие статьи
svaring.com
Лазерная пайка
Ремонт ювелирных изделий и бижутерии с помощью новейших технологий. Применение лазерной сварки в ювелирной мастерской «САПФИР» для точечного ремонта маленьких, но значимых деталей женских и мужских украшений.
Как много модниц страдает, когда на их ювелирных изделиях ломается застежка или выпадает камушек. Ведь украшение еще можно носить, но как его отремонтировать? Оказывается, с помощью бесконтактного процесса лазерной ювелирной сварки можно отремонтировать любую поломку!
Как работает лазерная пайка – сварка лазером
Высокотехнологичные лазеры прочно заняли свое место среди оборудования ювелирных мастерских. Сварка металлов, производимая с помощью точного лазерного луча, стала отличным решением для ремонта деталей очков, ювелирных изделий и бижутерии.
Благодаря способности лазера мгновенно расплавлять и припаивать друг к другу самые, казалось бы, несовместимые материалы, получается очень крепкий и практически незаметный даже для искушенного глаза шов.
Лазерная пайка необходима там, где не может справиться ни один другой вид сварки:
- При изготовлении и ремонте ювелирных изделий белого и красного цвета из платины, золота. Использование лазера позволяет соединять детали без припоя, который ранее был заметен при обычной сварке.
- Для установки камней на их прежнее место – при помощи лазерной ювелирной пайки стало возможным изготовление новых лапок для камня.
- При соединении разнородных металлов.
Преимущества использования лазерной сварки
Несмотря на довольно высокую стоимость такого оборудования, его использование давно оправдало себя. Лазерная сварка в Москве дала возможность производить ремонт изделий из любого материала с невероятной точностью и прочностью готовой детали. Кроме того, специалисты умело скрывают даже малейшие швы, оставшиеся после ремонта. Например, ювелиры мастерской «САПФИР» могут нанести гальваническое покрытие, полностью маскирующее минимальные следы производимого ремонта.
При лазерной сварке, требующей небольшого вмешательства (ремонте оправы очков, сломавшейся застежки бижутерии и других незначительных поломках) наша мастерская выполнит работу за короткое время. Более сложные сварочные работы, требующие кропотливого труда ювелира, обычно выполняются в течение суток.
Если вашему дорогому ювелирному изделию нужна лазерная сварка, узнать цену ремонта можно:
- обратившись непосредственно в нашу мастерскую;
- посмотрев прайс-лист
Решим любую проблему!
В том случае, когда другие ювелиры в Москве отказались ремонтировать украшение, не отчаивайтесь. Наши ювелиры при помощи лазерной пайки:
- исправят любую поломку, даже самую ужасную;
- дадут гарантию в 6 месяцев.
Москва – это огромный город, в котором работает много салонов по ремонту и продаже ювелирных украшений, но не все обладают достаточной квалификацией для ремонта очень дорогих украшений. Поэтому так важно обратиться к профессионалам, которые знают, что сварка лазерным лучом или любая другая ювелирная сварка должна быть выполнена так, чтобы изделие по завершению работ выглядело, как только что снятое с витрины!
Цены на лазерную пайку в Москве
hitgold.ru
Лазерная пайка Ювелирных изделий в Москве
Лазерная пайка — технология, благодаря которой можно починить даже тончайшие изделия из драгоценных металлов. Если сломалась любимая золотая оправа, внезапно лопнуло обручальное колечко, повредилась сережка из белого золота или раскололся браслет — лазерная пайка спасет изделие и при этом да же не оставит ни швов, ни каких-либо других отметин. На сегодняшний день этот метод является самым эффективным и самым лучшим для починки всех видов изделий из драгметаллов.
