Что такое сварка. Сварка что такое
Сварка - это... Что такое Сварка?
технологический процесс соединения твёрдых материалов в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей. С. получают изделия из металла и неметаллических материалов (стекла, керамики, пластмасс и др.). Изменяя режимы С., можно наплавлять слои металла различной толщины и различного состава. На специальном оборудовании в определенных условиях можно осуществлять процессы, противоположные по своей сущности процессу соединения, например огневую, или термическую, резку металлов.
Историческая справка. Простейшие приёмы С. были известны в 8—7-м тыс. до н. э. В основном сваривались изделия из меди, которые предварительно подогревались, а затем сдавливались. При изготовлении изделий из меди, бронзы, свинца, благородных металлов применялась т. н. литейная С. Соединяемые детали заформовывали, подогревали и место соединения заливали заранее приготовленным расплавленным металлом. Изделия из железа и его сплавов получали их нагревом до «сварочного жара» в кузнечных горнах с последующей проковкой. Этот способ известен под названием горновая, или кузнечная, С. Только эти два способа С. были распространены вплоть до конца 19 в. Толчком к появлению принципиально новых способов соединения металлов явилось открытие в 1802 дугового разряда (См. Дуговой разряд) В. В. Петровым. В 1882 Н. Н. Бенардос и в 1890 Н. Г. Славянов предложили первые практически пригодные способы С. с использованием электрической дуги. В начале 20 в. дуговая Электросварка постепенно стала ведущим промышленным способом соединения металлов. К началу 20 в. относятся и первые попытки применения для С. и резки горючих газов в смеси с кислородом. Первую ацетилено-кислородную сварочную горелку сконструировал французский инженер Э. Фуше, который получил на неё патент в Германии в 1903. В России этот способ стал известен предположительно к 1905, получил распространение к 1911. Процесс дуговой С. совершенствовался, появились её разновидности: под флюсом, в среде защитных газов и др. Во 2-й половине 20 в. для С. стали использовать др. виды энергии: плазму, электронный, фотонный и лазерный лучи, взрыв, ультразвук и др.Перспективными являются появившиеся в 60-е гг. способы лучевой С., также осуществляемые без применения давления. Электроннолучевая (электронная) С. производится сфокусированным потоком электронов. Изделие помещается в камеру, в которой поддерживается вакуум (10-2—10-4 н/м2), необходимый для свободного движения электронов и сохранения концентрированного пучка электронов. От мощного источника электронов (электронной пушки) на изделие направляется управляемый электронный луч, фокусируемый магнитным и электростатическими полями. Концентрация энергии в сфокусированном пятне до 109вт/см2. Перемещая луч по линии С., можно сваривать швы любой конфигурации при высокой скорости. Вакуум способствует меньшему окислению металла шва. Электронный луч плавит и доводит до кипения практически все металлы и используется не только для С., но и для резки, сверления отверстий и т. п. Скорость С. этим способом в 1,5—2 раза превышает скорость дуговой С. при аналогичных операциях. Недостаток этого способа — большие затраты на создание вакуума и необходимость высокого напряжения для обеспечения достаточно мощного излучения. Этих недостатков лишён др. способ лучевой С. — фотонная (световая) С. В отличие от электронного луча, световой луч может проходить значительные расстояния в воздухе, не теряя заметно энергии (т. е. отпадает необходимость в вакууме), может почти без ослабления просвечивать прозрачные материалы (стекло, кварц и т. п.), т. е. обеспечивается стерильность зоны С. при пропускании луча через прозрачную оболочку. Луч фокусируется зеркалом и концентрируется оптической системой (например, кварцевой линзой). При потребляемой мощности 50 квт в луче удаётся сконцентрировать около 15 квт.
Сварка давлением. Способы С. в твёрдой фазе дают сварное соединение, прочность которого иногда превышает прочность основного металла. Кроме того, в большинстве случаев при С. давлением не происходит значительных изменений в химическом составе металла, т. к. металл либо не нагревается, либо нагревается незначительно. Это делает способы С. давлением незаменимыми в ряде отраслей промышленности (электротехнической, электронной, космической и др.).
