Стыковая сварка деталей без оплавления. Сварка стыковая оплавлением
стыковая сварка оплавлением — с русского на английский
См. также в других словарях:
Стыковая сварка оплавлением — Стыковая сварка 38. Стыковая сварка оплавлением Стыковая контактная сварка, при которой нагрев металла сопровождается оплавлением стыкуемых торцов Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Стыковая сварка оплавлением — Flash welding Стыковая сварка оплавлением. Процесс электрической контактной сварки, который соединяет металлы путем нагрева прилегающих поверхностей за счет прохождения электрического тока с последующим приложением давления. Металл вытесняется из … Словарь металлургических терминов
Стыковая сварка сопротивлением — Сварка оплавлением 39. Стыковая сварка сопротивлением Стыковая контактная сварка, при которой нагрев металла осуществляется без оплавления стыкуемых торцов Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал д … Словарь-справочник терминов нормативно-технической документации
Стыковая сварка — Схема машины для стыковой контактной сварки: 1 станина машины; 2 направляющие; 3 неподвижная плита; 4 … Википедия
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка — Сварщик за работой Сварка это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или … Википедия
Сварка стыковая оплавление — Сварка стыковая оплавлением – стыковая контактная сварка, при которой нагрев металла сопровождается оплавлением стыкуемых торцов. [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Сварка стыковая оплавлением… … Энциклопедия терминов, определений и пояснений строительных материалов
сварка стыковая оплавлением — Стыковая контактная сварка, при которой нагрев металла сопровождается оплавлением стыкуемых торцов [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN flash weldingflash butt welding… … Справочник технического переводчика
СВАРКА СТЫКОВАЯ ОПЛАВЛЕНИЕМ — стыковая контактная сварка, при которой нагрев металла сопровождается оплавлением стыкуемых торцов (Болгарский язык; Български) челно заваряване с частично стопяване (Чешский язык; Čeština) svařování na tupo odtavením (Немецкий язык; Deutsch)… … Строительный словарь
Сварка трубопроводов — (a. welding of pipelines; н. Rohrleitungsschweiβen; ф. soudage des tuyauteries; и. soldadura de tuberias) технол. процесс получения неразъёмных соединений труб и деталей трубопровода нагреванием и (или) пластическим деформированием.… … Геологическая энциклопедия
СВАРКА — процесс соединения металл. частей путем нагрева места соединения до пластического состояния или расплавления. В первом случае (С. давлением) после нагрева производится проковка или сильное сжатие свариваемых концов, во втором (С. плавлением)… … Технический железнодорожный словарь
translate.academic.ru
Стыковая сварка оплавлением - это... Что такое Стыковая сварка оплавлением?
Процесс электрической контактной сварки, который соединяет металлы путем нагрева прилегающих поверхностей за счет прохождения электрического тока с последующим приложением давления. Металл вытесняется из соединения с образованием облоя.
(Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО "Профессионал", НПО "Мир и семья"; Санкт-Петербург, 2003 г.)
.