Цена На Лазерную Пайку Ювелирных Изделий
| Услуга | Цена за одно место | ||
| Пайка (огнём) | Точечная сварка | Лазерная сварка | |
| Цепи и браслеты до 10 грамм | 350 | от 350 | от 500 |
| Цепи и браслеты от 10 грамм | от 350 | от 350 | от 500 |
| Пустотелые цепи и браслеты | 350 | — | от 500 |
| Кольца и серьги без вставок | 350 | от 350 | от 500 |
| Кольца и серьги со вставками | — | от 350 | от 500 |
| Кольца и серьги с драгоценными камнями | — | от 500 | от 500 |
| Бижутерия | Договорная | от 350 | Договорная |
| Фурнитура | Договорная | Договорная | Договорная |
| столовое серебро | от 350 | — | от 500 |
Технология лазерной пайки
Особенностью этого вида ремонта ювелирных изделий является бесконтактность. Лазер работает на расстоянии, поэтому никакого соприкосновения изделия с инструментом не происходит. Именно поэтому лазерная пайка — самая аккуратная и незаметная. Если над починкой изделия работали специалисты, то никаких следов от этого процесса не останется, и изделие будет выглядеть как новое.
Важной особенностью этого вида ремонта является и то, что при помощи лазерной пайки можно соединять различные металлы. Например, золото и платина, серебро и нержавеющая сталь — все эти материалы успешно соединяются лазерной спайкой, что недоступно ни для одного другого метода.
Особенно хороша и практична лазерная пайка в том случае, если требуется вернуть на место выпавшие из украшений самоцветы. Благодаря этой технологии можно создать новые лапки, которые будут удерживать камень, и при этом будет совершенно незаметно, что было произведено какое-либо вмешательство.
Лазерная пайка в мастерской «GoldLazer» — спасение ваших украшений
С украшениями, как драгоценными, так и бижутерией, иногда происходят очень неприятные случайности. Отломавшаяся дужка серьги, замочек броши, трещина на медальоне не дадут носить украшение как раньше. Покупка нового обойдется дорого, а взяться за ремонт согласятся далеко не все ювелиры Москвы. Это действительно сложная и ювелирная работа, которая не каждому под силу, и уж тем более далеко не каждый сможет выполнить ее настолько качественно, чтобы клиент остался доволен.
Лазерная пайка в Москве в мастерской «GoldLazer» решает даже самые сложные проблемы. Все наши специалисты обладают огромным опытом, поэтому произведут ремонт ваших ювелирных украшений даже в том случае, если это очень сложная задача. Мельчайшие поломки и дефекты будут устранены с помощью лазерной пайки, и от них не останется и следа. Более того — если на вашем украшении уже присутствует какой-то шов от предыдущей починки, наши специалисты могут быстро убрать его, и ваше украшение снова будет выглядеть как новое.
Оперативный ремонт ювелирных украшений с помощью лазерной пайки
Обычно ремонт ювелирных изделий требуется срочно. К сожалению, далеко не все ювелирные мастерские Москвы могут предложить достаточно оперативные услуги. В мастерской «GoldLazer» вы можете заказать ремонт ювелирных украшений срочно.
Наши специалисты работают не только качественно, но и быстро. Профессиональное оборудование для лазерной пайки и большой опыт помогают им производить ремонт любых ювелирных изделий в самые сжатые сроки. Как правило, ремонт ювелирного изделия в нашей мастерской занимает не более суток.
Лазерная пайка украшений — задача для профессионалов
Если вам дороги ваши украшения, и вы хотите сохранить их, то ремонт ювелирных изделий стоит доверять только профессионалам, в противном случае результат может оказаться самым плачевным.
В мастерской «GoldLazer» работают ювелиры с огромным опытом работы, которые починят ваши украшения быстро и качественно. На все отремонтированные в нашей мастерской изделия действует гарантия 6 месяцев.
goldlazer.ru
www.samsvar.ru
Недостатки лазерной сварки
1. Сварка лучом лазера занимает больше времени, чем традиционные способы пайки.
2. Метод трудно приспособить к потребностям массового производства (за исключением цепевязания и лазерной грануляции).
