







Резка металла: как режут металл — инструменты и способы. Резка металла водой
Резка металла водой
Резание струей воды – это наиболее перспективное направление высокопроизводительной обработки различных материалов и, конечно, металлов – конструкционной и нержавеющей стали, алюминия, титана, меди и пр. Используя гидрорезание, можно производить как продольную, так и поперечную резку металлов. В настоящее время резку металла водой стали широко использовать в таких отраслях, как специальное машиностроение, авиастроение, судостроение.

Технология резки металла водой
ехнология гидроабразивной резки металлов существует уже двадцать лет. Суть этого метода довольно проста и заключается в том, что резка металла производится при помощи абразивно-жидкостной струи высокого давления. Абразивно-жидкостная струя в данном случае является универсальным инструментом.
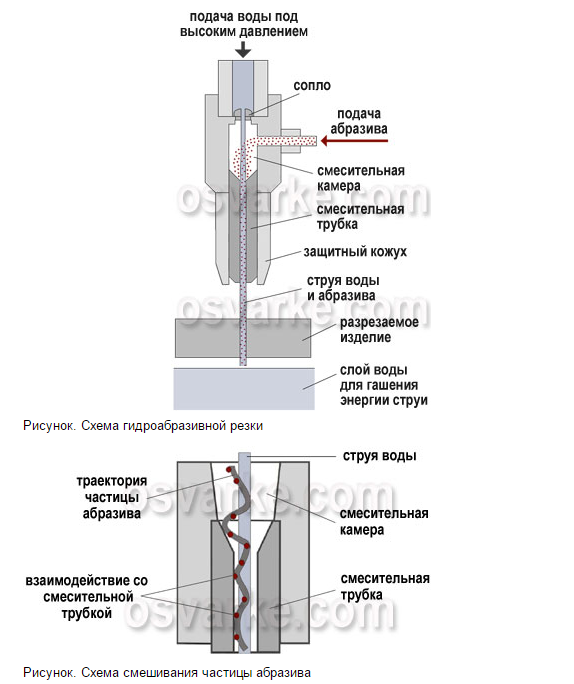
Сначала вода, сжатая до давления 4000 атмосфер насосом-мультипликатором, проходит через сопло, которое образует струю диаметром примерно 0,5 мм, а затем попадает в смесительную камеру. Струя воды в смесительной камере «подсасывает» абразив (это может быть гранитный песок, размер частиц которого составляет примерно 0,4 миллиметра). Дальше вода с абразивом проходит через твердосплавное второе сопло, внутренний диаметр которого составляет один миллиметр. Абразивно-жидкостная струя выходит из этого сопла со скоростью порядка 1200 м/сек и направляется в область резания металла. Остаточную энергию струи гасят при помощи специальной водяной ловушки.
Гидроабразивная резка металла
Гидроабразивная резка осуществляется на специальной установке, основными частями которой являются координатный стол и режущая головка. Над столом по направлению оси Х перемещается портал, на котором установлена тележка, которая может перемещаться по направлению оси Y. На тележке закреплена рабочая головка с режущим соплом, которая способна перемещаться по направлению оси Z. Следовательно, режущее сопло может производить резку металла по всем трем координатам – X, Y, Z. Это позволяет с очень высокой точностью обрабатывать и объемные, и плоские заготовки.
Диапазон возможных скоростей перемещения режущей головки над координатным столом находится в пределах 1-30000 мм/мин. Благодаря такому диапазону скоростей, возможна качественная и точная резка деталей самых разных толщин и размеров без смены установок.
Точность реза
очность реза, обеспечиваемая гидроабразивной резкой, а также полное отсутствие термического или механического влияния на зону резки предоставляют уникальные возможности относительно шаблонной резки материалов.

Компьютерное обеспечение гидроабразивного способа резания предоставляет возможность программировать резку деталей с любыми контурами, а также производить заготовки сразу «под размер», без каких-либо последующих механических или термических обработок и с минимальными отходами.
