







Что такое плазменная резка металлов - описание технологии. Резка металла что такое
Слесарная резка - Резание металла
 Слесарная резка
Слесарная резка Категория:
Резание металла
Слесарная резка Резкой называют процесс разделения заготовки на части заданных размеров и формы. Резку применяют для получения заготовок заданных размеров и формы из сортового и листового проката, а также прорезей и отверстий в заготовках. Современные методы резки обеспечивают высокопроизводительную обработку заготовок практически любых размеров и из материалов с любыми физико-механическими свойствами.
Различают следующие технологические методы резки.1. Распиливание ножовками, ленточными и дисковыми пилами. Используется для резки сортового проката.2. Резка ножницами. Применяется для резки листового проката.3. Резка на металлорежущих станках (токарных, фрезерных и др.).4. Анодно-механическая, электроискровая и светолу-чевая (лазерная) резка. Эти методы применяют в тех случаях, когда другие методы не обеспечивают достаточной производительности и требуемого качества. Например, они используются для резки высокопрочных материалов по сложному и точному контуру и т. д.5. Ацетиленокислородная резка. Ее используют для резки заготовок значительной толщины из углеродистой стали. Она не обеспечивает высокой точности, приводит к изменению структуры и химического состава материала в месте реза. Однако она широко распространена в условиях единичного производства благодаря своей простоте, высокой производительности и универсальности.
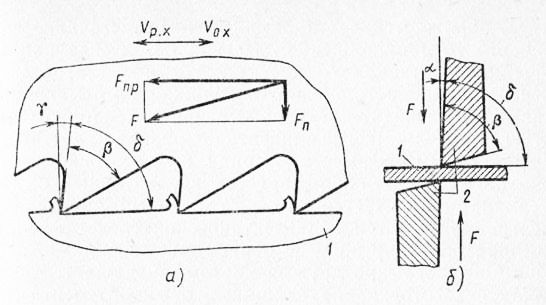
Рис. 1. Распиливание (а) и резка заготовок на ножницах (б): 1 — заготовка, 2 — ножи; у — передний угол, а — задний угол, Р — угол заострения, 8 — угол резания
Резка может производиться как вручную, так и механически.
Физическая сущность резки основана на различных способах разрушения материала заготовки в месте реза.
При распиливании и резке на металлорежущих станках сила F, приложенная к режущему клину, направлена под острым углом к обрабатываемой поверхности. Поэтому режущий клин срезает материал и превращает его в стружку. При резке на ножницах сила F, приложенная к режущему клину, перпендикулярна обрабатываемой поверхности. Поэтому инструмент разрезает материал без образования стружки.
Электроискровая резка основана на электрической эрозии (разрушении) материала заготовки. Конденсатор С, включенный в зарядный контур, заряжается через резистор R от источника постоянного тока напряжением 100—200 В. Когда напряжение на электродах (инструменте) и (заготовке) достигнет пробойного, между их ближайшими микровыступами происходит искровой разряд продолжительностью 20—200 мкс. Температура разряда достигает 10 000—12 000 °С. В месте разряда на заготовке мгновенно расплавляется и испаряется элементарный объем материала и образуется лунка. Удаленный материал в виде гранул остается в диэлектрической среде (масле), в которой проходит процесс обработки. Разрядами, следующими непрерывно друг за другом, разрушается весь материал заготовки, находящийся от инструмента на расстоянии 0,01—0,05 мм. Для продолжения процесса обработки электроды необходимо сблизить, что делается автоматически.
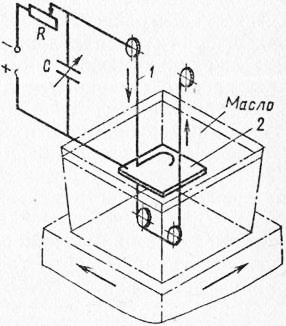
Рис. 1.6. Электроискровая резка заготовок: 1 — проволока-инструмент, 2 — заготовка
При ацетиленокислородной резке металл заготовки в месте реза сначала подогревают ацетиленокислород-ным пламенем до температуры его воспламенения в кислороде (для стали 1000—1200 °С). Затем в это место направляют струю кислорода и металл начинает гореть. При этом выделяется столько теплоты, что ее достаточно для поддержания непрерывного процесса резки.
Анодно-механическая резка основана на комбинированном разрушении материала заготовки — электрическом, химическом и механическом. Постоянный ток, проходящий в месте реза между заготовкой и инструментом, вызывает электрическую эрозию поверхности заготовки. Образующиеся расплавленные частицы материала выносятся из зоны обработки вращающимся инструментом — диском. Одновременно электролит, подаваемый в зону обработки, под действием электрического тока образует на поверхности заготовки пленки оксидов, которые удаляются тем же вращающимся инструментом.
Инструменты для резки. При распиливании в качестве режущих инструментов применяют ножовочные полотна (для ручной и механической ножовок), ленточные и дисковые пилы. Ножовочные полотна и ленточные пилы представляют собой тонкую ленту из быстрорежущей или легированной (Х6ВФ, В2Ф) стали с мелкими зубьями в виде клиньев на одной или двух сторонах. Ленточные пилы получают путем сгибания ленты в кольцо и спаивания ее концов высокотемпературным припоем. У дисковой пилы зубья расположены на периферии диска. Режущие зубья закаливают до твердости 61 — 64 HRQ. Для того, чтобы инструмент не заклинивал в узком пропиле, его зубья разводят.