3. Соединения, полученные лазерной сваркой, обычно имеют выступающую форму. Впоследствии эти «приливы» приходится устранять и заполировывать.
4. Некоторые соединения лазерной сваркой выполнить невозможно из-за особенностей их расположения, т.к. лазерный луч распространяется только по прямой.
5. Высокая стоимость лазерного оборудования [24, 26].
Одна из проблем при работе с драгоценными металлами заключается в том, что для них характерна высокая отражательная способность. Поэтому в некоторых случаях (не всегда!) необходимо зачернять рабочую зону, чтобы увеличить ее поглощающую способность. Это можно сделать просто темным фломастером.
2.2.4. Диффузионная сварка
Диффузионная сварка – сварка давлением, при которой детали контактируют при установленном непрерывном давлении и нагреваются в области контакта или во всем объеме при установленной температуре в течение установленного времени. Это приводит к плотному контакту поверхностей и взаимной диффузии атомов через них. Создается полная непрерывность материала [21].
Сварка может осуществляться в вакууме, в среде защитного газа или в жидкости. Преимуществом вакуума является простота получения и контроля. Кроме того, отсутствие транспортных и складских расходов делает его применение более выгодным.
Соединяемые детали с тщательно зачищенными и пригнанными поверхностями помещают в закрытую сварочную камеру с разряжением до 10-5 мм рт. ст. (примерно до 0,01–0,001 н/м2). Для повышения пластичности и ускорения диффузии детали нагревают до температур рекристаллизации (t = (0,7 – 0,8) tпл). Для получения качественного соединения нагрев заготовок по всему сечению должен быть равномерным. Очень важно контролировать температуру нагрева металла. С одной стороны, небольшое повышение температуры нагрева значительно ускоряет диффузию; с другой стороны, нагрев может снижать качество металла.
После того как достигнута требуемая температура, к заготовкам прикладывают небольшое сжимающее давление порядка 0,5–2 кг/мм2 в течение 5–20 мин. Непрерывно действующее давление сминает все выступы и неровности горячего металла и обеспечивает необходимое прилегание по всей поверхности. Через несколько минут после окончания сварки детали охлаждаются, и их выгружают из камеры [20].
Диффузионная сварка применяется во многих отраслях промышленности: в машиностроении, электронной промышленности, при производстве штампов и в других областях техники. В последнее время диффузионная сварка находит свое применение и в ювелирной отрасли – так называемый процесс синтерирования. Синтерирование – это оптимальный процесс для изготовления разноцветных колец, продаваемых, в основном, в качестве обручальных (рис. 2.7).
Рис. 2.7. Кольца из комбинированного золота,
соединенного способом диффузионной сварки
В настоящее время оборудование для синтерирования колец осуществляет компания Indutherm (Германия), ведущий производитель литейного оборудования для ювелирного производства. Для осуществления диффузионной сварки обычная серийная литьевая машина (например, VC400, VC500, VC600 и др.) дооборудуется модернизированным тиглем и специальной оснасткой. После этого, выдерживая определенный технологический режим, она готова осуществлять сварку 10–15 заготовок одновременно. Срок сварочного цикла составляет порядка 20 мин. Кроме того, компания предлагает специальные высокотехнологичные системы синтерирования серии SU (например, новая система SU450). Однако подобное оборудование достаточно дорогостоящее, и покупать его целесообразно лишь для выпуска крупных серий ювелирных украшений.
studfiles.net
Преимущества лазерной сварки
1. Возможность с высокой точностью сваривать любые металлы и сплавы: золото, платину, серебро, титан, нержавеющую сталь, драгоценные сплавы всех видов проб, медно-никелевые, цинковые, оловянные сплавы и т.д.
2. Скорость протекания процессов сварки, локальность теплового воздействия и точность позиционирования лазерного луча делают возможным выполнение сварочных работ исключительно высокого качества.
Сварку можно проводить по уже проваренным швам, не повреждая их. На одном и том же изделии можно выполнить несколько соединений, не опасаясь, что расплавятся ранее выполненные швы, т.к. тепло строго локализовано.
