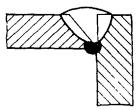
Сварка углового соединения (таврового типа). Сварка тавровое соединение
Автоматическая сварка под флюсом тавровых, угловых и нахлесточных соединений
Тавровые, угловые и нахлесточные соединения сваривают угловыми швами (рис. 79). Нахлесточные соединения можно также сваривать прорезными швами или электрозаклепками.
Рис. 79. Типы сварных соединений с угловыми швами: а — тавровое, б — угловое, в - нахлесточное, г — нахлесточное соединение с прорезным швом.
Автоматическая сварка под флюсом соединения «в лодочку» угловыми швами выполняется вертикальным электродом (рис. 80, а, б) или наклоненным электродом поперек шва при положении соединения не в «лодочку» (рис. 80, в).
Сварка нахлесточных соединений угловым швом с плавлением кромки верхнего листа (рис. 80, г) и прорезным швом (рис. 80, д) выполняется при вертикальном положении электрода.
Рис. 80. Схема расположения электрода при сварке тавровых и нахлесточных соединений: а — вертикальным электродом в симметричную «лодочку», б — то же, в несимметричную «лодочку», в — электродом, наклоненным поперек шва, г — вертикальным электродом с оплавлением кромки нахлесточного соединения, д — прорезным швом.
Сварка «в лодочку» может быть выполнена при симметричном (см. рис. 80, а) и несимметричном (см. рис. 80, б) положениях свариваемых листов. Наилучшее формирование шва обеспечивается при сварке «в симметричную лодочку».
Несимметричное расположение соединяемых листов рекомендуется при сварке нахлесточных соединений. Угловые швы выполняют наклонным электродом в том случае, когда по условиям производства и при сварке крупногабаритных изделий не представляется возможным установить свариваемое изделие «в симметричную лодочку».
При сварке углового соединения (см. рис. 79, б) нужно, чтобы конец электрода двигался точно относительно кромок свариваемого металла, иначе могут образоваться подрезы вертикальной кромки и наплывы на горизонтальном листе.
Вместе с тем при сварке тавровых соединений не «в лодочку» требования к точности сборки менее жестки, чем при сварке соединений «в лодочку». Это обусловлено тем, что при сварке «в лодочку» возможность вытекания жидких металла и шлака через зазоры большая, чем при сварке таких соединений наклоненным электродом при положении не «в лодочку».
Чем больше мощность дуги, тем больше вероятность протекания жидкого металла через зазор. Если зазор более 1—1,5 мм, то при сварке «в лодочку» необходимо применять специальные меры, предупреждающие протекание жидкого металла.
Для этого угловые и тавровые соединения с зазором 1,5 мм и более сваривают на флюсовой подушке (рис. 81 ,а), на флюсо-асбестовой (рис. 81, б, в) или флюсо-медной (рис. 81, д) подкладках либо после ручной подварки с противоположной стороны соединения (рис.81,г).
Рис. 81. Схема способов сварки под флюсом угловых и тавровых соединений в «лодочку»: а — на флюсовой подушке без принудительного поджатия флюса, б — на флюсовой подушке с принудительным поджатием, в — с заделкой зазора асбестом, г — с ручной подваркой, д — с полным проваром на флюсо-медной подкладке; 1 — не поджатый мелкий флюс, 2 — поджатый флюс обычной грануляции, 3, 4 — поджимающий шланг, 5 — асбест, 6 — медная поджимающая подкладка, 7 —вырез в медной подкладке, 8 — подварочный ручной шов.
Применение машинной газовой резки на заготовительных участках сборочно-сварочных цехов позволяет собирать изделия под сварку с минимальными зазорами в соединениях.
Благодаря этому представляется возможным выполнять автоматическую сварку угловых и тавровых соединений при положении «в лодочку» на весу (без подкладок).
Автоматическая сварка угловых, тавровых и нахлесточных соединений выполняется при помощи подвесных сварочных головок или сварочных тракторов (рис. 82), перемещающихся непосредственно по изделию.
Рис. 82. Схема установки для автоматической сварки под флюсом двутавровой балки
В зависимости от толщины металла тавровые, нахлесточные и угловые соединения могут свариваться однопроходными или многопроходными швами. При положении «в лодочку» за один проход можно сварить шов большего сечения, чем при положении не «в лодочку».
При сварке не «в лодочку» шов получается правильной формы, если его катет не превышает 8 мм. Швы с большим катетом выполняют в несколько проходов при соблюдении определенной последовательности наложения отдельных валиков (рис. 83).