Метод гидроабразивной резки является в высшей степени универсальным, поскольку позволяет обрабатывать и большие, и очень маленькие детали с одинаковой точностью.
Читаем дальше - узнаём больше!
strofix.ru
Резка металла водой - видео гидроабразивной резки
 Начать статью предпочтительнее будет с вопроса. Действительно, чем резка металла водой (видео процесса этого, к слову, можно найти на нашем портале) будет отличаться от других существующих способов резки металла?
Начать статью предпочтительнее будет с вопроса. Действительно, чем резка металла водой (видео процесса этого, к слову, можно найти на нашем портале) будет отличаться от других существующих способов резки металла?
Наиглавнейшее, на наш взгляд, отличие состоит в том, что при такой резке не будут использоваться никакие режущие элементы — металлические или же керамические.
Не применяются также дуга и электричество, не применяется и специализированный газовый резак. Все процессы выполняются исключительно с помощью обыкновенного абразива и воды, которые в качестве струи (в смешанном виде) подаются в заданном направлении под высоким давлением.
Даже если происходит резка металла водой своими руками, в конечном итоге должен обязательно получаться ровненький шов, который выполнен с помощью той же воды и того же абразива (нередко, в качестве абразива может применяться разнородная металлическая крошка, песчаные насыпи и другие материалы).

Необходимо отметить — у такого способа, как гидроабразивная резка металла, цена которой может отличаться (в дальнейшем, в статье будет рассказано, почему) имеется определенное количество существенных положительных моментов!
Первое, на что обращают внимание сварщики — это то, что резка металла водой (видео это прекрасно демонстрирует) позволяет избежать травматических последствий для рабочего. Сам металл, в большинстве случаев, будет нагреваться вплоть до температурных показателей, находящихся в диапазоне от шестидесяти до девяноста градусов по Цельсию, но не более.
Умелый мастер, использующий станок гидроабразивной резки металла, цена на который в последнее время несколько упала по причине возрастающей среди производителей конкуренции, сумеет даже разрезать металл, толщина которого будет более десяти сантиметров!
Тем, кто уже успел обрадоваться кажущейся «дешевизне», можно смело успокоиться. Гидроабразивная резка металла — оборудование, цена и характеристики которой удивляют (выше мы просто описали факт вмешательства китайского рынка и реакцию на это вмешательство показателей стоимости агрегатов).
Процессы резки металла должны выполняться водой, подающейся под высочайшим давлением (вплоть до двухсот атмосфер) очень тонкой струей. Заметим, что производить работу с таким оборудованием надлежит предельно аккуратно.
Стоит сказать, что в некоторых моделях резаков отбрасываемые водяные брызги будут рикошетить вовнутрь струи, в других – выбиваться в стороны. Именно поэтому нужно применять защитный экран, произведенный из ударостойкого пластика — если не стараться избегать травм, это будет, что называется, «себе дороже».

Влияние материала на стоимость работ. Функции абразивов
Гидроабразивная резка металла, цена на которую часто обозначается личными предпочтениями сварщика, может стоить по-разному и из-за использования разных абразивных материалов. Главный недостаток абразивов — дороговизна. Абразив используется для так называемого «пробива» — то есть, он позволяет воде пробиться в углублённые слои металла, который обрабатывается.
Когда выполняют листовую резку металла, стараются использовать только резку водой, без смешивания с абразивами. Однако тут нужно учитывать то, что расход воды в данном случае будет очень высоким!

Какие плюсы у резки металла водой?
Основное преимущество заключается в том, что при использовании «скрытых» насадок практически не выделяются пыль или же водные брызги. Помимо этого, на отрезанном куске металла не остается заусениц. После хорошей резки не нужно даже производить шлифовку краёв, что достаточно удобно и ускоряет процессы производства.
Последнее, самое интересное преимущество заключается в имеющейся возможности выполнения резки без прямого участия оператора.
К станку просто-напросто подключают управляющий компьютер, а оператору, в свою очередь, нужно только лишь ввести данные, согласно ориентации механизмов на которые и будет происходить водяная резка металла!

