Сварка деталей неравной толщины. Сварка металла разной толщины
Сварка деталей неравной толщины | Контактная сварка
При соотношении толщин 1:3 и менее процесс осложняется трудностью получения номинальной (расчетной) зоны взаимного расплавления. Это происходит из-за несовпадения плоскости теплового равновесия со сварочным контактом (e, рис. 1) и сопровождается малым и неустойчивым проплавлением тонкой детали. Вероятность непровара возрастает с увеличением разницы в толщине.
На мягком режиме изотерма плавления преимущественно зарождается в центре сечения пакета (в толстой детали) и затем равномерно распространяется во все стороны. Таким образом, она лишь в конце цикла сварки захватывает тонкую деталь (рис. 1, а). Процесс характеризуется неустойчивостью глубины проплавления, большим объемом жидкого металла толстой детали, усиленной деформацией тонкой, повышенным износом электродов.
Рис. 1. Кинетика формирования ядра в деталях разной толщины (r — плоскость теплового равновесия; е — расстояние между этой плоскостью и сварочным контактом):
а — мягкий режим; б — жесткий режим; 1 — 3 — изотермы плавления соответственно в начальной, средней и конечной стадиях сварки
На жестком режиме в начале процесса изотерма плавления равномерно захватывает приконтактные области тонкой и толстой деталей. Затем под влиянием теплоотвода изотерма смещается в толстую деталь, к плоскости теплового равновесия (рис. 1, б). При необходимом увеличении тока возникают внутренние и наружные выплески. Однако при обычной схеме сварки жесткий режим предпочтительнее.
Для надежного проплавления тонкой детали существует много способов. Они основаны на искусственном сближении плоскости теплового равновесия с плоскостью сварочного контакта.
Основными направлениями решения этой задачи являются теплоизоляция тонкой детали (уменьшение отвода теплоты) и увеличение тепловыделения в ней (и в контакте между деталями). Первое направление реализуют обычно на мягких режимах. Некоторого увеличения проплавления тонкой детали достигают размещением с ее стороны электрода с малой рабочей поверхностью и меньшей теплопроводности. Со стороны толстой детали рабочую поверхность и теплопроводность увеличивают. Так, например, при точечной сварке сплава АМг6 толщиной 1 + 4 мм радиус сферы электрода соответственно выбирают 75 и 150 мм, а материал электродов со стороны тонкой детали — Мц5Б, а со стороны толстой — медь. Однако этот способ незначительно увеличивает проплавление тонкой детали (на 10…15 %), а применение электродов с малой теплопроводностью ограничено из-за прилипания электрода при сварке деталей из алюминиевых и магниевых сплавов.
Эффективно размещение между электродом и тонкой деталью съемного теплового экрана из металла с меньшей теплопроводностью в виде ленты толщиной 0,05…0,3 мм (рис. 2, а). Экран аккумулирует теплоту в тонкой детали, а часто и сам служит дополнительным источником теплоты. Комбинируя состав и толщину ленты, плоскость теплового равновесия легко сдвигают к тонкой детали и добиваются ее устойчивого проплавления. При смещении плоскости в тонкую деталь можно получить даже сквозное проплавление последней.
Рис. 2. Точечное соединение деталей разной толщины:
а — с помощью экрана; б — с дополнительным регулируемым обжатием периферийной зоны
Второе направление реализуют главным образом на жестких режимах. Для этого используют в основном два варианта: фокусировку сварочного тока (локальное тепловыделение на малой площади внутреннего контакта) и дополнительное обжатие деталей вокруг электродов.
Площадь внутреннего контакта ограничивают с помощью рельефов (на тонкой или лучше на толстой детали). Для повышения эффективности концентрации тока вокруг рельефов иногда помещают неэлектропроводящие тугоплавкие слои. Плотность тока в тонкой детали повышают, уменьшая площадь электропроводимости самого электрода вблизи его рабочей поверхности с помощью кольцевой проточки, кольца из сплава с малой проводимостью, либо небольшой центральной вставки из сплава с повышенной электрической проводимостью. Для концентрации тока в тонкой детали предложено также накладывать дополнительное магнитное поле. Сложность, низкая стойкость электродов и небольшой эффект увеличения проплавления тонкой детали ограничивают практическое использование перечисленных вариантов.
Весьма эффективен способ сварки с дополнительным кольцевым обжатием тонкой детали вокруг электрода. Обжатие уплотняющего пояска меняет электротермодеформационный процесс (рис. 2, б). Общее усилие сжатия Fсв специальным электродным устройством разделяют на два усилия: Fц, прикладываемое в центре, и Fп, сжимающее периферийный участок точки. Этот способ почти полностью исключает выплески и применяется на жестких и мягких режимах. При сварке на жестких режимах глубина проплавления возрастает из-за возможности значительного повышения плотности тока в тонкой детали в стадии нагрева и плавления, а на мягком режиме — из-за возможности существенного снижения отвода теплоты от тонкой детали в электрод путем резкого сокращения центрального (сварочного) усилия по сравнению с обычной сваркой. Способ обеспечивает глубину проплавления тонкой детали 30…70 %, но нуждается в дальнейшем усовершенствовании с целью повышения стойкости электрода к загрязнению, а также в создании надежных и компактных универсальных электродных устройств для кольцевого обжатия точек.
k-svarka.com
Сварка металла | Особенности работы с разными видами
 Несмотря на длительность применения, сварка металлов остаётся наилучшей технологией соединения металлических деталей. Данный процесс соединяет две детали «встык» или «в угол» на уровне атомов.
Несмотря на длительность применения, сварка металлов остаётся наилучшей технологией соединения металлических деталей. Данный процесс соединяет две детали «встык» или «в угол» на уровне атомов. В первом способе заготовки стыкуются торцами вдоль центральной оси. А второй вариант предполагает стыковку, при котором оси располагаются по отношению друг к другу под углом. При этом подобная стыковка может быть не только угловой, но и прямой (так называемое тавровое соединение) и нулевой (соединение внахлёст).
Сегодняшние технологии сварки металлов позволяют добиваться соединений с разными видами с помощью следующих процессов:
- механического, когда межкристаллические связи образуются путём пластической деформации деталей;
- термомеханического – место соединения деталей сначала нагревается, а затем производится опрессовка. Пример: контактная сварка;
- термического – нагрев места соединения и присадочного материала до образования сварочной ванны. К данной категории относятся наиболее распространённые электродуговые, газовые и другие разновидности сварочных работ.
