Большая Энциклопедия Нефти и Газа. Сварка мелких деталей
Метод точечной сварки для кузовов и мелких деталей: технология, применения, приспособления
 Самый популярный метод сварки металлов, контактный, имеет некоторые разновидности. Одна из них – точечная сварка. Принцип действия здесь несколько сложнее, чем при других видах сварочного процесса.
Самый популярный метод сварки металлов, контактный, имеет некоторые разновидности. Одна из них – точечная сварка. Принцип действия здесь несколько сложнее, чем при других видах сварочного процесса.
Базируется он на возможности выполнения сварочного шва на соединяемых металлических частях при помощи электродов.Нужной силы ток (он зависит от толщины металла) дает возможность нагреваться и расплавляться металлу в частях соприкосновения его с электродами, после чего и происходит образование шва.
Точечный способ сварки мелких деталей
 В месте соприкосновения электрода с металлом образуется сварное ядро, и именно в нем усилия, прилагаемые к электроду, делают металлические части после нагревания и расплавления соединенными между собой и более крепкими.
В месте соприкосновения электрода с металлом образуется сварное ядро, и именно в нем усилия, прилагаемые к электроду, делают металлические части после нагревания и расплавления соединенными между собой и более крепкими.
Именно это ядро во время точечной контактной сварки является самым важным и чтобы соблюсти при таком методе качество, прочность и нужные размеры, стоит знать:
- Перед началом работ поверхность должна быть очищена от ржавчины, краски, масла и других загрязнений.
- Безошибочно выбранный режим силы тока позволит справиться с работой достойно.
- Усилие, прилагаемое во время сварки, прямо пропорционально диаметру электрода.
 Выбираете сварочный аппарат для работы с разными типами металлов? Читайте о видах сварочных аппаратов и сравнение их характеристик.
Выбираете сварочный аппарат для работы с разными типами металлов? Читайте о видах сварочных аппаратов и сравнение их характеристик.
А если вам нужен простой компактный аппарат для дома, смело выбирайте инвертор. Узнаете здесь подробнее о параметрах и потребляемой мощности сварочного инвертора.
Технология точечной сварки мелких деталей