Рис. 83. Последовательность наложения валиков многопроходных швов при сварке не «в лодочку».
www.prosvarky.ru
| АрхеологияАрхитектураАстрономияАудитБиологияБотаникаБухгалтерский учётВойное делоГенетикаГеографияГеологияДизайнИскусствоИсторияКиноКулинарияКультураЛитератураМатематикаМедицинаМеталлургияМифологияМузыкаПсихологияРелигияСпортСтроительствоТехникаТранспортТуризмУсадьбаФизикаФотографияХимияЭкологияЭлектричествоЭлектроникаЭнергетика | § 44. Соединения угловые У5 без скоса кромок двусторонние с предварительным наложением подварочного шва (рис. 35)
Рис. 35 Таблица 72 Норма на 1 м шва
* В том числе масса наплавленного металла подварочного шва, равная 0,035 кг. § 45. Соединения угловые У7 со скосом одной кромки двусторонние с предварительным наложением подварочного шва (рис. 36)
Рис. 36 Таблица 73 Норма на 1 м шва
* В том числе масса наплавленного металла подварочного шва с катетами 4; 5; 6 мм. § 46. Соединения тавровые ТЗ без скоса кромок двусторонние (рис. 37)
Рис. 37 Таблица 74 Норма на 1 м шва
Примечание. Норма для соединений Т7 тавровых без скоса кромок односторонних определяется по дайной таблице с коэффициентом 0,5. § 47. Соединения тавровые Т7 со скосом одной кромки двусторонние с предварительным наложением подварочного шва (положение "в лодочку") (рис. 38)
Рис. 38 Норма на 1 м шва
§ 48. Соединения тавровые Т8 с двумя симметричными скосами одной кромки двусторонние (положение "в лодочку") (рис. 39) 
Рис. 39 Таблица 76 Норма на 1 м шва
§ 49. Соединения нахлесточные Н1 без скоса кромок односторонние (рис. 40)
Рис. 40 Таблица 77 Норма на 1 м шва
Примечание. Норма для соединений Н2 нахлесточных без скоса кромок двусторонних определяется по данной табл. с коэффициентом 2. РАЗДЕЛ III. СВАРКА СОЕДИНЕНИЙ АРМАТУРЫ И ЗАКЛАДНЫХ ДЕТАЛЕЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ Техническая часть 1. Производственные нормы расхода сварочных материалов разработаны на дуговые методы сварки соединений, регламентированных "Инструкцией по сварке соединений арматуры и закладных деталей железобетонных конструкций" СН 393-78 М.: Госстрой СССР, 1979. 2. Конструктивные размеры, типы соединений и область применения по классам арматуры соответствуют указанной Инструкции. 3. При производстве работ по сварке соединений арматуры и закладных деталей железобетонных конструкций должны выполняться требования, предусмотренные главами СНиП по проектированию, производству работ и приемке сборных и монолитных железобетонных конструкций. 4. Стали для изготовления сварных арматурных изделий и закладных деталей следует применять в соответствии с указаниями, предусмотренными главой СНиП по проектированию бетонных и железобетонных конструкций, ГОСТ 5781-75, ГОСТ 5.1459-72, ТУ 14-4-537-74, ТУ 14-4-723-76 и ТУ 14-4-659-75. 5. Выбор типов, конструктивных элементов и способа сварки соединений арматуры и элементов закладных деталей следует осуществлять из условий: применения сварных соединений и технологии сварки, обеспечивающих наиболее высокую эксплуатационную надежность и наиболее полное использование механических свойств арматурной стали; максимально возможного уменьшения материальных и трудовых затрат на выполнение сварных соединений. 6. Марки сварочных проволок для механизированных способов сварки следует выбирать в соответствии с типом соединения и классом арматуры. Нормами предусмотрено применение проволок Св-08а, Св-08ГА, Св-10А, Св-10Г2, СВ-08ГС, СВ-08Г2С, ПП-АНЗ, ПП-АНЗС, ПП-АН11, СП-2, ПП-2ДСК, ПП-АН7. 7. Нормами предусмотрено применение электродов марок УОНИ-13/45, МР-3, УОНИ-13/55, УОНИ-13/65 (коэффициент расхода КР=1,7) типов соответственно Э42, Э46, Э50, Э60. При применении электродов с коэффициентом расхода больше или меньше КР=1,7 норму Н (кг) расхода следует рассчитывать по формуле
где НТ - норма расхода по табл. 78-98, кг; КТ - коэффициент расхода электродов, по которому определяется норма расхода; 1,7 - коэффициент расхода электродов. 8. Нормами предусмотрено применение флюсов марок АН-348А, АН-8, АН-14, АН-22. В нормах расхода учтено вторичное использование нерасплавленного флюса. 9. Расход сварочных материалов в табл. 78-98 приведен для равных диаметров свариваемых стержней. При сварке стержней диаметрами Д1/Д2=0,8-1 необходимо к нормам применять поправочный коэффициент 0,9. |

studopedya.ru
Сварка - тавровое соединение - Большая Энциклопедия Нефти и Газа, статья, страница 1
Сварка - тавровое соединение
Cтраница 1
Сварка тавровых соединений производится в один слой в положениях, рекомендованных в паспорте на электроды. [2]
Сварка тавровых соединений производится на длине 100 мм в один слой в положениях, обусловленных паспортом на электроды, с использованием рекомендованного подогрева перед сваркой. [3]
