Как сварить медь контактной сваркой. Сварка меди контактная
Контактная сварка меди
Медь является уникальным по своим физико-химическим свойствам материалом. Она имеет достаточно высокую коррозийностойкость в различных средах и агрессивных воздействиях на металл. Эти технологические качества обуславливают весьма широкое использование меди в легкой и тяжелой промышленности.
К выполнению сварки меди контактным способом выдвигаются достаточно строгие требования. При чем от чистоты наплавляемого металла зависят требования, выдвигающиеся к проведению сварочных работ по данному металлу.
По своим физическим и химическим свойствам медь, в обычных температурах является инертным металлом, но при воздействие процесса нагрева ее поверхности она имеет свойство вступать во взаимодействие с кислородом, галогенам, серой и фосфором. Все эти факторы значительно затрудняют выполнение контактной сваркой меди и ее сплавов.
Также необходимо применять химическое травление и последующее тщательное смывание всех используемых кислот и щелочек для травления в проточной воде. Применение электродов зависит от выбранного способа выполнения сварных работ.
Так для роликовой и точечной контактной сварке широко используются электроды, изготовленные из тугоплавким металлов состоящие из вольфрама и молибдена. Рекомендуется использовать медь без примесей для обеспечения повышенного качества сварного шва. Из-за плохих литейных свойств меди очень большую роль при выполнении контактной сварки играет присадочный материал.
В качестве присадочного материала широко используется сплавы меди с достаточно большим содержанием раскислителей, которые в свою очередь обеспечивают получение в процессе выполнения работ качественного и плотного и прочного литого соединения.
Техническая медь, используемая, в качестве присадочного материала при сварке делится на пять марок, которые отличаются друг от друга количеством примесей содержащихся в металле. Такие примеси как бериллий повышают теплопроводность металла, а алюминиевые примеси повышают устойчивость к коррозии. Есть и такие примеси, которые способны ухудшать свойства. К этим элементам относятся водород, мышьяк и свинец. При сварке меди необходимо принимать во внимания все перечисленные выше показатели.
3g-svarka.ru
Способ контактной точечной сварки меди и медных сплавов
Изобретение относится к способу контактной точечной сварки меди и медных сплавов. Изобретение может быть использовано в приборостроении, при контактной сварке металлов с высокой теплопроводностью, в частности меди и ее сплавов, и металлов с покрытием на их основе. Собирают элементы деталей из меди и медных сплавов. Размещают сборку между сварочными электродами. Осуществляют сварку путем пропускания импульсов сварочного тока и приложения давления сжатия. В качестве сварочных электродов используют электроды, выполненные из графита. Пропускание импульсов сварочного тока осуществляют при постоянно сжатых электродах в течение времени, необходимого для нагрева элементов деталей до температуры не выше 0,8 температуры плавления меди. При этом сварку осуществляют в вакууме 1,33·10-2 мм рт.ст. Изобретение позволяет сваривать металлы с высокой электропроводностью с высокой прочностью, стабилизировать качество сварного соединения, повысить коррозионную стойкость, свести к минимуму сварочные дефекты при грамотном подборе режимов сварки. 1 табл.
Изобретение относится к сварке, а именно к способам соединения деталей из меди и медных сплавов методом контактной точечной сварки, может быть использовано для сварки деталей, работающих в условиях эксплуатации с высокими требованиями к качеству сварных соединений, и может быть использовано во всех отраслях промышленности, в том числе приборостроении.
Известен способ контактной точечной сварки молибдена (см., например, авторское свидетельство №210962, МПК B23K 11/16), при котором между свариваемыми поверхностями помещают промежуточную цельнометаллическую прокладку из титана.
Недостатком способа является его ограниченность применения - только для точечной сварки молибдена и экономическая нецелесообразность применения этого метода.
