







Энциклопедия по машиностроению XXL. Резак воздушно дуговой
Воздушно-дуговой резак - Справочник химика 21
Воздушно-дуговым резаком -- 1,3 1.6 1,9 2.3 - — [c.151]
Воздушно-дуговым резаком - 2.9 3,6 4,1 — [c.151]
В табл. 7 указана производительность при снятии усиления шва пневматическим зубилом, ручным воздушно-дуговым резаком с плоским угольно-графитовым электродом и автоматом Электро-дуговая фреза . [c.151]
Для резки трудноокисляемых металлов (нержавеющая сталь, латунь, алюминий) применяют воздушно-дуговую резку по способу, разработанному ВНИИАВТОГЕНом. При этом способе жидкий металл, расплавленный электрической дугой, удаляется струей сжатого воздуха. Процесс резки осуществляется с помощью воздушно-дугового резака РВД-1-57 [1]. При этом способе резки кромки труб из нержавеющий сталей получаются чистыми, не требующими дополнительной обработки под сварку. [c.331]
При резке этим способом нержавеющих сталей получается ровный рез с чистой поверхностью, не требующей последующей обработки кромок под сварку. Резак для воздушно-дуговой сварки РВД-1-57 конструктивно прост. Он состоит из электро- [c.89]Разработана конструкция плазменного резака с воздушным охлаждением, передвижной установки для плазменно-дуговой и воздушно-дуговой резки и для сварки металлов. Применяются также механизированные способы резки, позволяющие повысить производительность труда и улучшить качество резки. [c.214]
Перед сваркой детали очищают от грязи, масла, следов коррозии и разделывают свариваемые кромки. Очистку производят стальной щеткой, напильником, наждачным полотном, абразивным кругом. Разделку трещины, отколов и изломов вьшолняют с целью проварки всего сечения. Разделку производят рубкой ручным или пневматическим зубилом, либо фрезерованием, строжкой, проточкой на станке или же огневыми способами кислородным резаком, воздушно-дуговым способом, дуговой выплавкой. [c.67]
Воздушно-дуговую резку производят вручную резаком РВД-1 с жесткой головкой. Для питания дуги током используют наиболее мощные сварочные генераторы с напряжением холостого хода 70— 90 в и падающей внешней характеристикой. Источником воздуха служат передвижные поршневые компрессоры с воздушным охлаждением. Угольные или графитовые электроды диаметром 3—10 мм используют для резки нержавеющей стали, вырезки дефектов сварных швов в толстостенных изделиях. Воздушно-дуговая резка целесообразна при резке стали толщиной до 20 мм при этом она более производительна, чем кислородно-флюсовая, и не дает грата на кромках. [c.167]
Процесс изготовления сварных тройников в основном сводится к фасонной обрезке конца штуцера, вырезке отверстия в корпусе и сварке деталей тройника. Линию реза на штуцерах размечают по шаблонам или с помощью приспособлений (см. 26). Линии вырезки отверстий в трубе при врезках обычно размечают по уже изготовленному штуцеру. Штуцер устанавливают на трубе на месте его присоединения и, плотно прижимая к нему чертилку или цветной карандаш, обводят на трубе место вырезки отверстия. Резку по линиям разметки деталей тройников из углеродистой стали выполняют вручную газовым резаком, а тройников из нержавеющей стали — воздушно-дуговой или кислородно-флюсовой резкой. [c.199]
Резка производится при помощи воздушно-дугового резака РВД-1-59, изготовляемого автогенным заводом Мосгорсовнархоза (рис. 34). Основнылм частями резака являются рукоятка 1, внутри которой проходят воздухо- и токопроводы, головка 2 с контактной губкой, имеющей два отверстия для подачи сжатого воздуха в зону разреза, и прижим 3 для крепления электрода. [c.77]
Резка по линиям разметки деталей тройников из углеродистой стали производится вручную газовым резаком, а тройников из нержавеющей стали — воздушно-дуговым резаком РВД-1-59 или на кислородно-флюсовой установке УРХС-4 (см. п. 5). [c.127]