При выборе инструмента для распиливания в первую очередь следует учитывать длину пропила и твердость обрабатываемого материала.
При длинных пропилах необходимо выбирать полотна с крупным шагом зубьев, а при обработке тонкостенных заготовок — с мелким. В резании должны одновременно участвовать не менее трех зубьев.
Чем выше твердость обрабатываемого материала, тем больше должен быть угол заострения. Образующаяся в этом случае стружка имеет форму запятой и плотно укладывается в небольшом пространстве. При обработке мягких материалов следует применять инструменты с большим пространством для стружки. Положительный передний угол повышает производительность, так как в этом случае зуб режет, а не скоблит материал заготовки.
Для обработки высокопрочных материалов применяют ножовочные полотна с синтетическими алмазами на рабочей поверхности.
Для резки листового материала применяют режущие инструменты в виде ножей, которые чаще всего выполняются съемными. Ножи бывают с прямолинейными, криволинейными и круглыми (роликовыми и дисковыми) режущими кромками.
При анодно-механической резке в качестве инструмента используют тонкие диски из мягкой стали. На электроискровом станке в качестве инструмента для вырезания применяют непрерывно перемещающуюся проволоку.
Оборудование и приспособления для резки. В условиях инструментального цеха небольшие заготовки режут ручной ножовкой. Ножовочное полотно крепят в рамке так, чтобы зубья были направлены от рукоятки.
Ручные рычажные ножницы предназначены для резки листового материала. В инструментальных цехах используют небольшие переносные ножницы. На них можно разрезать листовую сталь толщиной до 4 мм, алюминий и латунь — до 6 мм.
Ручные ножницы предназначены для резки листового материала, изготовления заготовок с криволинейным контуром, вырезания в заготовках отверстий сложного контура. Для прямолинейного реза применяют ножницы с прямыми широкими ножами. Если верхняя режущая кромка расположена справа относительно нижней, то ножницы называются правыми, а если слева — левыми. Для получения наружных криволинейных резов используют ручные ножницы с изогнутыми широкими ножами. Вырезание внутренних криволинейных контуров производят ножницами с узкими изогнутыми ножами.
Механическую резку листового материала выполняют ручными электроножницами, виброножницами, а также на роликовых, многодисковых и листовых ножницах.
Последовательность и приемы работ при резке. Резке предшествует разметка. Затем выбирают метод резки, оборудование и инструмент.
Большое значение для качественной обработки имеет правильное выполнение приемов резки. Расположение заготовки и инструмента при ручной резке должно быть таким, чтобы разметочная риска постоянно была доступна для наблюдения. При большой длине реза нажим на ножовку увеличивают, при малой — уменьшают. Так как зубья ножовки особенно легко ломаются в начале и в конце реза, в эти моменты нажим на нее должен быть минимальным.
Ручные ножницы при резке следует раскрывать на 2/3 длины режущих кромок. В этом случае они легко захватывают заготовку и хорошо режут. Плоскость резания всегда должна быть перпендикулярна разрезаемой поверхности заготовки. Перекос ведет к заеданию, смятию кромок и появлению заусенцев.
Большое значение имеет правильная регулировка инструмента. Так, при слабом натяжении ножовочного полотна в ручной ножовке рез получается косым. Большой зазор между ножами ведет к образованию заусенцев. Появление заусенцев при правильно отрегулированных ножах является сигналом об их затуплении.
Выполняя резку ручной ножовкой, следует стоять свободно и прямо, вполоборота к тискам.
Читать далее:
Слесарная правка
Статьи по теме:
pereosnastka.ru
определение, назначение, технология выполнения с детальным пооперационным описанием
РЕЗКА — слесарная операция, выполняемая при надрезании, вырезании и разрезании на части металла и различных твердых материалов (текстолита, гетинакса и др.).
В ремонтной практике операции резки выполняют:
вручную — с помощью ножниц по металлу и ножовок;
машинным способом - гильотинными ножницами ;
на металлорежущих станках.
Ручные ножницы состоят из двух половинок, соединяемых между собой винтом.
Каждая половинка ножниц составляет одно целое: нож и ручку.
Промышленность изготавливает ножницы правые и левые. У правых ножниц верхняя режущая кромка лезвия расположена справа от нижнего лезвия, а у левых – с левой стороны.
На рисункаха и б показана правильная хватка ножниц в зависимости от условий выполнения технологической операции.
Ручная резка ножовкой
Ножовочное полотно должно быть закреплено в станке так, чтобы оно не было натянуто слишком туго или слабо, зубья ножовочного полотна должны быть направлены «от себя», т. е. в сторону движения ножовки вперед.
Во время резки ножовку следует держать в горизонтальном положении; нормальная длина хода ножовки должна быть такой, чтобы в работе участвовало не менее 2/3 длины ее полотна.
Резка деталей с прямолинейными кромками из листов толщиной до 40 мм, как правило, производится на гильотинных ножницах.
Разрезаемый лист заводится между нижним и верхним ножами до упора и зажимается прижимом. Верхний нож, нажимая на лист, производит скалывание.