Сварку тавровых соединений в нижнем положении выполняют при наклоне горелки к горизонтали под углом 45 - 55; в случае применения проволоки 1 6 - 2 мм горелка перемещается беч колебательных движений, при меньшем диаметре проволоки - с петлеобразным колебательным движением. [5]
При сварке тавровых соединений в лодочку высота слоя ППМ должна быть на 2 мм больше катета шва. [6]
При сварке тавровых соединений острой гранью ( см. рис. 5.21, о, р, с) создаются благоприятные условия для интенсивной пластической деформации металла на свариваемых поверхностях обеих деталей. Это способствует повышению качества сварки, равномерному провару по периметру соединения, снижению деформации стенки привариваемой втулки. [7]
При сварке тавровых соединений в лодочку и наличии повышенных зазоров между элементами используются: флюсовая подушка, флюсо-медная подкладка, асбестовые уплотнения. [8]
При сварке тавровых соединений не в лодочку не требуется кантовки изделий, но для получения швов с катетом более 10 мм необходимо применять многослойную сварку, которая менее производительна, чем однопроходная, и требует особых навыков сварщиков. [9]
Оборудование для сварки тавровых соединений содержит узлы, имеющиеся в машинах для стыковой и точечной холодной сварки. Это оборудование может быть создано на базе стандартного гидравлического пресса. [11]
Машины для сварки тавровых соединений позволяют получать соединения деталей, расположенных перпендикулярно одна по отношению к другой. [12]
Тележки используются для сварки тавровых соединений при высоте вертикальной стенки не менее 150 мм и ширине горизонтальной полки не менее 30 мм. В качестве магнитного присоса применяются электромагниты постоянного тока, магнитный поток которых, замыкаясь через колеса тележки и вертикальную стенку изделия, создает усилие, обеспечивающее устойчивое положение тележки при сварке. [13]
Для этого при сварке таврового соединения производили охлаждение водяным душем, как показано на рисунке 2.12. Распределение температур определяли в области центра шва на свободной поверхности горизонтальной пластины термопарами типа ТХА с помощью осциллографа. [15]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Сварка углового соединения (таврового типа)
СВАРКАВНИЖНЕМПОЛОЖЕНИИ
При сварке в нижнем положении существуют следующие разновидности соединений:
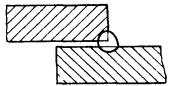
Сварка стыкового соединения
Данный тип сварного соединения чаще всего используется для несложных конструкций обычного назначения. При ________________сварке металла толщиной до 8 мм такое соединение будет достаточно прочным, стыковые соединения изделий толщиной не более 4 мм свариваются _______________. Прочность сварных стыковых соединений определяется ________________________________________, а она зависит от __________________________________электродов, от толщины свариваемых деталей, от величины сварочного тока и от зазора между деталями.
| Односторонние соединения без скоса кромок, выполняют электродами диаметром равным толщине металла, если она не превышает _____________мм. | |
| Листы диаметром от 4 до 8 мм сваривают __________________ швом. | |
| Металл толщиной более 8 мм сваривают __________________ кромок под углом около 30 градусов. Во избежании прожогов сварку ведут на _____________________ (медных или стальных) в несколько проходов. Для первого прохода рекомендуется использовать электрод толщиной не более __________мм, для последующих - применять электроды с ______________________ диаметром. На рисунке видно, что при первом проходе корневой шов заваривают электродом меньшего размера. Для первого шва важна достаточная ______________________провара и его точность (проплавленный метал не должен выходить за кромки). При втором и последующих проходах используется больший по диаметру электрод, его нужно с небольшой скоростью продвигать вперед по шву, при этом делая ___________________ движения электрода из стороны в сторону для полного заполнения выемки между кромок. |
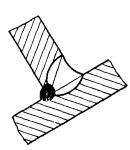
Сварка углового соединения
Хорошие результаты при сварке угловых швов обеспечиваются установкой плоскостей соединяемых элементов «____________________», т.е. под углом 45 градусов к горизонтали (возможны варианты с меньшим радиусом угла). При этом достигается хорошее проплавление стенок и угла элементов, а опасность непровара или подреза невелика. Сварка «________________» дает возможность наплавлять за один проход швы большого сечения. Оптимальный метод подбирается в зависимости от положения и места проведения сварки.