Методы устранения дефектов сварных швов. Неполномерность швов устраняют путем наплавки дополнительного слоя металла. При этом наплавляемую поверхность необходимо очистить до металлического блеска абразивным инструментом или металлической щеткой. Чрезмерное усиление шва устраняют с помощью абразивного инстру.мента или пневматического зубила. Для того чтобы избавиться от непроваров, кратеров, пористости и неметаллических включений, вырубают пневматическим зубилом или расчищают абразивным инструментом весь дефектный участок с последующей заваркой. Часто применяют выплавку дефектного участка резаком для поверхностной кислородной или воздушно-дуговой резки. Подрезы заваривают тонкими валиковыми швами. Наплывы и натеки устраняют путем обработки их абразивным инструменто.м или пневматическим зубилом, грубую чешуйчатость — путем снятия поверхностного слоя металла шва зубилом или абразивным инструментом с последующей наплавкой поверхности до раз.меров, установленных чертежом и техническими условиями. [c.128]
Для труб из аустенитных сталей (1Х18Н10Т и др.) применимы кислородно-флюсовой, плазменный и воздушно-дуговой виды резки с обработкой кромок абразивным кругом на глубину 0,5 мм. Лишь в особых случаях при невозможности использовать в монтажных условиях другие виды резки допускается дуговая резка качественными электродами с обязательной обработкой кромок труб абразивными кругами на глубину 10 мм. Нижне-Волжским филиалом ГрозНИИ разработана конструкция плазменного резака с воздушным охлаждением, который рекомендован при монтаже труб из аустенитных сталей с толщиной стенок до 50 мм [37]. [c.177]
chem21.info
Резак для воздушно-дуговой резки металлов
Класс 21h, 30о2
Ко 12256l
СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Ю. A. Маслов и В. С. Виноградов
РЕЗАК ДЛЯ ВОЗДУ111НО-ДУГОВОЙ РЕЗКИ МЕТАЛЛОВ
Заявлено 24 января 1959 г. за № 617455/24 в Комитет по делам изобретений и открытий при Совете Министров СССР
Опубликовано в «Бюллетене изобретений» № 21 за 1959 г.
Изобретение относится к резакам для воздушно-дуговой резки металлов, в том числе для поверхностной резки крупных отливок и блюмсов, а также для разделительной резки нержавеющих двухслойных сталей и чугуна.
Известные резаки не обеспечивают возможности повышения производительности за счет применения трехфазной электрической дуги.
Для устранения указанного недостатка предлагается снабдить резак двумя изолированными один от другого держателями для электродов, присоединяемых к двум фазам трехфазной сетки и двумя трубками с вентилями для подачи сжатого воздуха в зону реза. Обрабатываемое изделие присоединяется к третьей фазе трехфазного источника сварочного тока.
На фиг. 1 представлен предлагаемый резак, вид сбоку; на фиг. 2— то же, вид сверху; на фиг. 3 — поперечный разрез головки резака.
Основными частями резака являются рукоятка 1 н головка 2. Головка содержит два изолированных один от другого электродержателя 8 и 4, в которых с помощью пружин 5 и б закрепляются два неплавящихся электрода 7 и 8. Прокладка 9 служит для изоляции электродержателей один от другого.
Контактные пластины 10 и 11 электродержателей с помощью двух проводников 12, расположенных в рукоятке, соединены с клеммами 18 и 14, к которым присоединяются провода от источника сварочного тока.
В нижней части головки находится экран 15, содержащий две насадки lб и 17, служащие для подачи сжатого воздуха в зону реза. Воздухоподводящие трубки 18 и 19 проходят внутри рукоятки и соединяют насадки lб и 17 с вентилем 20. Штуцер 21 соединяется с воздушной магистралью. № 122561
Рукоятка 22 вентиля 20 может быть установлена в четырех положениях; при этом воздух может подаваться в левую насадку, в правую насадку, в обе насадки одновременно или перекрыт.
По мере сгорания электроды периодически могут подаваться вниз.
Описанный резак благодаря большой мощности трехфазной дуги осооенно эффективен при удалении дефектов на отливках и блюмсах с большим объемом удаляемых дефектных частей металла.