10. Рубка металлов: определение, назначение, технология выполнения с детальным пооперационным описанием
РУБКА – это слесарная операция, при выполнении которой с помощью режущего и ударного инструмента с обрабатываемой поверхности или заготовки снимается слой металла либо металл разрубается на части.
Рубка относится к числу грубых слесарных операций с точностью о,5 – 1мм.
Инструменты для выполнения рубки
ЗУБИЛО
КАНАВОЧНИК
КРЕЙЦМЕССЕЛЬ
МОЛОТОК
ПРИЕМЫ РУБКИ
Перед началом работы необходимо установить высоту тисков, прочно их закрепить и принять правильное положение. Заготовка должна выступать на 3-5см
ТЕХНОЛОГИЯ РУБКИ
11. Опиливание металлов: определение, назначение, технология выполнения с детальным пооперационным описанием
ОПИЛИВАНИЕМ называется снятие слоя металла с поверхности обрабатываемой заготовки посредством специального режущего инструмента - напильника.
Опиливание:
КЛАССИФИКАЦИЯ НАПИЛЬНИКОВ (по назначению)
Драчевые напильники – применяются для грубой обработки металлической поверхности.
Личные напильники – применимы для окончательной точной обработки и получения чистой, не зазубренной поверхности.
Бархатные – применяются для окончательной обработки металла.
КЛАССИФИКАЦИЯ НАПИЛЬНИКОВ (по форме)
Круглый напильник – обработка круглых, овальных и вогнутых поверхностей;
Полукруглые напильники – имеет две стороны, плоскую и круглую, одной стороной обрабатывает плоскости, другой вогнутые и полукруглые поверхности;
Трехгранные напильники – обработка поверхностей и отверстий, недоступных для плоских напильников;
Квадратные напильники – обработка узких прямых поверхностей, недоступных для плоских напильников;
Плоские напильники с овальными ребрами – служат для обработки различных видов закруглений.
ПРИЕМЫ ОПИЛИВАНИЯ МЕТАЛЛА
Во время работы напильник совершает возвратно-поступательные движения: вперед — рабочий ход, назад— холостой. В процессе рабочего хода инструмент прижимают к заготовке, во время холостого — ведут без нажима. Перемещать инструмент надо строго в горизонтальной плоскости. Сила нажатия на инструмент зависит от положения напильника. В начале рабочего хода левой рукой нажимают немного сильнее, чем правой. Когда к заготовке подводится средняя часть напильника, нажим на носок и ручку инструмента должен быть примерно одинаковым. В конце рабочего хода правой рукой нажимают сильнее, чем левой.
Различают несколько способов опиливания: поперечное, продольное, перекрестное и круговое.Поперечное опиливание (рис а) выполняют при снятии больших припусков. При продольном опиливании заготовок (рис. б) обеспечивается прямолинейность обработанной поверхности. Лучше сочетать эти два способа опиливания: сначала опиливание выполняют поперек, а затем — вдоль. При опиливании перекрестным штрихом (рис. в) обеспечивается хороший самоконтроль за ходом и качеством работы. Сначала опиливают косым штрихом слева направо, затем, не прерывая работы, прямым штрихом и заканчивают опиливание снова косым штрихом, но уже справа налево .Круговое опиливание (рис. г) выполняют в тех случаях, когда с обрабатываемой поверхности нужно снять частые неровности.
При опиливании плоскостей, расположенных под прямым углом, сначала опиливают начисто одну из поверхностей, а затем обрабатывают вторую поверхность под прямым углом к первой. Опиливание поверхностей по внутреннему прямому углу осуществляется так, чтобы ко второй поверхности было обращено ребро напильника, на котором нет насечки.
Правильность опиливания проверяют линейкой или угольником на просвет (см.рис.): если просвет отсутствует — поверхность ровная. Долговечность напильников во многом зависит от ухода за ними.
От долгого использования насечка напильника выкрашивается и стирается, в результате чего инструмент теряет режущую способность. Чтобы продлить срок службы напильника, его натирают мелом, предохраняющим насечку от забивания мелкой стружкой. Если насечка напильника все же забилась опилками, ее нужно очистить стальной щеткой.
studfiles.net
Способы резки металла - Компания С-АВТ
Ту или иную технологию резки металла следует выбирать, исходя из предполагаемых вариантов и целей дальнейшего использования полученной продукции. Ведь один способ обработки может существенно ухудшить качества металла, а второй идеально подойдёт для вашей индивидуальной задачи. Поэтому, в первую очередь необходимо определиться с правильным выбором, при котором должны учитываться следующие факторы: стоимость расходных материалов, простота установки оборудования, скорость обработки, наиболее подходящие качественные характеристики.
Какие бывают виды обработки металла?
Термический и механический – два основных способа, с помощью которых происходит обработка металла. Так, например, фрезерование, резка водой и ножницами, распиловка, штамповка, сверление относятся к механическому методу воздействия. А технология электрической эрозии, кислородная, лазерная и плазменная резки к термическому методу воздействия.
Какие бывают способы резки металла?