Далеко не каждый двигательный элемент или насос могут поддерживать такое вот управление в «удаленном» режиме. В тексте ранее упоминалось о высокой стоимости оборудования — хотелось бы конкретизировать в конце статьи. Подобное оборудование действительно очень дорогое, и, в большинстве случаев, знаменитыми изготовителями производится только лишь по индивидуальному заказу от предприятий.
Представьте себе, что один лишь только блок управления в хорошем гидроабразивном резаке будет стоить около девяти тысяч американских долларов! Дополнительные устройства, помогающие осуществлять мониторинг за процессом резки – и того дороже!
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):Гидроабразивная резка своими руками с помощью станка
Гидроабразивная резка металла – один из ключевых способов разделки металла, без которого не может обойтись металлообрабатывающая промышленность. Существуют самые различные станки для гидроабразивной резки, которые часто превосходят по качеству обработки аппараты плазменной резки.
Стоит отметить, что гидроабразивная резка пользуется спросом не только в сфере машиностроения. Впервые такой способ обработки металла был использован американской авиастроительной компанией и с того времени широко используется во всем мире.
Особенности гидроабразивной резки
Технология гидроабразивной резки играет значительную роль в ходе обработки толстостенных заготовок из различных типов металла. Специалисты отмечают особую роль установок для гидроабразивной резки при создании труб разных диаметров и видов. Технология позволяет обрабатывать металл таким образом, чтобы на заготовках не оставалось окалин и других последствий резки.
Несмотря на относительно высокую стоимость аппаратов данного типа, они довольно просты в применении и не требуют дополнительных узлов для крепления обрабатываемых заготовок. К тому же при работе с гидроабразивными станками не создаются тучи пыли из отходов производства. Поскольку режущий инструмент фактически отсутствует, то не надо заниматься его заменой или следить за его остротой.
Абразивная резка металла осуществляется струей воды и абразивными элементами. Это позволяет не замедлять скорость обработки материалов, даже если они обладают очень заметными габаритами.
Точность и универсальность гидроабразивной резки позволяет работать не только с металлами, но и со стеклянными, пластиковыми и деревянными деталями. К тому же оборудование для гидроабразивной резки отличается безопасностью при работе и может быть установлено практически на любых производствах.
Классификация устройств
Гидроабразивные станки часто делят на ручные аппараты и устройства с числовым программным обеспечением (ЧПУ).

Конструкция абразивных станков для резки металла заметно сказывается на их технических характеристиках и производственной мощности.
Устройства с ручным управлением
Станки без ЧПУ полностью управляются оператором, который выставляет все параметры будущей обработки деталей. Кроме того, определенные этапы работы с заготовками оператору придется осуществлять самостоятельно. Но такие устройства имеют и целый ряд преимуществ:
- Относительно низкая цена.
- Одинаковое качество гидроабразивной резки титана, алюминия и других материалов.
- Простата в уходе и управлении, которая не требует от оператора больших знаний и опыта работы в области металлообработки.
- Достаточное количество функций, которые позволяют создавать простые детали с правильными геометрическими формами.
Аппараты с ЧПУ
Числовое программное обеспечение, установленное на гидроабразивных станках, значительно повышает их функциональность и производственную эффективность. Станки с ЧПУ позволяют качественно обрабатывать все виды металлических заготовок и делать это с высокой точностью. Автоматизированные аппараты обладают следующими преимуществами:
- Программное обеспечение позволяет создавать в заготовках отверстия необходимого диаметра.
- После завершения всех установленных операций, деталь не нуждается в дополнительной обработке.
- Программное обеспечение позволяет выбрать индивидуальный режим обработки для каждой заготовки. Аппарат сам подберет необходимые показатели струи и другие параметры.
- Аппараты с ЧПУ могут контролировать качество среза и самостоятельно менять его в соответствии с установленной программой и последовательностью действий станка.