Последний вид позволяет получить гарантированную прочность как стыковых, так и угловых швов, равной прочности обработанного материала, а иногда и выше. Это доказывают так называемые усталостные разрушения сделанных соединений, которые обычно возникают не по сварному шву, а за его пределами.
Сварка тонкого металла
Главной проблемой при сварке тонкого металла становится опасность сквозного прожига заготовки с появлением незапланированного отверстия. К этому приводит любая неосторожность сварщика. Однако избыточная осторожность также может привести к плохому результату работы: либо к непровару, либо к непрочному соединению деталей.
Другая сложность связана с работой на малых токах – стоит немного отодвинуть электрод от металлической поверхности, дуга сразу затухает. Поэтому сварка тонких листов под силу только опытному сварщику, умеющему подбирать правильные параметры.

Для сварки тонких металлов применяют электроды с покрытием, позволяющим легко загораться дуге и быть стабильной. Также они медленно плавятся.
Известны два метода сварки металлических предметов небольшой толщины:
- при первом способе сварщик ведёт электрод от начала до конца шва, не отрывая его от металла. Широко практикуется, например, при потолочных сварках;
- второй способ – точечная сварка. Признаётся самым оптимальным вариантом при работе с тонколистовым металлом.
Сварка тонкого металла инвертором
Новичкам лучше делать сварку тонкого металла инвертором, потому что это намного легче для неопытного сварщика. Но особенности работы с полуавтоматом необходимо знать.
Среди способов сваривания тонколистового металла инвертором часто применяют соединение внахлёст. Поместив листы друг на друга, их края соединяют плотно при помощи груза – щели между ними не должно остаться. Затем настраивают необходимые параметры полуавтомата: для варки стальных листов толщиной в один миллиметр диапазон сварочного тока выбирается между 30 и 50 Амперами. Если толщина иная, то параметр увеличивают или уменьшают. Приступая к сварке тонкого металла инвертором, сначала листы прихватывают короткими перемычками. Потом приступают к основной работе.

Слишком тонкие листы невозможно сварить встык без подкладки. То есть между листами на стыке подкладывают одинаковую по толщине металлическую полоску. Важно, чтобы она легла между листами максимально плотно. В таком положении прокладка приварится к деталям даже при наличии небольшого зазора.
При возникновении ситуации, когда сделать такую подкладку невозможно, проблему разрешают подкладыванием под стык толстой проволоки из меди. Она предотвратит прожигание заготовок, потому что заберёт лишнее тепло на себя. После окончания сварки медная проволока извлекается.
Виды сварки металла
Наиболее применяемым видом сварки металла является дуговая сварка, которая в свою очередь подразделяется на несколько подвидов:
- ручная – производится либо плавящимся электродом, либо неплавящимся. Первый способ является основным для ручной сварки. Дугой расплавляется обрабатываемый металл и электрод, образуется сварная ванна, которая после охлаждения превращается в шов. Второй метод отличается тем, что электрод не расплавляется, для этого применяется специальный присадочный материал;
- автоматическая или полуавтоматическая сварка под флюсом. Само название говорит о том, что процесс механизирован. В частности, в полуавтомате автоматически подаётся проволочный электрод. Но его перемещение по свариваемой зоне выполняет сварщик. При автоматической сварке все процессы делает автомат;
- дуговая сварка в защитном газе. Возможна как при использовании плавящегося электрода – когда проволока плавится и участвует в образовании сварного шва, так и неплавящегося – когда шов образуется в основном за счёт расплавления кромок изделия, а при необходимости подаётся присадочный материал.

Сварка металлоконструкций
Если следовать классике, то при сварке металлоконструкций используют дуговую и газовую технологии. Оба вида можно производить тремя способами:
Первый вариант приемлем только на бытовом уровне. При нём все процессы выполняются вручную. Используется простая электродуговая сварка.
Сварка полуавтоматом имеет свои особенности. Сварной шов наносится вручную, а электрод или присадочная проволока подаются механически. По сути, полуавтоматы объединили все методы автоматики с ручными технологиями. Они повышают производительность в несколько раз, поэтому используются при сварке металлоконструкций, как в производстве, так и в быту.
Последний автоматический метод сварки производится лишь под контролем оператора: всю сварочную работу делает автомат. Широко используется при производстве массовых изделий.