Гидроабразивная резка
На сегодняшний день является одним из самых популярных и востребованных способов обработки металлической продукции. Основное преимущество этого вида резки заключается в том, что поверхность используемой детали не нагревается и вследствие этого исключается появление окалин и прожогов, газов и токсичных испарений. Здесь задействовано несколько резаков при создании большого количества форм. Но, конечно, есть и минусы – небольшой срок эксплуатации инструмента до замены рабочих деталей, высокая стоимость и повышенный уровень шумообразования. Сточные воды при подобной работе надо будет регулярно очищать.
Газовая резка
Эта термическая резка металла отлично подойдёт при любой толщине детали. Стоимость оборудования и обслуживания в процессе эксплуатации относительно низкая. Тем не менее, скорость обработки при газовой или как её ещё называют, кислородной резке тоже невысока и существуют определенные рамки, зависящие от качественного состава металла. Поэтому данный способ применяется ограниченно – только для углеродистых сталей. Чтобы добиться достойного качества необходимо заранее убедиться в идеальном состоянии поверхности обрабатываемого металла (при этом останется обширная зона термического воздействия).
Лазерная резка
Экономичная работа в рамках данной технологии будет производиться в высокоскоростном режиме. Её характеризует наличие небольших разрезов и ограниченной зоны термического воздействия, а также большой выбор форм. Материал при лазерной резке не подвергается деформации, но его выбор может быть ограничен по толщине материала (максимум 2 см). Также данный метод обработки не подходит для всех без исключения материалов. Стоимость сервисного обслуживания в процессе работы будет достаточно высока, а производительность находится на весьма среднем уровне.
Вырубка и сверление металла
Здесь доступна высокая эффективность и профессиональное качество работы даже с перфорированными материалами. Из плюсов: полное отсутствие зоны воздействия высоких температур при доступной себестоимости обработки изделия. К минусам же относятся: появление нечеткого среза, небольшая деформация металла и низкие условия безопасности самого процесса вырубки. В целом, оборудование недешевое с ограничениями по форматам деталей (лучше использовать при обработке не сложных деталей).
Электроэрозия
Такая термическая резка металла стала применяться ещё в 30-х годах 20 века. Она базируется на методе извлечения частиц металла при помощи электрического заряда. Обладает высокой точностью обработки (фрезеровки), идеально подходит для толстых материалов. Возможна резка сразу нескольких тонких листов металла или гофрированных материалов одновременно. Но скорость самого процесса электроэрозии будет весьма не высокой, хотя это и оправдывается дешевизной, как используемых материалов, так и самого инструмента. Итоговая стоимость по сравнению с механической обработкой обойдётся гораздо ниже.
Будущее отрасли резки металла
Помимо всех этих известных способов резки существуют ещё и инновационные разработки, например, термическая резка металла с применением электромагнитного импульса, не оставляющего следов, работающего быстро и бесшумно. Также в ограниченных масштабах применяется ультразвуковая резка металла, апробация которой уже давно проводится в экспериментальных лабораториях.
Кто знает – может, пройдёт всего лишь несколько лет, и мы станем свидетелями широкомасштабного прорыва на рынке резки металла, способного кардинальным образом изменить наше представление об этих, казалось бы, привычных и обыденных, методах.
c-avt.com
Что такое плазменная резка металлов - описание технологии
В настоящее время существует несколько разных способов резки металлических изделий. Все методы отличаются друг от друга эффективностью и стоимостью. Но важным фактором является то, что некоторые способы могут использоваться только на промышленном предприятии, в то время как иные также могут применяться и в домашних условиях.

Среди методов, применяющихся в быту, особенно следует подчеркнуть плазменную резку металлов. Ведь, по сути, эффективность данного способа ограничивается тем, насколько опытен мастер и правильно ли была подобрана установка.
Для большего понимания давайте подробнее разберемся с тем, что представляет собой резка металла при помощи плазмы, как она осуществляется, а также в каких сферах она может применяться.
Основы плазменной резки металла
Прежде чем разбираться с основами плазменной резки металлических изделий, необходимо узнать, что такое плазма. Потому как от правильного понимания данного термина и принципов работы с плазматроном напрямую зависит качество конечного результата.
Для успешной резки металлов рабочая струя, состоящая из жидкости и газа и направленная на обрабатываемую поверхность, должна быть доведена до определенных характеристик. К данным характеристикам следует отнести:
- скорость. Рабочая струя подается на поверхность металлического изделия под большим давлением. То есть плазменная резка подразумевает моментальный нагрев металла и его последующий выдув. Следует отметить, что скорость струи может достигать 1.5-4 км за секунду;
- температуру. Так как для создания плазмы необходимо за максимально короткое время разогреть металлическое изделие до 5-30 тысяч градусов Цельсия, то для достижения такого показателя используется электрическая дуга. После того, как воздух достигнет необходимой температуры он ионизируется, поменяет свои свойства и обретет способность проводить электрический ток. В процессе плазменной резки также могут использоваться системы для нагнетания воздушного потока и специальные осушители для удаления излишков влаги;
- наличие электроцепи. Сразу следует отметить, что абсолютно все о резке металлов при помощи плазмы можно узнать только на практике. Но все же определенные нюансы нужно учитывать еще перед покупкой установки. На современном рынке представлены плазматроны прямого и косвенного действия. Их основное отличие заключается в том, что первая разновидность устройств может использоваться только с теми материалами, которые могут проводить электрический ток и могут быть включены в электросеть, в то время как для второго вида данный нюанс не имеет абсолютно никакого значения. Именно поэтому использование плазматронов косвенного действия предоставляет возможность осуществлять раскройку металлов и каких-либо иных материалов, не проводящих ток.