Холодная С. выполняется без применения нагрева, одним только приложением давления, создающим значительную пластическую деформацию (до состояния текучести), которая должна быть не ниже определённого значения, характерного для данного металла. Перед С. требуется тщательная обработка и очистка соединяемых поверхностей (осуществляется обычно механическим путём, например вращающимися проволочными щётками). Этот способ С. достаточно универсален, пригоден для соединения многих металлических изделий (проводов, стержней, полос, тонкостенных труб и оболочек) и неметаллических материалов, обладающих достаточной пластичностью (смолы, пластмассы, стекло и т. п.). Перспективно применение холодной С. в космосе.
Для С. можно использовать механическую энергию трения. С. трением осуществляется на машине, внешне напоминающей токарный станок Детали зажимаются в патронах и сдвигаются до соприкосновения торцами. Одна из деталей приводится во вращение от электродвигателя. В результате трения разогреваются и оплавляются поверхностные слои на торцах, вращение прекращается и производится осадка деталей, С. высокопроизводительна, экономична, применяется, например, для присоединения режущей части металлорежущего инструмента к державке.
Наплавка. От наиболее распространённой соединительной С. отличается наплавка, применяемая для наращения на поверхность детали слоя материала, несколько увеличивающего массу и размеры детали. Наплавкой можно осуществлять восстановление размеров детали, уменьшенных износом, и облицовку поверхностного слоя. Восстановительная наплавка имеет высокую экономическую эффективность, т. к. таким способом восстанавливают сложные дорогие детали; распространена при ремонте на транспорте, в сельском хозяйстве, строительстве, горной промышленности и т. д. Облицовочная наплавка применяется для создания на поверхности детали слоя материала с особыми свойствами — высокой твёрдостью, износостойкостью и т. д. не только при ремонте, но и при производстве новых изделий. Для этого вида наплавки изготовляют наплавочные материалы с особыми свойствами (например, износостойкий сплав сормайт). Наплавочные работы ведут различными способами С.: дуговой, газовой, плазменной, электронной и т. п. Процесс наплавки может быть механизирован и автоматизирован. Выпускаются специальные наплавочные установки с автоматизацией основных операций.
Термическая резка. Резка технологически отлична от С. и противоположна ей по смыслу, но оборудование, материалы, приёмы выполнения операций близки к применяемым в сварочной технике. Под термической, или огневой, резкой подразумевают процессы, при которых металл в зоне резки нагревается до высокой температуры и самопроизвольно вытекает или удаляется в виде размягченных шлаков и окислов, а также может выталкиваться механическим действием (струей газа, электродом и т. п.). Резка выполняется несколькими способами. Наиболее важный и практически распространённый способ — кислородная резка, основанная на способности железа сгорать в кислороде, применяется обычно для резки сталей толщиной от 5 до 100 мм, возможно разделение материала толщиной до 2000 мм. Кислородной резкой выполняют также операции, аналогичные обработке режущим инструментом, — строжку, обточку, зачистку и т. п. Резку некоторых легированных сталей, чугуна, цветных металлов, для которых обычный способ малопригоден, осуществляют кислородно-флюсовым способом. Кислородная обработка нашла применение на металлургических и машиностроительных заводах, ремонтных предприятиях и т. п.
Дуговая резка, выполняемая как угольным, так и металлическим электродами, применяется при монтажных и ремонтных работах (например, в судостроении). Для поверхностной обработки и строжки металлов используют воздушно-дуговую резку, при которой металл из реза выдувается струей воздуха, что позволяет существенно улучшить качество резки.
Резку можно выполнять высокотемпературной плазменной струей. Для резки и прожигания отверстий перспективно применение светового луча, струи фтора, лазерного излучения (см. Лазерная технология). Дальнейшее развитие и совершенствование методов сварки и резки связано с внедрением и расширением сферы применения новых видов обработки — плазменной, электронной, лазерной, с разработкой совершенных технологических приёмов и улучшением конструкции оборудования. Возможно значительное расширение использования С. и резки для подводных работ и в космосе. Направление прогресса в области сварочной техники характеризуется дальнейшей механизацией и автоматизацией основных сварочных работ и всех вспомогательных работ, предшествующих С. и следующих за ней (применение манипуляторов, кантователей, Роботов). Актуальной является проблема улучшения контроля качества С., в том числе применение аппаратов с обратной связью, способных регулировать в автоматическом режиме работу сварочных автоматов. См. также Вибрационная (вибродуговая) наплавка (См. Вибрационная наплавка), Высокочастотная сварка, Взрывная сварка, Диффузионная сварка, Конденсаторная сварка, Термитная сварка, Электролитическая сварка, Сварка пластмасс, Сварка в космосе.
