Или скорость сварки можно определить по формуле. Скорость сварки
Определяется скорость сварки по формуле, м/ч
, (43)
или
, (44)
где Vсв – скорость сварки, м/ч;
α н – коэффициент наплавки, г/Ач;
Iсв – сварочный ток, А;
Fн – площадь поперечного сечения, мм²;
γ – плотность наплавленного металла, г/см³;
0,9 – коэффициент, учитывающий потери на угар и разбрызгивание.
Коэффициент наплавки, г/Ач определяется по формуле, г/Ач
αн = αр (1 – ψ / 100), (45)
где ψ – потеря электродного металла вследствие окисления, испарения и разбрызгивания, % (ψ = 7-15%, принимают обычно ψ = 10%). Потери электродного металла возрастают с увеличением напряжения на дуге.
Напряжение на дуге принимают в интервале 16-34В. Большие значения соответствуют большей величине тока. Напряжение можно определить по графику (см. рисунок 11).
Рисунок 11
Напряжение на дуге предварительно подбирается и может быть установлено при настройке, например, по напряжению холостого хода источника тока. К параметрам режима сварки в среде углекислого газа относится удельный расход газа – qг, который зависит от положения шва в пространстве, скорости сварки, типа соединения и толщины свариваемого металла [8, т.2]. Параметры режима сварки свести в таблицу 15
Таблица 15
| Тип сварного соединения S, мм | Диаметр электрода, Dэ, мм | Вылет электрода, lэ,мм | Сила сварочного тока Iсв , А | Напряжение на дуге Uд, В | Скорость подачи проволоки Vп.п, м/ч | Скорость сварки, Vсв, м/ч | Удельный расход газа qг, л/мин | |
2.8 Проектирование сборочно-сварочных приспособлений, выбор и обоснование выбора оборудования
Выбор и проектирование сборочно-сварочных приспособлений производится в соответствии с предварительно избранными способами сборки и сварки узлов и в целом заданной конструкции. Этот этап проектирования технологического процесса является одним из основных. Поэтому при разработке техпроцесса сборочно-сварочных работ на заданную конструкцию необходимо установить рациональный качественный и количественный состав требуемой оснастки и технологического оборудования.
Выбрать и обосновать выбор сборочно-сварочного механического оборудования с учетом его грузоподъемности, габаритных размеров изготавливаемых сварных конструкций, надежности и удобства в работе, безопасности и других технических параметров.
Описать кратко устройство и назначение узлов оборудования, принцип его работы, привести технические характеристики оборудования в виде таблиц или в виде пояснительной записке, или на втором чертеже курсового проекта.
Студент может предложить модернизацию выбранного оборудования. Не следует применять морально-устаревшее оборудование. При проектировании выполнить на втором чертеже курсового проекта приспособление для сборки и сварки заданного изделия, а в пояснительной записке выполнить компоновочный эскиз оборудования в двух проекциях одного из рабочих мест проектируемого техпроцесса и наоборот. [5,19].
studfiles.net
Или скорость сварки можно определить по формуле
Uсв=A/Iсв , (5.9)
где А-коэффициент, назначается по табл. 6.
Диаметр электродной проволоки назначается в зависимости от толщины свариваемого металла, согласно табл.5.
Таблица 5
| S, мм | 3 | 5 | 8 | 10 | 12 | 16 | 20 |
| dэл , мм | 2 | 3 – 4 | 4 – 5 | 4 – 5 | 5 | 5 | 5 |
Значение коэффициента А при сварке под флюсом выбирают по табл.6.
Таблица 6
| dэл ,мм | 2 | 3 | 4 | 5 |
| А, Ам/ч | (11 – 13)103 | (13 – 16)103 | (18 – 22)103 | (22 – 30)103 |
Зная величину сварочного тока и диаметр электродной проволоки, по кривым рис. 24 устанавливают оптимальное напряжение на дуге Uд и определяют коэффициент формы провара при данном режиме сварки или
Uд=20+0,05Iсв/ dэл0,5; (5.10)
Погонная энергия сварки
qn=8,64Iсв·Uд·и /Vсв (5.11)
где и-эффективный к.п.д. процесса сварки под флюсом, принимается 0,9.
