58. Электрическая дуговая сварка. Сущность. Виды дуговой сварки. Строение сварочной дуги
58. Электрическая дуговая сварка. Сущность. Виды дуговой сварки.
Источником тепла служит электрическая дуга, которая горит между электродом и заготовкой. В зависимости от материала и числа электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие виды сварки:
сварка неплавящимся (графитным или вольфрамовым) электродом дугой прямого действия, при которой соединение выполняется путем расплавления только основного металла либо с применением присадочного металла
сварка плавящимся (металлическим) электродом дугой прямого действия с одновременным расплавлением основного металла и электрода, который пополняет сварочную ванну жидким металлом
сварка косвенной дугой, горящей между двумя, как правило, неплавящимися электродами, при этом основной металл нагревается и расплавляется теплотой столба дуги
сварка трехфазной дугой, при которой дуга горит между электродами, а также между каждым электродом и основным металлом.
Питание дуги осуществляется постоянным или переменным током. При применении постоянного тока различают сварку на прямой и обратной полярностях. В первом случае электрод подключают к отрицательному полюсу (катод), во втором – к положительному (анод)
Кроме того, различные способы дуговой сварки классифицируют также по способу защиты дуги и расплавленного металла и степени механизации процесса.
59. Строение и свойства электрической дуги. Статическая вольт-амперная характеристика дуги.
Дуга – мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Характеризуется: высокой плотностью тока 1-100 А/мм2, низким напряжением 8-50В, высокой температурой 5000-50000К. Процесс зажигания дуги включает в себя 3 этапа: короткое замыкание электрода на заготовку (для разогрева торца электрода и заготовки в зоне контакта с электродом), отвод электрода на расстояние 3-6 мм (начинается термоэлектронная эмиссия электродов, что приводит к ионизации в результате которой дуговой промежуток становится электропроводным), возникновение устойчивого дугового разряда.
Возможно зажигание дуги без короткого замыкания и отвода электрода, с помощью высокочастотного электрического разряда через дуговой промежуток, обеспечивающего его ионизацию. Для этого применяют осциллятор (при сварке плавящимся электродом).
Электрические свойства дуги описываются статической вольт-амперной характеристикой, представляющей собой зависимость между напряжением и током дуги в состоянии устойчивого горения. Характеристика состоит из 3 участков: 1-характеристика падающая, 2-жесткая, 3-возрастающая. Самое широкое применение нашла дуга с жесткой и возрастающей характеристиками. 1,2 – крупнокапельный перенос металла, 3 – мелкокапельный или струйный. Для дуги с жесткой характеристикой напряжение пропорционально ее длине. U=ά+βL Видно, что для сохранения напряжения дуги неизменным необходимо длину дуги поддерживать постоянной.
60. Внешняя характеристика источников питания сварочной дуги. Сварочный трансформатор с вынесенным дросселем.
Внешней характеристикой источника называется зависимость напряжения на его выходных клеммах от тока в электрической цепи. Внешние характеристики могут быть следующих основных видов: падающая, полого-падающая, жесткая, возрастающая и идеализированная. Источник тока выбирают в зависимости от вольт-амперной характеристики дуги, соответствующей принятому способу сварки.
Для питания дуги с жесткой характеристикой применяют источники с падающей или пологопадающей внешней характеристикой (ручная дуговая сварка, автоматическая под флюсом, сварка в защитных газах неплавящимся электродом).
Для дуги с возрастающей характеристикой применяют источники с жесткой или возрастающей характеристикой (сварка в защитных газах плавящимся электродом и автоматическая под флюсом током повышенной плотности)
Сварочные трансформаторы как правило имеют падающую внешнюю характеристику. Широко применяют трансформаторы с вынесенным дросселем. В этих трансформаторах первичная и вторичная обмотки раздвинуты относительно друг друга, что обуславливает их повышенное индуктивное сопротивление вследствие появления магнитных потоков рассеяния.
СТРОЕНИЕ, СВОЙСТВА И КЛАССИФИКАЦИЯ СВАРОЧНЫХ ДУГ.