| _________________________________________ производится при __________________ значениях сварочного тока (как обратной, так и прямой полярности) Сварку в симметричную «лодочку» при обратной полярности рекомендуется проводить на максимально короткой дуге. При таком методе меньше вероятность подрезов одной стенки и наплывов на другой, чем при несимметричной «лодочке» | |
| ______________________________________ осуществляется при наклоне под углом 60 и 30 градусов. Электрод должен направлять сварочную дугу прямо ______________________________ сварного шва. Главное - чтобы сварочная дуга не вышла на поверхность пластины за пределами формирующегося шва. Не допускается наплавка слишком большого количества металла за один проход. Метод хорош при работе в труднодоступных местах за счет небольшой амплитуды движений электрода. |
Сварку в «лодочку» лучше всего применять при взаимном расположении свариваемых изделий под углом в 90 градусов при длине угловых швов 8 мм и более.
Сварка углового соединения (таврового типа)
Обычно при сварке тавровых соединений в нижнем положении нужно _______________ проходов. _________________ угловые швы допустимы при сварке простых конструкций, но при этом они должны иметь стороны, образующие угол в 45 градусов при угловом сварном шве, и не превышать диаметр используемого электрода более чем на _____________ мм.
При многопроходной сварке угловых швов, первый проход всегда выполняется электродом _________________ размера, чем будут использоваться при повторных проходах. Диаметр электрода для первого прохода - 4-6 мм, шов наплавляется без каких-либо _________________ электрода. Последующие проходы электродами меньшего диаметра обязательно применяются ____________________________ (движение электрода из стороны в сторону) Следует внимательно следить, чтобы размах этих колебаний не превысил допустимую ______________шва.
poisk-ru.ru
Сварка тавровых и угловых соединений (АК
Сварку тавровых, угловых и нахлесточных соединений выполняют в двух основных положениях — в лодочку и в угол (табл. 25, 26). [c.63]
Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы и конструктив>1ые элементы. Стандарт распространяется на сварные швы, выполняемые автоматической и полуавтоматической сваркой под слоем флюса па конструкциях из углеродистых и низколегированных сталей. Стандартом устанавливаются условные обозначения способов сварки, основные типы швов в стыковых, тавровых, угловых соединениях и в соединениях внахлестку в зависимости от формы подготовки кромок и характера выполнения шва. Указывается вид в поперечном сечении подготовленных кромок и выполненных швов в зависимости от толщины свариваемого металла, графическое и буквенно-цифровое обозначение типов швов. Приведены размеры конструктивных элементов швов с допускаемыми отклонениями от них и обозначения швов на чертежах. [c.484]
Режимы ручной дуговой сварки тавровых, угловых и нахлесточных соединений [c.81]Прямолинейный скос кромок применяют для листов толщиной до 60 мм для листов большей толщины (до 160 мм) предусмотрен криволинейный скос кромок с углом разделки 25—26°, так как это обеспечивает значительно меньший объем наплавленного металла и уменьшает угловые деформации. Сварка тавровых соединений без скоса кромок возможна для металла толщиной до 40 й1м. В зависимости от требований к прочности соединений, связанных со сквозным проваром, предусмотрены соединения с односторонним несимметричным скосом для толщин 8—30 мм и двусторонним симметричным для толщин 30—60 мм. [c.14]
В табл. 28 и 29 показаны общая структура обозначения швов сварных соединений, выполняемых сваркой, плавлением и давлением, и условные графические знаки для основных типов швов стыковых, угловых, тавровых и соединений внахлестку. [c.290]