Скорость подачи сварочной проволоки
Vnn=4·αн·Iсв/π dэл2 ρ, (5.12)
где αн – коэффициент наплавки, г/Ач;(приложение 5)
После этого рассчитывают фактическую глубину провара по формуле (5.13) для малоуглеродистой стали при сварке стыкового бесскосного соединения и нулевом зазоре в стыке.
h =0,0156√g/ ψпрVсв (5.13)
Определив глубину провара h, по формуле , находят ширину шваb.
Теперь надо рассчитать коэффициент формы валика
Для этого определяют площадь наплавки Fн по формуле
Fн= αн Iсв/100pVсв (5.14)
при этом αн выбирается по рис.27,
а p - удельный вес - для низкоуглеродистой стали 7,8 г/см3
Высота валика определяется по формуле
с = (1,35÷1,40) Fн/b (5.15)
После этого находят коэффициент формы валика
Если в результате расчета оказывается, что ψв<7, то необходимо делать разделку, чтобы убрать в нее излишнее количество наплавленного металла.
Одновременно следует иметь в виду, что при разделке глубина провара, определенная по формуле 5.13, изменится. Это следует учитывать при дальнейшем ходе расчета.
Как известно, согласно экспериментальным данным С.А. Островской, профиль провара при одном режиме сварки остается практически неизменным независимо от типа шва. То есть - тип шва, зазоры или разделка влияют главным образом на соотношение долей основного и наплавленного металла, а контур провара во всех случаях практически одинаков (рис. 31).
Во всех случаях при неизменном режиме общая высота шва остается постоянной как при наплавке, так и при сварке в стык без разделки и с разделкой кромок, а также при сварке угловых швов: Н =h +с =const (5.16)
Поэтому соотношения между основными размерами шва, определенные для сварки в стык без зазора, могут быть пересчитаны, если на этом же режиме сваривается соединение в стык с разделкой кромок или при наличии зазора.
Этот пересчет производится следующим образом. Зная h, b, с и Fн при сварке на данном режиме cтыкового шва без зазора и размеры разделки (глубину f и угол разделки α0 – см. рис. 17), находят площадь разделки по формуле
F= f2tg a/2
Тогда площадь валика при разделке будет
Fв= Fн – Fр
Зная площадь валика Fв, можно найти высоту валика при разделке согласно формуле с/ = (1.35 ÷ 1,4) F/b
Имея в виду, что Н = const [см. формулу (5.16)], можно определить и фактическую глубину провара при разделке:
h/ = Н - с/ (5.17)
Если размеры разделки не заданы, а при сварке в стык без разделки ψв<7, то производится расчет размеров разделки в следующем порядке:
Задаются желаемой величиной коэффициента формы валика ψв' (в пределах 7-10)и, полагая, что ширина шва при разделке остается практически неизменной, определяют площадь валика Fв по формуле
Fв =(1/1,35 ÷ 1/1,4) b с/ = (0,74 ÷ 0,715) b2 с/ /b = (0,74÷0,715) b2/ψв (5.18)
Тогда необходимая площадь и глубина разделки определятся как:
Fр= Fн – Fв (5.19)
f =√ Fр/ tg a/2
где α — угол разделки, который обычно принимают равным 50 - 60°.
Определив таким образом режим сварки с первой стороны и основные размеры получающейся при этом части шва, в соответствии с формулой (5.3) назначают глубину провара для сварки со второй стороны.
Затем производят расчет режима сварки и основных размеров сечения шва, как было показано выше.
При этом часть наплавленного металла размещается в зазоре, высота валика уменьшается, а глубина провара увеличивается.
При определении глубины провара при сварке стыковых соединений с заранее заданным зазором сначала находят глубину провара, ширину шва, высоту валика и общую высоту шва, которые имели бы место при сварке на этом режиме стыкового соединения без зазора.
Затем определяют высоту валика с' с учетом размещения части наплавленного металла в зазоре (рис. 32).
В этом случае общая площадь наплавленного металла
Fн = Н·а ÷ 0,73 с/ b - с/а
Отсюда с/= (Fн - Н·а)/ ( 0,73 b – а) (5.20)
Определив с', в соответствии с формулой (5.21) находят h'.
h/ = Н - с/(5.21)
Расчет режима сварки завершен.