www.born-spb.ru
Способ сварки деталей разной толщины из разнородных металлов
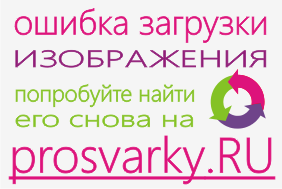
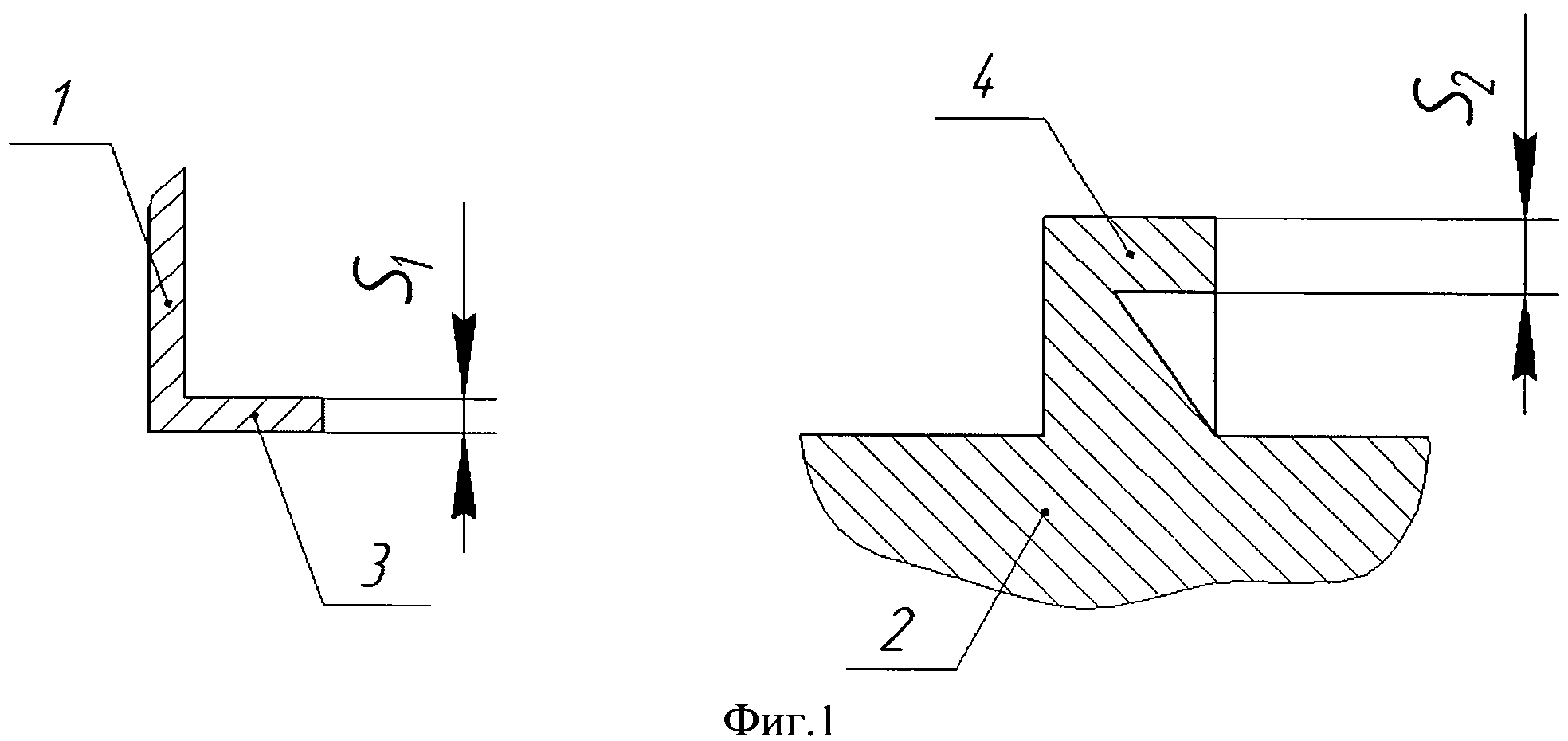
Способ сварки деталей 1 и 2 разной толщины из разнородных металлов может быть использован в авиастроении, приборостроении, в атомной энергетике. Формируют технологические бурты 3 и 4 на толстостенной 2 и тонкостенной 1 деталях. Высота бурта 3 в 3-4 раза больше толщины детали 1. Высота бурта 4 равна высоте бурта 3. Толщину бурта 4 определяют по формуле S2=(1+Δ)·S1. Поверхности контакта буртов 3 и 4 обрабатывают ультразвуком в этиловом спирте. Детали 1 и 2 закрепляют в сварочном приспособлении. Обеспечивают зазор в стыке и смещение буртов 3 и 4 менее 10% толщины детали 1. Лазерный луч 5 направляют на стык буртов 3 и 4. Изобретение позволяет повысить прочность сварного шва за счет выполнения рациональной конструкции технологических буртов 3 и 4. 2 з.п. ф-лы, 4 ил.
Изобретение относится к области сварочного производства, в частности к технологии сварки деталей разной толщины, выполненных из разнородных металлов. Изобретение может быть использовано в машиностроении, авиастроении, приборостроении, в атомной энергетике и других отраслях промышленности.
Предшествующий уровень техники
Известен способ лазерной сварки деталей из разнородных металлов (патент РФ №2415739 от 10.04.2011, В23К 26/40, В23К 9/23, В23К 33/00, авторы Звездин В.В., Исрафилов И.Х., Велиев Д.Э.). Способ заключается в том, что плоскость стыкового соединения деталей из разнородных металлов выполняют наклонной по касательной к сегменту зоны термического влияния сварного шва. Лазерное излучение фокусируют на более тугоплавкий материал на расстоянии от стыковой плоскости. Угол наклона плоскости стыкового соединения и расстояние фокусировки рассчитывают из условия обеспечения отсутствия испарения легкоплавкого материала.
Недостатком данного способа из-за неравномерности нагрева деталей с разным коэффициентом термического расширения является склонность к накоплению сварочных напряжений и деформаций. Это может привести к снижению прочности сварных соединений.
В качестве прототипа для способа был выбран способ дуговой сварки неплавящимся электродом (патент РФ №2458768 от 20.08.2012, В23К 31/02, авторы Трегубов В.И., Заболотнов В.М., Хабаров А.Н., Гаевский В.В.). В способе изготовления тонкостенной осесимметричной сварной конструкции с толстостенными навесными элементами в трубных толстостенных заготовках навесных элементов в местах их приварки формируют технологические буртики толщиной и шириной, равной толщине трубчатого каркаса. Осуществляют предварительную сборку, собранную конструкцию закрепляют на установке сварки в сварочном приспособлении, фиксируют каждый элемент прихватками. Осуществляют автоматическую сварку в среде защитных газов.
Недостатком данного способа является высокая вероятность образования прожога в тонкостенной детали и ее несплавление с толстостенной, что снижает прочность и нарушает герметичность сварного шва. При сварке деталей разной толщины это происходит, как правило, в связи с увеличенным тепловым расширением металла тонкой кромки, что приводит к ее местному короблению и появлению зазора между деталями, тонкая кромка перегревается - образуется прожог. Кроме этого, смещение теплового потока на более массивную деталь не всегда обеспечивает получение качественного сварного шва, так как возможно несплавление свариваемых кромок. Поэтому при сварке разнотолщинных деталей, для получения стабильного результата целесообразней рассматривать стыковое соединение с отбортовкой кромок.
Раскрытие изобретения
Задачей, на решение которой направлено заявляемое изобретение, является разработка способа сварки деталей разной толщины из разнородных металлов, который обеспечивает получение герметичных неразъемных соединений с повышенным качеством сварного шва.
Технический результат, достигаемый при решении этой задачи, заключается в повышении прочности сварного шва за счет выполнения рациональной конструкции технологических буртов, обеспечении равномерного нагрева свариваемых деталей и исключении деформации сварного шва.