Электрическая сварочная дуга – это устойчивый, длительный дуговой разряд в сильно ионизированной газовой среде между электродами, характеризующийся высокой плотностью тока и выделением большого количества тепла.
Впервые явление дугового разряда было открыто в 1802 г. Профессором Петербургской медико-хирургической академии Василием Владимировичем Петровым.
При дуговой сварке получение качественных соединений необходимо иметь устойчивую дугу и надежную защиту сварочной ванны. В свою очередь для получения устойчивой дуги необходимо реализовывать два процесса, это – ионизацию дугового промежутка и эмиссию электронов.
В обычных условиях воздух обладает слабой электропроводностью из-за малой концентрации свободных электронов и ионов. Поэтому для того, чтобы получить мощный электрический ток, т.е. образовать дугу, необходимо ионизировать воздушный промежуток между электродами. Ионизацию можно вызвать, если приложить к ним высокое напряжение, тогда, имеющиеся в газе свободные электроны будут разгоняться электрическим полем и разбивать нейтральные молекулы на ионы, однако, при сварке, исходя из правил техники безопасности, нельзя пользоваться высоким напряжением. Поэтому применяют другой способ. Так как в металлах имеется большая концентрация свободных электронов, то их можно извлечь из металла в газовую среду, а затем использовать для ионизации. Существует несколько способов извлечения электронов, для процесса сварки имеют значение два – это автоэлектронная и термоэлектронная эмиссии.
При автоэлектронной эмиссии извлечение электронов происходит под действием внешнего электрического поля, который изменяет потенциальный барьер у поверхности металла и облегчает выход тех электронов, которые внутри металла имеют достаточно большую энергию для преодоления этого барьера.
При термоэлектронной эмиссии происходит “испарение” свободных электронов с поверхности металла благодаря высокой температуре. Чем выше температура, тем больше число электронов преодолевают потенциальный барьер поверхности. В начальный момент возбуждения дуги основную роль играет автоэлектронная эмиссия, для установившейся дуги – термоэлектронная. Ионизацию, вызванную, в некотором объеме газовой среды принято называть объемной ионизацией. Объемная ионизация, полученная нагревом газа до высоких температур, называется термической ионизацией.
Ионизацию можно повысить, введя в дуговой промежуток элементы, обладающие низким потенциалом ионизации – это щелочные и щелочноземельные металлы. Они входят в состав всех электродных покрытий и сварочных флюсов. Эти элементы называются стабилизирующими или ионизирующими.
Процесс возбуждения дуги кратковременен и осуществляется сварщиком в течение долей секунды. В установившейся дуге различают три зоны: катодную, анодную и столб дуги.
Катодная зона расположена на отрицательном полюсе дуги, анодная на положительном. Температура катодной области достигает 2500-3000˚С, анодной 2500-4000˚С. Температура столба дуги зависит от плотности тока и состава газа в дуговом промежутке, при наличии в нем щелочных металлов она составляет 6000-7000˚С, углекислого газа 8000˚С, аргона 10000-12000˚С, гелия 20000˚С.
Электрические свойства дуги описываются ее вольтамперной характеристикой. Зависимость напряжения дуги от тока в сварочном контуре называется статической вольтамперной характеристикой дуги. Вольтамперная характеристика дуги имеет три области: падающую – 1, жесткую – 2 и возрастающую – 3. (рис. 21)
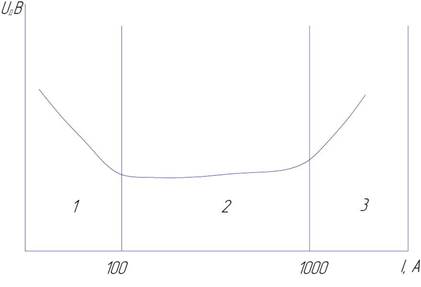
Рис 21. Статическая вольт – амперная характеристика дуги
В первой области напряжение падает, т.к. повышает ток, увеличивается поперечное сечение, а следовательно и проводимость столба дуги. При дальнейшем увеличении тока напряжение сохраняется постоянным, т.к. сечение столба дуги и площади катодных и анодных пятен увеличиваются пропорционально току. В третьей области увеличение тока вызывает увеличение напряжения вследствие того, что увеличение плотности тока не сопровождается увеличением катодного пятна ввиду ограниченности сечения электрода. Напряжение дуги зависит: от рода тока, материала, состава электродных покрытий или флюсов и длины дуги.
