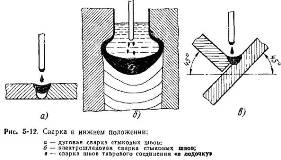
Сварка уголков в нижнем положении шва. Сварка уголков
Как правильно сварить железный уголок под прямым углом
Сегодня уголковый профиль довольно часто используется в процессе строительства различных зданий и сооружений. Также его применяют при проведении менее глобальных работ, например, для сборки ограждающих конструкций для земельных участков. Вопрос «как правильно сварить уголок?» интересует многих, поскольку от правильного выбора технологии сварки зависит прочность конструкции и долговечность её эксплуатации.

Как сварить железные уголки под прямым углом?
Сварить уголок под 90 градусов не так просто, как может показаться. Существует достаточно много вариантов такой сварки. Тонкости заключаются в том, чтобы наиболее точно расположить два уголка по отношению друг к другу. Можно выделить несколько основных видов соединений:
- Уголки располагаются вертикальными полками наружу (один уголок вкладывается в другой). Такой способ обеспечит наиболее гладкую форму свариваемой рамы и именно поэтому используется чаще всего.
- Кромки уголкового профиля разделываются под угол 45° и после этого стыкуются.
- Вязка угла в шип – в полках уголка делают вырезы (самый сложный способ).
Рассмотрим первый, самый простой способ сварки уголка в рамку. Предварительно необходимо сделать заготовки из уголкового профиля, отрезав их в размер и зачистив область наложения сварного шва.

Затем, уложив уголки в рамку, нужно измерить диагонали, чтобы убедиться в правильности размеров будущего изделия.

Далее с торца каждого угла (с внешней стороны) необходимо сделать прихватки при помощи электрода. Это необходимо, чтобы зафиксировать положение уголков в рамке. Затем выполняются прихватки внутри рамки (в каждом углу).

После наложения прихваток необходимо осуществить полную обварку мест стыковки металлических уголков. В зависимости от того, насколько велика будет нагрузка на рамку при эксплуатации, зависит, сколько швов придется наложить – то есть достаточно ли выполнить только внутреннюю сварку или еще и обварку всех торцов снаружи.

Завершающим этапом сварки металлических уголков в рамку станет зачистка швов от шлака. Данную операцию необходимо выполнять аккуратно, чтобы не повредить сварной шов.
Как сварить два уголка встык?
Сваривать уголки, как, собственно, и другие профили, встык несколько легче, чем выполнять сварку под углом. Предварительную разделку кромок можно не выполнять и сразу стыковать концы двух уголковых профилей. Главное, чтобы кромки были зачищены, поскольку в противном случае в сварочном шве могут образоваться поры. Количество проходов может быть различным и зависит от толщины стенок свариваемого уголка.
Сваривать металлический уголок можно, совершая электродом колебательные движения или круговые (спиралью). Прежде чем начать сварку, нужно зажечь дугу, например, ударом электрода о металлическую поверхность.
Угол наклона электрода должен быть равен 45°. Это позволит сварщику свободно наблюдать за сварочной ванной и формировать ровный шов.
После завершения сварки необходимо аккуратно отбить образовавшийся шлак и брызги.
Чтобы сварной шов при сварке уголкового профиля был максимально прочным и надёжным, необходимо пользоваться качественными расходными материалами. Для их приобретения обращайтесь в компанию Welding Materials. Мы осуществляем продажу электродов, сварочной проволоки, принадлежностей для сварки и средств индивидуальной защиты от лучших производителей. Для вас действуют самые низкие цены и удобные условия оформления заказа!
weldingmaterials.ru
Ворота из уголка – качественно и быстро своими руками
Существует много материалов, из которых можно сделать ворота. Достаточно долго их делали в основном дома своими руками из стального уголка. Объясняется это довольно просто. Во времена дефицита очень сложно было «достать» какой-нибудь другой материал. А о том, что можно просто купить ворота, не могло быть и речи.