Предмет изобретения
Резак для воздушно-дуговой резки металлов, работающий на переме пом токе с подачей сжатого газа в зону реза, от ли ч ающи и с я тем, что, с целью повышения производительности путем осуществления резки трсхфазной дугой, он снабжен двумя изолированными один от другого держателями для электродов, присоединенных к двум фазам трехфазной сети (с присоединением обрабатываемого изделия к третьей фазе), и двумя трубками с вентилями для подачи сжатого воздуха.
Фиг.8
Комитет по делам изобретений и открытий при Совете Министров СССР
Редактор Е. Г. Гончар Гр. 98
Информационно-издательский отдсл.
Объем 0,17 п. л. Тир. 1190
Подп. к печ. )5.Х-59 г.
Зак. 8559 Цена 25 коп.
Типография Комитета по делам изобретений и открытий при Совете Министров СССР
Москва, Петровка, 14.


www.findpatent.ru
Воздушно-дуговой резак
Изобретение относится к сварке и резке и может быть использовано при механизации процесса воздушно-дуговой резки. Цель изобретения - упрощение эксплуатации резака путем автоматической подачи электрода. Резак состоит из корпуса 2, размещенного в кожухе 1. Соосно корпусу установлен механизм для зажима электрода. Он состоит из камеры 5, внутри которой установлены подпружиненные относительно корпуса 2 поршень 9 с кольцевой наружной канавкой и осевым отверстием под электрод 8 и шариковый односторонний захват 10,
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (19) (! 1) (я)5 В 23 К 9/28
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4796391/27 (22) 26.02.90 (46) 30.03.92. БюлЛФ12 (71) Всесоюзный научно-исследовательский институт железнодорожного транспорта (72) С.И;Клещев, А.А.Агеев, Г.И.Герасименко, А:Е.,Евдокимов и В.М.Амелин . (53) 621.791.945 (088.8) (56) Авторское свидетельство СССР
М 676406; кл. В 23 К 9/28, 1978.
Авторское свидетельство СССР
ЬЬ 632521, кл. В 2 К 9/28, 1976.
Авторское свидетельство СССР
М 332968, кл. В 23 К 9/28, 1970, (54) ВОЗДУШНО-ДУГОВОЙ РЕЗАК (57) Изобретение относится к сварке и резке и может быть использовано. при механизации п ро цесса воздушно-дуговой резки.
Цель изобретения — упрощение эксплуатации резака путем автоматической подачи электрода, Резак состоит из корпуса 2, размещенного в кожухе 1. Соосно корпусу установлен механизм для зажима электрода, Он состоит из камеры 5, внутри которой установлены подпружиненные относительно корпуса 2 поршень 9 с кольцевой наружной канавкой и осевым отверстием под электрод
8 и шариковый односторонний захват 10, 1722738 механизм для зажима электрода выполнен в виде смонтированной соосно корпусу с
5 возможностью радиального перемещения прижатый к поршню 9,со стороны рабочей части резака пружиной 11. Управляет подачей электрода пневматическое устройство, выполненное в виде поворотной оси 12 с рычагами, смонтированными между стенками кожуха 1 и камеры 5. Один рычаг подпруПредлагаемое изобретение относится к устройствам, используемым при воздушнодуговой резке (строжке) металла и может быть использовано при механизации процесса резки, например, на транспорте, в .судостроении, машиностроении и других отраслях народного хозяйства.
Известен воздушно-дуговой резак, содержащий корпус с головкой и фиксирующим поршнем, при этом поршень размещен в токовоздухопроводящей трубке и между внутренним диаметром трубки и наружным диаметром поршня образована кольцевая дросселирующая полость.
Основным недостатком этого устройства является то, что во время процесса резки не обеспечивается стабильная подача угольного электрода в зону горения дуги (вследствие регулировки этой подачи вручную). Поэтому оператор вынужден периодически прекращать процесс и устанавливать необходимый вылет электрода, что усложняет эксплуатацию резака и может привести к появлению дефектов на кромках реза.
Этими же недостатками обладает известный воздушно-дуговой резак, имеющий конструкцию с прижимной губкой и одним отверстием, параллельным электроду.