Uд=а+b·lд (1)
а – коэффициент, составляющий падение напряжения на катоде и аноде, В;
b – коэффициент, характеризующий падение напряжения на 1мм длины дуги, В/мм;
lд – длина дуги, мм.
Длиной дуги называется расстояние от катода до поверхности сварочной ванны. Дуги бывают короткие 2-4 мм, нормальные 4-6 мм и длинные – больше 6 мм. Оптимальный режим сварки обеспечивается на коротких дугах. Обычно напряжение на дуге находится в пределах 20-45 В.
Сварочные дуги классифицируются по следующим признакам:
1. По подключению тока – дуги бывают прямого и косвенного действия и трехфазные.
2. По роду тока – дуги постоянного и переменного тока.
3. По полярности – прямой и обратной.
4. По материалу электрода – плавящимся и неплавящимся.
5. По внешнему воздействию – нормальные, стабилизированные и сжатые.
ДУГОВАЯ СВАРКА
Родина дуговой сварки – Россия. Николай Николаевич Бенардос в 1886 году получил патент на способ дуговой сварки неплавящимся электродом, а в 1891 г. Николай Гаврилович Славинов разработал способ дуговой сварки плавящимся электродом. Большинство современных способов основано на их идеях.
В производстве металлоконструкций дуговые способы сварки используют чаще других, они занимают приблизительно 60% объема.
Дуговой сваркой называется сварка плавлением, при которой для нагрева и плавления основного и присадочного металлов используется тепло электрической дуги.
Наиболее распространенные способы дуговой сварки это:
- ручная дуговая сварка покрытыми электродами;
- автоматическая сварка под слоем флюса;
- дуговая сварка в защитных газах.
Похожие статьи:
poznayka.org
Строение сварочной дуги.
Энергетика  Строение сварочной дуги.
Строение сварочной дуги.
просмотров - 85
Сварочная дуга — это мощный устойчивый электрический разряд, который характеризуется высокой температурой и повышенной плотностью тока. Зажигание дуги при сварке плавящимся электродом начинается с короткого замыкания электрода с основным металлом.
Катод (верхняя часть) излучает электроны, они поступают в столб дуги, но излучаются они не всей поверхностью, а катодными пятнами (с огромной скоростью меняется место катодного пятна). Положительные ионы попадают на катод, нейтрализуются и тормозятся с выделением большого количества теплоты, приводящей к нагреву катодного пятна и плавлению электрода. Падение напряжения в катодной области составляет 10-20 В. Длина катодной области — 10(-4)(-5) степени см. В катодной области создаются два потока: отрицательных электронов и положительных ионов.
Столб дуги — это ионизированный газ, содержащий атомы, молекулы, свободные электроны, положительные и отрицательные ионы. Такой газ принято называть плазмой. Плазменный газ дуги считается электрически нейтральным: в каждом сечении столба дуги одновременно находится равное число положительно и отрицательно заряженных частиц. В столбе дуги идут два взаимноуравновешенных процесса — ионизация и рекомбинация. Температура столба дуги — 6000-7000 градусов.
В анодной области направленный поток электронов идет к анодному пятну. На поверхности анодного пятна нейтрализуется и тормозится с выделением большого количества тепловой энергии, что приводит к сильному нагреву анодного пятна и плавлению основного металла. Падение напряжения в анодной области — 4-6 В. Длина анодной области — 10(-3)(-4) степени см.
Общая длина дуги складывается из трех областей (длины катодной, анодной и дуги). Длина дуги: 2-4 мм (короткая дуга), 4-6 мм (нормальная дуга) и больше 6 мм (длинная дуга). Ну да, сварка — это искусство.
Напряжение дуги = сумма напряжений катодной области, столба и анодной области. Общее напряжение — 14-28 В.