Смотреть что такое "Стыковая сварка оплавлением" в других словарях:
Стыковая сварка оплавлением — Стыковая сварка 38. Стыковая сварка оплавлением Стыковая контактная сварка, при которой нагрев металла сопровождается оплавлением стыкуемых торцов Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Стыковая сварка сопротивлением — Сварка оплавлением 39. Стыковая сварка сопротивлением Стыковая контактная сварка, при которой нагрев металла осуществляется без оплавления стыкуемых торцов Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал д … Словарь-справочник терминов нормативно-технической документации
Стыковая сварка — Схема машины для стыковой контактной сварки: 1 станина машины; 2 направляющие; 3 неподвижная плита; 4 … Википедия
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка — Сварщик за работой Сварка это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или … Википедия
Сварка стыковая оплавление — Сварка стыковая оплавлением – стыковая контактная сварка, при которой нагрев металла сопровождается оплавлением стыкуемых торцов. [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Сварка стыковая оплавлением… … Энциклопедия терминов, определений и пояснений строительных материалов
сварка стыковая оплавлением — Стыковая контактная сварка, при которой нагрев металла сопровождается оплавлением стыкуемых торцов [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN flash weldingflash butt welding… … Справочник технического переводчика
СВАРКА СТЫКОВАЯ ОПЛАВЛЕНИЕМ — стыковая контактная сварка, при которой нагрев металла сопровождается оплавлением стыкуемых торцов (Болгарский язык; Български) челно заваряване с частично стопяване (Чешский язык; Čeština) svařování na tupo odtavením (Немецкий язык; Deutsch)… … Строительный словарь
Сварка трубопроводов — (a. welding of pipelines; н. Rohrleitungsschweiβen; ф. soudage des tuyauteries; и. soldadura de tuberias) технол. процесс получения неразъёмных соединений труб и деталей трубопровода нагреванием и (или) пластическим деформированием.… … Геологическая энциклопедия
СВАРКА — процесс соединения металл. частей путем нагрева места соединения до пластического состояния или расплавления. В первом случае (С. давлением) после нагрева производится проковка или сильное сжатие свариваемых концов, во втором (С. плавлением)… … Технический железнодорожный словарь
dic.academic.ru
СВАРКА СТЫКОВАЯ ОПЛАВЛЕНИЕМ - это... Что такое СВАРКА СТЫКОВАЯ ОПЛАВЛЕНИЕМ?
(Болгарский язык; Български) — челно заваряване с частично стопяване
(Чешский язык; Čeština) — svařování na tupo odtavením
(Немецкий язык; Deutsch) — Abbrennstumpfschweißen
(Венгерский язык; Magyar) — beolvadó tompahegesztés
(Монгольский язык) — хайламтгай тулгаа гагналт
(Польский язык; Polska) — zgrzewanie doczołowo - iskrowe
(Румынский язык; Român) — sudură cap la cap prin topire
(Сербско-хорватский язык; Српски језик; Hrvatski jezik) — sučeono zavarivanje rastapanjem
(Испанский язык; Español) — soldadura a tope por fusión
(Английский язык; English) — flash( - butt) welding
(Французский язык; Français) — soudage (en bout) par étincellage
Источник: Терминологический словарь по строительству на 12 языкахСтроительный словарь.
- СВАРКА СТЫКОВАЯ КОНТАКТНАЯ
- СВАРКА СТЫКОВАЯ СОПРОТИВЛЕНИЕМ
Смотреть что такое "СВАРКА СТЫКОВАЯ ОПЛАВЛЕНИЕМ" в других словарях:
сварка стыковая оплавлением — Стыковая контактная сварка, при которой нагрев металла сопровождается оплавлением стыкуемых торцов [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN flash weldingflash butt welding… … Справочник технического переводчика
СВАРКА СТЫКОВАЯ ОПЛАВЛЕНИЕМ — [flash butt welding] стыковая контактная сварка, при которой нагрев металла сопровождается оплавлением стыкуемых торцов … Металлургический словарь
Сварка стыковая оплавление — Сварка стыковая оплавлением – стыковая контактная сварка, при которой нагрев металла сопровождается оплавлением стыкуемых торцов. [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Сварка стыковая оплавлением… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка — Сварщик за работой Сварка это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или … Википедия
Стыковая сварка — Схема машины для стыковой контактной сварки: 1 станина машины; 2 направляющие; 3 неподвижная плита; 4 … Википедия