Лит.: Справочник по сварке, т. 1—4, М., 1960—71; Глизманенко Д. Л., Евсеев Г. Б., Газовая сварка и резка металлов, 2 изд., М., 1961; Технология электрической сварки плавлением, под ред. Б. Е., Патона, М. — К., 1962; Багрянский К. В., Добротина 3. А., Хренов К. К., Теория сварочных процессов, Хар., 1968; Хренов К. К., Сварка, резка и пайка металлов, 4 изд., М., 1973; Словарь-справочник по сварке, сост. Т. А. Кулик, К., 1974.
К. К. Хренов.
dic.academic.ru
Что такое сварка?
Очень часто при изготовлении машин или конструкций любого назначения требуется из двух или нескольких частей сделать единое целое — изделие, которое в дальнейшей эксплуатации не должно подвергаться разборке на отдельные части.
Такое соединение называется неразъемным в отличие от болтовых или винтовых соединений, которые могут многократно подвергаться разборке и сборке.
В настоящее время неразъемные соединения получают методами сварки или пайки.
В первом случае получается монолитное соединение двух частей, изготовленных из одного и того же или из разных металлов, а во втором случае между поверхностями двух твердых тел необходима прослойка припоя, которая после своего плавления, растекания и кристаллизации соединяет между собой две отдельные части.
Создание неразъемного соединения, сохраняющего исходную прочность металла или близкую к ней, представляет собой очень сложную физическую и технологическую задачу.
Существует большое разнообразие видов сварки и пайки металлов в зависимости от их физико-химических свойств, типа соединений и общей конструкции; изделия.
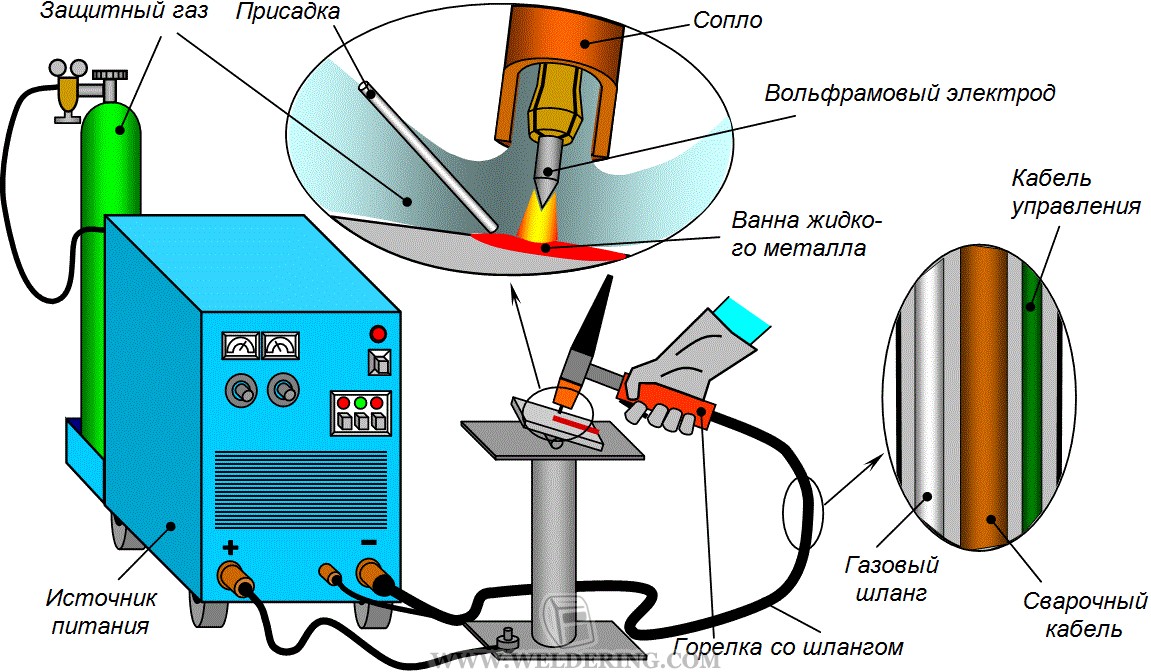
Для расплавления металла и образования сварного шва используют различные источники энергии; электрический дуговой разряд, ацетилено-кислородное пламя, электронный луч, поток плазмы, лазер, ультразвук, трение, а также теплоту, в которую переходит электрическая энергия в месте контакта двух металлов (контактная сварка).