Читайте также
Сварочная дуга — это мощный устойчивый электрический разряд, который характеризуется высокой температурой и повышенной плотностью тока. Зажигание дуги при сварке плавящимся электродом начинается с короткого замыкания электрода с основным металлом. Катод (верхняя... [читать подробенее]
oplib.ru
Сварочная дуга и ее строение
Количество просмотров публикации Т: Сварочная дуга и ее строение - 230
- мощный электрический длительный разряд, в газовой среде, образований между электродами, или электродом и свариваемым материалом, характеризующийся высокой плотностью тока и малым напряжением.
- различают несколько схем дуговой сварки:
Условия горения сварочной дуги
а) наличие в зоне дуги заряженных частиц: , и (электронов и ионы), так как в обычных условиях газы электрический ток не приводят. Процессу ионизации газа способствует отрыв электронов от разогретого катода, который разогревается при прохождении через него эл. тока
(при коротком замыкании)
б) напряжение холостого хода источника питания должно быть выше напряжения св. дуги
в) катод всегда должен быть разогретым, это зависит от материала катода, его температуры плавления, диаметра, температуры окружающей среды, состава газового промежутка столба дуги.
температура св.дуги и её строение
Температура при постоянном токе распределяется не равномерно
- на аноде в 1,5 раз выше, чем на катоде
в столбе дуги достигает 6000-7000°С
Дуга переменного тока не имеет выраженной катодной и анодной зон.
Строение сварочной дуги
1) электрод 2) анодное пятно 3) анодная зона 4) столб дуги
5) ареол пламени 6) катодная зона 7) катодное пятно 8)деталь
Напряжение св. дуги, зависит от её длинны и сварочных материалов, выражается формулой:
Uдуги = (А+В) ×Lдуги.
магнитное дутьё
- отклонение св. дуги от своей оси
что приводит к ухудшению качества сварного шва.
- устраняется:
а) использовать св.короткой дугой
б) изменить угол наклона электрода в противоположную сторону
в) применить электрод с толстым покрытием
г) перейти на сварку ~ током
- перенос расплавленного метала электрода на изделие:
а) капельный
б) струйный (мелкими каплями с большой скоростью)
- на перенос капель влияет несколько сил:
а) сила тяжести
б) поверхностное натяжение жидкого металла
в) электромагнитное поле (отсекает капли и отталкивает их от электрода)
referatwork.ru
| АрхеологияАрхитектураАстрономияАудитБиологияБотаникаБухгалтерский учётВойное делоГенетикаГеографияГеологияДизайнИскусствоИсторияКиноКулинарияКультураЛитератураМатематикаМедицинаМеталлургияМифологияМузыкаПсихологияРелигияСпортСтроительствоТехникаТранспортТуризмУсадьбаФизикаФотографияХимияЭкологияЭлектричествоЭлектроникаЭнергетика | Дуга прямого действия постоянного тока, горящая между металлическим электродом (катодом) и свариваемым металлом (анодом), имеет несколько ясно различимых областей (рис. 5). Электропроводный газовый канал, соединяющий электроды, имеет форму усеченного конуса или цилиндра. Его свойства на различных расстояниях от электродов не одинаковы. Тонкие слои газа, примыкающие к электродам, имеют сравнительно низкую температуру. В зависимости от полярности электрода, к которому они примыкают, эти слои называются катодной (2) и анодной (4) областями дуги. Протяженность катодной области lк определяется длиной свободного пробега нейтральных атомов и составляет примерно 10-5 см. Протяженность анодной области lа, определяется длиной свободного пробега электрона и составляет примерно 10-3 см. Между приэлектродными областями располагается наиболее протяженная, высокотемпературная область разряда — столб дуги (3).