Прототипом данного изобретения является способ контактной точечной сварки (патент №2270081, МПК B23K 11/16, B23K 11/10, опубл. 20.02.2006), согласно которому при способе точечной сварки металлов с высокой электропроводностью, таких, например, как медь, алюминий, сплавов и металлов с покрытием на их основе, между свариваемыми поверхностями вводят промежуточную порошкообразную прослойку, причем указанную порошкообразную прослойку наносили на одну из свариваемых внутренних поверхностей детали, при этом толщина прослойки не превышала 0,3 мм. Порошкообразная прослойка состоит из самофлюсующегося с высоким электросопротивлением хромоникелевого сплава марки ПГ-СР с содержанием Ni и Cr 70-80%, остальное - C, Si, Mn, B, Fe. В процессе сварки расплавленный металл прослойки под действием осевых нагрузок вытесняют на периферию формирующейся сварочной точки.
Недостатками этого способа являются:
- низкая производительность процесса и высокая трудоемкость изготовления;
- ограниченность применения;
- наблюдается снижение коррозионной стойкости;
ограниченность функциональных возможностей промежуточного слоя, входящие в него компоненты недостаточно обеспечивают удаление вредных окисных и газовых составляющих из разогретой контактной зоны;
- экономическая нецелесообразность применения этого метода;
- окисление металла, образование на поверхности металла плотной и прочной оксидной пленки, плавящейся при температуре не менее 2100°C, затрудняющей процесс сварки и снижающей качество сварного соединения;
- затруднен контроль за нагревом и расплавление металла.
Задача, на решение которой направлено изобретение, заключается в разработке способа соединения деталей из меди и медных сплавов методом контактной точечной сварки, в устранении указанных выше недостатков, расширении технических возможностей за счет использования вакуума и графитовых наконечников на электродах. Все это в совокупности и образует прочное и качественное сварное соединение при оптимальном подборе режима сварки. Это позволяет:
- снизить трудоемкость сварочного процесса;
- обеспечить необходимую прочность соединения;
- обеспечить высокую коррозионную стойкость сварного соединения;
- исключить структурные изменения литого ядра и посторонних в нем включений.
Указанный технический результат достигается тем, что в предлагаемом способе контактной точечной сварки, меди и медных сплавов, включающем сборку элементов, размещение сборки между сварочными электродами и сварку при пропускании импульсов сварочного тока и приложении давления сжатия, в качестве сварочных электродов используют электроды, выполненные из электропроводного материала с низкой теплопроводностью, пропускание импульсов сварочного тока осуществляют при постоянно сжатых электродах в течение времени, необходимого для нагрева элементов до температуры не выше 0,8 температуры плавления меди, при этом сварку осуществляют в вакууме 1,33·10-2 мм рт.ст. В качестве сварочных электродов используют электроды, выполненные из графита.
Сущность предлагаемого изобретения заключается в том, что выбранные сварочные режимы обеспечивают высокие механические свойства сварочного шва. Пропускание импульсов сварочного тока осуществляют при постоянно сжатых электродах в течение времени, необходимого для нагрева элементов до температуры не выше 0,8 температуры плавления меди, что обеспечивает интенсивность образования и формирования сварного соединения деталей из меди и медных сплавов. Сварка в вакууме и в процессе осадки очищает свариваемые поверхности от оксидов, повышая качество сварки, и позволяет снизить расход электроэнергии на разогрев контакта, а также обеспечивает диффузию на полную глубину, что создает соединение из меди и медных сплавов повышенной прочности. Сварные соединения, изготовленные этим способом, подвергались механическим испытаниям. Графитовые электроды обеспечивают локализацию выделения тепла исключительно в точке контакта.
По способу-прототипу, способу-аналогу и заявленному изобретению были изготовлены сварные детали. Результаты испытаний механических свойств деталей, при температуре 20°C, по стандартным методикам испытания, представлены в таблице.
Пример 1. Сваривалась деталь методом контактной точечной сваркой из меди М2 толщиной 0,8 мм+0,8 мм.
Сборка размещалась в камере, которая обеспечивает вакуум 1,33·10-2 мм рт.ст. между электродами, выполненными из графита. Затем пропускаются импульсы сварочного тока при постоянно сжатых электродах в течение времени, необходимого для нагрева элементов до температуры не выше 0,8 температуры плавления меди.
Режим контактной точечной сварки для всех способов: давление сварки - 0,15 МПа, сварочный ток - 16 кА, длительность импульса тока - 0,3 сек, длительность проковки - 0,1 сек, диаметр электрода - 18 мм с радиусной заточкой рабочей части.
Диаметр полученной сварной точки 5 мм.