Когда же электрод будет прикасаться к металлу только с одной стороны, тогда заваривать можно не больше двух частей за один раз.
Односторонняя точечная сварка широко используется, как в приборостроении, так и в машиностроении.
За счет уменьшения значения сварочного тока при шунтировании, но увеличения силы расплавления нижнего листа металла, повышается качество его соединения с верхней деталью. При таком способе используется циклы сварки.
- Номинальное усилие сжатия электродов на процент от 40 до 80 дает первоначальный нагрев верхней детали. При этом происходит ее электрическое сопротивление.
- После нагрева, второй сварочный импульс дает возможность току выполнить в месте сварки соединение нужного размера, опять-таки при номинальном усилии сжатия. Но во время этого цикла значение тока шунтирования, соприкасающегося с верхней деталью, уменьшается.
Когда задействован только один импульс сварочного тока, используется его плавное нарастание в мягком режиме при повышении усилий сжатия электродов. Метод более экономичный, но настолько же не практичный.
Низкое сопротивление при шунтировании не дает возможности качественного проплавления нижней детали, что, в конечном итоге, ухудшает качество соединения.
Для контактного соединения деталей самыми действенными являются аппараты с жидкостным охлаждением, где температура электродов постоянно снижается водой, при этом электроды для точечной сварки обязаны иметь высокую стойкость рабочей поверхности.
Соединение мелких частей точечной сваркой
 Специалисты, умеющие запаять мелкие детали, что возможно только методом точечной сварки, – на вес золота. Аппараты для ручной точечной сварки стоят недешево, есть далеко не у всех, да и соблюсти технологию, когда прогревается нижняя деталь до определенной температуры, достаточно сложно.
Специалисты, умеющие запаять мелкие детали, что возможно только методом точечной сварки, – на вес золота. Аппараты для ручной точечной сварки стоят недешево, есть далеко не у всех, да и соблюсти технологию, когда прогревается нижняя деталь до определенной температуры, достаточно сложно.
Те, кто способны справляться с пайкой деталей ноутбука, компьютера, владеют и техникой точечной сварки аккумуляторов. Она нужна тогда, когда в какой-нибудь прибор нужен аккумулятор, возможно, нестандартной формы. Выполнить его можно путем соединения обычных батареек.
Самый простой, но не правильный способ, – это спаивание банок обычным паяльником. Такая конструкция не прослужит долго, а еще, скорее всего, выведет из строя устройство, так как сильный нагрев аккумулятора обеспечен.
Правильный способ – это сверхточное точечное заваривание. Именно так можно обеспечить надежный контакт между своеобразными банками батареи. Провод должен быть присоединен к батарее лепестками, которые затем будут припаяны к аккумулятору.
Самостоятельная точечная сварка в домашних условиях может быть выполнена при помощи самодельного аппарата. На промышленных предприятиях мощные профессиональные аппараты способны выполнять по 600 точек в минуту.
Умельцы изготавливают качественные аппараты из трансформатора микроволновой печи. Из него удаляют вторичную высоковольтную обмотку, магнитные шунты. Затем несколько новых деталей, прочное соединение их с основой – и аппарат готов.
 Для скрепления небольших металлических изделий отлично подойдет холодная сварка. Читайте про применение холодной сварки в быту.
Для скрепления небольших металлических изделий отлично подойдет холодная сварка. Читайте про применение холодной сварки в быту.
Соединение полипропиленовых труб осуществляется их нагревом и сплавлением. По этому адресу описаны методы применения аппарата для сварки полипропилена.
При проведении сварочных работ с использованием сварочной проволоки нужно удостовериться, что такой расходный материал соответствует обрабатываемому металлу. В этой статье приведены рекомендации по работе со сварочной проволокой нержавейкой.
Точечная сварка алюминия
 Проще всего соединить алюминиевые детали шовным способом или точечной сваркой. Но высокая электрическая проводимость этого металла влечет за собой его сильный перегрев, поэтому во время работы очень часто используются теплоизолирующие стальные прокладки.
Проще всего соединить алюминиевые детали шовным способом или точечной сваркой. Но высокая электрическая проводимость этого металла влечет за собой его сильный перегрев, поэтому во время работы очень часто используются теплоизолирующие стальные прокладки.
Точечная сварка алюминия предполагает, что эти прокладки не будут привариваться к деталям.
Перед началом работ, алюминиевые детали зажимают прессом точечной машины и обеспечивают постоянное, но небольшое, электрическое сопротивление той пленки оксидов, что образуется при нагревании алюминия. Его средняя величина – до 300 мкОм.
При этом точечная сварка алюминия и его сплавов нуждается в токе большой мощности. Когда необходимо заварить алюминиевые детали толщиной до 3 миллиметров, диаметр точечного ядра будет от 8 до 11 миллиметров.