На поверхности катода и анода образуются пятна, называемые, соответственно катодное (1) и анодное (5) пятно, являющиеся основаниями столба дуги, через которые проходит весь сварочный ток. Электродные пятна выделяются яркостью свечения при сравнительно невысокой их температуре (2600 – 3200 Общая длина сварочной дуги 1д, равна сумме длин всех трех ее областей: (lд = 1к + 1с + 1а) и для реальных условий составляет 2–6 мм. Общее напряжение сварочной дуги соответственно слагается из суммы падений напряжений в отдельных областях дуги ( Uд = Uк + Uс + Uа ) и находится в пределах от 20 до 40 В, Зависимость напряжения в сварочной дуге от ее длины описывается уравнением Uд = a + b |
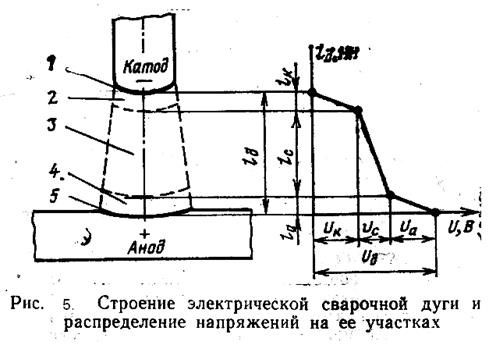
 С). Температура в столбе дуги достигает 6000 – 8000
С). Температура в столбе дуги достигает 6000 – 8000  , где а – сумма падений напряжений в катодной и анодной областях, В;
, где а – сумма падений напряжений в катодной и анодной областях, В;  – длина столба дуги, мм; b — удельное падение напряжения в дуге, отнесенное к 1 мм длины столба дуги, В/мм.
– длина столба дуги, мм; b — удельное падение напряжения в дуге, отнесенное к 1 мм длины столба дуги, В/мм.studopedya.ru
Лекция №10. Сварочная дуга (определение, физическая сущность, способы зажигания, условия устойчивого горения, строение, влияние длины дуги на производительность и качества шва, окончание шва)
Если случайно или намеренно разомкнуть электрическую цепь, то в месте разрыва цепи проскакивает электрическая искра. Это явление, представляющее собой прохождение электрического тока через воздух, носит название искрового разряда.
Сварочной дугой называют дугу, представляющую собой длительный устойчивый электрический разряд в газовой среде между электродом и изделием либо между электродами, отличающуюся большим количеством тепловой энергии и сильным световым излучением.
Сварочные дуги квалифицируют по следующим признакам:
- по среде, в которой происходит дуговой разряд; на воздухе — открытая дуга, под флюсом — закрытая дуга; в среде защитных газов;
- по роду применяемого электрического тока—постоянный, переменный;
- по типу электрода - плавящийся, неплавящийся;
- по длительности горения — непрерывная, импульсная дуга;
- по принципу работы — прямого действия, косвенная дуга, комбинированная или трехфазная
Для сварки металлов наиболее широко используют сварочную дугу прямого действия, в которой одним электродом служит металлический стержень (плавящийся или неплавящийся электрод), а вторым — свариваемая деталь. К электродам подведен электрический ток — постоянный или переменный.
Теплота, выделяемая сварочной дугой, не вся переходит в сварной шов. Часть теплоты теряется бесполезно на нагрев окружающего воздуха, плавление электродного покрытия
Мощность сварочной дуги Q зависит от сварочного тока I и напряжения дуги U
Q=I*U Вт
Дугу возбуждают двумя способами — касанием или чирканьем. В обоих случаях процесс возбуждения сварочной дуги начинается с короткого замыкания. При этом в точках контакта увеличивается плотность тока, выделяется большое количество теплоты, и металл плавится. Затем электрод отводят, разрядный промежуток заполняется нагретыми частицами паров металла, и начинается горение дуги.
При отводе электрода от изделия (после короткого замыкания и мгновенного расплавления металла) жидкий мостик металла вначале растягивается, сечение его уменьшается, температура металла повышается, а затем жидкий мостик металла разрывается (рис.14). При этом происходит быстрое испарение металла, и разрядный промежуток заполняется нагретыми ионизированными частицами паров металла, электродного покрытия и воздуха — возникает сварочная дуга.
Для повышения устойчивости горения сварочной, дуги в электродное покрытие или в защитный флюс вводят элементы (калий, натрий, барий и др.), которые повышают степень ионизации и, следовательно, стабилизации сварочной дуги.