Применение сварочной техники универсально, но на разных предприятиях промышленности и объектах строительства сварщики сталкиваются с различными требованиями, предъявляемыми к изделиям, а сами изделия отличаются размерами и материалами, необходимыми для их изготовления.
Высокие требования к прочности и работоспособности сварных конструкций предъявляет строительство гидро-, тепло- и атомных электростанций, строительство мостов и других промышленных сооружений.
Не менее высокие требования предъявляет и современное судостроение, выпускающее суда громадной грузоподъемности.
Однако самолетостроение, использующее, кроме сталей, большое количество легких (алюминий, титан, магний), тугоплавких металлов и жаропрочных сплавов, предъявляет еще более высокие требования к сварным соединениям, так как запас прочности в авиационных конструкциях значительно меньше с целью уменьшения веса летательных аппаратов.
В приборостроительной и радиоэлектронной промышленности предъявляются специфические требования к электрофизическим характеристикам сварных соединений.
Сварочная техника не так проста, как о ней рассказано на нашем сайте. Это очень большой комплекс человеческих знаний, воплощенный в современную сварочную науку и технику. Сложные процессы сварки и высокая квалификация сварщиков позволяют решать очень важные народнохозяйственные задачи в строительстве и в машиностроении.
www.prosvarky.ru
Новочеркасский завод сварочных электродов
О том что такое сварка, можно говорить долго, так как сварка необъятна, начиная от разновидности электродов и заканчивая разнообразностью сварочных процессов.
Сваркой называется процесс, в котором образуется неразъёмное соединение благодаря установлению  (соединению) межатомных связей свариваемых частей при их общем или же местном нагреве.
(соединению) межатомных связей свариваемых частей при их общем или же местном нагреве.
Сварным соединением называется неразъёмное соединение, которое было выполнено с помощью сварки.
Сварка — это чаще всего соединение металлов, но сварку так же применяют в соединении керамики, пластмасс или же их сочетания.
О том что такое сварка можно сказать и другими словами
Процессом сварки называется определённый комплекс нескольких, протекающих одновременно процессов, к которым относятся:
- Плавление
- Воздействие на металл тепловым образом, непосредственно в околошовных участках
- Металлургический процесс
- Кристаллизация металла шва, обратная кристаллизация свариваемого металла в зоне сплавления
Эти процессы являются основными, отношение к ним металлов принято называть свариваемостью.
Что касается источников энергии, которые используются при сварке, то их на самом деле достаточно много.
Источники энергии для сварки
- Электрическая дуга
- Газовое пламя
- Электрический ток
- Электронный луч
- Лазерное излучение
- Ультразвук
- Трение
 Современное развитие промышленных технологий позволяет осуществлять сварочный процесс практически везде, на промышленных предприятиях, в монтажных условиях, в полевых условиях, в открытом море, в поле, в степи и даже под водой, не исключением является и сварка в открытом космосе.
Современное развитие промышленных технологий позволяет осуществлять сварочный процесс практически везде, на промышленных предприятиях, в монтажных условиях, в полевых условиях, в открытом море, в поле, в степи и даже под водой, не исключением является и сварка в открытом космосе.
О том что такое сварка можно говорить долго, сварочный процесс поистине уникален, сварка является необходимостью, без которой наше общество было бы лишено очень многих прекрасных вещей, и всё мировое развитие находилось бы далеко позади, в сравнении с сегодняшними технологиями.