Ко всему вышесказанному также следует добавить, что плазменная резка толстых металлических изделий практически никогда не используется. Почему? Все дело в том, что такого рода раскройка достаточно дорогостоящая и малоэффективна.
Как осуществляется резка металлов плазмой?
Основной принцип работы резки металлов при помощи плазмы следует описать следующим образом.
- Во-первых, компрессор подает на горелку плазматрона воздух.
- Во-вторых, благодаря практически моментальному нагреву воздушного потока при помощи электрического тока он начинает пропускать сквозь себя электричество и образовывать плазму. В некоторых устройствах вместо воздуха могут использоваться инертные газы.
- В-третьих, резка металлической конструкции при помощи плазмы выполняется за счет моментального узконаправленного нагрева поверхности до определенной температуры и последующего выдувания расплавившегося металла.
- В-четвертых, после того, как все работы по резке были окончены, образуются отходы, которые включают остатки металлического листа, высечку, окалины и остатки расплавленного металла.

Так как для успешной резки при помощи плазмы материал разогревается до жидкого состояния, то толщина металла не должна превышать определенного значения. К примеру, толщина алюминия не должна быть больше 120 мм, меди – более 80 мм, легированной и углеродистой стали более 50 мм, а чугуна – более 90 мм.
Виды плазменной резки металлов
В настоящее время существует два метода обработки металлических изделий, от которых зависят характеристики плазменной резки. Такими способами являются:
- плазменно-дуговая резка. Данный метод идеально подходит для всех разновидностей металлов, которые могут проводить электрический ток. В большинстве случаев плазменно-дуговую резку применяют для промышленного оборудования. Вся суть метода состоит в том, что плазма образуется благодаря дуге, появляющейся между плазматроном и поверхностью обрабатываемого металла;
- плазменно-струйная резка. В этом случае дуга создается непосредственно в самом плазматроне. Благодаря этому плазменно-струйная резка более универсальна и позволяет осуществлять раскройку неметаллических изделий. Главным недостатком данного способа является необходимость регулярной замены электродов.
Следует отметить, что резка металлов при помощи плазмы работает также, как и стандартная дуговая, но в данном случае не используются привычные нам электроды. Но нужно учитывать, что эффективность резки, прежде всего, зависит от толщины обрабатываемого материала.
Скорость и точность процесса плазменной резки металлов
Как и в случае с другими разновидностями термической обработки материалов, при плазменной резке металлов осуществляется оплавление изделия, что отражается на качестве среза. Кроме того, существуют и иные нюансы, характерные для вышеуказанного метода. А именно:
- конусность. В зависимости от производительности установки и от того, насколько опытный мастер выполнял резку, конусность может составлять 3-10 градусов;
- оплавление кромки. Вне зависимости от профессионализма мастера и режима резки металлической конструкции в начале выполнения работ будет присутствовать небольшое оплавление поверхности;
- скорость резки. Стандартная процедура раскроя металла при помощи плазматрона выполняется достаточно быстро и с минимальным расходом напряжения и электроэнергии. Если учесть технические характеристики ручных установок и нормы ГОСТ, то скорость резки металла при помощи плазмы не должна быть более 6500 мм/минута;
- характеристики реза. Скорость и качество выполнения плазменной резки зависит от операций, которые необходимо выполнить. К примеру, для обычного разделительного реза потребуется меньше всего времени и, кроме того, большинство установок могут разрезать даже металл, толщина которого достигает 64 мм. Ну а если необходимо осуществить фигурную резку, то это займет больше времени, а толщина обрабатываемого материала не должна превышать 40 мм.

Важным нюансом является то, что от мастерства специалиста во многом зависит скорость и качество выполнения плазменной резки. Именно поэтому точный и чистый рез с минимальным отклонением от необходимых размеров сможет осуществить только квалифицированный работник, имеющий профильное образование.
Можно ли выполнять резку цветных металлов при помощи плазмы?
В зависимости от вида материала, его плотности и многих иных технических характеристик для обработки цветных металлов могут использоваться различные способы резки. Но в любом случае в процессе резки цветного сплава необходимо учитывать следующие рекомендации:
- в процессе резки нержавеющей стали нежелательно использовать сжатый воздух. В зависимости от толщины материала может использоваться или же чистый азот, или азот, смешанный с аргоном. Кроме того, не стоит упускать такой нюанс, что нержавеющие стали чувствительные к воздействию переменных токов, так как это может привести к быстрому выходу материала из эксплуатации. Наиболее оптимальным решением для резки нержавейки будет использование установки косвенного воздействия;
- для резки алюминия толщиной до 70 мм можно использовать сжатый воздух. Но его применение нецелесообразно в случае, если материал имеет малую плотность.
Сфера применения плазменного раскроя металлов
В настоящее время плазмотроны пользуются широкой популярностью и спросом. И это ничуть не удивительно, потому как если сравнивать с другим оборудованием для резки металла, то вышеуказанное устройство позволяет добиться высокого качества реза при относительно невысокой стоимости ручной установки.