Для получения указанного технического результата в способе сварки деталей разной толщины в среде инертных газов, включающем формирование технологического бурта на толстостенной детали, сборку деталей в сварочном приспособлении, прихватку, сварку деталей, согласно изобретению формируют технологический бурт на тонкостенной детали, с высотой бурта в 3-4 раза больше толщины самой детали. Формируют бурт на толстостенной детали с высотой, равной высоте бурта тонкостенной детали, с толщиной, зависящей от коэффициента отражения свариваемых деталей по формуле S2=(1+Δ)·S1, где Δ=R2-R1, R1 - коэффициент отражения толстостенной детали, R2 - коэффициент отражения тонкостенной детали, S1 - толщина бурта тонкостенной детали, S2 - толщина бурта толстостенной детали. Сваривают детали из разнородных металлов лазерным лучом, при этом лазерный луч направляют на стык буртов свариваемых деталей.
Совокупность перечисленных существенных признаков обеспечивает получение технического результата - равномерный нагрев свариваемых деталей и снижение перегрева тонкостенной детали и деформации, а также исключение несплавлений и прожогов в сварном шве, следовательно, повышение прочности сварного шва.
Перед сборкой поверхности контакта буртов можно подвергнуть ультразвуковой обработке в этиловом спирте. Этим очищают свариваемые поверхности от загрязнений, и таким образом исключают влияние адсорбированных атомов внешней среды на качество шва. Без загрязнений качество шва улучшается.
Сборку выполнять можно с допущением зазора в стыке и смещений по высоте свариваемых буртов, не превышающих 10% от толщины тонкостенной детали. При этом обеспечивают плотный контакт свариваемых буртов, исключают образование воздушных полостей между буртами, наличие которых являются причиной прожога бурта тонкостенной детали. Отсутствие зазоров улучшает качество шва.
Для того чтобы обеспечить возможность сварки разнородных металлов, в том числе в инертной среде, необходимо учитывать их теплофизические и физико-химические характеристики.
Для соединения тонкостенной и толстостенной деталей целесообразно применение способа сварки с минимальным тепловложением - лазерная или лазерная импульсная сварка.
Данный способ позволяет получить надежное соединение из разнородных металлов только при выдерживании указанных параметров буртов. Причем геометрические размеры буртов подобраны с учетом теплофизических свойств соединяемых металлов.
Краткое описание фигур чертежа
На фиг.1 показано поперечное сечение свариваемых деталей с выполненными технологическими буртами.
На фиг.2 показано соединение деталей перед сваркой.
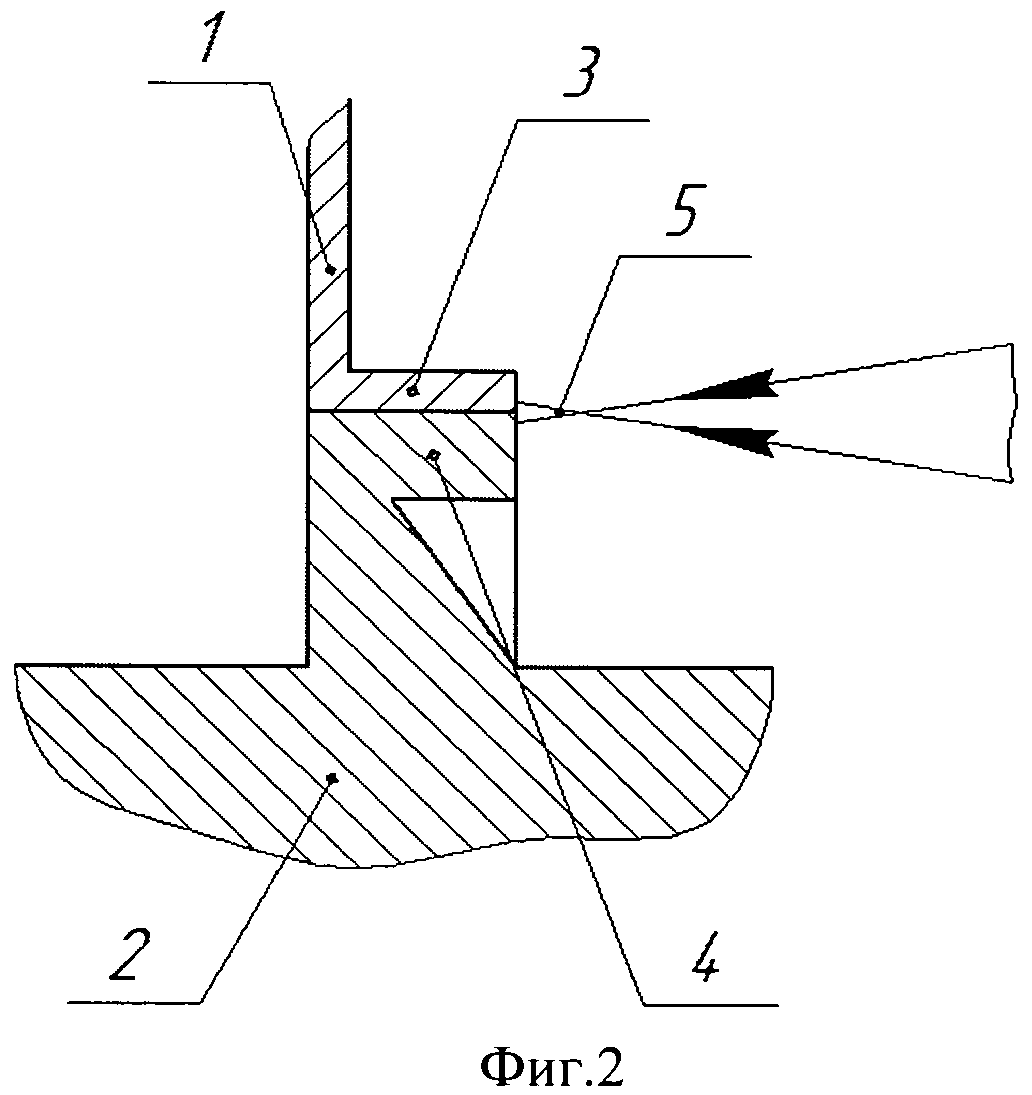
На фиг.3 показано поперечное сечение сварного соединения М1+12Х18Н10Т.