Наиболее близким по технической сущности к предлагаемому устройству является воздушно-дуговой резак, содержащий кожух с рукояткой, внутри которого смонтирован корпус с осевым каналом под электрод и каналами для подачи воздуха, механизм для зажима электрода и пневматическое устройство для управления подачей электрода с фигурным золотником.
Это устройство также не обеспечивает стабильной подачи угольного электрода во время процесса резки, что усложняет эксплуатацию резака из-за дополнительных операций по налад е вылета электрода.
Цель изобретения — упро цение эксплуатации резака путем автоматической подачи электрода.
Для этого воздушно-дуговой резак, содержащий кожух с рукояткой, aнутри которого смонтирован корпус с осевым каналом под электрод и каналами для подачи воздуха, механизм для зажима электрода и пнев10
50 жинен относительно кожуха 1, а другой установлен с возможностью взаимодействия с фигурным золотником 4. На этом же рычаге имеется штырь, входящий в кольцевую канавку поршня 9 и перемещающий его в осевом направлении, 5 ил, матическое устройство для управления подачей электрода с фигурным золотником, относительно кожуха камеры; внутри которой установлены подпружиненные относительно корпуса поршень с кольцевой наружной канавкой и осевым отверстием под электрод и шариковый односторонний захват, а пневматическое устройство для управления подачей электрода выг(олнено в виде закрепленной на камере поворотной оси с рычагами, смонтированными между стенками камеры и кожуха. При этом один рычаг выполнен из двух Шарнирно соединенных частей и подпружинен относительно кожуха,. а другой рычаг установлен с возможностью. взаимодействия с фигурным золотником и снабжен штырем, связанным с кольцевой канавкой поршня.
На фиг.1 изображен резак с крайним правым положением поршня и золотника; на фиг.2 — то же, с крайним левым положением поршня и золотника; на фиг.3 — сечение А — А на фиг.2; на фиг,4 — сеченйе Б — Б на фиг.1; на фиг.5- сечение  — В на фиг,1, Кожух 1 с рукояткой выполнен из двух половин,,при соединении которых корпус 2 жестко скреплен с ними. От корпуса 2 вдоль рукоятки отходит воздушный канал 3, который через фигурный золотник 4, размещенный перпендикулярно каналу 3, связан с пневмосистемой (не показана). Между элементами корпуса 2 размещена камера 5.
При этом она смонтирована соосно корпусу
2 с возможностью радиального перемещения относительно кожуха. В камере 5 размещен поршень 9 с кольцевой наружной канавкой, снабженный соосным ему шариковым односторонним захватом 10, который прижат к поршню со стороны рабочей части резака пружиной 11. В корпусе 2 и поршне
9 выполнено осевое отверстие под электрод
8. Пневматическое устройство 6 для управления подачей электрода 8 выполнено в виде закрепленной на камере 5 поворотной оси 12 с рычагами 13 и 16, смонтированными между стенками кожуха 1 и камеры 5, Рычаг 13., жестко соединенный с поворот1722738 сжатого воздуха. При этом ограничитель 19 хода золотника 4 перекрывает золотниковый канал, оставляя воздушный канал 3 открытым, Электрод 8 вставляют с тыльной стороны резака, совмещая отверстия.под 30 электрод в корпусе 2 и поршне 9 путем нажатия кнопки 17 на камеру 5. После отпускания кнопки 17 поршень 9 фиксирует электрод 8 под действием пружины 7. Освобождают золотник 4 путем вывода ограни- 35 чителя 19 и э золотникового канала и начинают резку. В этот момент пневматиче-. ское устройство 6 для управления подачей электрода находится в среднем неустойчивом положении, что соответствует совпаде- 40 нию осей симметрии верхней и нижней частей рычага 16 и правому положению свободного конца рычага 13 в продольном пазу золотника 4. Под действием пружины 11 поршень 9 с шариковым захватом 10 пере- 45 мещаются от промежуточного положения вправо. Поршень 9 через кольцевую канав ку и штырь 14, перемещающийся вдоль паза
15, поворачивает рычаг 13 относительно поворотной оси 12. При этом шарнирно соеди- 50 ненные части рычага 16 за счет его верхней ной осью 12, снабжен штырем 14, который через паэ 15 связан с кольцевой канавкой поршня 9. При этом кольцевая канавка выполнена шире штыря 14. Рычаг 13 установлен с возможностью взаимодействия с фигурным золотником 4. При этом свободный конец рычага 13 входит в продольный паз золотника 4. Длина этого паза в два раза меньше хода свободного конца рычага 13 и равна ходу золотника 4.