Сегодня плазменная резка металлических конструкций используется в следующих отраслях промышленности:
- обработка металлопроката. При помощи плазмы можно без каких-либо сложностей разрезать абсолютно любой металл, включая тугоплавкий, черный и цветной;
- изготовление металлических конструкций;
- обработка различных деталей и художественная ковка. Не сомневайтесь, при помощи плазменного резака удастся создать деталь практически любой сложности;
- автомобилестроение, авиастроение, капитальное строительство и многое другое.
Следует отметить, что использование станков для плазменной резки не смогло заменить ручное оборудование.
Художественная плазменная резка металлов предоставляет уникальную возможность создать деталь, которая точно соответствует замыслу дизайнера или художника, что позволяет использовать ее для декоративного украшения лестниц, заборов, перил и т.п.
Основные достоинства и недостатки резки металлов плазмой
Сегодня плазменная резка металла используется практически в каждой отрасли промышленности. Причины такой распространенности скрываются в достоинствах процедуры. Так к преимуществам указанного выше метода следует отнести:
- высокую скорость работы и производительность. Если сравнивать данный метод со стандартной электродной резкой, то плазменная резка предоставляет возможность выполнить все работы в несколько раз быстрее;
- низкую стоимость. Если необходимо сэкономить, то резка при помощи плазмы – это идеальное решение. Главное и единственное ограничение скрывается в толщине материала. Ведь экономически невыгодно и нецелесообразно резать, к примеру, сталь, толщина которой составляет более 50 мм;
- точность. Благодаря использованию современного оборудования деформации от тепловой обработки практически невидны и не нуждаются в дополнительной обработке;
- безопасность резки. Что касается отрицательных сторон такого рода резки металла, то к минусам следует отнести:
- ограничения, связанные с толщиной реза;
- жесткие требования касательно выполнения обработки металлической детали.
Сравнение лазерной и плазменной резки металла
Основное отличие плазменной резки от лазерной состоит в методе воздействия на поверхность обрабатываемого материала.

Да, несомненно, лазерное оборудование обеспечивает меньший процент оплавленности, а также большую производительность и скорость обработки детали, но такого рода обработка будет стоить на порядок дороже и кроме того толщина обрабатываемого материала не должна превышать 20 мм.
Что касается резки плазменным способом, то в данном случае плазматрон меньше стоит и имеет более широкую область применения.
tzgsho.ru
Что такое плазменная резка металла
Плазменную резку можно отнести к самым современным технологиям по обработке металлов. Такое определение можно сделать на основании того, что метод очень эффективен, имеет низкий уровень безопасности и что немаловажно – экономичен.И с этим нельзя не согласиться: для резки используется не дорогие и взрывоопасные газовые баллоны, а воздух и электричество. Резка любого токопроводящего материала проходит очень быстро и качественно. Сами аппараты для плазменной резки все время усовершенствуются, что приводит к более качественном результату.Для пламенной резки часто используют высокоскоростные машины, работающие по программному управлению (станки с ЧПУ). Здесь плазменная резка металла используется как профессиональный подход и высокотехнологичные аппараты дают возможность получать великолепный результат. Такое оборудование может быть использовано для разовой работы или в промышленных масштабах.При плазменной резке посредством инертного газа или воздуха образуется дуговой разряд. Получается он непосредственно в плазматроне. Плазменный поток сильно разогретого газа удаляется уже разжиженный слой металла с того места, где проходит резка металла. Если при этом используется кислород, то процесс резки значительно ускоряется. Если необходимо разрезать толстый слой металла, то необходимо использовать аргон или водород www.retech.ru.Газ поддается под давлением. Температура созданной плазмы может достигать 30 тысяч градусов, а ее скорость быть до 1500 м/с. Разрезать можно лист металла толщиной до 10 сантиметров. В самом начале, чтобы зажечь дугу потребуется высокочастотный импульс или короткое замыкание. Форсунки могут охлаждаться как воздухом, так и жидкостью. Для плазменной дуги можно использовать активный газ (кислород, воздух) и неактивный (азот, аргон, водяной пар). Если необходимо разрезать черный метала, то используют активный газ, для цветного – неактивный.Какими же преимуществами обладает плазменная резка?Обрабатывать можно любые металлы.Резать метала небольшой или средней толщины можно в несколько раз быстрее, чем обычным газопламенным методом.Если разрез локальный, то вся деталь не будет деформироваться.Пламенная резка очень безопасный способ, потому что нет горючих и опасных газов.Если необходимо, то можно делать фигурный разрез.Пламенная резка довольно-таки дешевая, потому что не используются дорогие газы.
vseojkh.ru
Что такое механическая резка металла? Виды резки металла
01.04.2015 05:54
 Что такое резка металла? Это отделение части металла от основного куска, например листовой стали. Существуют две основные группы резания. Металл режут или термическим, или механическим способами. При термическом способе металл в нужном месте расплавляется большой температурой и выдувается потоком газа. Механический способ основан на том, что твердость режущего инструмента намного выше, чем детали. Механически металл можно резать с помощью гильотины, режущего инструмента «болгарки» и циркулярных пил. Попробуем рассмотреть каждый способ в отдельности.