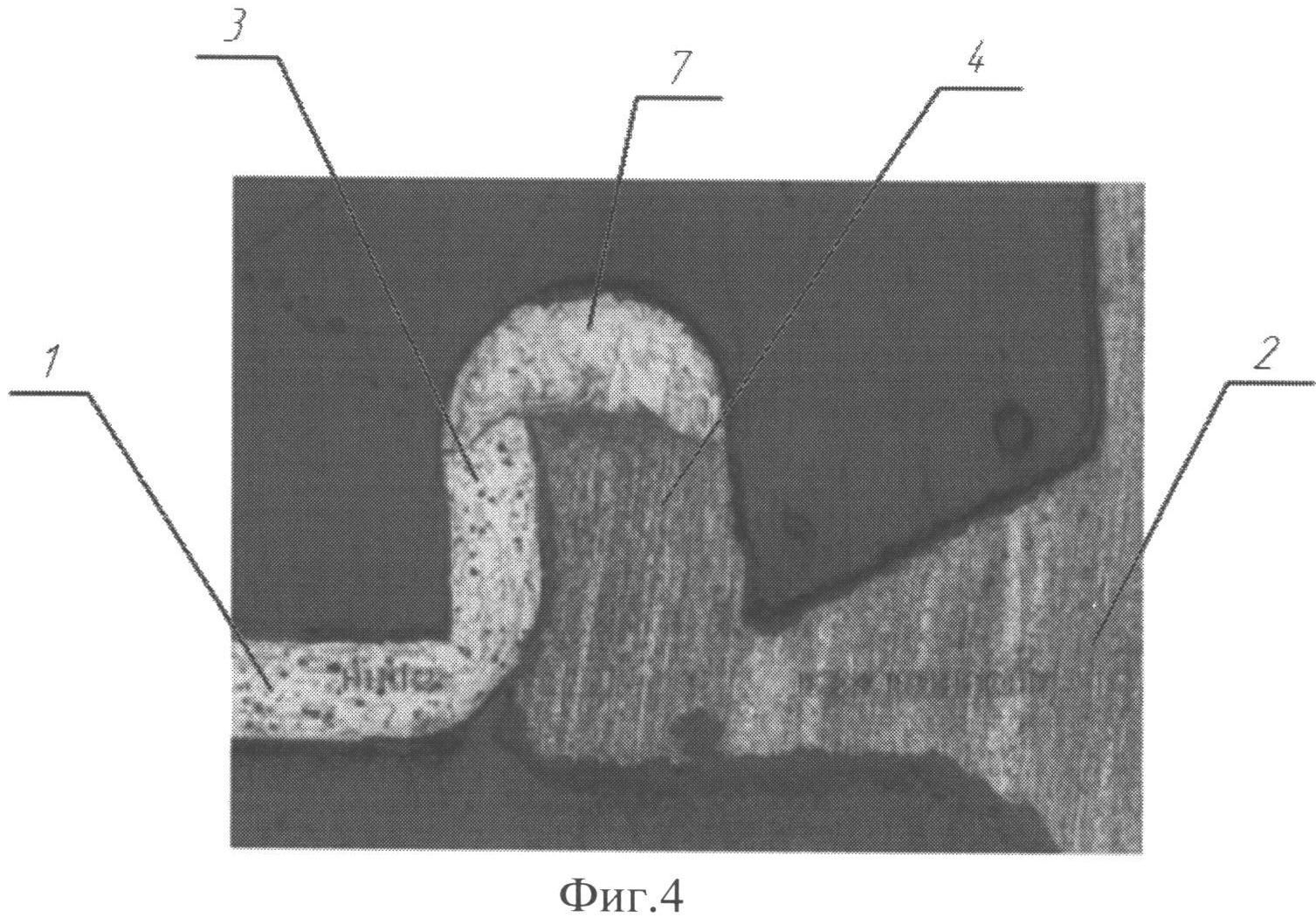
На фиг.4 показано поперечное сечение сварного соединения НП2+12Х18Н10Т.
Варианты осуществления изобретения
В качестве материала тонкостенной детали применяют медь марки M1 ГОСТ 1173-2006 и никель марки НП2 ГОСТ 2170-73.
Материал толстостенной детали - нержавеющая сталь 12Х18Н10Т ГОСТ 4986-79.
Таким образом, в данной работе авторы рассматривают сварку деталей разной толщины из разнородных металлов в следующем сочетании: М1+12Х18Н10Т и НП2+12Х18Н10Т.
На фиг.1 представлены тонкостенная деталь 1 и толстостенная деталь 2, на которых выполнены технологические бурты 3 и 4. В рассматриваемом варианте выполнения сварки геометрические размеры свариваемых деталей 1 и 2 весьма малы, поэтому для экспериментального подтверждения правильности предлагаемой сварной конструкции в качестве примера рассматривают импульсную лазерную сварку.
Толщину бурта 4 детали 2 определяют по формуле: S2=(1+Δ)·S1, где Δ=R2-R1, R1 - коэффициент отражения детали 2, R2 - коэффициент отражения детали 1, S1 - толщина бурта 3 детали 1, S2 - толщина бурта 4 детали 2. Коэффициент отражения меди детали 1 составляет R2=0,91, часть энергии лазерного луча 5 отражается поверхностью детали 1. При этом поглощается меньше энергии лазерного луча 5 буртом 3 и он меньше нагревается. Коэффициент отражения нержавеющей стали меньше, чем у меди, Следовательно, бурт 4 поглощает больше энергии, чем бурт 3. Поэтому, для равномерного нагрева буртов 3 и 4 необходимо, чтобы толщина бурта 4 была больше толщины бурта 3. Поэтому, чтобы обеспечить равномерное расплавление буртов 3 и 4 свариваемых деталей 1 и 2, учитывают коэффициенты отражения свариваемых деталей 1 и 2.
Импульсную лазерную сварку разнотолщинных деталей 1 и 2 осуществляют следующим образом. Формируют технологический бурт 3 высотой в 3-4 раза больше толщины детали 1. Формируют бурт 4 высотой, равной высоте бурта 3, толщиной, зависящей от коэффициента отражения свариваемых деталей 1 и 2 по формуле S2=(1+Δ)·S1.