3. Возможность осуществлять процесс сварки без малейших нарушений геометрии самых тонких частей конструкции, а также в непосредственной близости (на расстоянии 0,5–1 мм) к элементам, чувствительным к повышению температуры (камни, вставки, эмали, керамика и т.п.).
4. Лазерная сварка создает сварной шов, не отличающийся от основного изделия по составу. Лазерный сварной шов значительно прочнее и обладает большей ковкостью, чем традиционное паяное соединение. Прочность лазерного шва составляет 95% от прочности цельного металла. Стыки, сваренные лазером на 260% прочнее, чем аналогичные стыки, спаянные горелкой и на 43% прочнее, чем сварка микроплазмой. Кроме того, лазерные швы либо вообще лишены пористости, либо пористость незначительная.
5. Нет необходимости использовать флюс. Поверхность места сварки от окислов защищает подаваемый локально инертный газ.
6. Широкие диапазоны варьирования режимов лазерного излучения позволяют сваривать разнородные материалы с различными температурами плавления в одно изделие, при этом материалы могут иметь различную толщину от нескольких микрон до нескольких миллиметров.
7. Постоянство и неизменность пробы; отсутствие проблем совпадения цвета, т.к. сварка производится без припоя путем частичного расплавления соединяемых металлов. При лазерной наплавке вместо припоя применяется проволока с тем же химическим составом, что и свариваемый металл, т.к. происходит локальный нагрев, и температура достаточна для плавления любого металла (рис. 2.6).
Рис. 2.6. Лазерная наплавка
Особенно ярко это преимущество проявляется при работе с высокопробным золотом (выше 916 пробы), для которого невозможно подобрать подходящий припой.
8. Ускорение производственного цикла. Создает очевидные экономические преимущества, т.к. ускоряется оборот металла в производстве. Высокая производительность и эффективность достигаются исключением необходимости проведения многих промежуточных и финишных операций (например, исключается процедура нанесения флюса, припоя, отбеливания и др.).
9. Улучшение внешнего вида многоцветных изделий (например, многоцветные цепи). Лазерная сварка позволяет соединять виды драгоценного металла, различные по пробе и составу сплава. Многоцветные сварные изделия легко распознать, т.к. их расцветка, не подвергаясь нагреву в печи, остается яркой.
10. Низкие потери материала при сварке.
11. Простота и удобство работы на лазерном оборудовании. Оператор может удерживать свариваемые детали в руках, таким образом уменьшается потребность в фиксирующих приспособлениях.
12. Минимальные требования по уходу.
13. Экологическая чистота и отсутствие каких-либо отходов, присущих методу пайки. Так как для сварки не используются припои (например, компонент припоев – кадмий очень токсичен) и флюсы, для очистки изделия не используются агрессивные химикаты и/или растворители.
14. Лазерный луч – это источник потока энергии, не добавляющий и не привносящий никаких посторонних элементов в место обработки. Остальное зависит от чистоты аргона, который используется для защиты свариваемых конструкций.
studfiles.net
Применение лазерных технологий в ювелирном производстве — реферат
Особенно привилась в ювелирном деле электрическая контактная сварка, точнее, ее разновидность — сварка конденсаторная. Конденсатор быстро разряжают через трансформатор, и в его вторичной обмотке (один виток толстого провода) возникает мощный импульс тока, он проходит через соединяемые детали, при этом в районе контакта выделяется значительное тепло и, расплавляя здесь соединяемый материал, образует сварное ядро.
При пайке ювелирных изделий обычно приходится выполнять трудоемкую черновую сборку, соединяя все крупные и мелкие детали и закрепляя их так, чтобы они не рассыпались от тепловых деформаций, вспучивания флюса, давления пламени газовой горелки (которой в основном пользуются ювелиры), или просто от неосторожных движений. Поэтому ювелирным изделиям старались придать такие структуры и формы, чтобы подпружинить, упереть друг в друга все их части и детали.