В то же время такое устройство имеет и ряд существенных недостатков. Во-первых, стоимость гидроабразивного станка с ЧПУ значительно превышает цену на ручной аналог. Во-вторых, чтобы правильно задать параметры выполняемых работ, оператор должен обладать определенными знаниями в области металлообработки и опытом создания деталей на автоматизированных станках.
Область применения и особенности функционирования
Гидроабразивные станки считают наиболее подходящим средством для раскройки металлопроката, но их широко используют и в других целях. Вот наиболее распространенные методы применения данных устройств:
- Станки с ЧПУ позволяют создавать довольно сложные геометрические формы без постоянного контроля и участия со стороны оператора. Кроме того, программа, установленная на таком станке, значительно улучшает точность его работы.
- Готовые заготовки не требуют дополнительной шлифовки и других видов финишной обработки. Работу можно делать под необходимым углом наклона и это не скажется на качестве.
- Технология абразивной резки позволяет работать с деталями большой толщины. Для разных металлов показатели будут разными. Например, для титана – 1,5-2 см, а для меди – 5 мм.
- При помощи абразивных станков создают предметы дизайна и различные украшения, но для этого используют специальные модификации гидроабразивных устройств.
Принцип работы данных аппаратов базируется на подаче воды под высоким давлением. Кроме воды, для гидроабразивной резки используют гранатовый песок. Вода и добавочные компоненты хранятся в отдельных емкостях и только в процессе резки смешиваются в единую струю. Качество обработки деталей таким устройством очень похоже на разрезание металла лазером. Регулировка параметров струи позволяет обрабатывать заготовки под необходимыми углами.
Видео: резка водой с точностью скальпеля — гидроабразивная резка металла.
Эксплуатация станка и его конструктивные особенности
Строение данного аппарата таково, что сделать его своими руками и в домашних условиях практически невозможно. Более того, даже станки от непроверенных производителей могут быть опасными в использовании или просто низкого качества. Это будет сказываться на обработке заготовок и на сроках эксплуатации изделия.
Но даже качественные гидроабразивные станки требуют качественного ухода за собой. В первую очередь следует обратить внимание на изношенные элементы конструкции и расходные материалы.
Стоит отметить, что мощные станки расходуют довольно большое количество абразива за несколько минут работы, поэтому менять его придется относительно часто. В инструкции к любому устройству вы найдете информацию о том, какие микрочастицы лучше всего использовать, чтобы работать с максимальной эффективностью.
Особое внимание рекомендуют обращать на качество воды, которое используется во время работы с устройством. Перед применением жидкость проходит специальную фильтрацию и только после этого ее задействуют в процессе обработки деталей. Использование некачественной воды отрицательно сказывается на резке заготовок и на длительности эксплуатации самого станка.
Чаще всего в аппаратах данного типа ломается механизм подачи абразива и направляющие трубы. Важным элементом данного устройства является насос, без которого не удастся сохранить нормальное давление внутри станка, что крайне отрицательно повлияет на качество обработки.
metmastanki.ru
Резка металла струей воды, гидроабразивная резка
Я в шоке. Не видел раньше такого.
Вот специфка процесса.
Гидрорезка (водоструйная резка) – вид резки, при котором материал обрабатывается тонкой сверхскоростной струей воды. При гидроабразивной резке для увеличения разрушительной силы водяной струи в нее добавляются частицы высокотвердого материала – абразива.
Сущность процесса
Если обычную воду сжать под давлением около 4000 атмосфер, а затем пропустить через отверстие диаметром меньше 1 мм, то она потечет со скоростью, превышающей скорость звука в 3–4 раза. Будучи направленной на обрабатываемое изделие, такая струя воды становится режущим инструментом. С добавлением частиц абразива ее режущая способность возрастает в сотни раз, и она способна разрезать почти любой материал.
Технология гидроабразивной резки основана на принципе эрозионного (истирающего) воздействия абразива и водяной струи. Их высокоскоростные твердофазные частицы выступают в качестве переносчиков энергии и, ударяясь о частицы изделия, отрывают и удаляют последние из полости реза. Скорость эрозии зависит от кинетической энергии воздействующих частиц, их массы, твердости, формы и угла удара, а также от механических свойств обрабатываемого материала.