Если толщина S2 бурта 4 детали 2 меньше толщины S1 бурта 3 детали 1, это приводит к неравномерному нагреву деталей 1 и 2 при сварке, следовательно, к отсутствию взаимного расплавления буртов 3 и 4 и формированию сварных швов 6 и 7 нестабильного качества.
Если высота бурта 3 детали 1 меньше 3-4 толщины самой детали 1, то материала бурта 3 недостаточно для формирования номинального сечения сварного шва 6 и образуются несплавления или подрезы, что может ухудшить качество сварного шва 6. Если же высота бурта 3 детали 1 больше 3-4 толщины самой детали 1, то происходит неполное расплавление бурта 3 с искажением формы сварного шва 6, так как образуется избыток материала для формирования сварного шва 6.
Форма бурта 4 объясняется тем, что необходимо уменьшить тепловое воздействие на деталь 2 при сварке и обеспечить более равномерный нагрев буртов 3 и 4.
Перед сборкой поверхности контакта буртов 3 и 4 подвергают ультразвуковой обработке в этиловом спирте. Свариваемые детали 1 и 2 устанавливают в специальном сборочно-сварочном приспособлении, обеспечивают плотный контакт поверхностей буртов 3 и 4 таким образом, как это показано на фиг.2. При этом зазор и смещение свариваемых буртов 3 и 4 не превышает 10% от толщины детали 1. Сборочно-сварочное приспособление обеспечивает беспрепятственный доступ лазерного луча 5 и защитного газа в зону сварки. Для защиты в процессе сварки сварных швов 6, 7 (на фиг.3 и 4) от окисления используют инертный газ. Далее лазерный луч 5 направляют на стык буртов 3, 4 и осуществляют прихватку детали 1 с деталью 2 отдельными точками в нескольких местах, равноудаленных друг от друга. Прихватку выполняют на том же режиме, на котором затем выполняют сварку.
Сварку выполняют по стыку деталей 1 и 2. В процессе взаимодействия лазерного луча 5 со свариваемыми буртами 3 и 4 производят их нагрев и дальнейшее расплавление. Различие теплофизических свойств и коэффициентов отражения лазерного луча 5 компенсируют формой выполнения буртов 3, 4 и их геометрическими размерами. В результате сварные швы 6 и 7 формируют с равномерным оплавлением технологических буртов 3 и 4 свариваемых деталей 1 и 2.
Как показано на фиг.3, металл шва 6 плотный, без дефектов. В сварном шве 6 происходит взаимное расплавление меди бурта 3 и нержавеющей стали бурта 4.
Как показано на фиг.4, более стабильное формирование сварного шва 7 наблюдается при соединении никеля бурта 3 с нержавеющей сталью бурта 4. Характерной особенностью микроструктуры сварного шва 7 является дендритное или, другими словами, литое строение. В околошовной зоне соединение имеет аустенитную структуру. Границы аустенитных зерен совпадают с границами первичных кристаллов. В сварном шве 7 благодаря высокой стабильности аустенитной структуры вторичная кристаллизация не наблюдается, так как после затвердевания сварной ванны фиксируется первичная структура. Вследствие этого обстоятельства металл шва 7 имеет более однородную структуру, не наблюдается появление внутренних напряжений, которые способствуют развитию микротрещин и, как правило, нарушению герметичности шва 7.
Практика показала, что, при соблюдении требований к сборке деталей 1, 2 и при выдерживании необходимых геометрических размеров буртов 3, 4, сварные швы 6, 7 имеют высокое качество.
Таким образом, выполнение бурта 3 на детали 1 и выполнение бурта 4 на детали 2 позволяет не только повысить стабильность качества сварных швов 6 и 7, но и обеспечить их герметичность. В результате проведенных экспериментов было подтверждено, что при импульсной лазерной сварке деталей 1 и 2 разной толщины из разнородных металлов происходит взаимное расплавление буртов 3 и 4. При этом сварные швы 6 и 7 герметичны, не имеют наружных и внутренних дефектов и дефектов микроструктуры.
Промышленная применимость
Наиболее эффективно выглядит использование предложенного способа в силовых узлах конструкций ответственного назначения, где предъявляются высокие требования по обеспечению герметичности сварных соединений. То есть, там где в конструкции присутствует необходимость соединения деталей разной толщины, выполненных из разнородных металлов, и предъявляются повышенные требования к геометрии изделия, в целом, и к качеству сварных швов, в частности.
Предлагаемый вариант конструкции сварного соединения обеспечивает технический эффект, заключающийся в повышении качества сварных соединений.
В целом, рассмотренный вариант выполнения изобретения может быть реализован на существующем в настоящее время оборудовании с использованием имеющихся материалов. Это показывает его работоспособность и подтверждает промышленную применимость.
1. Способ сварки деталей разной толщины из разнородных металлов в среде инертных газов, включающий формирование технологического бурта на толстостенной детали, сборку деталей в сварочном приспособлении, прихватку и сварку деталей, отличающийся тем, что формируют технологический бурт на тонкостенной детали с высотой бурта в 3 - 4 раза больше ее толщины, а бурт на толстостенной детали формируют с высотой, равной высоте бурта тонкостенной детали, и с толщиной, выбираемой в зависимости от коэффициента отражения свариваемых деталей по формуле S2=(1+Δ)·S1, где Δ=R2-R1, R1 - коэффициент отражения толстостенной детали, R2 - коэффициент отражения тонкостенной детали, S1 - толщина бурта тонкостенной детали, S2 - толщина бурта толстостенной детали, при этом детали сваривают лазерным лучом, который направляют на стык упомянутых буртов.
2. Способ сварки деталей по п.1, отличающийся тем, что перед сборкой поверхности контакта буртов подвергают ультразвуковой обработке в этиловом спирте.
3. Способ сварки деталей по п.1, отличающийся тем, что сборку выполняют с зазором в стыке и относительным смещением свариваемых буртов по высоте, не превышающем 10% толщины тонкостенной детали.
www.findpatent.ru
СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗНОЙ ТОЛЩИНЫ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ
Изобретение относится к области сварочного производства, в частности к технологии сварки деталей разной толщины, выполненных из разнородных металлов. Изобретение может быть использовано в машиностроении, авиастроении, приборостроении, в атомной энергетике и других отраслях промышленности.