Стыковая сварка оплавлением — Стыковая сварка 38. Стыковая сварка оплавлением Стыковая контактная сварка, при которой нагрев металла сопровождается оплавлением стыкуемых торцов Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Стыковая сварка сопротивлением — Сварка оплавлением 39. Стыковая сварка сопротивлением Стыковая контактная сварка, при которой нагрев металла осуществляется без оплавления стыкуемых торцов Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал д … Словарь-справочник терминов нормативно-технической документации
Сварка трубопроводов — (a. welding of pipelines; н. Rohrleitungsschweiβen; ф. soudage des tuyauteries; и. soldadura de tuberias) технол. процесс получения неразъёмных соединений труб и деталей трубопровода нагреванием и (или) пластическим деформированием.… … Геологическая энциклопедия
СВАРКА — процесс соединения металл. частей путем нагрева места соединения до пластического состояния или расплавления. В первом случае (С. давлением) после нагрева производится проковка или сильное сжатие свариваемых концов, во втором (С. плавлением)… … Технический железнодорожный словарь
dic.academic.ru
Способ стыковой сварки оплавлением
Изобретение может быть использовано при стыковой сварке оплавлением деталей из одинаковых или различных материалов. Между торцами деталей, площадью Sторц дет, размещают прокладку. Материал прокладки выбирают с учетом температуры ликвидуса Т0 л дет материала деталей. Площадь поперечного сечения той части прокладки, которая находится в контакте со свариваемыми деталями, меньше, чем площадь поперечного сечения остальной части. Нагрев торцов деталей осуществляют пропусканием тока через прокладку, а осадку деталей производят в два этапа. Предварительную осадку проводят на величину не более 0,5 мм для каждой детали при достижении температуры торцов деталей Т0 торц=0,8 Т0 л дет. При достижении температуры ликвидуса материала прокладки осуществляют окончательную осадку с усилием Focaд=0,9σ0,2·Sторц дет. Способ позволяет упростить процесс стыковой сварки оплавлением и получить надежное сварное соединение с минимизацией влияния нагрева при сварке на структуру деталей. 2 з.п. ф-лы, 3 ил.
Изобретение относится к области сварочного производства и может быть использовано в процессах стыковой сварки оплавлением деталей как из одинаковых, так и различных материалов.
Известен способ стыковой сварки, при котором на свариваемых деталях закрепляют токоподводы, связанные с источником тока, приводят в контакт свариваемые торцы деталей, которые затем разогревают до определенной температуры пропусканием тока через детали, после чего производят осадку деталей и их последующее охлаждение с получением сварного соединения (JP 56-165568, В23К 11/24, 1981).
Недостатком известного способа являются изменения структуры свариваемых деталей, поскольку при пропускании через них сварочного тока кроме торцов деталей существенному нагреву подвергаются и сами детали. Кроме того, при таком способе весьма проблематичным является сварка деталей из различных материалов.
Известен способ соединения сваркой разнородных элементов, при котором используют промежуточную прокладку из соответствующего материала, которую сначала приваривают к одному из соединяемых элементов, а потом сюда приваривают другой элемент, после чего проводят термообработку - диффузионный отжиг (ЕР 0467881, В23К 11/20, 1992).
Недостатком указанного способа является сложность сварочного процесса.
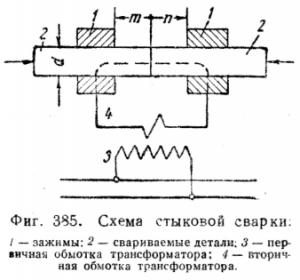
Известен также способ стыковой сварки непрерывным оплавлением, принятый за прототип, заключающийся в том, что размещают свариваемые детали в зажимах сварочной машины, устанавливают на деталях токоподводы, приводят детали в соприкосновение друг с другом и включают в работу сварочную машину по установленной программе изменения параметров сварочного тока, оплавления и осадки. При оплавлении торцов деталей и достижении на них заданной температуры производят осадку деталей на требуемую величину, после чего охлаждают сваренные детали (SU 737156, В23К 11/04, 1980).
Недостатки прототипа те же, что и указанные выше для приведенных аналогов.
Задачей данного изобретения является получение надежного сварного соединения с минимизацией при этом влияния процесса сварки на структуру деталей, которые могут быть как из одинаковых, так и различных материалов, а также упрощение при этом сварочного процесса.