Шов таврового соединения без скоса кромок, односторонний, выполняемый электродуговой ручной сваркой по замкнутому контуру. Катет шва 5 мм Шов углового соединения со скосом одной кромки, двусторонний с предварительным наложением под-варочного шва, выполняемый автоматической сваркой под флюсом по замкнутой линии Шов нахлесточного соеди-кения, трехрядный с шахматным расположением точек, выполняемый контактной точечной электросваркой. Расчетный диаметр точек 10 мм, шаг между точкамИ 40 мм [c.225]
Расчет тавровых соединений. При выполнении тавровых соединений без подготовки кромки соединяемых элементов (рис. 2.11) (сварка осуществляется угловым швом) условное напряжение при нагрузке силой F и изгибающим моментом М. [c.29]
Аргонодуговой сваркой выполняют швы стыковых, тавровых и угловых соединений. При толщине листа до 2,5 мм целесообразно производить сварку с отбортовкой кромок, при малой величине зазора (0,1—0,5 мм) можно сваривать тонколистовой металл толщиной от 0,4 до 4 мм без разделки кромок. Допустимый зазор тем меньше, чем меньше толщина свариваемого материала. Листы толщиной более 4 мм сваривают встык с разделкой, при этом допустимый зазор должен быть не более 1,0 мм. [c.83]
Нахлесточные, тавровые и угловые соединения выполняют угловыми швами (обычно нормального сечения, рис. 29.4). Нахлесточные соединения тонколистовых конструкций выполняют с помощью контактной сварки точечной (рис. 29.5, а) или шовной (рис. 29.5, б). [c.472]
Форма и размеры швов обычно определяются толщиной свариваемого металла (их задают ТУ и указывают на чертежах). При сварке плавлением, как правило, регламентируют ширину, выпуклость шва и глубину проплавления для угловых, тавровых и соединений внахлестку катет шва и высоту расчетного (рабочего) сечения. [c.7]
Для удобства оценки швов устанавливают понятие однотипных сварных соединений. Однотипными считаются производственные сварные соединения, имеющие одинаковые конструктивно-технологические признаки одинаковую конструкцию, аналогичную форму раздела кромок, выполненные по единому технологическому процессу (одним способом сварки, в одних и тех же положениях, сварочными материалами одной марки и одного диаметра, при одних и тех же режимах сварки, подогрева и термообработки и т. п.) на элементах из стали одной марки, при соотношении максимальных и минимальных толщин и наружных диаметров не более 1,65. Максимальные и минимальные размеры толщин и диаметров принимаются по номинальным значениям размеров свариваемых элементов. При выполнении сварных швов на плоских элементах или на цилиндрических с диаметром более 750 мм учитывается только соотношение толщин. Однотипность угловых и тавровых сварных соединений оценивается по соотношению толщин и диаметров только привариваемых элементов, для которых максимальное соотношение не должно превышать 1,65. Соотношение максимальной и минимальной толщины основных элементов не должно превышать 2,0 а соотношение диаметров может не учитываться. [c.212]
Схемы контроля. Стыковые, угловые, тавровые сварные соединения и соединения внахлестку контролируют по схемам рис. 5.53, где показаны полностью заваренные сварные соединения, сваренные односторонней сваркой без разделки кромок. Неполностью заваренные соединения, выполняемые двусторонней сваркой, и соединения, выполняемые с разделкой кромок, контролируют так же. [c.537]