Пример 2. Сваривалась деталь методом контактной точечной сваркой из латуни Л63 толщиной 1,0 мм+1,0 мм по условиям примера 1 при тех же режимах сварки.
Диаметр полученной сварной точки 8 мм.
Пример 3. Сваривалась деталь методом контактной точечной сваркой из латуни Л63 толщиной 1,0 мм+меди М2 толщиной 1,0 мм по условиям примера 1 при тех же режимах сварки.
Диаметр полученной сварной точки 6 мм.
Результаты испытаний механических свойств деталей, при температуре 20°C, по стандартным методикам испытания, представлены в таблице.
| Способы | Результат механических испытаний при 20°С |
| Пример 1.М2+М2 | Образцы разрушались по основному металлу с усилием 100 кг |
| Пример 2. Л63+Л63 | Образцы разрушились по основному металлу с усилием 120 кг |
| Пример 3. Л63+М2 | Образцы разрушились по основному металлу с усилием 115 кг |
Полученные результаты выявили надежность сварного соединения, механическую прочность, зависимость сварного соединения от теплофизических свойств материала. Металлографические исследования выявили наличие литого ядра точки из основного металла и отсутствие в нем включений.
Таким образом, предлагаемое изобретение - способ контактной точечной сварки позволяет сваривать металлы с высокой электропроводностью с высокой прочностью, стабилизирует качество сварного соединения, повышает коррозионную стойкость, снижает энергетические затраты, повышает технологичность изготовления сварных конструкций, сведены к минимуму сварочные дефекты при грамотном подборе режимов сварки.
Способ контактной точечной сварки деталей из меди и медных сплавов, включающий сборку элементов деталей, размещение сборки между сварочными электродами и сварку путем пропускания импульсов сварочного тока и приложения давления сжатия, отличающийся тем, что в качестве сварочных электродов используют электроды, выполненные из графита, пропускание импульсов сварочного тока осуществляют при постоянно сжатых электродах в течение времени, необходимого для нагрева элементов деталей до температуры не выше 0,8 температуры плавления меди, при этом сварку осуществляют в вакууме 1,33·10-2 мм рт.ст.
www.findpatent.ru
Сварка меди и ее сплавов. Сварка
Сварка меди и ее сплавов
Медь относится к тяжелым цветным металлам. Ее плотность составляет 8,9 г/см3, что выше, чем у железа. Благодаря высокой электропроводности, теплопроводности и коррозионной стойкости медь заняла прочное место в электропромышленности, приборной технике и химическом машиностроении для изготовления разнообразной аппаратуры. Медь и многие ее сплавы применяют для изготовления изделий криогенной техники.
Промышленность выпускает медь марок МО (99,95 % Cu, примеси не более 0,05 %), М1 (99,90 % Cu, примеси не более 0,1 %) и др. Чистая медь хорошо обрабатывается давлением в холодном и горячем состоянии, малочувствительна к низким температурам. При повышении температуры прочность свойства меди изменяется в широких пределах.
При дуговой сварке меди следует учитывать, что теплопроводность меди примерно в шесть раз больше теплопроводности железа. При температуре 500–600 °C медь приобретает хрупкость, а при 700–800 °C прочность меди снижается настолько, что уже при легких ударах образуются трещины. Температура плавления меди 1080–1083 °C.
Свариваемость меди в значительной степени зависит от наличия в металле примесей – висмута, свинца, сурьмы и мышьяка. Чистая электролитическая медь обладает наилучшей свариваемостью. Расплавленная медь легко окисляется, образуя оксид меди Cu2О, поглощает водород и оксид углерода.
При охлаждении в объеме металла выделяются пузырьки паров воды и углекислого газа, которые не растворяются в меди. Эти газы, расширяясь, создают большое внутреннее давление и приводят к образованию мелких межкристаллитных трещин. Это явление получило название водородной болезни меди.
Сварку меди и ее сплавов производят только в нижнем положении или при очень малых углах наклона. Ручная дуговая сварка меди выполняется угольным или металлическим электродом. При сварке угольным или графитовым электродом в качестве присадочного материала применяют прутки из меди М1, из бронзы БрОФ6,5–0,15 или латуни ЛК62–0,5, а также медные прутки МСр1, содержащие до 1 % серебра. Для предохранения меди от окисления и улучшения процесса сварки применяют флюсы, которые наносят на разделку шва и на присадочные прутки.