Каркас ворот
А вот металлические листы можно было получить вполне реально. Также возможным было приобретение стального уголка. В наше время фирмы в основном отказываются выполнять конструкции такого плана, ведь работа это достаточно трудоемкая и длительная. Однако сделать такие ворота дома вполне реально.
Виды металлических уголков
Уголки выпускаются предприятиями, которые занимаются металлопрокатом. Они имеют технические характеристики, которые позволяют широко применять их во многих видах строительной деятельности.
Изделие получило такое название благодаря Г-образной форме, а производство уголка происходит методом горячего проката. Наряду с небольшим весом, уголки имеют высокие показатели жесткости, а их форма способствует возможности выдерживать большие нагрузки.
Все металлические уголки делят на 2 вида:
- Равнополочные. Они имеют одинаковые размеры сторон. К примеру, в уголка 40х40 обе стороны по 40 мм. Диапазон размеров таких уголков достаточно широкий: от 20 до 200 мм. При этом максимальная толщина – 16 мм, а длина зависит от цели применения.
- Неравнополочные. Это уголки с разными размерами сторон. Например, размеры уголка 130х75: одна сторона равна 130 мм, другая – 75 мм.
Изготовление ворот из уголка своими руками
Сделать ворота своими руками – это значит сэкономить денежные средства, которые ушли бы на их приобретение и установку. Поэтому такая перспектива привлекает многих, кто хотел бы установить металлические ворота у себя дома. Выполнение этой работы требует немалых усилий, зато результат порадует красивым видом новых ворот.
Изготовление каркаса
Изготовление конструкции ворот своими руками обычно начинают с выстраивания каркаса. В принципе это несложное дело, но требует знания особенностей работы:
- Для того чтобы определиться с размерами ворот, проводятся замеры.
- Выбор материала. Для каркаса можно использовать металлические уголки. Толщина материала выбирается в соответствии с габаритами будущих створок ворот.
- Подготовка основы. Для этого, исходя из выбранных размеров, нужно разрезать металл на составные части. Резка уголка производится болгаркой.
- С помощью сварки производится скрепление составных частей. Причем, вначале делаются прихватки (точечные соединения), и только когда точность окончательно выверена, делают окончательную приварку. Сварные стыки иногда мешают плотному прилеганию полотна ворот, поэтому есть смысл обработать их шлифовальным кругом или болгаркой. Когда делают каркас, для уголков можно использовать болтовые соединения.
- Профлист крепится к раме, не установленной на опоры. В этом случае каркас не будет деформироваться.
Итак, построить каркас для ворот вполне реально своими руками. Однако лучше пригласить пару помощников.

Сварочный стол
Cварка створок
Когда каркас на ворота готов, на них устанавливаются металлические листы. Для этого вначале определяются с их точными размерами, а затем обрезают по размеру створок. Очень важно сделать это с первого раза, ведь обрезать металл несколько раз нежелательно. Сварку нужно начинать с нижней части, а затем, еще раз проверив положение полотна, прикрепить его на каркас.
Навеска полотна и установка ворот
Главным элементом в навесной системе являются петли. От их качества и прочности зависит то, насколько хозяева дома обезопасят свой двор или гараж от взлома. Поэтому нужно обратить особое внимание на этот элемент конструкции.
Петли на ворота привариваются в два этапа:
- Нижнюю часть навеса приваривают к раме (нужно следить, чтобы не было зазоров). Навесы должны находиться в одной плоскости.
- Навес приваривают к створке с зазором. Для этого с внутренней стороны можно приложить кусок арматуры, служащий усилительным элементом. Снаружи створка соединяется с навесом с помощью пластины из металла.
Рама устанавливается отдельно, после того как с нее снимают створки. Крепление производится с помощью сварочного аппарата к вмонтированным заранее закладным частям.
Замки или засовы устанавливаются после полного окончания работ по установке ворот.
svoivorota.ru
Сварка уголков в нижнем положении шва
НАЧАЛЬНОГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ТУЛЬСКОЙ ОБЛАСТИ
«ПРОФЕССИОНАЛЬНОЕ УЧИЛИЩЕ №17»
План конспект урока производственного обучения.