Решение указанной задачи достигается тем, что в способе стыковой сварки оплавлением, включающем нагрев торцов свариваемых деталей с помощью электрического тока до их оплавления, осадку деталей на необходимую величину при достижении заданной температуры на торцах деталей и последующее охлаждение деталей, сварку деталей, выполненных из одного или разных материалов, осуществляют в среде защитного газа, а между торцами деталей размещают прокладку, выполненную из материала с температурой ликвидуса:
T0 л прокл.≥Т0 л дет max+100°C,
где Т0 л прокл. - температура ликвидуса материала прокладки,
Т0 л дет max - температура ликвидуса материала деталей или максимальная из двух, если материал деталей разный,
При этом площадь поперечного сечения той части прокладки, которая не находится в контакте со свариваемьми деталями, больше, чем площадь поперечного сечения той части прокладки, которая находится в контакте с деталями. Нагрев торцов деталей осуществляют путем приведения их в контакт с прокладкой и пропусканием тока через нее, а осадку деталей производят в два этапа - сначала предварительную осадку на величину не более 0,5 мм для каждой детали при достижении температуры торцов деталей Т0 торц=0,8 Т0 л дет max, а затем, при достижении температуры той части прокладки, которая находится в контакте со свариваемыми деталями, температуры ликвидуса материала прокладки - окончательную осадку с усилием Focaд=0,9 σ0,2mах Sторц дет,
где σ0,2mах - условный предел текучести материала деталей (максимальный из двух, если материал деталей разный),
Sторц дет - площадь свариваемых торцов деталей,
до образования грата, который затем удаляют механическим путем после полного охлаждения деталей.
Изобретение поясняется чертежами, где:
на фиг.1 показана схема осуществления сварки;
на фиг.2 показана прокладка, размещаемая между деталями;
на фиг.3 показано полученное сварное соединение деталей.
Способ осуществляется следующим образом.
Свариваемые детали 1 размещаются в соответствующем устройстве, обеспечивающем необходимую осадку деталей (условно не показано). Между деталями 1, которые могут быть выполнены как из одного, так и из разных материалов, устанавливается прокладка 2. Материал прокладки 2 выбирается из условия:
T0 л прокл.≥Т0 л дет max+100°C,
где Т0 л прокл. - температура ликвидуса материала прокладки,я
Т0 л дет max - температура ликвидуса материала деталей или максимальная из двух, если материал деталей разный.
При этом площадь поперечного сечения той части прокладки 2, которая не находится в контакте со свариваемыми деталями 1, больше, чем площадь поперечного сечения той части прокладки, которая находится в контакте с деталями. Это необходимо для сосредоточения нагрева прокладки при пропускании через нее электрического тока в зоне торцов деталей, поскольку нагрев проводника обратно пропорционален площади его поперечного сечения. После этого торцы деталей 1 приводят в контакт с прокладкой 2, через которую пропускают ток, для чего по ее внешним краям делают специальные токоподводы 3, например, из меди. При этом осуществляется нагрев прокладки 2 и соответственно нагрев торцов деталей 1. Сварочный процесс при этом ведется в среде защитного газа. Процесс нагрева при пропускании тока через прокладку может производиться по заданной программе (например, путем соответствующего изменения параметров тока). При достижении температуры торцов деталей Т0 торц=0,8 Т0 л дет max осуществляют предварительную осадку деталей 1 на величину не более 0,5 мм для каждой детали, при этом торцы деталей внедряются на указанную величину в прокладку, что способствует интенсификации дальнейшего процесса нагрева и оплавления торцов деталей. Далее, при достижении температуры той части прокладки 2, которая находится в контакте со свариваемыми деталями 1, температуры ликвидуса материала прокладки производят окончательную осадку деталей с усилием Fосад=0,9 σ0,2max Sторц дет,
где σ0,2max - условный предел текучести материала деталей (максимальный из двух, если материал деталей разный),
Sторц дет - площадь свариваемых торцов деталей.
В процессе окончательной осадки выдавливают расплавленный материал прокладки, находящийся между торцами деталей 1, которые находятся в оплавленном состоянии и сдавливаются между собой до образования грата 4, который затем удаляется механическим путем после полного охлаждения деталей. Контроль за температурой в процессе сварки может осуществляться, например, с помощью тепловизора.