Выполняется эскиз подготовки кромок, эскиз выполненного шва и таблица полученных результатов.
studfiles.net
Или скорость сварки можно определить по формуле — Мегаобучалка
Uсв=A/Iсв ,(5.9)
где А-коэффициент, назначается по табл. 6.
Диаметр электродной проволоки назначается в зависимости от толщины свариваемого металла, согласно табл.5.
Таблица 5
| S, мм | |||||||
| dэл , мм | 3 – 4 | 4 – 5 | 4 – 5 |
Значение коэффициента А при сварке под флюсом выбирают по табл.6.
Таблица 6
| dэл ,мм | ||||
| А, Ам/ч | (11 – 13)103 | (13 – 16)103 | (18 – 22)103 | (22 – 30)103 |
Uд=20+0,05Iсв/ dэл0,5; (5.10)
Погонная энергия сварки
qn=8,64Iсв·Uд·hи /Vсв(5.11)
где hи-эффективный к.п.д. процесса сварки под флюсом, принимается 0,9.
Скорость подачи сварочной проволоки
Vnn=4·αн·Iсв/π dэл2 ρ, (5.12)
где αн – коэффициент наплавки, г/Ач;(приложение 5)
После этого рассчитывают фактическую глубину провара по формуле (5.13) для малоуглеродистой стали при сварке стыкового бесскосного соединения и нулевом зазоре в стыке.
h =0,0156√g/ ψпрVсв (5.13)
Определив глубину провара h, по формуле , находят ширину шва b.
Теперь надо рассчитать коэффициент формы валика
Для этого определяют площадь наплавки Fнпо формуле
Fн= αн Iсв/100pVсв (5.14)
при этом αн выбирается по рис.27,
а p - удельный вес - для низкоуглеродистой стали 7,8 г/см3
Высота валика определяется по формуле
с = (1,35÷1,40) Fн/b (5.15)
После этого находят коэффициент формы валика
Значение коэффициента формы валика ψв должно быть в пределах от 7 до 10. Значение ψв<6 даст высокие и узкие швы с резким переходом от основного металла к металлу шва. При этом концентрация напряжений в месте перехода от основного металла к шву может вызвать при знакопеременных нагрузках появление усталостных трещин. При ψв>12 швы получаются слишком широкие и низкие. В этом случае излишне расплавляется основной металл. Кроме того, вследствие колебаний уровня жидкого металла ванны могут возникать местные уменьшения сечения шва и на отдельных участках сечение шва может оказаться меньше сечения основного металла.
Если в результате расчета оказывается, что ψв<7, то необходимо делать разделку, чтобы убрать в нее излишнее количество наплавленного металла.
Одновременно следует иметь в виду, что при разделке глубина провара, определенная по формуле 5.13, изменится. Это следует учитывать при дальнейшем ходе расчета.
Как известно, согласно экспериментальным данным С.А. Островской, профиль провара при одном режиме сварки остается практически неизменным независимо от типа шва. То есть - тип шва, зазоры или разделка влияют главным образом на соотношение долей основного и наплавленного металла, а контур провара во всех случаях практически одинаков (рис. 31).
Во всех случаях при неизменном режиме общая высота шва остается постоянной как при наплавке, так и при сварке в стык без разделки и с разделкой кромок, а также при сварке угловых швов: Н =h +с =const (5.16)
Поэтому соотношения между основными размерами шва, определенные для сварки в стык без зазора, могут быть пересчитаны, если на этом же режиме сваривается соединение в стык с разделкой кромок или при наличии зазора.
Этот пересчет производится следующим образом. Зная h, b, с и Fнпри сварке на данном режиме cтыкового шва без зазора и размеры разделки (глубину f и угол разделки α0 – см. рис. 17), находят площадь разделки по формуле
F= f2tg a/2
Тогда площадь валика при разделке будет
Fв= Fн – Fр
Зная площадь валика Fв, можно найти высоту валика при разделке согласно формуле с/ = (1.35 ÷ 1,4) F/b
Имея в виду, что Н = const [см. формулу (5.16)], можно определить и фактическую глубину провара при разделке:
h/ = Н - с/ (5.17)
Если размеры разделки не заданы, а при сварке в стык без разделки ψв<7, то производится расчет размеров разделки в следующем порядке:
Задаются желаемой величиной коэффициента формы валика ψв' (в пределах 7-10) и, полагая, что ширина шва при разделке остается практически неизменной, определяют площадь валика Fв по формуле
Fв =(1/1,35 ÷ 1/1,4) b с/ = (0,74 ÷ 0,715) b2 с/ /b = (0,74÷0,715) b2/ψв (5.18)
Тогда необходимая площадь и глубина разделки определятся как:
Fр= Fн – Fв (5.19)
f =√ Fр/ tg a/2
где α — угол разделки, который обычно принимают равным 50 - 60°.