Профессия: Сварщик (электросварочные и газосварочные работы»).
Тема: «Сварка уголков в нижнем положении шва»
Разработал: мастер производственного обучения
Ивченко Андрей Николаевич
Алексин, 2014
.
Урок производственного обучения
Профессия: «Сварщик (электросварочные и газосварочные работы)»
Тема: «Сварка уголков в нижнем положении шва»
Группа 87 I курс
Тип урока: Изучение трудовых приемов и операций
Материально-техническая база урока.
1. Инструменты: молотки, зубила, металлические щетки, линейки, чертилка, уголки, заготовки к изделию, электроды марки МР-3, диаметром 3 мм.
2. Оборудование: сварочный пост, ТДМ-301, щитки, маски, защитные очки, спецодежда.
3. Наглядные пособия: инструкционно-технологическая карта, образец изделия, эскиз изделия.
Цели:
Образовательная
Формирование умений и навыков проведения сварки уголков в нижнем положении шва. Добиваться выполнения задания с заданным качеством и в установленное время.
Воспитательная формирование качеств личности:- аккуратность;- самостоятельность;- умение работать в звене;- бережное отношение к материалам и инструментам;- ответственность за выполняемую работу.
Развивающая
Формирование навыков производственной самостоятельности, самоконтроля и оценки качества технологических операций. Закрепить и проверить у обучающихся навыки и умения самостоятельно работать по инструкционно-технологической карте. Развивать у обучающихся творческий подход к изготовлению изделий.
Ход урока.
I. Организационная часть (3 минуты)
1. Проверка обучающихся по списку.
2. Проверка готовности обучающихся к работе.
II. Вводный инструктаж (25-30 минут)
1. Сообщить тему урока, учебную цель и план работы на урок.
2. Актуализация знаний.
2.1. Повторить с обучающимися правила поведения в учебно-производственных мастерских, правила охраны труда при выполнении сварочных работ.
2.2. Предложить обучающимся ответить на вопросы теоретического курса по сварке.
2.3. Объяснить обучающимся практическое задание на основании технологической карты и эскиза.
2.4. Напомнить, что в процессе работы нужно пользоваться эталонным образцом, инструкционно-технологической картой и эскизом.
2.5. Демонстрационный показ приемов сварки.
III. Текущий инструктаж.
1. Учебная деятельность обучающихся:
Упражнения в выполнении технологических операций по сварке.
Самоконтроль качества сварки изделия.
2. Целевые обходы мастера производственного обучения.
Обход рабочих мест с целью контроля подготовки обучающихся к работе и обеспечения безопасных условий труда.
Обход рабочих мест с целью оценки:
1. Состояния рабочих мест и соблюдения правил безопасности туда.
2. Правильность выполнения приемов работы и самоконтроля.
3. Фиксация результатов наблюдений и контроля учебной деятельности.
4. Приемка и оценка готовых работ обучающихся.
IV. Заключительный инструктаж.(5-10 минут)
1. Подвести итоги занятия - степень достижения целей урока: отметить положительные стороны изменения в уровне обученности, развитие самостоятельности, аккуратности.
2. Провести анализ теоретических знаний, указать типичные ошибки.
3. Провести анализ качества выполненной практической работы и выполнение норм времени, показать лучшие работы.
4. Анализ типичных ошибок, допущенных в работе и пути их предупреждения.
5. Сообщить отметки за выполненные работы по практическому заданию.
6. Уборка рабочих мест.
I. Вводный инструктаж.
Планируемые результаты изучения темы для предложенной учебной ситуации
Задания для обучающихся, выполнение которых приведет к достижению результатов.
Действия мастера для создания условий достижения запланированных результатов.
Действия обучающихся для достижения запланированных результатов
1. Подготовка к формулированию и решению проблемы
Личностные: Развитие мотивации, познавательного интереса к проблеме
Метапредметные: Анализ представленной информации
Предметные: Формирование умения сравнивать, обобщать и делать выводы
Ответить на вопросы:
Что называется сварным соединением?