Для получения качественного сварного соединения на случай, если материал расплавленной прокладки после окончательной осадки частично остается между деталями и смешивается с их материалом, желательно выбор материала прокладки, кроме указанного выше условия, производить с возможностью образования в процессе сварки твердых растворов материала деталей и материала прокладки.
Предлагаемый способ позволяет упростить процесс стыковой сварки оплавлением и получать надежное сварное соединение с минимизацией при этом влияния процесса сварки на структуру деталей.
1. Способ стыковой сварки деталей оплавлением, включающий нагрев их торцов с помощью электрического тока до оплавления, осадку деталей на необходимую величину при достижении заданной температуры на торцах деталей и охлаждение деталей с последующим удалением грата, отличающийся тем, что сварку осуществляют в среде защитного газа, при этом между торцами деталей размещают прокладку, площадь поперечного сечения части которой, находящейся в контакте со свариваемыми деталями, меньше, чем площадь поперечного сечения остальной части, и материал которой выбирают из условия:T°л прокл.≥Т°л дет +100°C, где Т°л прокл. - температура ликвидуса материала прокладки,Т°л дет - температура ликвидуса материала одной из деталей,при этом нагрев торцов свариваемых деталей осуществляют после приведения их в контакт с прокладкой путем пропускания через нее тока, а осадку деталей производят в два этапа, причем сначала осуществляют предварительную осадку на величину не более 0,5 мм для каждой детали при достижении температуры торцов деталей Т°торц=0,8 Т°л дет, а затем, при достижении части прокладки, находящейся в контакте со свариваемыми деталями, температуры ликвидуса ее материала производят окончательную осадку с усилием Focaд=0,9σ0,2·Sторц дет, где σ0,2 - условный предел текучести материала одной из деталей,Sторц дет - площадь свариваемых торцов деталей.
2. Способ по п.1, отличающийся тем, что материал прокладки выбирают из условия образования с материалами деталей после сварки твердых растворов.
3. Способ по п.1, отличающийся тем, что при сварке деталей, выполненных из разных материалов, выбирают Т°л дет, соответствующую максимальной температуре ликвидуса материала одной из деталей, а σ0,2 - соответствующий максимальному условному пределу текучести материала одной из деталей.
www.findpatent.ru
Стыковая сварка деталей без оплавления
пер.Каштановый 8/14 51100 пгт.Магдалиновка
Nikolaenko Dmitrij
Стыковая сварка деталей без оплавления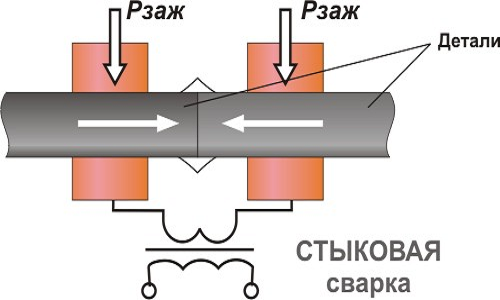 Стыковая сварка деталей без оплавления
Стыковая сварка деталей без оплавления 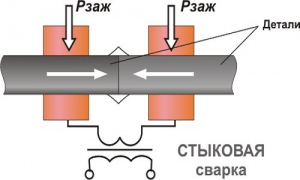 Процесс сварки без оплавления является одним из способов стыковой контактной сварки. Относится к разряду сварки давлением. В основу сварочного метода без оплавления заложено тепловое воздействие электрического тока по закону Джоуля – Ленца и дальнейшее сдавливание свариваемых заготовок. Площадь сечения деталей, свариваемых таким способом, достигает 200мм2 и применяется для соединения проволоки, труб из низкоуглеродистой стали малого сечения, стержней. Такой вид сварки хорошо подходит для низколегированных конструкционных и малоуглеродистых сталей. Контактную сварку без оплавления успешно применяют для медных и алюминиевых сплавов, что придает широкую область применения этому способу.