В сложных изделиях выполнялась многоступенчатая пайка, и для каждой последующей операции брали припой с более низкой температурой плавления, что, конечно, весьма осложняло процесс сборки. Кроме того приходилось использовать относительно крупные (по ювелирным масштабам) детали, чтобы соединение пайкой было достаточно прочным. С этой цепью, например, при изготовлении украшений, расплющивали проволоку и припаивали детали к плоской поверхности. Припой затекал в зазоры под детали, и это требовало очень точно выдерживать размеры зазоров.
При конденсаторной сварке детали без труда соединяют последовательно, одну за другой, и это позволяет создавать объемные, довольно сложные ювелирные конструкции, напоминающие, например, деревце. Нагрев при этом происходит только в районе соединения, температура самого изделия повышается настолько незначительно, что во время сварки его можно держать в руках. Это особенно важно для изделий с ювелирными камнями, которые, как правило, не выдерживают высоких температур. Для таких камней готовят особое ложе — каст. На это ложе укладывают камень и подгибают края каста или же используют особые выступы — крапаны. При контактной сварке камни укладывают на предназначенное для них место в самом начале работы, смотрят, как сочетается рисунок камня с общим узором изделия, поправили его части или добавляя новые элементы.
Еще одно достоинство конденсаторной сварки — она способна соединять самые разные металлы, с том числе такие, которые практически не поддавались пайке. И, конечно же, сварка не нуждается в припое, который обычно ухудшает качество соединений.
Правда, установки контактной сварки, выпускаемые промышленностью и используемые в электронной промышленности, оказались неудобны для ювелирных работ. Сотрудникам кафедры пришлось разработать собственный вариант и виде пинцета с гибкими проводами, которым можно произвести сварку в глубине разных ажурных изделий. Там, где требуется более мощная сварка, используют особый стержень (карандаш) с рукояткой и маленький медный столик размером в два спичечных коробка, на который кладут изделие.
На очереди стояло — внедрение в ювелирное дело дуговой сварки. Правда, свойства электрической дуги, используемой в промышленности, и дуги малых токов (менее 5 ампер), которой ведут сварку мелких деталей, существенно различаются. Микродуга обычно капризна, горит неустойчиво, «гуляет» по поверхности изделия, часто обрывается и гаснет. Специалисты кафедры избавились от этих недостатков, используя, в частности, импульсную модуляцию сварочного тока, которая стабилизирует дугу.
Еще одна проблема дуговой сварки состоит в том, что дугу приходится «зажигать» по сути вслепую, касаясь наугад электродом поверхности изделия. Лишь когда дуга зажигается, начинают следить за процессом сварки через защитное стекло. Созданная на кафедре электронная схема отслеживает момент прикосновения электрода к изделию и лишь некоторое время спустя возбуждает дугу. Этот интервал позволяет установить электрод в нужной точке, подвести защитное стекло, приподнять электрод над поверхностью изделия, и только в момент его отрыва начать сварку. Кроме того электроника строго дозирует энергию, вводимую в сварной шов, и он получается без дефектов.
Остается сказать, что использование микроэлектронной технологии позволяет выполнять украшения со значительно большим, чем при пайке, числом деталей, затрачивая гораздо меньше труда. При этом практически неограниченны возможности наращивания величины изделия и его усложнения.
Преимущества лазерной сварки по отношению к традиционным методам
Постоянство и неизменность пробы
того момента, когда перестают использоваться припои и сварка производится частичным расплавлением соединяемых металлов, исчезают все проблемы с пробой.
Экологические аспекты Для сварки не используются припои или порошки. Для очистки изделия не используются агрессивные химикаты и/или растворители. Отсутствуют проблемы с отходами.
Упрощение производственного процесса Система цепевязальный станок – лазер упрощает производственный процесс и способствует экспорту станков в страны, где не хватает традиционного опыта итальянских производств. Пример: Венецианское плетение с запатентованным производственным циклом или цепи из биметалла.