Что называется сварочным постом?
Как Вы объясните термин "Сварка снизу вверх"?
Какие бывают виды сварных соединений?
Что такое сварной шов?
Как подразделяются сварные швы по положению в пространстве?
Как изменяется сила тока при сварке в вертикальном положении шва?
1.Подготовить вопросы для организации проблемной беседы
2.Подвести обучающихся к:
- осознанию трудности технологического процесса
-формулировки проблемы
- нахождения способов решения проблемы
3. Сформулировать тему и задачи урока.
Обучающиеся учувствуют в беседе
Выдвигают гипотезы по проблеме и способов ее решения
2. Теоретическое решение проблемы с использованием натуральных образцов
Личностные: развитие интеллектуальных способностей.
Метапредметные: Развитие системного мышления, отборка знаний из физики, химии, материаловедения необходимых для решения проблемы.
Предметные: Освоение знаний, необходимых для исследования проблемы, чтения чертежей и составления инструкционной карты
Ответить на вопросы:
1. Перечислите приемы подготовки металла перед сваркой
2. Назовите виды контроля сварных соединений.
1.Подготовить наглядные пособия
2.Выбор задания
3. Подготовить чертеж задания
4. Подготовить сварочное оборудование и материалы для сварки.
5. Разработать инструкционную карту последовательности операций
5. Организовать обсуждение выполнения задания.
Обучающиеся учувствуют в беседе
Выдвигают гипотезы по проблеме и способов ее решения
Выстраивают под руководством мастера логическую цепочку способов практического выполнения задания
Проведение беседы
1. Определение задач урока.
Сегодня на уроке обучающиеся должны выполнить сварку уголков в нижнем положении шва.
2. Объяснение технологического процесса.
Беседа сопровождается демонстрацией натуральных объектов, каждый элемент которых является обобщением или подтверждением некоторого этапа обсуждения, отдельных элементов выполнения решения обучающихся под руководством мастера.
2.1 Подготовка оборудования.
Пояснения мастера.
1. При выполнении сборочных и сварочных работ существуют следующие основные опасности для здоровья рабочих: поражение электрическим током, поражение лучами дуги глаз и открытых поверхностей кожи, ушибы и порезы во время подготовки изделий к сварке и во время сварки, отравление вредными газами и пылью, ожоги от разбрызгивания электродного расплавленного металла и шлака.
2. Под режимом сварки понимают совокупность показателей, определяющих характер протекания процесса сварки. Эти показатели влияют на качество тепла. вводимого в изделие при сварке. К основным показателям режима сварки относятся: диаметр электрода, сила сварочного тока, напряжение на дуге и скорость сварки. Дополнительными параметрами режима сварки являются: род и полярность тока, тип и марка покрытия электрода, угол наклона электрода.
Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и силы сварочного тока. Диаметр электрода выбирается в зависимости от толщины свариваемого металла, типа сварного соединения, типа шва.
3.Относительно малый сварочный ток ведет к неустойчивому горению дуги, непровару и малой производительности.
Чрезмерно большой ток ведет к сильному нагреву электрода при сварке, увеличению скорости плавления электрода и непровару, повышенному разбрызгиванию электродного материала и ухудшению формирования шва.
Существует очень большая вероятность вытекания расплавленного металла, падение капель. Чтобы этого не происходило, сварку надо производить очень короткой дугой. Кроме этого будут необходимы и поперечные колебания электрода. Начнем с вытекания расплавленного металла. Что может удержать слой расплавленного металла в сварочной ванне? Только сила поверхностного натяжения. Употребим и термин «пленка поверхностного натяжения». И чем тоньше будет масса, тем больше вероятности, что она будет удержана силой (пленкой) поверхностного натяжения. Достичь этого можно следующим приемом: конец электрода надо периодически отводить в сторону от ванны, давая возможность расплавленному металлу частично закристаллизоваться. Далее — применяется пониженный ток (на 10%) и электроды меньшего диаметра. Все это даст уменьшение ширины сварочного валика.