Стоит отметить, что сварка, вернее сварочный процесс является так же и достаточно опасным процессом, так как при сварке появляется опасность возгорания, опасность отравления вредоносными газами, опасность поражения электрическим током, опасность поражения глаз ультрафиолетовым, тепловым, инфокрасным излучением, либо же опасность попадания в глаза или же на тело брызг раскалённого металла.
Если говорить о том, что такое сварка, то можно так же дать вот такое определение:
Сваркой называются процессы, которые протекают непосредственно в зоне, где сплавляются металлы, в результате чего, а именно в результате сплавления этих металлов и образуется неразъёмное сварное соединение, которое и принято называть сваркой.
Когда сближаются частицы и создаются подходящие условия для их взаимодействия, начинают протекать определённые физико химические процессы которые и определяют свойства соединяемых металлов.
Именно эти свойства металлов и характеризуют физическую свариваемость.
Определений слова сварка может быть много, но какие бы разные эти определения не были, суть остаётся одна и та же.
Сварка это что то такое, без чего на сегодняшний день просто невозможно обойтись, о том что такое сварка знает каждый человек, разница заключается лишь в том, что кто то знает о том что такое сварка больше, а кто то меньше.
Что такое сварка практически
По существу, можно объяснить что такое сварка очень просто.
Поверхностные атомы части металла имеют насыщенные, свободные связи, именно они захватывают молекулу или атом, когда приближаются на расстояние где действуют межатомные силы.
Когда два куска металла приближаются друг к другу на расстояние межатомных сил, или если сказать простым языком, до того как соприкоснутся поверхностные атомы, оба куска металла при соприкосновении по поверхности сращиваются в одно, нерушимое монолитное целое, имея при этом прочность соединения равное цельному металлу, так как внутри этого металла и по его поверхности действуют те же самые межатомные силы.
Интересно то, что сам процесс соприкосновения кусков металла протекает как бы самопроизвольно, быстро и без затрат энергии, всё это происходит практически мгновенно.
Способы сварки существующие на сегодняшний день, можно с лёгкостью разделить на две группы, это сварка плавлением и сварка давлением.
Сварка плавлением — термитная сварка, газовая сварка, электрошлаковая сварка, лазерная сварка, электродуговая сварка, электроно-лучевая сварка.
Сварка давлением — газопрессовая сварка, контактная сварка, холодная сварка, сварка трением, сварка ультразвуком.
nzse.ru
Что такое сварка? | САМ себе МАСТЕР
Если вы любитель мастерить, и используете для этого разные металлы, то одна вещь должна быть у вас, чтобы вы могли в состоянии соединить их вместе. Именно сваркой плотно соединяют два металлических элемента конструкции путем плавления вместе их соединения. Этот способ соединения является весьма эффективный, хотя существуют разные способы сварки и работают совершенно по-разному.

Вы не можете соединиться металлы с помощью клея. Не обычным клеем, во всяком случае. Но вы можете соединить их путем плавления их вместе соединения процессом, известным как сварка. Основная идея проста: вы применить источник тепла, чтобы расплавить два металла, так что они сливаются и образуют безопасное соединение. Обычно (хотя и не всегда) вы добавляете другие материалы, которые применяете в процессе сварки: наполнитель (дополнительный кусок металла под названием сварочный стержень, который наплавляет любые места, где основной металл не может соединить). И неметаллическое химическое вещество, которое помогает остановить расплавленные металла, образующие оксиды и нитриды с газами в воздухе, что ослабляет соединение. В качестве альтернативы использованию потока, можно проводить сварку в атмосфере, из которой воздух был удален или заполнены другими газами, такими как аргон.

Большинство форм сварки включают соединения металлов с высокой температурой. Но они отличаются тем, откуда тепло исходит. Одной из распространенных форм сварки включает использование автогенной газовой горелки, которая создает интенсивное пламя при горении ацетилена в богатой подаче кислорода. Несмотря на то, удобная и портативная, газовая сварка являются относительно дорогой в использовании (так как топливо подается в газовых баллонов). На заводах, как правило, удобнее для сварки электрические мощности, применяемые в аппаратах дуговой сварки. Вместо газовой горелки, можно использовать кусок металла под названием электрод, подключенного к сильноточному источнику питания. Когда вы преподносите электрод до соединения в месте сварки, он создает искру или дугу, которая плавит вместе металлы.