Ускорение производственного цикла Ускорение производственного цикла создает очевидные экономические преимущества ускорения оборота металла в производстве.
Улучшение внешнего вида многоцветных цепей Типичная лазерная сварка позволяет соединить виды драгоценного металла, различные по пробе и составу сплава. Многоцветную сварную цепь легко распознать, так как ее расцветка, не подвергаясь нагреву в печи, остается яркой (рис. 8).
Прихватка Лазерная сварка может быть использована и для простого соединения деталей перед пайкой.
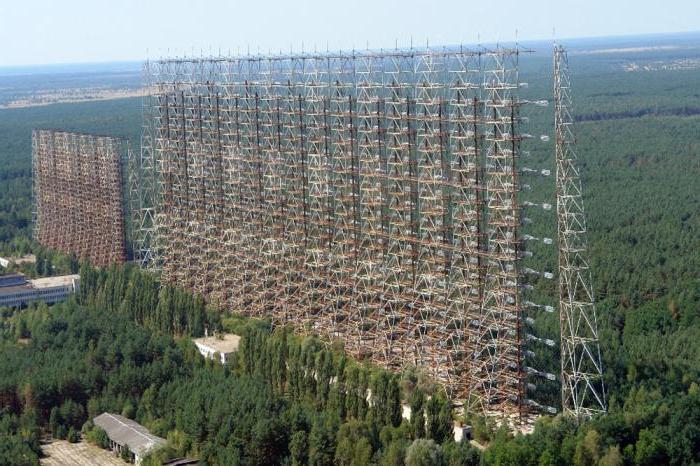
Реализация новых производственных процессов. Сильный толчок к ювелирному творчеству, связанный с изготовлением новой продукции, использует лазерную сварку. Одним из примеров является цепь Кордовая. Эта цепь породила в Италии, на Дальнем Востоке и в США настоящую производственную лавину. Конечно, сама цепь изготавливается с давних пор еще со времен этрусков, но лазер обеспечил простоту ее автоматического производства.
Маркировка, гравировка, резка, пробивка отверстий
Используя мономодальный лазер Nd: YAG непрерывного излучения с модуляцией добротности DPSS TEM 00 со средней мощностью до 40 Вт, можно выполнить как высокоскоростную маркировку за один проход с глубиной в несколько сотых миллиметра, так и гравировку с глубиной до нескольких десятых не гладких и изогнутых поверхностях в области действия фокусирующей линзы.
Типичное оснащение лазерной системы, предназначенной для этой области применения – сканирующая головка по координатам XY, по которым все перемещения управляются при помощи программного обеспечения,рис.14. То есть, начиная с маркировки, гравировки, резки, прикладное использование лазера различается только мощностью выхода и в большей степени качеством оптики лазерного источника.
Пробивка отверстий в пластинах – это резка диаметров, составляющих даже десятую часть миллиметра, поэтому она во всем совпадает с теоретическим процессом обычной резки.
Рис. 14 – Схематическое представление лазера Nd: YAG непрерывного излучения с модуляцией добротности со сканирующей головкой по осям XY.
Маркировка и декор
Обычно производится для изготовления типичных орнаментов на серьгах, браслетах, колье, используя метод сатинирования. Этот же метод становится основным для того, чтобы выделить на светлом фоне рисунок на медали, рис. 15.
Самые интересные эффекты получаются на многоцветных поверхностях из драгоценного металла, изготовленных при помощи либо вальцев, либо гальванических покрытий. Устранение блеска в отдельных областях, управляемое программным обеспечением, благодаря контрасту, создает "разницу в цвете", рис. 16.