2.2. Приемы подготовки металла перед сваркой.
Иллюстрация натуральных образцов.
Для своей работы воспользуемся металлической щеткой и уайт-спиритом для обезжиривания.
а) Зачистить кромки свариваемых пластин на ширину 15 мм.
б) Обезжирить кромки растворителем с помощью кисточки.
2.3. Сборка конструкции к сварке на прихватках.
Иллюстрация натуральных образцов
Перед сваркой детали необходимо надежно закрепить, затем установить прихватки. Это позволит в дальнейшем предотвратить деформации конструкции.
1. Закрепить детали
2. Установить зазор равный 2мм.
3. Установить две прихватки длиной 10мм. по краям сварного стыка, отступив от края 5мм.
4. Установить одну прихватку длиной 10мм. с обратной стороны
2.4 Техника выполнения сварки.
Объяснение мастера с использованием презентации и видеоролика сварки натурального объекта
1. Необходимо зажечь дугу на специальной угольной пластине. Не рекомендуется зажигать дугу на основном металле, так как возможно загрязнение и оплавление конца электрода.
2. Выполнить поочередно сварку стыков на проход справа налево.
Сварку необходимо вести без колебательных движений электрода, на короткой дуге углом вперед.
2.5 Самоконтроль качества работы, предупреждение дефектов.
Что бы свести к минимуму возникновение дефектов при сварке, необходимо производить контроль действий на каждом этапе технологического процесса.
а) Плохая зачистка кромок от ржавчины может привести к несплавлению металла.
б) Слабое закрепление металла перед сваркой и неправильная установка прихваток может способствовать деформации и короблению конструкции.
б) Неправильная установка зазора может способствовать прожогам или не провару сварочного шва.
в) Нарушение техники сварки может привести к прожогам, наплывам, неровностям, трещинам, порам в металле сварочного шва.
2.6 Охрана труда и техника безопасности при проведении сварочных работ
Соблюдение техники безопасности строго необходимо на всем протяжении работы.
Перед началом работы
-Сварочный аппарат и рабочий стол сварщика должны быть надежно заземлены.
-Спецодежда сварщика должна быть чистой, без малейших следов масла или жиров, не стеснять движения работающего, не вызывать неприятных ощущений, защищать от искр и брызг расплавленного металла, свариваемого изделия, влаги, производственных загрязнений, механических повреждений.
Во время работы
- не допускать попадания искр, брызг расплавленного металла, ультрафиолетовых лучей от сварки, на открытые участки кожи.
- необходимо использовать перчатки сварщика во избежание ожогов
В конце работы
- выключить оборудование.
- убрать рабочее место
3. Практический показ
Планируемые результаты изучения темы для предложенной учебной ситуации
Задания для обучающихся, выполнение которых приведет к достижению результатов.
Действия мастера для создания условий достижения запланированных результатов.
Действия обучающихся для достижения запланированных результатов
Личностные: Развитие интеллектуальной активности
Метапредметные: Развитие системного мышления и умения
Предметные: Формирование умения оценивать представленную работу и применить ее для выполнения практического задания.
- сконцентрировать внимание на выполнении операций, мастером.
-подготовить рабочее место;
- показать подключение и настройку сварочного аппарата;
- рассказать о самоконтроле в процессе выполнения работы, о межоперационном контроле;
- рассказать о рациональной организации рабочего места, о правилах безопасности труда;
- произвести практический показ технологического процесса сварки конструкции согласно инструкционной карте.
Следят за ходом выполнения задания
Выполняют инструкции мастера
4. Подготовка к текущему инструктажу
Личностные: Развитие ответственности и адаптивности
Метапредметные: Развитие системного мышления
Предметные: Формирование умения организовать рабочее место
Правильно организовать рабочее место
Получить задание, необходимые материалы и инструмент.
Проверить усвоение обучающимися изученного материала, при этом выявить пробелы в знаниях и умениях;
- сообщить критерии оценок за практическую работу;
-расставить по рабочим местам.
Получают у мастера инструменты и материал.