Определив таким образом режим сварки с первой стороны и основные размеры получающейся при этом части шва, в соответствии с формулой (5.3) назначают глубину провара для сварки со второй стороны.
Затем производят расчет режима сварки и основных размеров сечения шва, как было показано выше.
С целью расширения диапазона толщин, свариваемых в стык без скоса кромок, сборку под сварку в некоторых случаях производят с заранее заданным зазором в стыке (рис. 32).
При этом часть наплавленного металла размещается в зазоре, высота валика уменьшается, а глубина провара увеличивается.
При определении глубины провара при сварке стыковых соединений с заранее заданным зазором сначала находят глубину провара, ширину шва, высоту валика и общую высоту шва, которые имели бы место при сварке на этом режиме стыкового соединения без зазора.
Затем определяют высоту валика с' с учетом размещения части наплавленного металла в зазоре (рис. 32).
В этом случае общая площадь наплавленного металла
Fн = Н·а ÷ 0,73 с/ b - с/а
Отсюда с/= (Fн - Н·а)/ ( 0,73 b – а) (5.20)
Определив с', в соответствии с формулой (5.21) находят h'.
h/ = Н - с/ (5.21)
Расчет режима сварки завершен.
Выполняется эскиз подготовки кромок, эскиз выполненного шва и таблица полученных результатов.
megaobuchalka.ru
Влияние - скорость - сварка
Влияние - скорость - сварка
Cтраница 1
Влияние скорости сварки на глубину провара носит сложный характер. При малых скоростях сварки ( 1 - 1 5 м / ч) глубина провара минимальная. Повышение скорости сварки до некоторого значения приводит к увеличению глубины провара. Дальнейшее возрастание скорости приводит к уменьшению глубины провара. В пределах наиболее часто применяемых режимов сварки глубина провара изменяется незначительно с изменением скорости сварки. [1]
Влияние скорости сварки на надежность защиты зоны сварки видно из рис. XI.6. Ветер и сквозняки также снижают эффективность газовой защиты. В названных случаях рекомендуется на 20 - 30 % повышать расход защитного газа, увеличивать диаметр выходного отверстия сопла или приближать горелку к поверхности детали. Для защиты от ветра зону сварки закрывают щитками. Для достаточной защиты соединений, указанных на рис. XI.7, в, г, необходим повышенный расход газа. При их сварке рекомендуется устанавливать сбоку и параллельно шву экраны, задерживающие утечку защитного газа. [3]