Что такое резка металла? Это отделение части металла от основного куска, например листовой стали. Существуют две основные группы резания. Металл режут или термическим, или механическим способами. При термическом способе металл в нужном месте расплавляется большой температурой и выдувается потоком газа. Механический способ основан на том, что твердость режущего инструмента намного выше, чем детали. Механически металл можно резать с помощью гильотины, режущего инструмента «болгарки» и циркулярных пил. Попробуем рассмотреть каждый способ в отдельности.
Резание металла гильотиной
Это резание, скорее всего можно назвать «рубкой». Для данного вида резки применяется гильотина по металлу. Существует несколько видов таких гильотин: ручные, пневматические, гидравлические, электромеханические. Принцип работы прост, лист металла помещают на стол станка, делают необходимые замеры, закрепляют лист, устанавливают заднюю линейку и делают разрез. Разрез получается мгновенно, края детали, как правило, ровные, не требующие дальнейшей обработки, высокий класс точности. Толщина разрезаемого металла может быть различной, все зависит от мощности станка. При правильном раскрое листа, минимальные отходы, отсутствует стружка. Большая скорость разделки металла. Если работать с неострыми ножами, то края могут получиться неровными. При неправильном выборе толщины, разрез вообще может не произойти, а ножи выйдут из строя.
Использование циркулярных пил
К достоинствам такой резки металла можно отнести точность распила, возможность пилить под любым углом. Надо помнить, что диск съедает металл на свою толщину, это важно учитывать при разметке. Процесс медленный, глубина распила ограничивается диаметром диска. При выборе диска обращайте на страну производителя. Китайские диски ломаются очень часто. Вероятно, закалка произведена неправильно. Самозатачивающиеся диски есть, и они работают, но сами затачиваться не умеют, не переплачивайте. Использовать инструмент с отсутствующими зубьями нельзя, края изделия будут получаться с зазубринами. Надо выбирать диски с твердосплавными напайками.
Резание металла абразивными кругами
Очень удобный и многими любимый инструмент. Название « болгарка» получил еще в советские времена, когда впервые стал поступать в нашу страну из Болгарии. Резание металла происходит абразивными дисками. Очень мобильный инструмент. Разрезы можно производить под любым углом. Точность высокая. Однако процесс резания медленный и очень опасный. Надо помнить, что в процессе резания диск нагревается до высокой температуры, именно она может привести к разрушению диска. Поэтому после 8 минут интенсивной работы давайте остывать инструменту в течение 30 минут. Нельзя работать без защитного кожуха, очков, перчаток. Разлетевшийся диск может серьезно травмировать человека. Нельзя допускать заклинивания диска в металле, если это произошло, резко не выдергивайте. Меняя диски, можно резать практически любой материал.
При выборе метода резания металла надо руководствоваться вашими возможностями, объемом работы, наличием подходящего инструмента. Все три перечисленных способа можно использовать для резки металла.
Спасибо, если добавите эту статью в:
mpoz.net
Что такое плазменная резка металлов?
18.01.2016
Плазменная резка — вид плазменной обработки материалов, при котором в качестве режущего инструмента вместо резца используется струя плазмы.(Википедия)
Плазменная резка на сегодняшний день считается одним из наиболее эффективных способов прямолинейного и фигурного раскроя металла. Позволяет выполнять резание всех видов сталей, алюминия, меди, чугуна, титана, листового и профильного проката, осуществлять скос кромок под определенным углом.

Характерные преимущества процесса
Плазменная резка металла характеризуется такими особенностями:
- Высокая производительность. В 5-10 раз выше скорость раскроя сравнительно с газокислородным способом. Уступает по данному параметру лишь лазерному резанию.
- Универсальность. Возможен раскрой практически любого материала, достаточно установить оптимальные параметры процесса – мощность и давление газа.
- Качество подготовки не имеет особого значения – лакокрасочное покрытие, грязь или ржавчина на металле для плазменной резки не страшны.
- Повышенное качество и точность. Современные агрегаты обеспечивают минимальную ширину реза, относительно чистые без чрезмерного количества окалины на кромках – в большинстве случаев не нуждаются в дополнительной механической обработке и даже зачистке.
- Небольшая зона термического влияния способствует минимизации деформации вырезаемых заготовок в результате воздействия повышенной температуры.
- Возможность фигурной вырезки сложных геометрических форм.
- Безопасность процесса в отличие от газо-кислородной резки, где присутствуют баллоны со сжатым кислородом и горючим газом.
- Агрегаты для плазменной резки металла просты в обслуживании и эксплуатации.
Что представляет собой процесс плазменной резки металла?
Плазма – токопроводящий ионизированный газ высокой температуры. Образуется струя в специальном устройстве – плазмотроне. Он состоит из таких основных элементов:
- Электрод (катод) – оснащен вставкой из материала с высокой термоэлектронной эмиссией (гафний, цирконий), которая выгорает в процессе эксплуатации и при выработке более 2 мм требует замены.
- Механизм закрутки газового потока.
- Сопло – как правило, изолированное от катода специальной втулкой.
- Кожух – защищает внутренние компоненты от брызг расплавленного металла и металлической пыли.

Источник питания воздушно-плазменной резки имеет 2 провода – анод (с положительным зарядом) и катод (с отрицательным зарядом). «Плюсовой» провод подсоединяется к разрезаемому металлопрокату, «минусовой» – к электроду.