Занимаются организацией рабочего места.
II. Практический этап.
Личностные: Развитие ответственности и адаптивности
Метапредметные: Развитие системного мышления и умения чтения чертежей и применения знаний курса спецтехнологии для практического выполнения работы
Предметные: Формирование умения производить сварку.
1. Подготовить сварочное оборудование к работе.
2. Настроить режим сварки.
3. Выполнить последовательность операций при подготовке металла к сварке.
4. Произвести сварку согласно задания.
5. Контролировать порядок действий на каждом этапе выполнения задания, что бы исключить дефекты сварного соединения.
6. Выполнять технику безопасности.
7. Сдать работу мастеру.
8. Убрать рабочее место
Проводить целевые обходы
1. Проверить организацию рабочих мест.
2. Проверить правильность настройки оборудования.
3. Проверять правильность выполнения задания.
4. Проверять соблюдение охраны труда и техники безопасности.
5. Индивидуальное инструктирование отстающими учащимися, дополнительное задание наиболее успевающим учащимся.
6. Проверять аккуратность и правильность ведения самоконтроля.
7. Проведение повторного группового инструктажа для предупреждения и исправления типичных ошибок или для повторного показа (при необходимости)
1.Выполняют подключение и настройку оборудования.
2. Выполняют сварку
3. Следят за организацией рабочего места.
4. Контролируют ход выполнения работы по инструкционной карте.
5. Соблюдают технику безопасности при проведении сварочных работ
III. Заключительный инструктаж
Дом задание – пройденный материал
1.Подвести итоги за день, анализ работы каждого обучающегося;
2.Сообщить оценки, с обоснованием выставленных оценок;
3.Продемонстрировать лучшие работы, отметить, кто из учащихся добился отличного качества в работе;
4.Разобрать и дать анализ наиболее характерным недочетам в работе обучающихся, указать пути и методы их устранения;
5.Раскрыть экономическую сторону урока, рациональный расход материала;
6.Подвести итоги занятия в целом;
7.Выдать домашнее задание: Повторить пройденный материал.
вся подгруппа, принимает участие в обсуждении, выявляют дефекты и обсуждают ошибки.
Критерии оценки и уровни выполнения задания
Диагностическая карта (Приложение 3).
Высокий уровень «5»
Средний уровень «4»
Низкий уровень «3»
Уровень сформированности умения выполнения сварки алюминия вольфрамовым (неплавящимся) электродом в среде инертного газа.
Изделие собрано без смещения кромок пластин, отсутствует деформация. Сварочные швы прямолинейны, нет видимых дефектов шва.
Изделие собрано без смещения кромок пластин, отсутствует деформация. Криволинейность шва не более 2 мм на 100 мм шва. Отсутствуют прожоги, подрезы. Наплывы, неровности шва – не более 2 на 10 мм.
Смещение пластин не более 2 мм, незначительная деформация, наличие наплывов более 2 на 100 мм шва. Криволинейность шва более 2мм на 100 мм шва. Наличие прожогов более двух на изделие, непровар корня шва.
Диагностическая карта
дата
Измерительный и визуальный контроль сварного соединения (стык)
Соблюдение ОТ и ТБ
Организация рабочего места
Выполнение нормы
Оценка
Время на тему
Сборка
соединения
Геометрические параметры шва
Визуальный контроль
(дефекты сварного шва)
№ п.п.
Ф.И.О
Подготовка
к сварке
Установка прихваток
Ширина шва
Усиление
провар
поры
Прямолинейность шва
Наплывы неровности
прожег
деформации
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
Мастер п/о_____________________/________________/Технологическая карта
Сварка уголков в нижнем положении шва.
№ п.п
Операция
Инструменты и приспособления
Материал
Технологический процесс
1
Подготовка металла под сварку
Линейка, мел, чертилка, металлическая щетка, угольник
Стальной уголок 45 мм.
Разметка, зачистка кромок под сварку.
2
Сборка
Линейка, угольник
Стальной уголок 45 мм.
Собрать детали изделия, согласно эскиза.