Процесс сварки без оплавления является одним из способов стыковой контактной сварки. Относится к разряду сварки давлением. В основу сварочного метода без оплавления заложено тепловое воздействие электрического тока по закону Джоуля – Ленца и дальнейшее сдавливание свариваемых заготовок. Площадь сечения деталей, свариваемых таким способом, достигает 200мм2 и применяется для соединения проволоки, труб из низкоуглеродистой стали малого сечения, стержней. Такой вид сварки хорошо подходит для низколегированных конструкционных и малоуглеродистых сталей. Контактную сварку без оплавления успешно применяют для медных и алюминиевых сплавов, что придает широкую область применения этому способу.
Способ сварки стыковых соединений
Разные Способ сварки стыковых соединений позволяют выполнить технологический процесс прочного и качественного сваривания металлов. Один из них – метод оплавления, а другой – без оплавления. Метод сварки без оплавления еще называют сварка сопротивлением, при котором заготовка сильно разогревается и затем производится ее осадка с одновременным отключением тока. Способ сварки стыковых соединений методом сопротивления (без оплавления) включает последовательные шаги подготовки деталей и их соединения:
- Чтобы процесс сварки прошел успешно, необходимо тщательно очистить соединяемую поверхность от грязи, окислов. Удалить неровности и шероховатости поверхности, так как это препятствует равномерному нагреву. Особо тщательно нужно очистить, когда площадь поверхности большая. Если не будет плотного прилегания торцов, тогда будет происходить окисление металла на поверхности стыка;
- Затем детали устанавливаются в электродных зажимах и сжимаются. Усилие сжатия при этом значительно больше, в отличие от сварки оплавлением. Это способствует оптимальному нагреву поверхности;
- Пропускается электрический ток, который способствует быстрому выделению теплоты на концах деталей. Происходит пластическая деформация и увеличение площади электрических контактов. В результате наблюдается общее падение сопротивления до нуля. Нагрев металла происходит до температуры 0,8 — 0,9 Т п.л. (Т п.л. температура плавления металла). При такой температуре оксиды находятся на поверхности твердого металла. Выдавливание оксидов происходит не в полной мере;
- Начинается осадка под током, т.е. выдавливание металла из стыка;
- Затем следует осадка без тока. Давление может возрастать или оставаться равным давлению нагрева, в зависимости от типа металла. Осадка должна быть оптимальной по величине и локализоваться в зоне стыка, это позволяет выдавить перегретый металл и оксиды. Вокруг стыка образуется грат.
Способ сварки стыковых соединений отличаются тем, что ведущим фактором образования металлических связей сварного соединения является давление. А процесс расплавления металла способствует рекристаллизации металла в месте стыка.
Гост контактно стыковая сварка
Стандартизация определяет условия проведения сварочных работ методом стыковой сварки сопротивлением и оплавлением. Гост контактно стыковая сварка указывает определения и термины по ИСО 15607 и ИСО 6520-2. Предварительные технические требования к процессу стыковой сварки должны быть разработаны в соответствии с ИСО 15609-5. Гост контактно стыковая сварка имеет свои требования для испытания контрольных сварных соединений. Аттестация наладчиков контактной сварки соответствует ГОСТу ЕН 1418. Современный стандарт содержит требования к процессу контактной сварки в соответствии с ИСО 4063. Гост контактно стыковая сварка Р ИСО 15614-13 и ГОСТ Р ИСО 15614-14 имеет целый ряд нормативных ссылок на международные стандарты проведения стыковых сварочных работ.
Опубликовано/отредактировано: 2018-01-15
metallsmaster.ru
Стыковая сварка сопротивлением и оплавлением. Аппараты для пластиковых труб |
Стыковая сварка — это контактное соединение, где заготовки привариваются по всей площади стыкуемых кромок, при помощи тока и сжатия.
- Как происходит процесс
- Машины и аппараты для пластиковых труб
- Типы машин для ПНД труб
Как происходит процесс
Предназначенные изделия для сварки зажимаются в электродах и прижимаются друг к другу осевым усилием. Одна плита машины всегда стоит на месте, а другая передвигается. Нагрев заготовок происходит от подачи тока на них, на стыке прогрев максимальный.

Стыковая сварка от вида сжатия и подачи тока бывает:
- оплавлением;
- сопротивлением.