Влияние скорости сварки на надежность защиты зоны сварки видно из рис. XI.6. Ветер и сквозняки также снижают эффективность газовой защиты. В названных случаях рекомендуется на 20 - 30 % повышать расход защитного газа, увеличивать диаметр выходного отверстия сопла или приближать горелку к поверхности детали. Для защиты от ветра зону сварки закрывают щитками. Для достаточной защиты соединений, указанных на рис, XI.7, а, г, необходим повышенный расход газа. При их сварке рекомендуется устанавливать сбоку и параллельно шву экраны, задерживающие утечку защитного газа. [5]
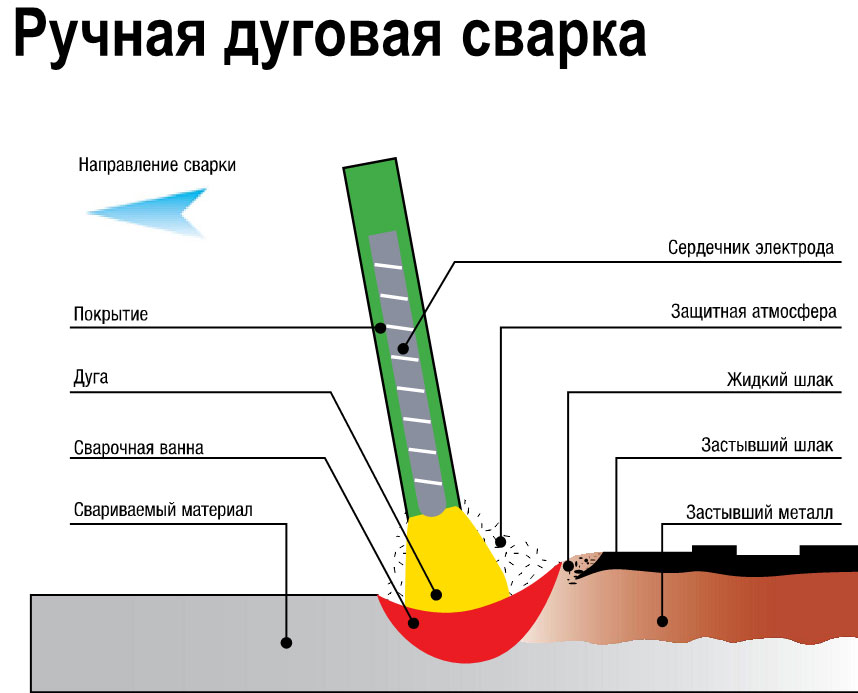
Влияние скорости сварки на глубину погружения дуги носит сложный характер. При малых скоростях ( порядка 10 - 12 и / ч при сварке под флюсом и 1 0 - 1 5 м / ч при ручной дуговой сварке) глубина провара минимальна. Это обусловлено уменьшением интенсивности вытеснения сварочной ванны из-под основания дуги при характерном для этих случаев вертикальном ее расположении. У основания дуги образуется слой жидкого металла, который препятствует проплавлению основного металла. [6]
Влияние скорости сварки ( см. рис. 4.11, в) на глубину проплавления и ширину шва носит сложный характер. Сначала при увеличении скорости сварки давление дуги все больше вытесняет жидкий металл, толщина прослойки жидкого металла под дугой уменьшается и глубина проплавления возрастает. При дальнейшем увеличении скорости сварки ( 20 м / ч) заметно снижается погонная энергия и глубина проплавления начинает уменьшаться. Во всех случаях при увеличении скорости сварки ширина шва уменьшается. [8]
Влияние скорости сварки на форму и качество шва показано на фиг. [9]
Рассмотрим влияние скорости сварки и эффективной мощности источника на поле температур на примере сварки пластин. [10]
Рассмотрим влияние скорости сварки а и эффективной мощности источника теплоты q на температурное поле предельного состояния при сварке пластин. [11]
В табл. 79 приведены данные по влиянию скорости сварки на размеры шва. [12]
Изменение скорости сварки обычно сопровождается соответствующим увеличением сварочного тока и напряжения дуги. При этом время взаимодействия жидкого металла и газа изменяется в небольшой степени. Поэтому увеличение или уменьшение скорости практически не влияет на выгорание элементов при сварке в углекислом газе. Влияние скорости сварки на химический состав металла шва в основном сводится к изменению долей основного и электродного металлов в шве. [13]
Страницы: 1
www.ngpedia.ru
скорость сварки - это... Что такое скорость сварки?
5.2.11 скорость сварки: Скорость, с которой увеличивается длина валика в направлении сварки.