3
Прихватка
Источник питания, сварочные провода, щиток, электроды, электрододержатель, зубило, молоток, защитные очки
Стальной уголок 45 мм .
Произвести прихватку изделия согласно эскизу.
4
Сварка
Источник питания, сварочные провода, щиток, электроды, электрододержатель, зубило, молоток, защитные очки
Стальной уголок 45 мм .
Произвести сварку деталей изделия, зачистить швы от шлака.
5
Оценка качества сварного шва
Визуальный осмотр сварного соединения.
infourok.ru
1. Технология стыковой сварки. Стыковая сварка уголков
Похожие главы из других работ:
Газовая сварка
3. Технология газовой сварки
Внешний вид, температура и влияние сварочного пламени на расплавленный металл зависят от состава горючей смеси, т.е. соотношение в ней кислорода и ацетилена. Изменяя состав горючей смеси, сварщик изменяет свойства сварочного пламени...
Металлургические процессы при сварке низкоуглеродистых, низколегированных и высоколегированных сталей
2.2 Технология сварки
Высоколегированные стали и сплавы, как правило, обладают увеличенным до 1,5 раза коэффициентом линейного расширения при нагревании и пониженным в 1,5--2 раза коэффициентом теплопроводности по сравнению с низкоуглеродистыми сталями...
Сборка и сварка конструкции корпуса ацетиленового баллона
6. Технология сборки и сварки
1. Прохождение инструктажа по ТБ и ПТЭ. 2. Подготовка рабочего места. 3. Маркирование - нанести информацию на бирку: номер чертежа, количество штук в партии, дату и цех изготовитель. 4. Сборка и сварка корпуса 4...
Совершенствование технологии сварки корпуса механизма компенсации морской буровой установки
7.1 Технология сборки и сварки
Производство корпуса начинается с изготовления деталей поз.1, 2, 3, 4 и 5. чертеж А0000001. Данные детали изготовляются по субподряду. Субподрядчик вырезает детали, производит рихтовку и грунтовку деталей...
Создание усовершенствованной существующей базовой конструкции ручки к кастрюле диаметром 250 мм
4. Технология контактной сварки
4.1 Элементы технологии ручки к кастрюле Технология контактной сварки включает в себя подготовку поверхностей, сборку, прихватку, сварку, последующая обработку, контроль качества...
Технологии заготовки, сборки и сварки гнезда для отливки шпал на Могилевском автозаводе
3 Технология сварки
...
Технологические основы сварки плавлением и давлением
9. ТЕХНОЛОГИЯ СВАРКИ
Процесс изготовления данной конструкции состоит из нескольких операций: подготовка листов под сварку, сборка листов под сварку, сварка листов и механическая обработка шва после завершения процесса сварки...
Технология автоматической сварки под флюсом
4 Технология сварки под флюсом
При сварке под флюсом сварочная дуга между концом электрода и изделием горит под слоем сыпучего вещества, называемого флюсом. Флюс насыпается слоем толщиной 50-60 мм; дуга утоплена в массе флюса и горит в жидкой среде расплавленного флюса...
Технология горячей сварки чугуна
6. Технология горячей сварки
Наиболее радикальным средством борьбы с образованием отбеленных и закаленных участков шва и околошовной зоны и образованием пор и трещин служит подогрев изделия до температуры 600 ... 650 °С и медленное охлаждение его после сварки...
Технология сварки металлов
2. Технология сварки металлов
сталь электродуговой сварка пайка Сварка - технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или пластическом деформировании...
Характеристика стали, её свариваемости
5. ТЕХНОЛОГИЯ ПРОЦЕССА СВАРКИ
005 ПРАВКА 1 Править заготовки с помощью пресса 010 КОНТРОЛЬ 1 Контролировать перекос кромок металлической линейкой 015 РАЗДЕЛКА КРОМОК 1Выполнить разделку кромок на участке механообработки согласно эскизу 020 ЗАЧИСТКА 1 Зачистить кромки...