Рычаг 16 состоит иэ верхней и нижней частей. Верхняя часть рычага 16 с одной стороны жестко соединена с поворотной осью 12, с другой имеет сквозной торцовый разрез и поперечный валик, заделанный перпендикулярно разрезу, Этот валик расположен в пазу, выполненном в нижней части рычага 16. При этом ширина паза равна (или чуть больше) диаметру валика..С другой стороны нижняя часть рычага 16 закреплена поворотно на кожухе 1. На нижнюю часть рычага 16 одета пружина 7, которая постоянно поджимает верхнюю часть рычага 16.
Таким образом, рычаг 16 выполнен из двух
Шарнирно-соединенных частей и подпружинен относительно кожуха 1. Сверху над камерой 5 размещена нажимная кнопка 17, Ограничители 18 и 19 хода золотника 4 размещены перпендикулярно оси золотника по обе стороны от него.Воздушно-дуговой резак работает следующим образом.
Приготовленный к работе резак.подключают к источникам электроэнергии и
20 части, связанной с поворотной осью 12, ухо.дят от своего среднего положения, т,е. между верхней и нижней частями рычага 16 появляется угол. И пружина 7 доворачивает верхнюю часть рычага 16 и жестко соединенный с ней рычаг 13. Штырь 14 свободно перемещается в кольцевой проточке поршня 9, а свободный конец рычага 13 подхватывает золотник 4 и перемещает его дискретно в крайнее правое положение, перекрывая воздушный канал 3 (фиг.1). Теперь через золотник 4 направляют в камеру 5 воздух, под действием которого поршень 9 начинает движение в направлении подачи электрода 8. При этом шариковый захват 10 фиксирует электрод 8. Кольцевая наружная канавка поршня 9 воздействует на штырь 14 рычага 13, поворачивая последний и через поворотную ось 12 верхнюю и нижнюю части рычага 16 до греднего неустойчивого положения. При этом свободный конец рычага
13 по продольному пазу золотника 4 доходит до его левого края. Дальнейшее перемещение поршня 9 приводит к тому, что пружина 7 воздействует на верхнюю часть рычага 16 так, что ее поперечный вЬлик движется по пазу нижней части рычага 16. И через поворотную ось 12 рычаг 13 перемещает фигурный золотник 4 в крайнее левое положение (фиг.2), При этом он открывает воздушный канал 3 и перекрывает доступ воздуха в камеру 5. Далее, под действием пружины 11 поршень 9 с шариковым захватом 10 перемещается вправо, проскальзывая в данном направлении вдоль электрода
8, Поршень 9 через кольцевую канавку и штырь 14 поворачивает рычаг 13 и через поворотную ось 12. верхнюю часть рычага 16 вправо до среднего неустойчивого положения. При этом нижняя часть рычага 16 относительно закрепленной оси на кожухе 1 также перемещается вправо, сжимая пружину 7 за счет движения поперечного валика верхней части рычага 16 по пазу нижней части рычага 16.
В дальнейшем цикл работы повторяется. Пружина 7 через рычаг 16 пневматического устройства 6,.камеру 5 и поршень 9 постоянно поджимает электрод 8 к корпусу
2.
Процесс резки с автоматической подачей электрода 8 производят при выведенных ограничителях 18 и 19. Ограничители 18 и 19 вводят в золотниковый канал попеременно, При введенном ограничителе 19 производят резку без автоматической подачи электрода 8. При введенном ограничителе
18 перекрывается подача воздуха по окончании процесса резки.
1722738 Риа 2
Предлагаемое техническое решение обеспечивает упрощение эксплуатации резака при высокой производительности процесса и высоком качестве реза и дает возможность автоматизировать воздушно-дуговую резку.