Дуговой сварки производит как яркие видимые искры и разряды ультрафиолетового света, оба из которых могут привести к слепоте; поэтому вы всегда видите людей, при дуговой сварке, за защитным козырьком. Другие источники тепла для точной сварки включают ультразвуковые, лазерные и электронные лучи.
Кроме того, можно сваривать материалы, соединяя их вместе с помощью силы давления, с или без дополнительного тепла. Это известно как сварка под давлением; используется на протяжении многих сотен лет кузнецами и другими ремесленниками, это один из самых старых методов металлообработки. Основной процесс включает нагревание металла в кузнице, а затем ковка их вместе, чтобы они соединились.
Один из способов сделать дуговую сварку безопаснее, применяя промышленный робот, который сделать этот процесс за вас. Кузова сварены роботами в течение многих десятилетий остаются прочными.
Очень интересные публикации по этой теме:
camcebemacter.ru
Сварка - это... Что такое Сварка?
Сварка — стального каркаса будущего небоскреба. СВАРКА, процесс получения неразъемного соединения деталей из металлов, керамики, пластмасс, стекла и других материалов или их сочетаний (например, стекла с металлом) чаще всего путем местного или общего… … Иллюстрированный энциклопедический словарь
СВАРКА — СВАРКА, сварки, жен. (тех.). Соединение металлических частей путем заливки промежутков между ними расплавленным металлом. Автогенная сварка. || Соединение металлических частей, нагретых до высокой температуры, путем ковки или сжимания их.… … Толковый словарь Ушакова
СВАРКА — технологический процесс получения неразъёмных соединений твёрдых материалов из металла и неметалла (стекла, керамики, пластмасс и др.) путём образования межатомных связей между соединяемыми частями при их нагревании (плавлении) или пластическом… … Большая политехническая энциклопедия
СВАРКА — процесс соединения металл. частей путем нагрева места соединения до пластического состояния или расплавления. В первом случае (С. давлением) после нагрева производится проковка или сильное сжатие свариваемых концов, во втором (С. плавлением)… … Технический железнодорожный словарь
сварка — Получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании [ГОСТ 2601 84] сварка Процесс получения неразъёмных соединений посредством установления… … Справочник технического переводчика
сварка — автоген, сваривание, соединение, состыковывание Словарь русских синонимов. сварка сущ., кол во синонимов: 20 • автоген (2) • … Словарь синонимов
СВАРКА — процесс получения неразъемного соединения деталей машин, конструкций и сооружений при их местном или общем нагреве, пластическом деформировании или при совместном действии того и другого в результате установления межатомных связей в месте их… … Большой Энциклопедический словарь
СВАРКА — СВАРКА, процесс соединения металлических деталей, как правило, с помощью регулируемого плавления. Автомашины, домашняя техника, мосты, электронные приборы это только часть объектов, в которых содержатся детали, соединенные сваркой. Сварочные… … Научно-технический энциклопедический словарь
сварка — СВАРИТЬ, сварю, сваришь; сваренный; сов. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
СВАРКА — (Welding) способ соединения металлических частей путем соприкасания при расплавлении этих частей (С. плавлением) или при приведении их в тестообразное состояние с последующей ковкой (С. давлением). Последняя применяется к металлам (железо, сталь) … Морской словарь
construction_materials.academic.ru
СВАРКА - это... Что такое СВАРКА?