Технология резки
Вода, нагнетаемая насосом до сверхвысокого давления порядка 1000–6000 атмосфер, подается в режущую головку. Вырываясь через узкое сопло (дюзу) обычно диаметром 0,08–0,5 мм с околозуковой или сверхзвуковой скоростью (до 900–1200 м/c и выше), струя воды поступает в смесительную камеру, где начинает смешиваться с частицами абразива – гранатовым песком, зернами электрокорунда, карбида кремния или другого высокотвердого материала. Смешанная струя выходит из смесительной (смешивающей) трубки с внутренним диаметром 0,5–1,5 мм и разрезает материал. В некоторых моделях режущих головок абразив подается в смесительную трубку. Для гашения остаточной энергии струи используется слой воды толщиной, как правило, 70–100 сантиметров.
masterok.livejournal.com
Как происходит резка металла водой?
#1
Обсуждаемая технология активно используется в промышленной сфере уже более 20 лет. Конечно, понятие "резка металла водой" вовсе не означает, что мастер обрабатывает выбранный материал обычной струей из-под крана. Резка металла водой - это достаточно сложный трудоемкий процесс, который невозможно повторить в домашних условиях. Специалисты отмечают, что на сегодняшний день обсуждаемый способ обработки различных материалов (в том числе нескольких типов металлов, среди которых титан, алюминий, медь, нержавеющая и конструкционная сталь) является максимально производительным и перспективным. В будущем мастера планируют активно развивать его и совершенствовать. В целом можно сказать, что данная технология еще довольно молодая и плохо изученная. Несмотря на это она активно применяется в современном производстве.
#2
Важно отметить, что при помощи воды можно осуществлять не только продольную, но также и поперечную резку металла. Неудивительно, что этот способ особенно активно применяется в судо-, авиа- и машиностроении. На первый взгляд обсуждаемый метод резки металла кажется слишком непонятным и запутанным. На самом деле суть его достаточно проста. В работе с металлом используется не обычная вода, а специальная абразивно-жидкостная струя. Конечно, нельзя не отметить и высокое давление в ней. Такую струю пори работе с металлом большинство специалистов называют универсальным инструментом.
#3
Чтобы добиться нужного давления в струе (4 тысячи атмосфер), вода сжимается до такого состояния особым насосом-мультипликатором. Далее ее требуется пропустить через специальное сопло, благодаря которому жидкость преобразуется в тонкую струю. Ее диаметр составляет приблизительно 0,5 миллиметра. Конечно, замерить этот параметр точно практически невозможно. Только после этого вода отправляется в подготовленную заранее смесительную камеру. В последней уже находится особый абразив, который начинает "работать" с жидкостью, как бы "подсасывая" ее. Что касается данного вещества, то его роль могут выполнять самые разные объекты. Чаще всего в процессе резки металла водой абразивом становится мельчащий гранитный песок. Размер его частиц не превышает 0,4 миллиметра.
#4
Но на этом путь воды не прерывается. Далее жидкость отправляется в "путешествие", уже смешавшись с абразивом. Ей потребуется пройти и еще через одно сопло - твердосплавное. Внутренней диаметр данной мелкой детали составляет всего 1 миллиметр. Уже из указанного миниатюрного сопла, подготовленная струя выходит с внушительной скоростью приблизительно в 1200 м/миллиметр. Она направляется непосредственно на ту часть металлической заготовки, которую необходимо разрезать. На этом завершающем этапе специалистам не обойтись без специальной водяной ловушки. Именно ей удается погасить остаточную энергию струи жидкости. У такого способа обработки обсуждаемого материала есть сразу несколько неоспоримых достоинств. В первую очередь это высочайшая точность резки. Она совершается точно по заданным заранее параметрам.