Для металлографического исследования угловых и тавровых сварных соединений, выполненных электродуговой сваркой на элементах котлов, пароперегревателей, экономайзеров, трубопроводов пара и горячей воды из стали перлитного класса, а также аустенитного или мартенсито-фер-ритного классов, подвергаемых 100 %-ному контролю ультразвуковой дефектоскопией или просвечиванием, и сварных соединений, выполненных газовой сваркой (независимо от класса свариваемой стали) и подвергаемых такому же контролю, должны быть сварены соответствующие контрольные сварные соединения в количестве [c.596]
Для металлографического исследования производственных угловых и тавровых сварных соединений, выполняемых электродуговой сваркой на элементах из стали перлитного класса (за исключением случаев, когда эти соединения подвергаются 100%-ному ультразвуковому контролю или просвечиванию — см. п. 4.9.5 а ), соответствующие контрольные соединения должны быть сварены в следующем объеме (количестве) [c.558]
Для металлографического исследования производственных угловых и тавровых сварных соединений, выполняемых электродуговой сваркой на элементах из стали мартенсито-ферритного и аустенитного классов, а также выполняемых газовой сваркой на любых элементах (независимо от класса свариваемой стали), соответствующие контрольные соединения должны быть сварены [c.558]
Наиболее труден для исполнения потолочный шов, лучше всего шов формируется в нижнем положении. Потолочные, вертикальные и горизонтальные швы приходится обычно выполнять при изготовлении и особенно при монтаже крупногабаритных конструкций. При сварке угловых швов тавровых, нахлесточных и угловых соединений лучшее формирование шва обеспечивается при его положении [c.14]
Большая зона нагрева газовым пламенем увеличивает деформации деталей, особенно тонколистовых. Это затрудняет выбор конструкций стыка деталей. При газопламенной сварке используют лишь простейшие стыковые и угловые соединения (рис. 30). Нахлесточные и тавровые применяют лишь в случае необходимости, когда другие способы сварки применить по каким-либо причинам трудно. [c.51]
Ручная сварка неплавящимся электродом может производиться как с присадочным материалом, так и без него. Длина дуги не должна превышать 1,5...2,5 мм, а расстояние от выступающего конца электрода до нижнего среза сопла горелки при стыковых соединениях - 1,0... 1,5 мм, при тавровых (угловых) - 4...8 мм. Давление защитного газа в зависимости от его расхода устанавливают в пределах 0,01. ..0,05 МПа. [c.193]
Монтажные стыки с закрепленными листами рекомендуется сваривать, предварительно отогнув кромки (рис. 2.6, а). Это может быть достигнуто при использовании домкратов или специальных приспособлений. Для предотвращения угловых деформаций тавровых или двутавровых соединений производят упругую или пластическую деформацию пояса (рис. 2.6, С целью устранения продольных деформаций в плоскости при сварке тавровых балок применяют приспособления, которые изгибают балку в сторону, обратную ожидаемой деформации (рис. 2.6, в). Предварительный обратный изгиб можно создать с помощью наклепа кромок и стенки балок либо нагревом до температуры [c.36]
Режимы сварки наклонным электродом тавровых и угловых соединений низкоуглеродистых и низколегированных сталей [c.199]
В зависимости от площади поперечного сечения шва и положения сварки угловые соединения можно выполнять без скоса или со скосом одной из кромок одно- и многослойными швами. Полный провар стыка без скоса кромок можно получить при толщине стенки в тавровом соединении не более 14 мм. Сварку угловых швов выполняют в положении "в лодочку" или наклонным электродом (рис. 3.33). [c.118]
Есть еще один пример того, как важно обеспечить правильное расположение кристаллитов в аустенитном шве но отношению к растягивающим силам. Речь идет о сварке однофазного углового шва таврового соединения из высоконикелевой аустенитной [c.223]