В начале процесса плазменной резки металла поджигается дежурная дуга между катодом и наконечником, которая выдувается из сопла, а при касании к обрабатываемому изделию образует уже режущую дугу.
При заполнении формирующего канала в плазмотроне столбом дуги в дуговую камеру под давлением в несколько атмосфер начинает подаваться плазмообразующий газ, который подвергается нагреву и ионизации, что способствует его увеличению в объеме. Это ведет к его истеканию из сопла с большой скоростью (до 3 км/сек.), а температура дуги в этот момент может достигать от 5000 до 30000 °C.
Небольшое отверстие в сопле сужает дугу, что способствует ее направленному воздействию в определенную точку на металле, который практически мгновенно нагревается до температуры плавления и выдувается из зоны реза.

После прохождения плазмотроном по заданному контуру получается заготовка необходимых размеров и формы с ровными кромками и минимальным количеством окалины на них.
Плазмообразующие газы для раскроя различных металлов
Для плазменной резки металлов могут использоваться как активные, так и неактивные газы. Их выбор осуществляется в зависимости от разновидности металла и его толщины:
- Азотоводородная смесь предназначена для меди, алюминия и сплавов на их основе. Максимально возможная толщина – 100 мм. Неприменима для титана и всех марок сталей.
- Азот с аргоном используется в основном для плазменной резки высоколегированных марок сталей, толщина которых не превышает 50 мм, но не рекомендована смесь для черных металлов, титана, меди и алюминия.
- Азот. С его помощью выполняется раскрой сталей с низким содержанием углерода и легирующих элементов толщиной до 30 мм, высоколегированных – до 75 мм, меди и алюминия – до 20 мм, латуни – до 90 мм, титана неограниченной толщины.
- Сжатый воздух. Оптимально подходит для воздушно-плазменной резки черных металлов и меди толщиной до 60 мм, а также алюминия – до 70 мм. Не предназначен для титана.
- Смесь аргона с водородом – раскрой сплавов на основе алюминия и меди, сталей с большим содержанием легирующих элементов толщиной свыше 100 мм. Не рекомендуется использовать для низкоуглеродистых, углеродистых, низколегированных марок сталей и титана.
Но недостаточно просто подключить баллон с необходимым плазмообразующим газом, так как от его состава зависят многие технические характеристики оборудования:
- мощность и внешние (статистические и динамические) характеристики источника питания;
- циклограмма аппарата;
- способ крепления катода в плазмотроне, а также материал, из которого он изготовлен;
- тип конструкции механизма охлаждения для сопла плазмотрона.
Советы по плазменной резке цветных и легированных металлов:
- При ручном раскрое высоколегированных марок сталей в качестве плазмообразующего газа рекомендуется использовать азот.
- Для обеспечения стабильного горения дуги при ручном резании алюминия аргоноводородной смесью в ней должно содержаться не более 20 % водорода.
- Латунь лучше всего режется азотом и азотоводородной смесью, а также характеризуется более высокой скоростью раскроя.
- Медь после разделительного резания в обязательном порядке подвергается зачистке по плоскости реза на глубину 1-1,5 мм. К латуни данное требование не относится.
Области применения плазменной резки
Благодаря высокой производительности, универсальности и доступной стоимости плазменная резка металлов пользуется огромным спросом во многих отраслях промышленности:
- металлообрабатывающие предприятия и компании;
- авиа-, судо- и автомобилестроение;
- строительная промышленность;
- предприятия тяжелого машиностроения;
- металлургические заводы;
- изготовление металлоконструкций.
Все сферы использования перечислить просто невозможно – ручные аппараты и автоматические машины для плазменной резки металлов можно встретить практически повсеместно. Их применяют как крупные заводы по изготовлению металлоконструкций, так и небольшие фирмы, специализирующиеся на художественной ковке и обработке деталей.

Особое место среди данного оборудования занимают машины для плазменной резки металлов с ЧПУ – они сводят к минимуму человеческий фактор, значительно повышают производительность. Но основным их преимуществом является сокращение расхода металлопроката благодаря возможности создания специальных программ. Высококвалифицированные технологи разрабатывают карты раскроя, представляющие собой виртуальный лист металла определенных размеров, на котором они максимально плотно укладывают заготовки с учетом ширины реза и многих других параметров процесса с целью более рационального использования металлопроката.

Тонкости процесса раскроя металла
Для получения качественной заготовки в процессе плазменной резки требуется поддержание постоянного расстояния между соплом и разрезаемым металлом – как правило, в пределах 3-15 мм. В противном случае возможно увеличение ширины реза, зоны термического влияния, несоответствие заготовки заданным размерам.
Ток в процессе работы должен быть минимальным для определенного материала и толщины. Завышенные его значения и, соответственно, повышенный расход плазмообразующего газа являются причиной ускоренного износа катода и сопла плазмотрона.
Самая сложная операция в процессе плазменной резки металла – пробивка отверстий. Это вызвано большой вероятностью образования двойной дуги и поломкой плазмотрона. Пробивка производится на увеличенном расстоянии между катодом и анодом – между соплом и поверхностью материала должно быть 20-25 мм. После сквозной пробивки плазмотрон опускается в рабочее положение.
Плазменная резка — вид плазменной обработки материалов, при котором в качестве режущего инструмента вместо резцаиспользуется струя плазмы.
www.purm.ru