#5
Кроме того, на выбранную для обработки область металла не оказывается никакого механического или термического влияния. В результате поверхность никаким образом не портится и не нарушается. Это дает широчайшие возможности в сфере непосредственно шаблонной резки различных металлов (указанных выше) и других аналогичных твердых материалов. Также важно отметить, что обсуждаемый способ дает специалистам возможность заранее выбрать и запрограммировать резку деталей любого размера, формы и с любыми контурами на компьютере. И, наверное, самое значительное достоинство гидроабразивного метода заключается в том, что он позволяет с первого раза производить заготовки нужного размера, которые не требуют дальнейшей термической или механической обработки специальными инструментами. В результате снижается количество отходов производства, а, значит, уменьшаются и затраты на него.
#6
Интересно, что такой метод резки металлов дает возможность мастерам работать как с очень маленькими, так и с крупными масштабными деталями. При этом, независимо от их размеров, результат получается одинаково удачным и точным. В отличии от резки любыми другими современными способами в процессе работы с металлом и водой можно забыть об опилках, пыли и огромном количестве грязи на производстве. Среди минусов такого метода можно отметить только один - очень низкая скорость работы. Именно над этим параметром в настоящее время активно работают профессионалы, пытаясь в несколько раз повысить производительность гидроабразивной резки самыми разными способами.
uznay-kak.ru
Подводная резка металлов | Сварка и сварщик
Резка металлов под водой имеет большое значение при выполнении судоремонтных, судоподъемных и аварийно-спасательных работ.
Резка металлов под водой отличается многими специфическими особенностями. Разрезаемый металл находится в воде и интенсивно охлаждается, что затрудняет его достаточный прорев. Резчик, работающий под водой стеснен в своих движениях, так как он одет в специальное водолазное снаряжение. Видимость при подводной резке также ограничена.
Существуют три вида подводной резки металла:
- газопламенная;
- дуговая;
- кислородно-дуговая.
При любом способе резка выполняется в газовой среде, которая создается искусственно или возникает естественно в процессе резки. Нагрев металла при резке под водой обеспечивается созданием газового пузыря, который оттесняет воду как от пламени, так и от нагреваемого участка разрезаемого металла.
Для подводной газокислородной резки применяют специальные резаки, которые работают на газообразном водороде или на жидком горючем бензине. Под водой металл охлаждается интенсивнее, чем на воздухе, поэтому для его подогрева требуется пламя в 10-15 раз мощнее, чем для аналогичных работ на воздухе.
Подводные резаки имеют устройства для создания и поддержания газового пузыря, оттесняющего воду от пламени. Для образования защитного газового пузыря служит углекислый газ, оксид углерода и дополнительно вдуваемый воздух.
Головка водородно-кислородного резака состоит из колпака 3 и мундштуков 1 и 2. По центральному каналу мундштука 1 поступает режущий кислород 4, а по кольцевому каналу между мундштуками 1 и 2 - водородно-кислородная смесь 5, образующая подогревающее пламя 7. Снаружи мундштука 2 имеется колпак 3, через который поступает сжатый воздух 6, служащий для образования пузыря 9 вокруг пламени. Пламя резака зажигают над водой, после чего в мундштук подается сжатый воздух 6 и резак опускают под воду 10 (8 - струя режущего кислорода). Если пламя под водой погасло, то поднимают резак, зажигают и регулируют подогревающее пламя и производят вторичное погружение. При работе на больших глубинах применяют подводное зажигание пламени резака. Для этой цели служит "зажигательная дощечка" и аккумуляторная батарея.
Рисунок 1 - Схема головки водородно-кислородного резака для подводной резки
Резак для водородно-кислородной подводной резки показан на рисунке 2. Водородно-кислородным резаком режут стали толщиной до 70 мм на глубине до 30 м. Резак состоит из мундштука 1, головки 2, колпака 7, вентилей 4 и 6 и рукоятки 5. Режущий кислород подается через вентиль 4 в - центральный канал мундштука 1. Водородно-кислородная смесь поступает в головку 2 по трубке 3, а сжатый воздух - в колпак 7 через вентиль 6. Водород и кислород поступают в резак по шлангам из баллонов. Воздух, подается по отдельному шлангу из компрессора или баллонов. Водородно-кислородное пламя не имеет ярко выраженного ядра (отсутствуют частицы углерода в пламени), что усложняет его регулировку. Поэтому более удобным является применение в качестве горючего бензина. При резке металлов под водой бензин не испаряется, а распыляется кислородом. В зону подогревающего пламени подается распыленный бензин, который успевает испариться и сгореть в кислороде.