В настоящее время наибольшее распространение получила дуговая сварка. С ее помощью можно выполнить стыковой и угловой швы, показанные на рис. 1.3. В угловых соединениях стыковой шов чаще всего называют торцовым, в тавровых — швом с глубоким проплавлением. В нахлесточных соединениях стыковые швы не могут быть применены. [c.11]
Способом глубокого проплавления сваривают преимущественно в нижнем положении (или в лодочку ) однопроходные угловые швы тавровых, угловых соединений и соединений внахлестку, а также однопроходные и двухпроходные (по одному проходу с каждой стороны) стыковые швы. Сварка многопроходных швов также возможна, но менее эффективна. Сварка этим способом в иных пространственных положениях, кроме нижнего или наклонного, недопустима. [c.112]
Определение регкима сварки обычно начинают с выбора диаметра э. 4 е к т р о д а, который назначают в зависимости от толщины листов при сварке швов стыковых соединений и от катета шва при сварке швов угловых и тавровых соединений. Практические рекомендации по выбору диаметра электрода приведены ниже. [c.180]
| Рис. 5. Примеры обозначений а — днустороНЕШЙ шов стыкового соединения со скосом одной кромки, выполняемый электроду говой ручной сваркой при монтаже 6 — односторонний шов стыкового соединения без скоса кромок, на остающейся подкладке, выполняемый сваркой нагретым газом с присадкой (для изделий из винипласта или полиэтилена) в - двусторонний шов таврового соединения без скоса кромок, прерывистый с шахматным расположением, выполняемый плектродуговой сваркой в защитных газах по замкнутой линии катет шва 6, / 50, t = 100 мм г — двусторонний шов углового соединения без скоса кромок, выполняемый автоматической сваркой под флюсом по замкнутой линии д — односторонний шов внахлестку, выполняемый дуговой сваркой алюминия по незамкнутой линии катет [пва 5 мм е — шов, выполняемый контактной роликовой электросваркой шаг шва 6 мм ж — шов соединения внахлестку с двумя электрозаклепками диаметром 11 мм. | 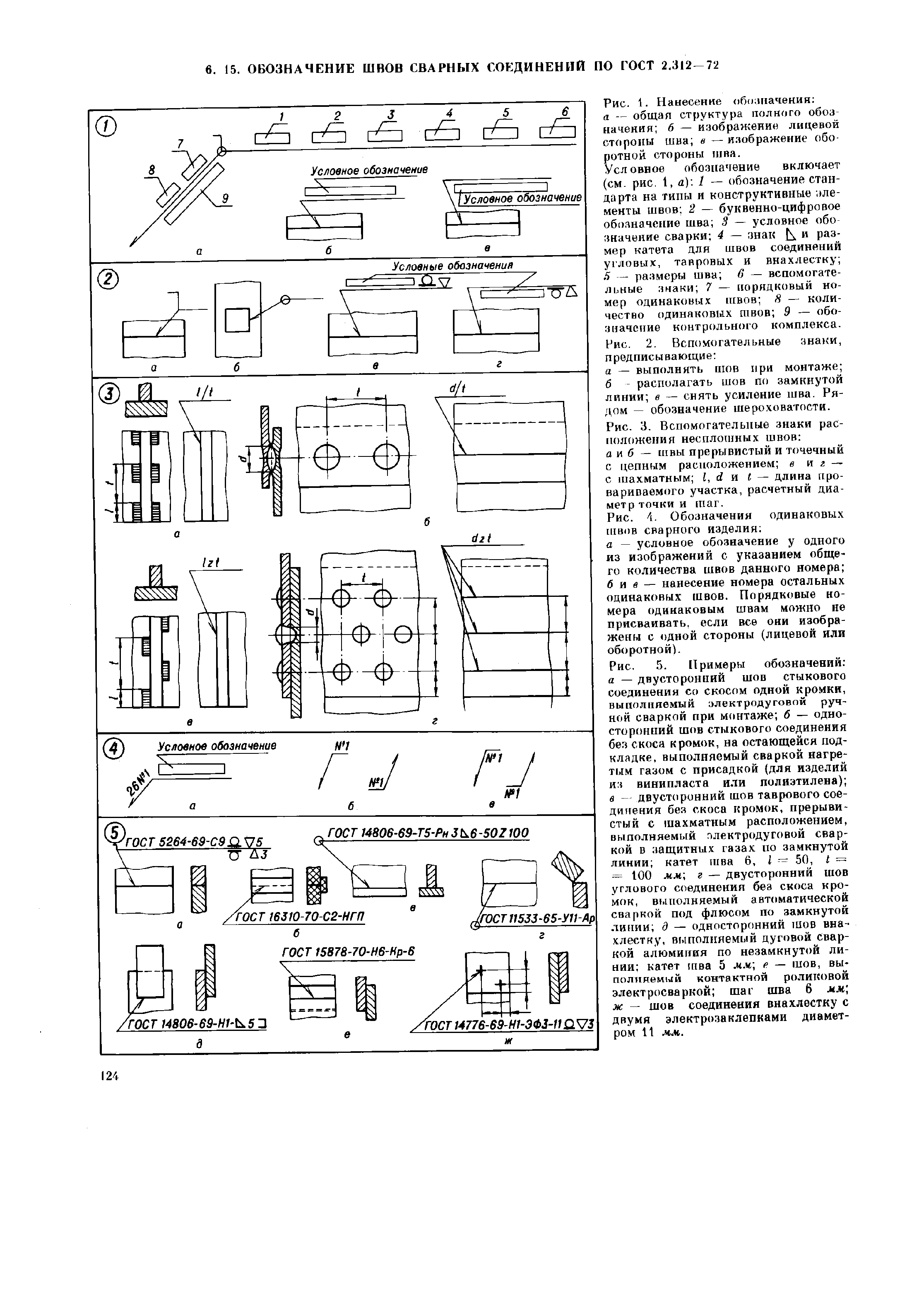 |
При изготовлении и ремонте деталей, узлов и металлоконструкций оборудования широко применяют соединения деталей сваркой. Наиболее распространены изготовленные ручной или автоматической (полуавтоматической) сваркой из углёродистой или низколегированной стали следующие виды сварных соединений стыковые, тавровые, угловые и внахлестку с различной подготовкой кромок свариваемых деталей. Толщина свариваемых деталей от 4 до 50 мм. [c.56]
Деформация деталей при автоматической сварке не больше, чем при ручной сварке. Для уменьшения деформаций применяются следующие мероприятия а) при сборке тавровых и угловых соединений даётся предварительное увеличение угла на 2.5—3 (фиг. 102) б)при сваркедлинныхстерж-ней углового сечения из двух листов во избежание резкого уменьшения угла в конце стержня сначала варят последнюю треть шва, а затем первые две трети от начала в конец в) при сварке длинных стержней таврового сечения во избежание продольного изгиба стержня сборку производят с предварительным выгибом (стрела выгиба подбирается опытным путём). [c.331]
Автоматическая дуговая под флюсом (АДЭС) Для сварки стыковых, тавровых, угловых и замковых соединений деталей толщиной 1,5 мм и выше из сталей н жаропрочных сплавов, имеющих прямолинейные швы значительной протяженности (бо. лее 100 мм) или кольцевые швы при диаметре контура более 90 мм. Для сварки титана при толщине деталей более 3 мм [c.271]
Сварка с присадкой — для стыковых, тавровых н угловых соединений деталей толщиной , Б мм и более из легких сплавов, деталей толщиной 1.0 мм и более из титана и его сплавов и деталей толщиной 0,8 мм и более из нержавеющих, жаропрочных. легированных сталей и сплавов [c.272]