Ф о р мул а изобретения
Воздушно-дуговой резак, содержащий кожух с рукояткой, внутри которого смонтирован корпус с осевым каналом под электрод, и каналами для подачи воздуха, механизм для зажйма электрода и пневматическое устройство для управления подачей электрода с фигурный золотником, о т л ич а ю шийся тем, что, с целью упрощения эксплуатации резака путем автоматической подачи электрода, механизм для зажима электрода выполнен в виде смонтированной соосно с корпусом с возможностью радиального перемещения относительно кожуха камеры, внутри которой установлены подпружиненнце относительно корпуса
5 поршень с кольцевой наружной канавкой и осевым отверстием под электрод и шарико.вый односторонний захват, а пневматическое устройство для управления подачей электрода выполнено в виде закрепленной
10 на камере поворотной оси с рычагами, смонтированными между стенками камеры и кожуха, причем один рычаг выполнен из двух шарнирно соединенных частей и подпружинен относительно кожуха, а другой рычаг
15 установлен с возможностью взаимодейст.вия с фигурным золотником и снабжен штырем, связанным с кольцевой канавкой поршня.
1722738
Составитель С.Клещев
Редактор M.Êoáûëÿíñêàÿ Техред М.Моргентал
Корректор О.Кундрик
Производственно-издательский комбинат "Патент", r. Ужгород, ул.Гагарина, 101
Заказ 1023 Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., 4/5





www.findpatent.ru
Воздушно-дуговой резак
пц 677846
ОП И САНИ Е
ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Союз Советских
Социалистических
Республик (61) Дополнительное к авт. свид-ву (22) Заявлено 16.05.77 (21) 2485882/25-27 с присоединением заявки ¹вЂ” (51) М, Кл.з
В 23 К 9/28 (43) Опубликовано 05.08.79. Бюллетень № 29 (45) Дата опубликования описания 05.08.79 по делам изобретений и открытий (53) УДК 621.791.945. .5.039 (088.8) (72) Авторы изобретения
Е. Е. Райский, И. Ф. Тюнина и Ф. И. Шостик (71) Заявитель (54) ВОЗДУШНО-ДУГОВОЙ РEÇAK
ГосУдаРтееиый комитет (23) Приоритет
Изобретение может быть использовано в устройствах при обработке поверхностей литья плоскими угольными или графитовыми электродами большого поперечного сечения свыше 300 ммз на токах 800 — 2000 А б в судостроительной, машиностроительной металлургической промышленности.
Известен воздушно-дуговой резак, содержащий корпус с прижимными губками, из которых одна закреплена на прижимном IO рычаге, а электрод установлен в губках вдоль оси резака (1).
Недостатком известного устройства является сравнительно большая потеря рабочего времени на установку электрода и не- 15 возможность осуществления регулировки длины его вылета.
Целью изобретения является сокращение потерь рабочего времени на установку электрода и обеспечение регулировки дли- 20 ны его вылета.
Это обеспечивается тем, что прижимной рычаг выполнен U-образным из материала с упругими свойствами, а расстояние между 25 концами этого рычага соответствует ширине электрода.
На фиг. 1 изображен общий вид воздушно-дугового резака; на фиг. 2 — сечение
А — А фиг. 1; на фиг. 3 — сечение Б — Б 30
2 фиг. 2; на фиг. 4 — сечение  — В фиг. 1; на фиг. 5 — вид Г фи.. 1.
Резак содержит корпус 1 с нижней токоподводящей губкой 2, имеющей рабочую поверхность более 3200 мм, выполненной с сужающейся к переднему торцу прорезью 3 и жестко прикрепленной к соплу 4.
На корпусе резака с помощью двух винтов крепится изготовленная из изоляционного материала ручка 5. Для перекрытия сжатого воздуха служит вентиль 6, один конец которого соединен с корпусом резака, а другой — со штуцером 7. Штуцер 7 служит для подключения сжатого воздуха из магистрали.