Схемы точечной сварки, в том числе и алюминия, предполагает протекание тока без шунтирования от верхней детали к нижней.
Точечная сварка по кузову
 Мастера знают, как тяжело сделать точечную сварку на кузове, когда к нужному участку не подобраться с обратной стороны. В этом случае процесс проходит без присадочного материала, в качестве источника тепла выступает нагрев током большой силы.
Мастера знают, как тяжело сделать точечную сварку на кузове, когда к нужному участку не подобраться с обратной стороны. В этом случае процесс проходит без присадочного материала, в качестве источника тепла выступает нагрев током большой силы.
Металл нагревается до плавления, ток сразу же отключается, а расплавленный металл, сжимаясь, образует стержень. Сварочное ядро при соблюдении технологии и после шлифовки не оставляет следа.
Точечная сварка для кузовных работ проводится споттером. Для одностороннего соединения, работы выполняются в такой последовательности:
- Выделение тепла в точке контакта.
- Поступление тока.
- Выравнивание локальной части поверхности.
- Повторение этапа с выделением большого тепла и так далее.
 Работая со сварочным аппаратом нужно обязательно пользоваться защитным щитком. Сварочный щиток хамелеон обеспечит удобство использования и полную защиту глазам.
Работая со сварочным аппаратом нужно обязательно пользоваться защитным щитком. Сварочный щиток хамелеон обеспечит удобство использования и полную защиту глазам.
Современные сварочные аппараты могут подключаться даже к комнатной розетке. На этой странице можно прочитать рекомендации о том, как использовать сварочный аппарат в домашних условиях.
Работая со сварочным оборудованием важно понимать его внутреннее устройство. Читайте тут про устройство сварочного полуавтомата.
Медленное выравнивание вмятины, буквально по миллиметрам, не разрушает целостности металла. Можно проводить заваривание кузова и другим способом.
В этом случае принцип работы точечной сварки следующий:
- Стыкование деталей, их зажим между двумя электродами.
- Пронизывание толщины всех деталей электрическим током на протяжении нужного времени.
- Прессование во время выключения подачи тока, в этот момент продолжается усилие по сжатию, что дает возможность равномерному затвердеванию металла.
Во время таких работ очень важно правильно определить режим точечной сварки, при котором не произойдет перегрев нижней детали и не образуется дыра в поверхности.
Сварка конденсаторная
 Конденсаторная точечная сварка – осуществляется за счёт использования ранее запасенной энергии. Данная энергия накапливалась в конденсаторах во время их зарядки от выпрямителя. Когда в нужный момент будет происходить разрядка, энергия преобразуется в теплоту.
Конденсаторная точечная сварка – осуществляется за счёт использования ранее запасенной энергии. Данная энергия накапливалась в конденсаторах во время их зарядки от выпрямителя. Когда в нужный момент будет происходить разрядка, энергия преобразуется в теплоту.
Разновидности:
Без трансформаторная. В процессе конденсатор подключен непосредственно к деталям. Его разряд начинается в то время, когда происходит удар по верхней детали.
Начинается оплавление торцов, в результате чего они соединяются. Используется такой вид при стыковом методе.
Трансформаторная. Здесь конденсаторы разряжаются на первичную обмотку трансформатора, а детали зажаты между электродами вторичной цепи. Трансформаторная разновидность применяется при точечном и шовном методе заваривания деталей.
Из других методов можем посоветовать плазменную сварку, которая способна работать с металлом больше толщины. А также более функциональную и универсальную сварку полуавтомат.
Точечная сварка – это высокотехнологический метод заваривания деталей, доступен он, в основном профессионалам. Но при неукоснительном соблюдении технологии, результат должен быть весьма достойным и, что немаловажно, места таких соединений будут абсолютно незаметны.
Читайте также:
 Особенности аргонодуговой сварки Аргонодуговая сварка получила такое название из-за специфики своего действия: в среде инертного газа-аргона возникает дуговой разряд, который ведет […]
Особенности аргонодуговой сварки Аргонодуговая сварка получила такое название из-за специфики своего действия: в среде инертного газа-аргона возникает дуговой разряд, который ведет […] Лазерная сварка При сваривании металлической поверхности с помощью лазерной сварки весь процесс осуществляется лазерным лучом, который генерируется квантовым […]
Лазерная сварка При сваривании металлической поверхности с помощью лазерной сварки весь процесс осуществляется лазерным лучом, который генерируется квантовым […]
Как сварить металл - основы электросварочных работ (130 фото)
Правильная технология сварки металлов является неотъемлемым требованием в процессе работы с железными конструкциями. Опытные профессионалы способны сделать разнообразные узоры, декоративные детали и сложные металлические изделия.