Флюсы применяют следующих составов:
1) буры прокаленной – 68 %, кислого фосфорнокислого натрия – 15 %, кремниевой кислоты – 15 %, древесного угля – 2 %;
2) буры прокаленной – 50 %, кислого фосфорнокислого натрия – 15 %, кремниевой кислоты – 15 %, древесного угля – 20 %. Можно также применять одну буру, но лучше с присадкой 4–6 % металлического магния.
Листы толщиной до 4 мм можно сваривать с отбортовкой без присадочного металла, а более 4 мм – со скосом кромок под углом 35–45°.
Сборка под сварку должна обеспечить минимальные зазоры (до 0,5 мм), чтобы предупредить протекание расплавленного металла в швах. Рекомендуется также использовать подкладки из графита, асбеста или керамики. По концам шва следует сделать формовку.
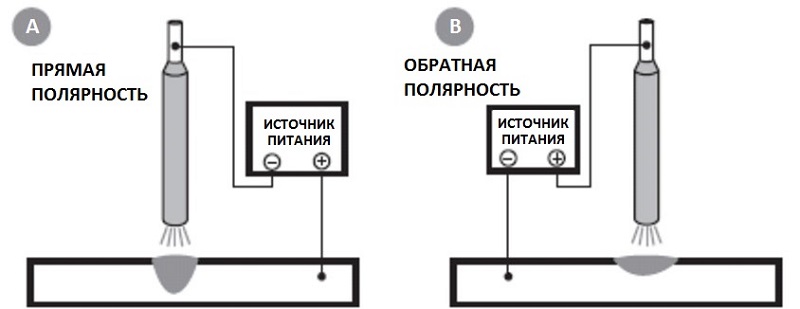
Сварку производят постоянным током прямой полярности. Длина дуги должна составлять 10–13 мм, напряжение тока 45–60 В. Сварку ведут со скоростью не менее 0,2–0,3 м/мин и при возможности за один проход. Режимы сварки угольным электродом зависят от толщины свариваемых кромок. При толщине листов до 4 мм используют угольные электроды диаметром 4–6 мм, а сварочный ток выбирают в пределах 140–320 А. Если толщина листов более 4 мм, применяют электроды диаметром 8–10 мм при сварочном токе 350–550 А.
После сварки металл шва проковывают – тонкие листы в холодном, а толстые – в нагретом до температуры 200–350 °C состоянии. Для повышения вязкости металла шов подвергают отжигу нагревом до температуры 500–550 °C с быстрым охлаждением в воде.
При сварке металлическим электродом подготовка кромок и обработка шва производятся так же, как и при сварке угольным электродом. Металлические электроды изготовляют из меди М1. Покрытие имеет следующий состав: ферромарганца – 50 %, ферросилиция 75 %-го – 8 %, полевого шпата – 12 %, плавикового шпата – 10 %, жидкого стекла – 20 %. Толщина покрытия составляет 0,4 мм. Применяют также электроды марки ЗТ со стержнем из бронзы БрКМц–3–1 и покрытием следующего содержания: марганцевой руды – 17,5 %, ферросилиция 75 %-го – 32 %, плавикового шпата – 32 %, графита серебристого – 16 %, алюминия – 2,5 %. Связующим является жидкое стекло.
Покрытие наносят на стержень диаметром 4–6 мм слоем толщиной 0,2–0,3 мм. Сварку выполняют, насколько это возможно, короткой дугой на постоянном токе обратной полярности. Сварочный ток определяют из расчета 50–60 А на 1 мм электрода.
Сварку меди в защитных газах (аргон, гелий или азот) применяют для изделий толщиной 1,5–20 мм и выполняют постоянным током прямой полярности. При диметре вольфрамового электрода 2,5–5 мм и присадочной проволоке марки М1 или БрКМц–3–1 диаметром 2–6 мм сварочный ток составляет 200–500 А. Автоматическую сварку меди производят под флюсами ОСЦ–45, АН–348–А или АН–20 проволокой диаметром 1,6–4 мм марки М1 или БрКМц–3–1. Напряжение составляет 38–40 В, сварочный ток подбирают из расчета 100 А на 1 мм диаметра проволоки. Ток постоянный, обратной полярности, скорость сварки 15–25 м/ч. Листы толщиной более 8 мм требуют предварительного подогрева.