Рисунок 2 - Резак для водородно-кислородной резки
Резак для бензинокислородной резки изображен на рисунке 3. Бензорез состоит из головки 1, соединительных трубок 2 и корпуса с рукояткой 3. На корпусе рукоятки резака имеются три вентиля - вентиль 4 для бензина, 5 и 6 для кислорода. Бензин подают из напорного бачка, необходимое давление создается азотом, подаваемым из баллона через редуктор.
Рисунок 3 - Резак для бензин-кислородной подводной резки
Сущность электрокислородной подводной резки заключается в том, что место реза подогревается дугой прямого действия, горящей между изделием и трубчатым стальным электродом, через который подается режущий кислород. Кислород к электроду подводят через электрододержатель, для пуска кислорода держатель снабжен вентилем. Для электрокислородной резки используют металлические, угольные или графитовые электроды, наибольшее применение нашли стальные электроды. Для изготовления электродов применяют стальные цельнотянутые трубки наружным диаметром 5-7 мм, внутренним - 2-3 мм, длиной - 450 мм со специальным водонепроницаемым покрытием. Для питания используют установки постоянного тока. При резке применяется прямая полярность, сила тока не превышает 400 А. Электрокислородную резку можно выполнять на значительных глубинах до 100 м. Расход кислорода составляет 6-10 м3/ч. Недостатком электрокислородной резки стальным электродом является большой расход электродов. Электрод длиной 450 мм расходуется в среднем в течение 1 мин.
а - стального трубчатого электрода; 1 - стальная толстостенная трубка, 2 - обмазка, 3 - канал для кислорода; б - угольного электрода; 1 - угольный электрод или графитовый стержень, 2 - металлическая оболочка, 3 - трубка для кислорода, 4 - покрытие; в - карборундового электрода; 1 - карборундовый стержень, 2 - металлическая оболочка, 3 - канал для кислорода, 4 - покрытие
Рисунок 4 - Поперечный разрез
Для резки применяют также угольные или графитовые электроды. В осевой канал электрода вставляется медная или кварцевая трубочка. Для увеличения электропроводности электрода: и повышения механической прочности стержни покрывают снаружи металлической оболочкой, на поверхность которой наносят водонепроницаемый слой покрытия. Угольный электрод длиной 250 мм горит 10-12 мин.
К недостаткам угольных электродов относится значительный наружный диаметр 15-18 мм, что не позволяет вводить электрод в полость реза. Для электрокислородной подводной резки нашли применение трубчатые карборундовые электроды со стальной оболочкой и водонепроницаемым покрытием. Срок службы карборундового электрода длиной 250 мм, диаметром 12-15 мм - 15-20 мин.
weldering.com
как режут металл — инструменты и способы
В упрощённом виде технология резки металла заключается в следующем:
- Режущая кромка инструмента внедряется в заготовку;
- Движение инструмента по верхнему слою металла приводит к отрыву его от основной заготовки, срезаемый слой при этом испытывает пластическую деформацию.
Когда создавшееся в этом слое напряжение становится выше прочности металла, происходит скалывание и образуется стружка (элементы припуска постепенно переходят в стружку).
Резка металла может быть холодной и с применением высокотемпературных технологий.
При холодном способе — к материалу применяется механическое воздействие, режущий инструмент при этом должен иметь большую твердость, чем заготовка. В этом случае используются различные пилы, прессножницы, шлифмашинки, болгарки.
При горячей обработке — металл при помощи инструмента расплавляется в месте разреза, а расплав удаляется потоком газа. Системы для такого способа резки – это автогены, плазменная резка, кислородная, воздушно-дуговая, лазерная.