Электронно-лучевая сварка деталей гироскопа
1.2.1.1 Технология аргонодуговой сварки
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой вдувается защитный газ...
Электронно-лучевая сварка деталей гироскопа
1.2.2.1 Технология микроплазменной сварки
На рис.1.2 схематично изображен плазмотрон. Принцип действия плазмотрона, питающаяся от источника 1, заключается в том, что дуга между электродом 2 и изделием 3 проходит через очень маленькое сопло 4...
Электросварочные и газосварочные работы
2.5. Технология сварки
Зафиксировав стык, произвести предварительный подогрев до температуры 100о- 150о С в случае температура окружающего воздуха<+5С. При сварке специальных соединений (варка в нитку газопровода толстостенных соединительных деталей...
Электросварочные и газосварочные работы
2.5. Технология сварки
Зафиксировав стык, произвести предварительный подогрев до температуры 100° - 150°С в случае если температура окружающего воздуха ?+5°С...
prod.bobrodobro.ru
Сварка уголка по выгодной цене на заказ в Москве
Сварка относится к процессам, требующим умений и сноровки. Не исключена возможность соединения встык уголков, швеллеров, двутавровых балок.
Подготовка материала
К процессу подготовки относится:
- очистка свариваемых кромок от ржавчины и грязи;
- установка между кромками нужных зазоров;
- непременная прихватка свариваемых частей с учетом геометрических размеров изделия.
С большим усердием необходимо выполнять очистку кромок, чтобы в дальнейшем в сварных швах не иметь массу дефектов. В итоге конструкция может потерять надежность и прочность. Также создать дополнительную работу по необходимости очистки шва от нагара.
Процесс разделки кромок является, безусловно, нужным при сварке металла, толщина которого большая. Ее необходимо проводить по нескольким важным причинам. Разделка дает главное – абсолютный провар по всей длине шва кромки, а это существенно укрепляет конструкцию.
Очень важна такая операция при сварке ферм, которым предстоит быть основой несущих металлических конструкций. Все дело в том, что главным свойством ферм является прочность, позволяющая применять их почти во всех процессах строительства. В Москве такие металлоконструкции применяются повсеместно.
Также к важной составляющей процесса относится установка между кромками свариваемых деталей зазоров. Сделать конструкцию фермы из уголка надежной и крепкой поможет точно выверенное расстояние между частями уголка.
При сварке уголка требуется соединять детали, толщиной больше 2 миллиметров. Если такие металлы используются, то необходимо устанавливать зазоры от 0,5 до 2 миллиметров.
Самым важным подготовительным этапом, от которого зависит качество изделия после выполнения сварки, является посадка на прихватки всего изделия. К нему приступают после подготовки и зачистки.
Если посадка выполнена правильно, то это гарантирует, что ферма вынесет все нагрузки, которые на нее будут воздействовать. Во время соединения деталей могут возникнуть нюансы, которые и поможет учесть сборка на прихватки. С помощью данного процесса можно точно определить вероятное изменение намеченной геометрической конструкции и своевременно ее исправить. Прихватки остынут. Конструкция получится устойчивой к незначительным физическим воздействиям. Специалисты нашей компании на заказ выполняют сварку уголка. Все делается качественно и в короткие сроки.
Основной этап работы по сварке уголков
Необходимо помнить, что деформации неизбежны, однако их надо свести к нулю. Необходимо к технологии процесса отнестись внимательно. Сварку уголка обязательно вести четко по утвержденному порядку и в согласовании с чертежами. Это даст возможность избежать:
- короблений;
- повреждений;
- значительного снижения прочности всей конструкции.
Подготовка сварочного аппарата к работе должна проходить согласно инструкции, которая всегда имеется. Также необходимо определится с применяемым материалом и убедится в наличии в сети нужного электрического напряжения. Иначе работа по сварке уголков будет не удачной, что отрицательно скажется на конечном результате.
В нашей компании выполняются все сварочные работы, включая сварку уголка. Работы осуществляются квалифицированными сварщиками, обладающими огромным опытом. Цена на оказание услуг доступная.
metall-24.ru