При газовой сварке меди следует учитывать высокую теплопроводность меди, поэтому для сварки требуется пламя повышенной мощности. Для листов толщиной до 10 мм удельная мощность пламени должна быть равна 150 л/(чмм), для листов толщиной свыше 10 мм – 200 л/(ч?мм). Рекомендуется производить сварку одновременно двумя горелками: одна служит для подогрева свариваемых кромок с удельной мощностью 150–200 л/(чмм) и вторая – для сварки с удельной мощностью 100 л/(чмм). Для уменьшения отвода теплоты изделия закрывают листовым асбестом. Пламя должно быть строго нормальным. Избыток ацетилена вызывает появление пор и трещин, а окислительное пламя приводит к окислению металла шва. Мундштук горелки устанавливают под углом 80–90°. Нагрев и плавку меди производят восстановительной зоной в месте максимальной температуры. Сварку производят без перерывов, в один проход.
В процессе сварки подогретый конец присадочного прутка периодически обмакивают во флюс и таким образом переносят налипший флюс в сварочную ванну. Для получения мелкозернистой структуры и уплотнения металла производят проковку шва. Металл толщиной до 5 мм проковывают в холодном состоянии, а при большей толщине – в горячем состоянии при температуре 200–300 °C. После проковки производят отжиг с нагревом до температуры 500–550 °C и охлаждением в воде.
Латунь (сплав меди с цинком) сваривают всеми способами, указанными для меди. Основное затруднение при сварке латуни связано с кипением и интенсивным испарением цинка, пары которого в воздухе образуют ядовитые оксиды. При сварке латуни угольным электродом применяют присадочные прутки из латуни ЛМц–58–2 и флюс из молотого борного шлака или буры. Применяют также прутки из латуни типа ЛК, содержащей кроме меди и цинка кремний.
При сварке плавящимся электродом применяют проволоку из латуни, содержащей: цинка – 38,5–42,5 %, марганца – 4–5 %, алюминия – 9,5 %, железа – 0,5–1,5 %, остальное – медь. Покрытие наносят в два слоя. Первый слой толщиной 0,2–0,3 мм состоит из марганцевой руды – 30 %, титанового концентрата – 30 %, ферромарганца – 15 %, мела – 20 % и сернокислого калия – 5 %. Связующим является жидкое стекло. Второй слой толщиной 0,8–1,1 мм состоит из борного шлака, замешенного на жидком стекле.
Автоматическая сварка латунных изделий производится электродной проволокой марки М1 под флюсом АН–348–А или ОСЦ–45 с добавкой 10 мас. ч. борной кислоты и 20 мас. ч. кальцинированной соды на 100 мас. ч. флюса. Сварка ведется постоянным током прямой полярности. Напряжение тока 38–42 В, сварочный ток при диаметре проволоки 2 мм составляет 300–480 А.
Латунь при газовой сварке нормальным пламенем выделяет пары, в результате чего шов получается пористым. Поэтому применяют пламя с избытком кислорода (до 30–40 %). Кислород окисляет часть цинка. Образующаяся на поверхности сварочной ванны оксидная пленка защищает расплавленный металл от дальнейшего окисления.
Свариваемые кромки зачищают до металлического блеска. Оксиды удаляют травлением с помощью 10 %-го водного раствора азотной кислоты с последующей промывкой горячей водой и протиркой насухо. Удельная мощность пламени 100–150 л/(ч?мм). Мундштук горелки устанавливают под углом 80–90°, а присадочный пруток – под углом 80° к мундштуку горелки.
Чтобы не допустить интенсивного окисления, сварку производят быстро, без перерывов и в один проход. Расстояние ядра пламени от ванны 7–10 мм. Латунь толщиной более 15 мм рекомендуется предварительно подогревать до 500–550 °C. После сварки шов проковывают. Если латунь содержит более 60 % меди, то проковку шва производят в холодном состоянии. Если меди менее 60 %, то швы проковывают при температуре 700 °C. После проковки швы подвергают отжигу при температуре 600–650 °C, с последующим медленным охлаждением.