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Скорость ротора колонны
- скорость сдвига
Смотреть что такое "скорость сварки" в других словарях:
скорость сварки — производительность сварки — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы производительность сварки EN speed of weldingwelding rateweld rate … Справочник технического переводчика
Скорость сварки — Speed of travel Скорость сварки. В сварке скорость, с которой формируется сварной шов вдоль его продольной оси; обычно измеряется в метрах в секунду или дюймах в минуту. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО… … Словарь металлургических терминов
скорость шовной контактной сварки — скорость сварки Длина шва при шовной контактной сварке, который может быть сварен в единицу времени. [ГОСТ 22990 78] Тематики сварка, резка, пайка Синонимы скорость сварки … Справочник технического переводчика
скорость — 05.01.18 скорость (обработки) [rate]: Число радиочастотных меток, обрабатываемых за единицу времени, включая модулированный и постоянный сигнал. Примечание Предполагается возможность обработки как движущегося, так и неподвижного множества… … Словарь-справочник терминов нормативно-технической документации
Скорость шовной контактной сварки — 60. Скорость шовной контактной сварки Скорость сварки Длина шва при шовной контактной сварке, который может быть сварен в единицу времени Источник: ГОСТ 22990 78: Машины контактные. Термины и определения оригинал документа … Словарь-справочник терминов нормативно-технической документации
скорость перемещения дуги — скорость дуговой сварки — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия Синонимы скорость дуговой сварки EN arc speed … Справочник технического переводчика
скорость плавления — 5.2.9 скорость плавления: Скорость, с которой плавится присадочный металл. Примечание Скорость плавления определяют как длину расплавленного присадочного металла в единицу времени. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы.… … Словарь-справочник терминов нормативно-технической документации
скорость подачи присадочного металла — 5.2.10 скорость подачи присадочного металла: Скорость, с которой подают присадочный металл. Примечание Скорость подачи определяют как длину присадочного металла, подаваемого в единицу времени. Источник: ГОСТ Р ИСО 857 1 2009: Сварка и родственные … Словарь-справочник терминов нормативно-технической документации
скорость вращения приводного двигателя после начала действия устройства снижения его оборотов ( ni) — 3.36 скорость вращения приводного двигателя после начала действия устройства снижения его оборотов ( ni) : Скорость вращения приводного двигателя в режиме холостого хода при включенном устройстве снижения числа оборотов приводного двигателя.… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 857-1-2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения — Терминология ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения оригинал документа: 6.4 автоматическая сварка: Сварка, при которой все операции механизированы (см. таблицу 1).… … Словарь-справочник терминов нормативно-технической документации
normative_reference_dictionary.academic.ru
Малая скорость - сварка - Большая Энциклопедия Нефти и Газа, статья, страница 2
Малая скорость - сварка
Cтраница 2
Увеличение скорости сварки приводит к получению шва с недопустимо высоким усилением и подрезами. При малых скоростях сварки увеличиваются усиление и ширина шва. [16]
Влияние скорости сварки на глубину провара носит сложный характер. При малых скоростях сварки ( 1 - 1 5 м / ч) глубина провара минимальная. Повышение скорости сварки до некоторого значения приводит к увеличению глубины провара. Дальнейшее возрастание скорости приводит к уменьшению глубины провара. В пределах наиболее часто применяемых режимов сварки глубина провара изменяется незначительно с изменением скорости сварки. [17]
Направленность кристаллов первого фронта кристаллизации по отношению к продольной оси шва зависит от скорости сварки и скорости затвердевания. В швах, полученных при малых скоростях сварки и затвердевания, кристаллиты расположены почти параллельно оси шва и образуют дендриты. [18]
Таким образом, наиболее склонен к порообразованию алюминий и его сплавы. В сварочной технологии на возникновение пор влияет время пребывания сварочной ванны в жидком состоянии, что зависит от скорости сварки. При малой скорости сварки алюминия водород успевает покинуть ванну и наплавленный металл будет плотным, при больших скоростях сварки ( усв50 м / ч) водород не успевает выделиться из кристаллизующегося металла и образовать поры, а при скорости сварки - 20 м / ч обычно возникают поры. [20]
При неизменной скорости сварки повышение силы тока сопровождается увеличением глубины проплавления, при этом чем больше скорость сварки, тем медленнее возрастает глубина проплавления. Например, при скорости сварки 40 м / час изменение силы тока на каждом электроде с 670 до 900 а дает увеличение глубины проплавления в 2 раза. При малых скоростях сварки и больших силах тока возможна сварка металла большой толщины односторонним двухпроходным швом. [21]