Для металлографического исследования угловых и тавровых сварных соединений (за исключением указанных в ст. 4-7-24 а ), выполненных электродуго-вой сваркой на элементах котлов, пароперегревателей и экономайзеров из стали перлитного класса, должны быть сварены соответствующие контрольные сварные соединения в таком количестве [c.34]
Для металлографического исследования угловых и тавровых сварных соединений, выполненных электродуговой сваркой на элементах из стали аустенит-ного и мартенсито-ферритного классов, а также выполненных газовой сваркой (независимо от класса свариваемой стали), должны быть сварены соответствующие контрольные сварные соединения [c.35]
Применение робототехники - универсальный путь автоматизации сварочной технологии не только в серийном, но и мелкосерийном производстве, так как при смене изделия можно использовать тот же робот, изменяя лишь его программу. Роботы позволяют заменить монотонный физический труд, повысить качество сварных изделий, увеличить их выпуск. Один робот может заменить труд четырех человек. При изготовлении сварных изделий следует иметь в виду, что сравнительно просто применять роботы для контактной точечной сварки на-хлесточных соединений, сложнее - для электродуговой сварки угловых и тавровых соединений и крайне сложно - для электродуговой сварки стыковых соединений. [c.323]
ГОСТ 8713-79 "Сварка под флюсом. Соединения сварные" распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом, и устанавливает основные типы, конструктивные элементы и размеры сварных соединений. Стандарт распространяется на автоматическую и механизированную сварку под флюсом на весу, на флюсовой, флюсомедной и остающейся подкладках, на медном ползуне и на подварочном шве стыковых, нахлесточ-ных, угловых и тавровых соединений толщиной от 1,5 до 160 мм. [c.18]
Сварку магниевых сплавов в основном осуществляют вольфрамовым лантанированным или иттрированным электродом в аргоне (иногда в гелии) на переменном токе. Инертный газ аргон обеспечивает хорошую защиту сварочной ванны от окружающей атмосферы, а переменный ток способствует разрущению окисной пленки в периоды обратной полярности вследствие катодного распыления. Для предотвращения попадания в металл окисной пленки с корня щва сварку ведут с полным проплавлением кромок на подкладках из металлов с малой теплопроводностью (аустенитные стали). С этой позиции менее технологичны нахлесточ-ные, тавровые и угловые соединения. Наилучшие защита зоны сварки и эффект катодного распыления обеспечиваются при малой длине дуги (1. .. 1,5 мм). Ориентировочные режимы сварки вольфрамовым электродом приведены в табл. 12.7. [c.452]
В ИЭС им. Е. О. Патона была показана возможность замены коротких швов угловыми точечными при полуавтоматической сварке под флюсом для соединения ребер жесткости в тонколистовых конструкциях. Сварку под флюсом угловыми точечными швами применяют при изготовлении тонколистовых судостроительных конструкций из углеродистых и низколегированных сталей толш,и-ной до 2—5 мм. Применение угловых точечных швов при сварке под флюсом соединений толш,иной более 5 мм требует увеличения расчетной площади сечения точек выше 45—50 мм . f При сварке в среде Oj можно получать тавровые соединения с угловыми точечными швами на листах большей толщины, чем при сварке под флюсом [181. [c.170]
Медь сваривается обычно только в виде стыковых и угловых соединений с внешним угловым валиком. Сварку впритык (тавровое соединение) и в кромку применяют только при ремонте. Сварка внахлестку не применяется. Сварку меди производят в один слой, так как при наложении второго слоя возможно тре-щинообразование. [c.114]
mash-xxl.info