Стыковая сварка сопротивлением
Сначала заготовки прижимаются друг к другу и только потом подается ток, который превращает стыкуемые части в пластическое состояние. Далее, машина сжимает с определенным усилием детали для получения твердого сварного шва. Обесточивание происходит немного раньше.
Рисунок-схема ниже демонстрирует технологию процесса.

Такой технологией соединяют прямоугольные и круглые заготовки. Для качественного сцепления, детали стыков должны быть тщательно зачищены и подогнаны.
Видео: аппарат стыкового соединения (сопротивлением) арматуры и круга.
Стыковая сварка оплавлением
Технология может выполняться прерывистым или непрерывным оплавлением.
Как происходит стыковая сварка непрерывным оплавлением? Включается ток и начинается постепенное сближение заготовок. Касание стыков происходит по выступающим отдельно кромкам. В виду малой площади выступов, они от тока моментально греются и плавятся.
Часть расплавленного материала вылетает наружу, благодаря этому происходит очищение деталей. В процессе непрерывного сближения и оплавления других маленьких выступов-перемычек, получается расплавленный слой металла. После оплавления заготовок по всему стыку, происходит сжатие с большим усилием.
Схема ниже поможет лучше понять суть технологии.

Стыковая сварка прерывистым оплавлением используется для сваривания деталей с большой площадью сечения. Процесс происходит так: электрический ток поступает всегда, а изделия с малым усилием сжимаются и размыкаются. При смыкании и размыкании от притока тока происходит оплавление поверхностей. При появлении жидкого металла, происходит сжатие с усилием, при котором расплавленный металл вытекает из стыка и получается сварной шов.
Соединение оплавлением используется для материалов с сечением различной формы и нет надобности в подготовке свариваемых торцов.
Технология востребована для соединения:
- трубопроводов;
- арматуры;
- рельсов;
- автомобильных дисков;
- звеньев цепей и т. д…
Видео: машина 130 (метод оплавления) для ленточных пил.
P.S. Итак, стальные заготовки сближают, разогревают током и сжимают, при необходимости шлифуют.
Машины и аппараты для пластиковых труб
Стыковой сварочный аппарат — центрирует, торцует, плавит и сжимает кромки свариваемых изделий. Рассмотрим подробнее, как работают подобные агрегаты!
Технология сварки полимерных материалов:

Устройство аппаратов контактной стыковой сварки труб:
- центратор со шкалой перемещения, с механическим или гидравлическим приводом;
- торцеватель для подгонки торцов;
- нагревательный элемент для полимерных материалов;
- блок управления.
Видео: инструкция по использованию аппаратов стыковой сварки полиэтиленовых труб Turan Makina.
Типы машин для ПНД труб
Сварочные аппараты для стыковой сварки труб подразделяются на несколько видов.
1. Ручные сварочные зеркала. Основа аппарата — это нагревательный элемент (зеркало). Весь процесс выполняется вручную: прижимание и удержание деталей.

Нагревательный элемент Dedalo 280 (сварочное зеркало)
Минусы. Такой подход влияет на прочность шва. Поэтому, технология годится для соединения трубопроводов низкого давления (канализация).
Плюсы. Малые габариты, небольшой вес, доступная цена.
2. Более массивный стыковой сварочный аппарат для пнд труб имеет большую оснащенность. В виде:
- станины с центратором и фиксаторами;
- торцевателя;
- нагревательного элемента;
- механического или гидравлического привода.

Аппараты серии TOP
Так как механический привод работает от мышечной силы сварщика, то аппаратом рекомендуется сваривать трубы диаметром до 150 мм. Гидравлический привод используется для труб всех диаметров.
Также, машина стыковой сварки труб может иметь разные блоки регулировки и контроля за температурой нагрева, и давления сжатия при сварке полиэтилена.
P.S. Металлические и пластиковые трубы свариваются встык специальными аппаратами (машинами) ручными или автоматическими. Сварной шов по герметичности превосходит другие виды соединений.
Источник
stroymaster-base.ru