1 2 3 (+) 4
Рис.14 Схема возбуждения электрической дуги:
Короткое замыкание; 2 –образование жидкого металла; 3 – образование шейки; 4 – возникновение дуги
Сварочную дугу можно возбудить без касания электродом свариваемого изделия. Для этого нужно в сварочную цепь параллельно включить источник тока высокого напряжения и высокой частоты (осциллятор). При этом для возбуждения дуги достаточно приблизить конец электрода на расстояние 2 -3 мм к поверхности изделия
Рассмотрим строение сварочной дуги.
Дуговой промежуток подразделяется на три основные области (рис.15):
· катодную,
· анодную
· столб дуги
К а то д н о е пятно является источником потока свободных электронов. Температура его для стальных электродов достигает 2400—2600 °С. В катодном пятне выделяется около 38% общей теплоты дуги.
Столб дуги представляет собой проводник электрического тока. В нем свободные электроны и отрицательно заряженные ионы движутся к аноду, а положительно заряженные ионы — к катоду. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом сечении столба одновременно находятся равные количества противоположно заряженных частиц.
В столбе дуги выделяется около 20% общей теплоты дуги. Температура столба дуги зависит от силы сварочного тока и достигает в ее центре 6000— 7000 °С и более. Температура капли на конце стального электрода приблизительно равна 2150°С, а при перелете ее через дуговой промежуток -- 2350 °С.
В среднем температура сварочной ванны составляет 1770°С.
Анодное пятно является местом входа и нейтрализации свободных электронов. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты (примерно 42 %), чем на катодном.
Рис.15 Строение электрической дуги и распределение напряжения на ее участках: 1 – катодное пятно; 2 – столб дуги; 3 – анодное пятно.
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте:
zdamsam.ru
Сварочная дуга и ее строение
14Т: Сварочная дуга и ее строение
- мощный электрический длительный разряд, в газовой среде, образований между электродами, или электродом и свариваемым материалом, характеризующийся высокой плотностью тока и малым напряжением.
- различают несколько схем дуговой сварки:
а) прямого действия неплавящимся электродом
б) прямого действия неплавящемся электродом, с присадочным материалом
в) прямого действия плавящимся, покрытым, стальным эл.
г) косвенного действия
д) трёхфазного действия
условия горения сварочной дуги
а) наличие в зоне дуги заряженных частиц: , и (электронов и ионы), так как в обычных условиях газы электрический ток не приводят. Процессу ионизации газа способствует отрыв электронов от разогретого катода, который разогревается при прохождении через него эл. тока
(при коротком замыкании)
б) напряжение холостого хода источника питания должно быть выше напряжения св. дуги
в) катод всегда должен быть разогретым, это зависит от материала катода, его температуры плавления, диаметра, температуры окружающей среды, состава газового промежутка столба дуги.
температура св.дуги и её строение
Температура при постоянном токе распределяется не равномерно
- на аноде в 1,5 раз выше, чем на катоде
в столбе дуги достигает 6000-7000°С
Дуга переменного тока не имеет выраженной катодной и анодной зон.
Строение сварочной дуги
1) электрод 2) анодное пятно 3) анодная зона 4) столб дуги
5) ареол пламени 6) катодная зона 7) катодное пятно 8)деталь
Напряжение св. дуги, зависит от её длинны и сварочных материалов, выражается формулой:
Uдуги = (А+В) ×Lдуги.
магнитное дутьё
- отклонение св. дуги от своей оси
что приводит к ухудшению качества сварного шва.
- устраняется:
а) использовать св.короткой дугой
б) изменить угол наклона электрода в противоположную сторону
в) применить электрод с толстым покрытием
г) перейти на сварку ~ током
- перенос расплавленного метала электрода на изделие:
а) капельный
б) струйный (мелкими каплями с большой скоростью)
- на перенос капель влияет несколько сил:
а) сила тяжести
б) поверхностное натяжение жидкого металла
в) электромагнитное поле (отсекает капли и отталкивает их от электрода)
samzan.ru