Рис. 15 – Золотая медаль с лазерным декором
Рис. 16 – Многоцветное золотое колье с лазерным декором
Гравировка
Лазер Nd: YAG непрерывного излучения с модуляцией добротности TEM 00 в определенных условиях может обеспечить среднюю фокусировку луча размером 30 микрон. Таким образом, лазер в состоянии выполнять тончайшую гравировку с чрезвычайно малыми размерами, рис. 17. Можно "вписывать" логотипы или маркировку в квадраты со стороной даже 1 мм, позволяя "конкретно" персонализировать ювелирную продукцию или при необходимости кодифицировать серии изделий, чтобы избежать подделок.
Рисунок 17 – Гравировка знаков Зодиака | Рисунок 18 - Проходная вставка, персонализирующая цепь Панцирная |
Рисунок 19 - Диск из желтого золота 12 К, толщиной 0,15 мм. Отверстия изготовлены при помощи круговой вырезки |
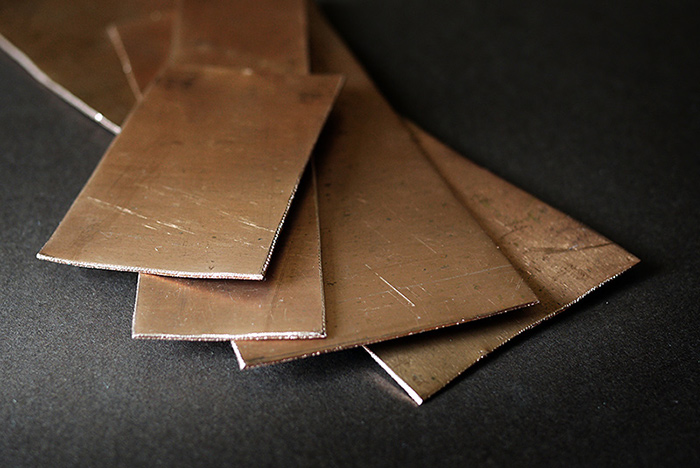
Резка
Это расширение технологии гравировки в случае глубины, превышающей толщину пластины. Одной из первых областей применения обычного лазера для маркировки стала разка золотой фольги чрезвычайно малой толщины в несколько сотых миллиметра (в дальнейшем собранных для легкости обращения в книжицы по десять листов), используемых для отделки "червонным золотом" рамок или статуй.
Обычно резка производится в несколько проходов в зависимости от толщины драгоценного металла, которая может достигать до десятых долей миллиметра. Обычным применением на сегодняшний день является проходная вставка в Панцирные цепи для их персонализации, рис. 19. В частности, используя системы с соответствующей мощностью и яркостью и применяя сканирующую головку XY, мы обеспечили резку золотых и серебряных пластин толщиной до 0,3 мм, рис. 20. Используя те же лазерные источники, может быть, более мощные с прямой фокусировкой и подачей кислорода, мы проверили возможность резки до толщины 0,5-0,6 мм как золота, так и серебра.
Пробивка отверстий в камнях
Одним из первых применений лазеров была пробивка отверстий в часовых камнях. Сверление отверстий всегда было чрезвычайно трудоемкой операцией. Современная лазерная технология позволяет прошивать отверстия требуемой формы в камнях различных типов с высокой скоростью и качеством.
Заключение
Лазерные технологии обработки материалов широко применяются в промышленности для различных технологических операций - сварки, резки, маркировки и гравировки, термообработки, сверления отверстий. В последние годы наметилась тенденция расширения применения лазеров в ювелирной отрасли. Наиболее широкое распространение получили станки для обработки с твердотельными лазерами на алюмо-иттриевом гранате, излучение которых достаточно хорошо поглощается основными материалами ювелирной промышленности - драгоценными металлами и камнями. Часть технологических процессов лазерной обработки полностью отработана и внедрена в ювелирной отрасли, некоторые процессы и технологии находятся в стадии разработки, и возможно, в скором времени могут быть применены для обработки изделий ювелирной промышленности. Лазер - идеальный инструмент для работы со всеми видами изделий из драгоценных металлов и сплавов, включая изделия с драгоценными вставками, чувствительными к температурным воздействиям.