Дятлова и других ученых установлено, что сварочная ванна начинает кристаллизоваться скачкообразно от краев. Ванна кристаллизуется с различной скоростью: за периодом ускоренного роста следуют замедления и остановки. При малых скоростях сварки кристаллизация ванны у линии сплавления происходит не одновременно, а поочередно от одной линии сплавления к другой. [22]
Непровар или прожог образуется в случае неправильного режима и техники сварки, а также неудовлетворительной сборки изделий под сварку. Возможной причиной непровара могут быть малый ток, большая скорость сварки, смещение электрода со стыка, длительный отказ в работе осциллятора и блуждание дуги. Прожоги возникают от применения большого тока и малой скорости сварки, а также при плохом прилегании кромок к подкладке, больших зазорах между свариваемыми кромками, внезапном прекращении подачи защитного газа и длительном коротком замыкании электрода. [23]
При перегреве повышается хрупкость металла, поэтому такой металл плохо переносит ударные нагрузки. Причинами перегрева свариваемого металла при газовой сварке являются: малая скорость сварки при относительно большой мощности св арочной горелки; применение для сварки горючих газов с низкой температурой пламени, что замедляет процесс сварки. [24]
Обогащение металла шва углеродом способствует образованию горячих трещин. Поэтому при автоматической сварке низколегированных сталей с повышенным содержанием углерода надо применять такие режимы сварки, которые дают возможность уменьшить долю участия основного металла в составе металла шва и тем самым уменьшить количество углерода в шве, а следовательно, и вероятность образования горячих трещин. Меньшая доля участия основного металла в составе металла шва получается при сварке на сравнительно невысоких силах тока при малой скорости сварки. [25]
Одним из важных направлений в разработке технологии лазерной сварки является повышение эффективности процесса. Перспективным представляется использование им-пульсно-периодических режимов сварки. Оценка термического КПД процесса проплавления при сварке показывает, что при импульсном воздействии эта величина в 2 - 3 раза выше, чем при непрерывном излучении. Однако следует учитывать, что импульсно-периодическая сварка требует точного наведения луча на стык, высокого качества подготовки стыкуемых кромок и обеспечивает малую скорость сварки, уступающую в несколько раз сварке непрерывным излучением. [27]
При этом дуга шунтируется расплавленным шлаком, и дуговой процесс переходит в так называемый перемежающийся или чисто электрошлаковый. В результате формирование шва резко ухудшается. Как известно, электрошлаковый процесс надлежит сочетать с принудительным формированием металлической ванны. Поскольку для сварки жаропрочных сталей и особенно сплавов на никелевой основе характерны описанные режимы сварки ( тонкая проволока, малый ток, малая скорость сварки), это затрудняет широкое использование фто-ридных бескислородных флюсов и вынуждает, в ряде случаев, ориентироваться на фторидные безокислительные флюсы. Фторидные безокислительные флюсы, особенно флюсы с повышенным содержанием СаО, склонны к гидратации [5, 6 ] и требуют во избежание пористости тщательной прокалки незадолго до сварки. [28]
При электроконтактной сварке алюминиевых сплавов применяют токи большей силы, чем при сварке сталей той же толщины. Продолжительность сварки должна быть меньше. Это объясняется повышенной теплопроводностью и электропроводностью алюминиевых сплавов по сравнению со сталью. Например, при точечной сварке листовой стали толщиной 2 мм применяют ток силой 7500 а при продолжительности сварки 0 5 сек и давлении электродов 3 кн, а при сварке листового дуралюминия такой же толщины применяют ток силой 31000 а при продолжительности сварки 0 12 сек и давлении электродов 5 кн. В машинах, используемых для сварки алюминиевых сплавов, применяют специальные ионные прерыватели, обеспечивающие малую скорость сварки. [29]
Скорость сварки оказывает влияние на проплавлеппе основного металла. С увеличением скорости сварки глубина провара снижается. Однако эта закономерность справедлива только при увеличении скорости сварки от 20 - 30 м / час. Это явление объясняется следующим образом. При малой скорости сварки под флюсом в основании столба дуги накапливается довольно толстый слой жидкого металла, затрудняющий передачу тепла от дуги в основной металл. По мере увеличения скорости сварки столб дуги отклоняется назад все больше и больше, вытеснение жидкого металла в заднюю часть ванны усиливается. [30]
Страницы: 1 2 3
www.ngpedia.ru
Снижение - скорость - сварка
Снижение - скорость - сварка
Cтраница 1