Предшествующий уровень техники
Известен способ лазерной сварки деталей из разнородных металлов (патент РФ №2415739 от 10.04.2011, В23К 26/40, В23К 9/23, В23К 33/00, авторы Звездин В.В., Исрафилов И.Х., Велиев Д.Э.). Способ заключается в том, что плоскость стыкового соединения деталей из разнородных металлов выполняют наклонной по касательной к сегменту зоны термического влияния сварного шва. Лазерное излучение фокусируют на более тугоплавкий материал на расстоянии от стыковой плоскости. Угол наклона плоскости стыкового соединения и расстояние фокусировки рассчитывают из условия обеспечения отсутствия испарения легкоплавкого материала.
Недостатком данного способа из-за неравномерности нагрева деталей с разным коэффициентом термического расширения является склонность к накоплению сварочных напряжений и деформаций. Это может привести к снижению прочности сварных соединений.
В качестве прототипа для способа был выбран способ дуговой сварки неплавящимся электродом (патент РФ №2458768 от 20.08.2012, В23К 31/02, авторы Трегубов В.И., Заболотнов В.М., Хабаров А.Н., Гаевский В.В.). В способе изготовления тонкостенной осесимметричной сварной конструкции с толстостенными навесными элементами в трубных толстостенных заготовках навесных элементов в местах их приварки формируют технологические буртики толщиной и шириной, равной толщине трубчатого каркаса. Осуществляют предварительную сборку, собранную конструкцию закрепляют на установке сварки в сварочном приспособлении, фиксируют каждый элемент прихватками. Осуществляют автоматическую сварку в среде защитных газов.
Недостатком данного способа является высокая вероятность образования прожога в тонкостенной детали и ее несплавление с толстостенной, что снижает прочность и нарушает герметичность сварного шва. При сварке деталей разной толщины это происходит, как правило, в связи с увеличенным тепловым расширением металла тонкой кромки, что приводит к ее местному короблению и появлению зазора между деталями, тонкая кромка перегревается - образуется прожог. Кроме этого, смещение теплового потока на более массивную деталь не всегда обеспечивает получение качественного сварного шва, так как возможно несплавление свариваемых кромок. Поэтому при сварке разнотолщинных деталей, для получения стабильного результата целесообразней рассматривать стыковое соединение с отбортовкой кромок.
Раскрытие изобретения
Задачей, на решение которой направлено заявляемое изобретение, является разработка способа сварки деталей разной толщины из разнородных металлов, который обеспечивает получение герметичных неразъемных соединений с повышенным качеством сварного шва.
Технический результат, достигаемый при решении этой задачи, заключается в повышении прочности сварного шва за счет выполнения рациональной конструкции технологических буртов, обеспечении равномерного нагрева свариваемых деталей и исключении деформации сварного шва.
Для получения указанного технического результата в способе сварки деталей разной толщины в среде инертных газов, включающем формирование технологического бурта на толстостенной детали, сборку деталей в сварочном приспособлении, прихватку, сварку деталей, согласно изобретению формируют технологический бурт на тонкостенной детали, с высотой бурта в 3-4 раза больше толщины самой детали. Формируют бурт на толстостенной детали с высотой, равной высоте бурта тонкостенной детали, с толщиной, зависящей от коэффициента отражения свариваемых деталей по формуле S2=(1+Δ)·S1, где Δ=R2-R1, R1 - коэффициент отражения толстостенной детали, R2 - коэффициент отражения тонкостенной детали, S1 - толщина бурта тонкостенной детали, S2 - толщина бурта толстостенной детали. Сваривают детали из разнородных металлов лазерным лучом, при этом лазерный луч направляют на стык буртов свариваемых деталей.
Совокупность перечисленных существенных признаков обеспечивает получение технического результата - равномерный нагрев свариваемых деталей и снижение перегрева тонкостенной детали и деформации, а также исключение несплавлений и прожогов в сварном шве, следовательно, повышение прочности сварного шва.
Перед сборкой поверхности контакта буртов можно подвергнуть ультразвуковой обработке в этиловом спирте. Этим очищают свариваемые поверхности от загрязнений, и таким образом исключают влияние адсорбированных атомов внешней среды на качество шва. Без загрязнений качество шва улучшается.
Сборку выполнять можно с допущением зазора в стыке и смещений по высоте свариваемых буртов, не превышающих 10% от толщины тонкостенной детали. При этом обеспечивают плотный контакт свариваемых буртов, исключают образование воздушных полостей между буртами, наличие которых являются причиной прожога бурта тонкостенной детали. Отсутствие зазоров улучшает качество шва.
Для того чтобы обеспечить возможность сварки разнородных металлов, в том числе в инертной среде, необходимо учитывать их теплофизические и физико-химические характеристики.
Для соединения тонкостенной и толстостенной деталей целесообразно применение способа сварки с минимальным тепловложением - лазерная или лазерная импульсная сварка.
Данный способ позволяет получить надежное соединение из разнородных металлов только при выдерживании указанных параметров буртов. Причем геометрические размеры буртов подобраны с учетом теплофизических свойств соединяемых металлов.
Краткое описание фигур чертежа
На фиг.1 показано поперечное сечение свариваемых деталей с выполненными технологическими буртами.
На фиг.2 показано соединение деталей перед сваркой.
На фиг.3 показано поперечное сечение сварного соединения М1+12Х18Н10Т.
На фиг.4 показано поперечное сечение сварного соединения НП2+12Х18Н10Т.
Варианты осуществления изобретения
В качестве материала тонкостенной детали применяют медь марки M1 ГОСТ 1173-2006 и никель марки НП2 ГОСТ 2170-73.
Материал толстостенной детали - нержавеющая сталь 12Х18Н10Т ГОСТ 4986-79.
Таким образом, в данной работе авторы рассматривают сварку деталей разной толщины из разнородных металлов в следующем сочетании: М1+12Х18Н10Т и НП2+12Х18Н10Т.
На фиг.1 представлены тонкостенная деталь 1 и толстостенная деталь 2, на которых выполнены технологические бурты 3 и 4. В рассматриваемом варианте выполнения сварки геометрические размеры свариваемых деталей 1 и 2 весьма малы, поэтому для экспериментального подтверждения правильности предлагаемой сварной конструкции в качестве примера рассматривают импульсную лазерную сварку.