Бронза – сплав меди с оловом, алюминием, кремнием, марганцем, цинком и свинцом. При сварке угольным электродом оловянистых бронз в качестве присадочного материала применяют прутки из сплава, содержащего меди – 95–96 %, кремния – 3–4 %, фосфора – 0,25 %. Флюс – прокаленная бура или борный шлак. При сварке специальных бронз применяют прутки, изготовленные из бронз свариваемых марок или близких им по химическому составу. Ток постоянный, прямой полярности. Сварку металлическим электродом фосфористой бронзы выполняют прутками следующего состава: олова 12 %, фосфора – 0,15–0,45 %, остальное – медь.
Для свинцовых бронз применяют прутки из сплава, содержащего свинец – 21 %, олово – 8 %, цинк – 1,5 %, остальное – медь. Прутки покрывают различными защитными покрытиями. Ток постоянный, обратной полярности. При диаметре прутка 6–8 мм сварочный ток составляет 200–300 А. Рекомендуется предварительный подогрев свариваемых деталей до температуры 250–300 °C. Допускается легкая проковка сварного шва для улучшения качества наплавленного металла.
Газовую сварку бронзы производят нормальным пламенем. Удельная мощность горелки 100–150 л/(чмм). Свариваемые кромки подготавливают так же, как и при сварке меди. Сварку ведут как можно быстрее и в один проход. Конец ядра пламени должен быть на расстоянии 7–10 мм от поверхности сварочной ванны.
Как и при сварке меди, допускается применение второй подогревающей горелки удельной мощностью 100 л/(чмм). После сварки изделие нагревают до температуры 400–450 °C, затем охлаждают в воде.
Поделитесь на страничкеСледующая глава >
info.wikireading.ru
Сварка меди по госту | Контактная сварка меди и латуни
Медь – это один из первых металлов, ставших известным человеку: добыча и обработка меди началась еще в 4 тысячелетии до новой эры. На протяжении всех этих тысячелетий медь остается надежным спутником человека, и по сей день из нее изготавливается множество изделий, от массивных труб до мелких деталей в аппаратуре. Разностороннее применение меди обусловлено ее специфическими характеристиками, которые также обусловливают сварку меди.
Медная сварка и ее особенности
Медь может содержать довольное большое количество примесей, которые затрудняют процесс сварки. Для работы с данным типом сварки необходимо обладать специфическими навыками, знаниями и оборудованием. Швы при несоблюдении технологического процесса могут потрескаться или лопнуть. Служба Сварки 664 обладает всем необходимым для качественной работы. Наши мастера также выполнят контактную сварку меди на самом высоком уровне.
Сварка меди по ГОСТу
Сделать сварку меди по ГОСТу способны только обученные специалисты. Требования предъявляются весьма высокие, и это следует учитывать, когда вы ищете специалистов. Многие до сих пор считают, что дуговую или иную сварку меди можно сделать в гараже без особых проблем, однако это не так. ГОСТы всегда предъявляли самые высокие требования к сварке меди, но мало кто их соблюдал, отсюда множественные нарекания на качество спайки. Например, при сварке меди и латуни важно использовать специальные материалы, предотвращающие окисление металла. При контактной сварке меди сварных точек может быть несколько миллионов, что говорит о сложности такой работы.
Качественная контактная сварка меди
Служба Сварки 664 поднимает технологический процесс дуговой сварки меди на новый для России уровень. Времена грязных цехов и малопрофессиональных рабочих ушли в прошлое – мы шагаем в ногу со временем. Мы делаем контактную сварку меди точечно, в стык, по швам и многими другими методами. Наши специалисты быстро изготовят поточное изделие или тщательно сварят уникальную деталь. Для нас нет ничего невозможного в дуговой сварке меди, мы выполним любые заказы качественно и в срок.
Сварка меди и латуни
При дуговой сварке меди или при сварке меди и латуни могут возникнуть серьезные трудности. Только знание технологии и новейшее оборудование помогут избежать всех возможных проблем. Ведь от качества сварки будет зависеть и функциональность детали.