Для работы с электросварочным аппаратом, необходимо иметь определенный опыт и практические знания как правильно сварить металл. Это позволяет продлить эксплуатационный срок железному изделию.

В повседневной жизни, этот прибор помогает правильно соединить трубопровод, различный профиль или мелкие детали. В нашем материале представлена подробная инструкция как сварить металл электросваркой.

Краткое содержимое статьи:
Основы электросварочных работ
Электросварка представляет собой электрический прибор, который путем воздействия высокой температуры и специальных электродов, помогает соединить металлические детали между собой.

Расплавить электроды удается при помощи электродуги. Она образуется между поверхностью и соединительным элементом в процессе подачи постоянного тока высокой мощности.
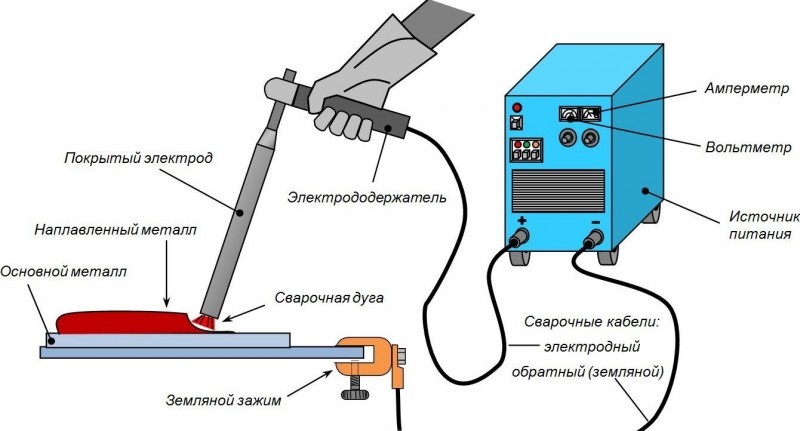
Устройство современного электросварочного аппарата включает в себя:
- инвектор;
- трансформаторную установку;
- специальный трехжильный кабель;
- держатель для электрода.