Толщину бурта 4 детали 2 определяют по формуле: S2=(1+Δ)·S1, где Δ=R2-R1, R1 - коэффициент отражения детали 2, R2 - коэффициент отражения детали 1, S1 - толщина бурта 3 детали 1, S2 - толщина бурта 4 детали 2. Коэффициент отражения меди детали 1 составляет R2=0,91, часть энергии лазерного луча 5 отражается поверхностью детали 1. При этом поглощается меньше энергии лазерного луча 5 буртом 3 и он меньше нагревается. Коэффициент отражения нержавеющей стали меньше, чем у меди, Следовательно, бурт 4 поглощает больше энергии, чем бурт 3. Поэтому, для равномерного нагрева буртов 3 и 4 необходимо, чтобы толщина бурта 4 была больше толщины бурта 3. Поэтому, чтобы обеспечить равномерное расплавление буртов 3 и 4 свариваемых деталей 1 и 2, учитывают коэффициенты отражения свариваемых деталей 1 и 2.
Импульсную лазерную сварку разнотолщинных деталей 1 и 2 осуществляют следующим образом. Формируют технологический бурт 3 высотой в 3-4 раза больше толщины детали 1. Формируют бурт 4 высотой, равной высоте бурта 3, толщиной, зависящей от коэффициента отражения свариваемых деталей 1 и 2 по формуле S2=(1+Δ)·S1.
Если толщина S2 бурта 4 детали 2 меньше толщины S1 бурта 3 детали 1, это приводит к неравномерному нагреву деталей 1 и 2 при сварке, следовательно, к отсутствию взаимного расплавления буртов 3 и 4 и формированию сварных швов 6 и 7 нестабильного качества.
Если высота бурта 3 детали 1 меньше 3-4 толщины самой детали 1, то материала бурта 3 недостаточно для формирования номинального сечения сварного шва 6 и образуются несплавления или подрезы, что может ухудшить качество сварного шва 6. Если же высота бурта 3 детали 1 больше 3-4 толщины самой детали 1, то происходит неполное расплавление бурта 3 с искажением формы сварного шва 6, так как образуется избыток материала для формирования сварного шва 6.
Форма бурта 4 объясняется тем, что необходимо уменьшить тепловое воздействие на деталь 2 при сварке и обеспечить более равномерный нагрев буртов 3 и 4.
Перед сборкой поверхности контакта буртов 3 и 4 подвергают ультразвуковой обработке в этиловом спирте. Свариваемые детали 1 и 2 устанавливают в специальном сборочно-сварочном приспособлении, обеспечивают плотный контакт поверхностей буртов 3 и 4 таким образом, как это показано на фиг.2. При этом зазор и смещение свариваемых буртов 3 и 4 не превышает 10% от толщины детали 1. Сборочно-сварочное приспособление обеспечивает беспрепятственный доступ лазерного луча 5 и защитного газа в зону сварки. Для защиты в процессе сварки сварных швов 6, 7 (на фиг.3 и 4) от окисления используют инертный газ. Далее лазерный луч 5 направляют на стык буртов 3, 4 и осуществляют прихватку детали 1 с деталью 2 отдельными точками в нескольких местах, равноудаленных друг от друга. Прихватку выполняют на том же режиме, на котором затем выполняют сварку.
Сварку выполняют по стыку деталей 1 и 2. В процессе взаимодействия лазерного луча 5 со свариваемыми буртами 3 и 4 производят их нагрев и дальнейшее расплавление. Различие теплофизических свойств и коэффициентов отражения лазерного луча 5 компенсируют формой выполнения буртов 3, 4 и их геометрическими размерами. В результате сварные швы 6 и 7 формируют с равномерным оплавлением технологических буртов 3 и 4 свариваемых деталей 1 и 2.
Как показано на фиг.3, металл шва 6 плотный, без дефектов. В сварном шве 6 происходит взаимное расплавление меди бурта 3 и нержавеющей стали бурта 4.
Как показано на фиг.4, более стабильное формирование сварного шва 7 наблюдается при соединении никеля бурта 3 с нержавеющей сталью бурта 4. Характерной особенностью микроструктуры сварного шва 7 является дендритное или, другими словами, литое строение. В околошовной зоне соединение имеет аустенитную структуру. Границы аустенитных зерен совпадают с границами первичных кристаллов. В сварном шве 7 благодаря высокой стабильности аустенитной структуры вторичная кристаллизация не наблюдается, так как после затвердевания сварной ванны фиксируется первичная структура. Вследствие этого обстоятельства металл шва 7 имеет более однородную структуру, не наблюдается появление внутренних напряжений, которые способствуют развитию микротрещин и, как правило, нарушению герметичности шва 7.
Практика показала, что, при соблюдении требований к сборке деталей 1, 2 и при выдерживании необходимых геометрических размеров буртов 3, 4, сварные швы 6, 7 имеют высокое качество.
Таким образом, выполнение бурта 3 на детали 1 и выполнение бурта 4 на детали 2 позволяет не только повысить стабильность качества сварных швов 6 и 7, но и обеспечить их герметичность. В результате проведенных экспериментов было подтверждено, что при импульсной лазерной сварке деталей 1 и 2 разной толщины из разнородных металлов происходит взаимное расплавление буртов 3 и 4. При этом сварные швы 6 и 7 герметичны, не имеют наружных и внутренних дефектов и дефектов микроструктуры.
Промышленная применимость
Наиболее эффективно выглядит использование предложенного способа в силовых узлах конструкций ответственного назначения, где предъявляются высокие требования по обеспечению герметичности сварных соединений. То есть, там где в конструкции присутствует необходимость соединения деталей разной толщины, выполненных из разнородных металлов, и предъявляются повышенные требования к геометрии изделия, в целом, и к качеству сварных швов, в частности.
Предлагаемый вариант конструкции сварного соединения обеспечивает технический эффект, заключающийся в повышении качества сварных соединений.
В целом, рассмотренный вариант выполнения изобретения может быть реализован на существующем в настоящее время оборудовании с использованием имеющихся материалов. Это показывает его работоспособность и подтверждает промышленную применимость.
edrid.ru