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка — стального каркаса будущего небоскреба. СВАРКА, процесс получения неразъемного соединения деталей из металлов, керамики, пластмасс, стекла и других материалов или их сочетаний (например, стекла с металлом) чаще всего путем местного или общего… … Иллюстрированный энциклопедический словарь
СВАРКА — технологический процесс получения неразъёмных соединений твёрдых материалов из металла и неметалла (стекла, керамики, пластмасс и др.) путём образования межатомных связей между соединяемыми частями при их нагревании (плавлении) или пластическом… … Большая политехническая энциклопедия
СВАРКА — процесс соединения металл. частей путем нагрева места соединения до пластического состояния или расплавления. В первом случае (С. давлением) после нагрева производится проковка или сильное сжатие свариваемых концов, во втором (С. плавлением)… … Технический железнодорожный словарь
сварка — Получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании [ГОСТ 2601 84] сварка Процесс получения неразъёмных соединений посредством установления… … Справочник технического переводчика
сварка — автоген, сваривание, соединение, состыковывание Словарь русских синонимов. сварка сущ., кол во синонимов: 20 • автоген (2) • … Словарь синонимов
СВАРКА — процесс получения неразъемного соединения деталей машин, конструкций и сооружений при их местном или общем нагреве, пластическом деформировании или при совместном действии того и другого в результате установления межатомных связей в месте их… … Большой Энциклопедический словарь
СВАРКА — СВАРКА, процесс соединения металлических деталей, как правило, с помощью регулируемого плавления. Автомашины, домашняя техника, мосты, электронные приборы это только часть объектов, в которых содержатся детали, соединенные сваркой. Сварочные… … Научно-технический энциклопедический словарь
сварка — СВАРИТЬ, сварю, сваришь; сваренный; сов. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
СВАРКА — (Welding) способ соединения металлических частей путем соприкасания при расплавлении этих частей (С. плавлением) или при приведении их в тестообразное состояние с последующей ковкой (С. давлением). Последняя применяется к металлам (железо, сталь) … Морской словарь
dic.academic.ru
Стыковая сварка - это... Что такое Стыковая сварка?
Стыковая сварка — сварочный процесс, при котором детали соединяются по всей плоскости их касания, в результате нагрева. В зависимости от марки металла, площади сечения соединяемых деталей и требований к качеству соединения стыковую сварку можно выполнять несколькими способами: сопротивлением, непрерывным оплавлением и оплавлением с подогревом.
Сварка сопротивлением используется для соединения деталей с площадью сечения до 200 мм²[1]. Применяется в основном при сварке проволоки, стержней и труб из низкоуглеродистой стали относительно малых сечений[2].
Сварка оплавлением используется для соединения деталей с площадью сечения до 100000 мм²[1], таких как трубопроводы, арматура железобетонных изделий, стыковые соединения профильной стали. Применяется для соединения железнодорожных рельсов на бесстыковых путях, для производства длинноразмерных заготовок из сталей, сплавов и цветных металлов. В судостроении используется для изготовления якорных цепей, змеевиков холодильников рефрижераторных судов. Также сварка оплавлением используется в производстве режущего инструмента (например, для сварки рабочей части сверла из инструментальной стали с хвостовой частью из обычной стали)[2][1].
Технология
Стыковая сварка является разновидностью контактной сварки, поэтому в основу ее технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей. Стыковая сварка с разогревом стыка до пластического состояния называется сваркой сопротивлением; с разогревом стыка до оплавления — сваркой оплавлением.
Сварка сопротивлением происходит следующим образом: закрепленные в зажимах сварочной машины детали плотно прижимают друг к другу свариваемыми поверхностями, а затем пропускают через них электрический ток. После нагрева стыкуемых поверхностей до пластического состояния производится осадка (сжатие) деталей с одновременным отключением тока. Для обеспечения равномерного нагрева контактирующие торцы свариваемых заготовок должны быть тщательно подготовлены. Необходимо удалить неровности, загрязнения и окислы, так как неравномерность нагрева и окисление металла на торцах понижают качество сварки сопротивлением. Чем больше сечение свариваемых поверхностей, тем ниже качество сварного соединения, главным образом из-за образования окислов в стыке[3]. Этим объясняется ограниченное применение сварки сопротивлением, которая используется для соединения деталей с площадью сечения до 200 мм²[1]. Применяется в основном при сварке проволоки, стержней и труб из низкоуглеродистой стали относительно малых сечений[2], также сварка сопротивлением даёт хорошие результаты для металлов, обладающих хорошей свариваемостью в пластическом состоянии — малоуглеродистых и низколегированных конструкционных сталей, алюминиевых и медных сплавов[3].
Примечания
Ссылки
dic.academic.ru