Инвектор предназначен для регулирования подачи постоянного тока. В ходе работы он начинает преобразовываться в постоянный. Трансформаторная установка отвечает за необходимую мощность сварочного тока.
Помимо этого, она позволяет регулировать силу электротока в зависимости от разновидности металла, электрода и толщины заготовки. Мощность варьируется от 30 А до 410 А.

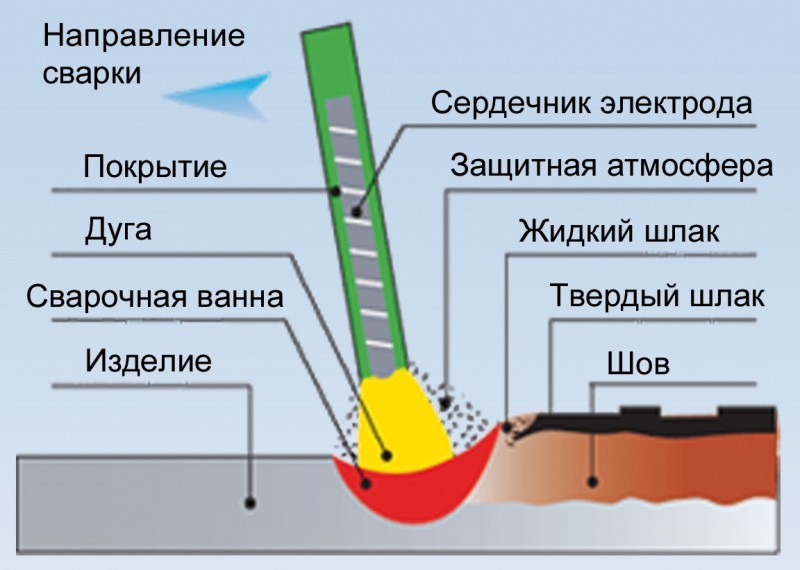
Электрод — это металлическая заготовка выполненная из железной микрокрошки с комплексом минеральных соединений. Самым распространённым диаметром считается 3 – 6 мм. Поверхность изделия покрывают специальным раствором – обмазкой.

Длина электрода достигает от 300 до 550 мм. В процессе работы обмазка начинает обгорать и выполнять роль инертного материала, который обеспечивает лучшее крепление свариваемых металлов.

В составе обмазочной оболочки присутствуют:
- никель;
- марганец;
- мелкая стружка железа;
- глинозем;
- магнезия;
- известняк.
Все эти компоненты легко воспламеняемы. Продукты горения образуют прочный железный сплав, который способен соединить любую толщину свариваемого металла.
Процесс электросварки
Многие начинающие сварщика задаются вопросом: « Как сварить тонкий металл?». Перед тем как приступить к рабочему процессу, необходимо подготовить соответствующие инструменты и материалы:
- электросварочный аппарат;
- комплект электродов. Для сваривания тонких металлов используют диаметр 4 мм. В ходе работы, важно рассчитать правильную мощность переменного тока. Если она будет слишком высокой, то на поверхности железного листа могут появиться дыры и микротрещины;
- молоток;
- защитный щит;
- болгарка;
- наждачная бумага с жесткой фактурой;
- шаблон изделия;
- специальные шурупы.

Последовательность сварочного процесса происходит следующим образом. В качестве подробного примера обратите внимание на фото, которое показывает как сварить металл:

На специальный держатель устанавливается необходимый электрод. Далее подключают положительный полюс и постепенно подают электрическую энергию.

После этого в зазорах между электродом и металлической заготовкой начинает формироваться электрическая дуга. Она способна расплавить любую железную поверхность при этом постепенно формируя прочный металлический шов. Далее начинают соединять детали друг с другом.

В процессе сгорания обмазки появляется газовое облако. Оно позволяет защитить жидкое железо от прямого взаимодействия с кислородом.