При применении некоторых способов обработки нельзя получить необходимую чистоту — это воздушно-дуговая, кислородная резка и обработка болгаркой. Поэтому эти способы применяют для подготовительных работ, нарезания заготовок и демонтажа.
Полезно: металлорежущие станки.
Виды резки:
Та как же режут металл?
Способы резки металла можно разделить на несколько групп: механическая резка (зенкование, сверление, фрезерование, шлифование и др), гидроабразивная, лазерная, газовая, плазменная резка.
Механическая резка может производиться при помощи углошлифовальной машины (болгарки), гильотины, стационарной циркулярной пилы, ленточнопильного станка. Существенным недостатком механической резки является то, что с её помощью возможно производить только прямолинейные разрезы. К достоинствам относят экономичность, высокую точность и ровные края разреза.
- Резка болгаркой применяется для сортового металлопроката, имеющего небольшой и средний диметр и используется в производстве уголков, арматуры, квадратов, кругов и т.д. Данный метод отличается, с одной стороны, невысокой производительностью, с другой – малыми количествами побочных продуктов – окислов и окалины в месте разреза.
- Резка циркулярной пилой позволяет производить разрезы под углом, а также достигать высокой точности и качества разреза. К недостаткам можно отнести низкую скорость, ограничения в глубине разреза и сравнительно высокое количество отходов.
- Резка или, точнее, рубка металла гильотиной является наиболее продуктивным и недорогим способом обработки металла. При этом имеются ограничения в производстве деталей со сложной конфигурацией.
- Ленточнопильный станок позволяет производить резку любых металлов и сплавов, в том числе и под углом, с минимальными потерями металла, получая идеальную кромку. Способ имеет ограничения в размерах отрезаемых деталей.
Гидроабразивная резка является одним из инновационных методов и позволяет с высокой точностью производить раскрой металла толщиной до 30 см. При использовании данного метода не требуется последующая обработка краёв разреза. Резка производится на специальном оборудовании при помощи смеси воды с абразивным песком, которая подаётся под высоким давлением через узкое сопло. К преимуществам метода относится отсутствие термического воздействия на металл, что предупреждает его деформацию. К недостаткам – высокая стоимость и неприменимость для металлов, подверженных коррозии.
Газовая резка производится при помощи специального оборудования путём интенсивного оплавления металла, которое происходит под воздействием направленного потока газокислородной смеси. Данный способ подходит для резки металлов и сплавов, имеющих небольшую теплопроводность. Для газовой резки характерно наличие в местах разреза окислов, наплывов и окалины, образующихся под воздействием высоких температур.
Плазменная резка осуществляется при помощи подающейся под высоким давлением смеси газов, в результате чего происходит частичное выгорание , плавление и полное выдувание частиц металла в месте разреза. Данный способ применим к любым разновидностям металла, он является одним из наиболее экономичных и производительных методов (в 4 раза быстрее лазерной резки, в 8 раз – гидроабразивной и в 10 – механической). Потери металла при плазменной резке минимальны, как и негативное воздействие на окружающую среду. Плазменную резку применяют для любого токопроводящего металла толщиной от 1 до 150 мм, при этом полученные детали имеют ровные и гладкие кромки и не требуют последующей обработки. Способ применим как для единичного, так и для серийного производства.
Лазерная резка металла происходит на специальных станках под интенсивным воздействием на прокат лазерного луча, который испаряет часть металла. Оставшийся в месте разреза расплавленный металл выдувается потоком газовой смеси. При помощи лазерной резки можно получать детали высокой точности и любой конфигурации, с ровными, не требующими обработки краями. К достоинствам можно отнести и отсутствие деформации.
Недостатками данного метода являются его высокая стоимость, ограничения в толщине проката (до 20 мм) и типе металла (метод плохо подходит для нержавеющей стали, алюминия и других металлов, обладающих высокой отражающей способностью).
Дополнительно:
- Резка металла под водой.
- Резка чугуна.
- Резка цветного металла.
kudavlozitdengi.adne.info