Сварка меди для любых целей
Медная сварка применяется не только на больших производствах или для создания особых изделий – в быту медь используется не реже. Мы работаем с различными заказами и делаем сварку не только промышленных изделий, но и самых простых, которые пригодятся в обиходе. Современные возможности дуговой сварки меди позволяют выполнять практически ювелирные работы.
Сложные задачи и простые решения.
Служба Сварки 664 возьмет на себя обязательства по изготовлению самых различных деталей. Мы делаем медную сварку при помощи газа, электродов, лазера – все способы нам доступны. Мы создали настоящую команду профессионалов своего дела, которая не боится трудностей и использует самые последние ноу-хау. Обращаясь к нам, вы получаете надежного партнера, которому можно доверить самые важные и сложные задачи
Аргонно-Дуговая сварка
| Наименование работ | Цена, руб |
| Сварка алюминиевой медной трубки диаметром до 10мм | От 300 |
| Сварка алюминиевой медной трубки диаметром более 10мм | От 500 |
| Сварочный шов до 100 мм | от 20 за 10мм |
| Сварочный шов более 100 мм | Договорная |
| Двойной сварочный шов до 100мм | от 20 за 10мм |
| Двойной сварочный шов более 100мм | Договорная |
| Сварка поддона двигателя | От 1000 |
| Сварка коллектора двигателя | От 700 |
| Сварка блока двигателя | От 1500 |
| Сварка головки блока | От 1700 |
| Сварка крышки ГБЦ | От 500 |
| Сварка корпуса КПП | От 1200 |
| Сварка деталей подвески | От 300 |
| Сварка радиатора | От 500 |
| Сварка любых других деталей | Договорная |
Цены на пайку цветных металлов (алюминий, медь, титан и их сплавы)
| Наименование работ | Цена, руб |
| Пайка 1 отверстия до 10 мм | 500 |
| Пайка радиатора сота 1 повреждение | 500 |
| Пайка радиатора сота 1 и более повреждений | 300 за 1 повреждение |
| Пайка медный трубок | От 300 |
| Пайка деталей бытовой техники | Договорная |
| Пайка алюминиевой трубки | От 300 |
Цены на сварочные работы (Полуавтомат, кемпи)
| Наименование работ | Цена, руб |
| Сварочный шов до 100 мм | от 5 |
| Сварочный шов более 100 мм | Договорная |
| Сварка труб глушителя | От 500 |
| Мелкие сварочные работы | Договорная |
sv644.ru
Сварка меди | Сварка своими руками
 А можно ли сварить медь? Кто-нибудь пробовал, что получилось из этой затеи, и есть ли какие результаты?
А можно ли сварить медь? Кто-нибудь пробовал, что получилось из этой затеи, и есть ли какие результаты?
В интернете вы найдете кучу информации по этому поводу, много всего: теория, свойства медных материалов, метаморфозы с их структурой на кристаллическом уровне при нагреве до сварочных температур. Очень много теории, но мало конкретных практических советов и рекомендаций, которые бы затрагивали суть дела.Если же по сути, то медь, конечно же, варится, толстые и тонкие прутки и листы, и т.д. Сварку ведут графитовым электродом или TIG-горелкой.Если будете использовать аргонодуговую сварку, помните, что для нее потребуется особочистый аргон. В качестве присадки можно взять, например, медную обмотку трансформатора 2 мм или купить медный пруток СuSi3 диаметром от 2 до 4 мм.Правда, если варить тигом, например, трубки с малой толщиной стенки, то понадобятся особые ухищрения, а конкретно, особые способы разделки в форме шляпы или гвоздя, в нахлест или стык что-то вряд ли получится. Переход в жидкое состояние слишком быстрый, чтобы успеть не прожечь насквозь. Здесь требуется немалый опыт. Интересно, что тонкую медь в аргоне лучше паять меднофосфорным припоем, шов выйдет ровный, гладкий и по прочности не уступит сварному.Что еще нужно добавить. Медь достаточно просто варится. Только из-за большой электропроводности важно не переусердствовать с токами, не ждать, что сварочная ванна появится сразу, нужно продолжительное время аккуратно и терпеливо греть. Требуется мощная дуга , по мере увеличения тока, который понадобится довольно большой, можно сказать огромный, вы столкнетесь с высокой жидкотекучестью.Однако есть и небольшое замечание в тему. Не все марки меди образуют герметичное соединение. Медные сплавы типа М2Р в процессе сварки интенсивно «пузырят». Образование таких пузырей указывает так же на низкое качество материала. Но марки М0Б, М1, М2, М3 плавлением варятся великолепно.