Когда закончится химическая реакция, на поверхности шва появится пропитка из окисленных металлов. Она в дальнейшем помогает защитить его от воздействия климатических условий.
По мере остывания места соединения, наблюдается кристаллизация металла. Она обеспечивает прочное соединения заготовок между собой.
Разновидность сварочного шва
Опытные электросварщики выделяю три разновидности сварочного шва. Каждый из них имеет свои характерные особенности и отличия. К ним относятся:

Ниточный. Его выполняют в продольном направлении. Ширина такого шва составляет от 2 до 4 мм. Эту разновидность соединения применяют при черновых работах для кратковременного соединения заготовок;

Двойной. Он считается более надежным и качественным креплением металлических деталей. Движение электрода осуществляется в продольном и поперечном направлении;

Тройной. Его применяют для соединения трубопровода и сложных металлических конструкций. Он обеспечивает надежно сцепление железных деталей между собой.
Фото инструкция как сварить металл











































Инструменты из раздела:
zdesinstrument.ru
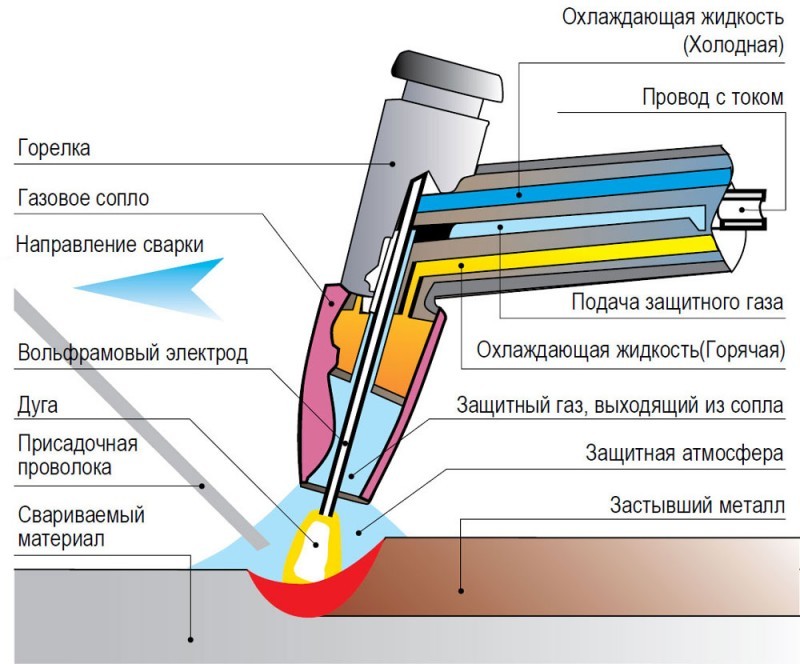
Особенности аргоновой сварки
Аргоновая сварка представляет собой нечто среднее между обычной дуговой сваркой с помощью электродов и газосваркой. Главной особенностью метода является подача инертного газа (чаще всего аргона), подаваемого в рабочую зону через специальную горелку. Он защищает расплавленный металл от окисления.
Данная технология обладает большим количеством преимуществ, одним из которых можно назвать возможность сварки очень мелких деталей, благодаря высокой точности и качеству получаемых швов. Также к преимуществам метода можно отнести отсутствие брызг и широкий диапазон свариваемых материалов (сталь, чугун, нержавейка, алюминий, медь, титан).
Есть у аргоновой сварки и несколько недостатков. Это, в первую очередь, высокая сложность, которая требует необходимой квалификации сварщика. Также сварка должна проводиться в цеховых условиях, чтобы ветер или сквозняк не разрушали газовую защиту дуги. Кроме того, скорость выполнения работ несколько ниже, чем при альтернативных методах.
Аргонодуговая сварка широко применяется при производстве и ремонте небольших изделий, в том числе:
- деталей штампов;
- корпусов турбин;
- компонент систем кондиционирования, вентиляции и отопления;
- ювелирных изделий из драгоценных металлов;
- сосудов высокого давления и пр.
Каждый материал требует особых настроек аргоновой сварки. Например, сваривание мелких деталей из стали выполняется с предварительной зачисткой поверхностей от окислов и ржавчины. Соединение алюминиевых заготовок требует высоких сварочных токов. Для титана чаще всего используются специальные горелки, а чугун сваривается короткими участками на небольших токах.
Вас также может заинтересовать:
Мелкие сварочные работы в Москве по выгодным ценам.
tpk-kontakt.ru
Сварка - мелкая деталь - Большая Энциклопедия Нефти и Газа, статья, страница 2
Сварка - мелкая деталь
Cтраница 2
В отдельных случаях при сварке мелких деталей, когда сварщик работает сидя, возможно устройство небольшого наклонного бокового отсоса или укрытия над столом с рабочим отверстием, обеспечивающим удобное выполнение сварочных операций. [16]
В отдельных случаях при сварке мелких деталей, когда сварщик работает сидя, возможно устройство небольшого наклонного бокового отсоса или укрытия над столом с рабочим отверстием, обеспечивающим удобное. [17]
В отдельных случаях при сварке мелких деталей, когда сварщик работает сидя, возможно устройство небольшого наклонного бокового отсоса или укрытия над столом с рабочим отверстием, обеспечивающим удобное выполнение сварочных операций. [18]
Заслуживает внимания установка А-489 для сварки диафрагм паровых турбин разных диаметров и автомат-установка для сварки мелких деталей с кольцевыми швами длиной 20 - 50 мм. [19]
При необходимости рекомендуется снабжать электроннолучевые установки оптическими системами со сменными светофильтрами для Наблюдения за процессом сварки мелких деталей. [20]
Наибольшее распространение при газовой сварке и резке получили шланги с наружным диаметром 17 5 и внутренним 9 5 мм, для сварки мелких деталей применяют шланги с внутренним диаметром 5 5 мм, при резке металла большой толщины применяют шланги с внутренним диаметром 13 мм. Для жидких горючих применяют специальные прорезиненные бензомаслостойкие ( дюритовые) шланги с внутренним диаметром 5 мм. Они должны состоять из одного куска, в противном случае в стыках может просачиваться горючее. [22]
Планировка пеха холодной штамповки мотоциклетного завода: / - участок прессов; / / - - участок сборки узлов; III - участок сварки деталей и узлов; IV - участок пайки деталей; К-склады металла и заготовительный участок; VI - склады хранения межоперационных заделов и полуфабрикатов; VII-склад штампов; VIII-склад, готовой продукции; IX - склад заготовок; X - кладовая вспомогательных материалов; / - эксцентриковый пресс 345 т; 2-эксцентриковый пресс 180 / n; S - эксцентриковый пресс 215 т; 4 - пресс 6UO т; 5-эксцентриковые прессы 106 т; б-эксцентриковые прессы 88 т; 7-ленточные прессы 26 т; - прессы-автоматы 43 т; 9и 10-правильные прессы 56 т; / / - зигмашины; / 2-прессы для гибки; 13-винтовые прессы; 14-сверлильные станки; / 5-барабан для очистки; / 6 -вальцы для правки; 17 - электросварочные аппараты АНТ-16; И-сварочные посты; 19-кабины для сварки мелких деталей; 20 - ванны; 21 - печи для отжига; 22-наждачные точила; 23-верстаки; 24 - ножницы для резки металла. [23]
Сварка мелких деталей и небольших конструкций обычно производится на стационарных постах, оборудованных местными отсосами в виде панелей равномерного всасывания с механической вытяжкой. Для сварки мелких деталей применяются панели инж. [24]
В цехах с постоянными рабочими местами обычно используется вентиляция с широким заборным боковым отсосом, закрепленным вблизи рабочего места, с противоположной от рабочего стороны. При сварке мелких деталей часто применяют вытяжной зонт с откидными боковыми щитами. [26]
При изготовлении элементов каркасов ручная сварка выполняется качественными электродами с обмазкой марок ОММ-5, ЦМ-7 и др. Это преимущественный вид сварки металлоконструкций, имеющих малую протяженность швов. Исключение составляет поузловая сварка мелких деталей, выполняемая в специальных сварочных кабинах. [27]
Непосредственный разряд конденсаторов на детали без трансформатора кратковремен. Он необходим для сварки мелких деталей. [29]
Витринные отсосы представляют собой разновидность шкафного укрытия: это рабочий стол ( обычно монтажный) с укрытием в виде витрины, закрытой с трех сторон, и расширяющейся открытой частью, обращенной к рабочему. Такие отсосы широко-используют при пайке и сварке мелких деталей. [30]
Страницы: 1 2 3
www.ngpedia.ru