Снижение скорости сварки для улучшения качества сварного шва может применяться только как вынужденная мера при невозможности повлиять на процесс сварки другими способами. [2]
Поэтому во время этих операций предусмотрено снижение скорости сварки до 25 - 30 м / мин. Режим сварки оболочки поддерживается автоматически с помощью системы, описанной в гл. [3]
Для уменьшения вероятности образования в сварном соединении закалочных структур следует уменьшать скорость охлаждения снижением скорости сварки, предварительным подогревом. Однако при этом сварные соединения малопластичны. Для улучшения их свойств необходима последующая закалка с отпуском. Прочность сварных соединений обычно 90 % от прочности основного металла. [4]
Установка мощностью 400 кВт значительно сложнее в эксплуатации и дороже, поэтому целесообразно проанализировать возможность использования установки мощностью 160 кВт и снижения скорости сварки при производстве труб с толщинами стенок 2 и 2 5 мм. Тогда скорости сварки будут 72 и 58 м / мин соответственно. [6]
Прожоги образуются из-за чрезмерной величины сварочного тока, большого зазора либо недостаточного поджатия флюсовой подушки или медной подкладки к свариваемым кромкам, а также при малом притуплении кромок и снижении скорости сварки. Место прожога должно быть тщательно зачищено от натеков металла и заварено, но предварительно следует устранить причины, вызвавшие прожог. [8]
Расход электроэнергии, необходимой для сварки, существенно зависит от расстояния между индуктором или контактами и местом схождения кромок. Это приводит к снижению скорости сварки. При индукционном способе подвода тока расход электроэнергии несколько выше, чем при контактном, так как наряду с кромками нагревается тело трубной заготовки под индуктором. [9]
Закаливающиеся низколегированные стали сваривают на относительно жестких режимах при повышенном на 15 - 20 % РСЖ с последующей печной термообработкой. Появление трещин предупреждается снижением скоростей сварки и уменьшением шага. На конце шва для устранения трещин ток за 5 - 7 периодов снижают. Свинцовые, цинковые и оловянистые покрытия деталей трудно очищаются после сварки от роликов. На одной из деталей иногда делают гофр по диаметру проволоки. [10]
Применение сопла с отверстием, превосходящим сечение сварочного прутка, увеличивает скорость сварки, но при этом снижается механическая прочность шва. Уменьшение отверстия сопла приводит к снижению скорости сварки и уменьшению прочности шва. Правильно установленный режим сварки проявляется в том, что пруток быстро размягчается, приобретает текучесть и при небольшом давлении на него прочно схватывается с основным материалом. После охлаждения приваренный пруток не может быть отделен от основного материала без разрушения последнего. [11]
Сварка осуществляется слева направо при неподвижном изделии тремя электродами, образующими общую ванну. В конце шва заварка кратера может осуществляться одним электродом при снижении скорости сварки в 1 5 - 3 раза по сравнению с заданной. Это достигается с помощью четырехскоростного электродвигателя привода тележки. [12]
При сварке образуется большое количество шлака, которое не удается сдерживать давлением дуги от подтекания под нее при сварке сверху вниз. Поэтому сварка электродами с основным покрытием возможна лишь снизу вверх, что также определяет снижение скорости сварки. Поскольку характеристики расплавления электрода для обоих покрытий различаются несущественно, а скорости сварки сверху вниз и снизу вверх отличаются примерно в 2 раза, число слоев при сварке труб электродами с основным покрытием значительно меньше, а толщина каждого слоя соответственно выше. Поэтому возможности расчленения сварочных операций при сварке электродами с основным покрытием значительно хуже. Этому также способствует несколько отличающийся характер разбрызгивания. [13]
Для ручной сварки среднеуглеродистых сталей применяют электроды с фтористо-кальциевым покрытием УОНИ-13 / 55 и УОНИ-13 / 45, обеспечивающие достаточную прочность и высокую стойкость металла шва против образования кристаллизационных трещин. Чтобы избежать образования малопластичных и хрупких закалочных структур в околошовной зоне, при сварке средне-углеродистых сталей следует замедлить остывание изделий путем снижения скорости сварки, предварительного подогрева металла, сварки двумя и более раздвинутыми дугами. Чем больше содержание углерода в стали, тем выше должна быть температура подогрева металла при сварке. Даже при использовании всех указанных приемов сварные соединения на среднеуглеродистой стали чаще всего получаются недостаточно пластичными, так как закалка основного металла в околошовной зоне полностью не предотвращается. Если к сварному соединению предъявляются требования высокой пластичности, то для выравнивания свойств приходится применять последующую термообработку, чаще всего закалку с отпуском. [15]
Страницы: 1 2
www.ngpedia.ru