Список литературы
1. Матвеев А.Н. Лазеры в общем физическом практикуме, 1981.
2. Романова Л.Ф. Современное ювелирное искусство. - М, 2006. - 133 с.
3. Рыкалин Н.Н., Углов А.А, Лазерная технология: подписная научно-
популярная серия Техника №3/сост., 1983.
4. Селиванкин С.А. и др. Технология ювелирного производства – Л.,1978
5. Сидорин В.М. Лазеры в авиации, 1982.
6. Тарасов Л.В. «Лазеры: действительность и надежды». М., Наука, 1979
7. Транковский С. «Книга о лазерах». М., 1988
8. Лазерная техника сегодня и завтра // Наука и жизнь №6, 2002.
referat911.ru
Технологии лазерной сварки и наплавки в ювелирном производстве
делают возможным выполнение сварочных работ исключительно высокого качества без малейших нарушений геометрии самых тонких частей конструкции, а также в непосредственной близости к элементам, чувствительным к повышению температуры. Лазерную сварку можно производить на расстоянии от 0,5 мм от камней, вставок, эмали, керамики или тонких сварных соединений в изделии. Это позволяет проводить подварку крапанов, не раскрепляя камня. Необходимо обратить внимание на существенно меньшую прочность паяного соединения в сравнении с цельным металлом. По данным практических исследований прочность сварного соединения составляет 95% от прочности цельного металла. Стыки, сваренные лазером на 260% прочнее, чем аналогичные стыки, спаянные горелкой, и на 43% прочнее, чем сварка микроплазмой.
Не так давно на ювелирном рынке появилась так называемая альтернативная сварка или микродуговая сварка неплавящимся электродом. Она представляет собой электросварочный аппарат, где сварка ведётся короткими вспышками вольтовой дуги в струе аргона. Это уже более современная технология, чем газовая горелка. Рассмотрим ее недостатки. Основной недостаток для данной технологии, заключён в нестабильности вектора распространения сваривающей электрической дуги, которая способна достичь не каждой произвольно задаваемой оператором точки на изделии, хоть та и находится в радиусе доступной рабочей удалённости от вольфрамового электрода. Это свидетельствует о не 100%-ной управляемости данного инструмента содержащего ещё и элемент непредсказуемости. Возникновение дуги аналогично молнии, которая попадает в наиболее возвышенные участки, не доходя до дна оврага. То же происходит и при сварке изделия электрической дугой. Наиболее выступающие его элементы выполняют функцию громоотвода и защищают собой более углублённые соседние участки от попадания туда пробойного разряда сваривающей дуги. Кроме этого, как известно, поток электронов дуги легко отклоняем под действием магнитных полей, от которых прибор не защищён. Это может дополнительно снижать точность попадания разряда в цель при функционировании по соседству другого оборудования.
Довольно часто, близко поднесённая деталь приваривается к электроду брызнувшим или натёкшим на него расплавом металла. При этом кончик электрода неизбежно обламывается и остаётся в изделии. Выбрать его достаточно проблематично даже твердосплавным инструментом. Кроме этого, при последующем заглаживании участка поверхности с "изюминкой" электрической дугой, та частично способна растворяться и диффундировать в расплав.
Неторопливый ритм работы прибора, серьёзно тормозит процесс сварки. Так как для подготовки к следующему разряду требуется примерно 1,5- 2 секунды, а возможность регулировки частоты сваривающих импульсов не предусмотрена. Это начинает сказываться, стоит только вам набраться опыта и начать работать в профессиональном ритме. Относительно малая сравнительная концентрация энергии плавящей дуги, приводит к тому что глубина сварки не превышает 0.5 мм … Попытки увеличить мощность приводят к значительному увеличения пятна воздействия. При лазерной сварке, широкие диапазоны варьирования режимов лазерного излучения позволяют сварить разнородные материалы с различными температурами плавления в одно изделие, при этом материалы могут иметь различную толщину от нескольких микрон
vunivere.ru