svarka-master.ru
Сварка меди – Осварке.Нет
Необходимость сварки меди возникает из-за массового употребления меди для изготовления конструкций разного назначения: трубопроводов, электрических приборов, химической аппаратуры и т. д. Широкое использование меди обусловлено ее особенными физическими свойствами. Медь имеет высокую электропроводность. Теплопроводность меди в 6 раз выше чем у железа. Температура перехода в жидкое состояние — 1083° C.
Медь относиться к группе трудносвариваемых материалов, поэтому требует высокой квалификации сварщика и соблюдения технологии сварки.
Трудности при сварке меди
- из-за высокой тепловодности меди, в шесть раз большей, чем теплопроводность железа, сварка соединений с несимметричным теплоотводом является сложной задачей;
- сварка потолочных и вертикальных швов затруднена из-за повышенной теплотекучести, которая у меди в 2-2,5 раза выше, чем у стали;
- в результате интенсивного окисления образуется закись меди (Cu2O), которая хорошо растворяется в расплавленном металле, что приводит к появлению трещин;
- поскольку медь обладает способностью активно поглощать водород и кислород, при расплавлении шов нередко становится пористым, и образуются горячие трещины.
Подготовка меди к сварке
Для разделки меди и сплавов на мерные заготовки могут использоваться шлифовальная машинка или труборез. Детали могут также формироваться на фрезерном или токарном станке, либо методом плазменно-дуговой резки.
Кромки для сварки формируются механическим способом. Для меди, имеющей толщину от 6 до 18 мм, рекомендованы Х- и V-образные разделки.
Перед началом сварочных работ сами детали и присадочную проволоку необходимо до металлического блеска очистить от окислов и всяческих загрязнений, а также обезжирить.
Для механической зачистки кромок используются наждачная бумага, металлические щетки и другие подобные приспособления. Не рекомендовано использовать абразивный камень и наждачную бумагу с крупным зерном.
Можно выполнять очистку методом травления в растворе, включающем:
- HNO2 – 75 куб. см/л;
- h3SO4 – 100 куб. см/л;
- HCl – 1 куб. см/л.
После этой процедуры детали необходимо тщательно промыть в воде и щелочи, а также высушить горячим воздухом.При сварке меди крайне важно защитить сварочную ванну от кислорода, что возможно путем раскисления фосфором, серебром или алюминием. Стоит применять электродную проволоку, легированную названными раскислителями.
Конструкции, толщина стенки которых составляет 10-15 мм, чаще всего предварительно подогреваются газовым пламенем или рассредоточенной дугой, но возможны и другие способы.
Стыки под сварку собираются в специальных приспособлениях или при помощи прихваток минимального сечения. Важно соблюдать одинаковый на всем протяжении заготовки зазор.
Перед использованием поверхность прихваток тщательно очищается и осматривается с тем, чтобы убрать те из них, на которых имеются горячие трещины. Для сварки в нижнем положении выбираются графитовые подкладки. Можно также использовать медные пластины, которые охлаждаются водой.
Ручная дуговая сварка меди покрытыми электродами
Метод ручной дуговой сварки меди используют для сварки деталей толщиной более 2 мм. Покрытые электроды для сварки меди выпускают диаметром 3-6 мм. Пруток электрода изготавливают из меди или бронзы. Покрытие электродов — фтористо-кальциевое. Ручная дуговая сварка меди ведется на постоянном токе обратной полярности. Сварку выполняют в нижнем положении. Сварочный ток рассчитывают по соотношению 50-60 А на 1 мм диаметра электрода. Детали перед сваркой подогревают к 300-400° C. Сварка толстостенных конструкций из меди более 16 мм выполняет с сопутствующим подогревом до 300-400° C.
Сварку выполняют короткой дугой без колебательных движений концом электрода. После сварки шов проковывают и быстро охлаждают в воде.
osvarke.net