Верхняя прижимная губка 8 с помощью планки 9 закреплена на оси 10 двуплечего
U-образной формы прижимного рычага 11 из материала с упругими свойствами и может поворачиваться при установке и креплении электрода. Расстояние между концами рычага выбрано шире электрода для удобства установки последнего между губками в рабочее положение. Рычаг 11 прикреплен к поперечине 12, которая установлена посредством оси 13 на скобе 14, закрепленной на ручке 5. К скобе 14 присоединена планка 15, на которой крепится посредством оси 16 клин 17 с ручкой 18, покрытой изоляцией, 677846
Рычажно-клиновой механизм крепления электрода обеспечивает быструю, удобную регулировку длины вылета электрода; быстрое и надежное крепление электрода вдоль губок и корпус резака на большой 5 площади. Для облегчения резака его токоведущие части изготавливают из меди и латуни, клин и его ручка — из ЛМГ.
Резак работает следующим образом.
Клин 17 поворотом ручки 18 отводят в 10
«свободное», т. е. нерабочее положение, при этом верхняя губка 8 резака поднимается и между нижней токоведущей губкой 2 и верхней прижимной губкой 8 устанавливают плоский электрод с вылетом до 100 мм. 15
Затем поворотом ручки 18 клин 17 подают в рабочее положение. При этом посредством рычажного механизма верхняя прижимная губка 8 резака надежно прикрепляет электрод к нижней прижимной губке 2 20 по всей плоскости губки. К резаку подводится ток и подается сжатый воздух под давлением 4 — 6 атм. Открывается вентиль сжатого воздуха, электродом касаются обрабатываемой детали, возбуждается дуга, 25 за счет тепла которой плавится обрабатываемая поверхность детали. Струя сжатого воздуха, истекающая из щели сопла 4, расширяющегося к выходу, удаляет расплавленный металл с обрабатываемого места на 30 ширине, превышающей на 2 — 3 мм ширину электрода. Одновременно эта же струя сжатого воздуха создает разрежение со стороны, противоположной выходу воздуха из сопла 4, 35
3а счет инжекции воздух, проходящий через канал, образуемый прорезью 3 и электродом, охлаждает токоведущую губку 2 и электрод, предотвращая их от перегрева.
При поверхностной резке электрод располагают под углом 30 — 50 к обрабатываемой поверхности. По мере сгоранияэлектрода его перемещают вперед, предварительно отбросив клин 17 в «свободное» положение, устанавливают вылет до 100 мм, закрепляют электрод поворотом клина.
Дальнейшие приемы работы аналогичны с приемами работы других известных резаков с торцовой подачей воздуха.
Применение рычажно-клиновой системы крепления электрода с помощью двуплечего U-образного рычага и поворотного клина обеспечивает быструю установку электрода вдоль корпуса резака и изменение его вылета, хороший контакт между губками и электродом, что повышает производительность, увеличивает срок службы резаков, уменьшает расход электродов.
Формула изобретения
Воздушно-дуговой резак, содержащий корпус с прижимными губками, из которых одна закреплена на прижимном рычаге, а электрод установлен в губках вдоль оси резака, отличающийся тем, что, с целью сокращения потерь рабочего времени на установку электрода и обеспечения регулировки длины его вылета, прижимной рычаг выполнен U-образным из материала с упругими свойствами, а расстояние между концами этого рычага соответствует ширине электрода.
Источники информации, принятые во внимание при экспертизе
1. Часлов Ю. Воздушно-электродуговая резка металлов, Машгиз, 1962, стр, 35.
677846
Юидl
Риг г ! б б с гг.Ф
Риг f
Составитель А. Никити11
Техред Н. Строганова
Редактор В. Смирягина
Корректор Л. Тарасова
Заказ 2005/14 Изд. ¹ 5 Тираж 1222 Подписное
НПО «Поиск» Государственного комитета СССР по делам изобретений и открытий
113035, Москва, гК-35, Раушская наб., д. 4/5
Типография, пр. Сапунова, 2



www.findpatent.ru
Резаки для воздушно-дуговой резки - Энциклопедия по машиностроению XXL
| Рис. 183. Резак для воздушно-дуговой резки РВД-1-57 | 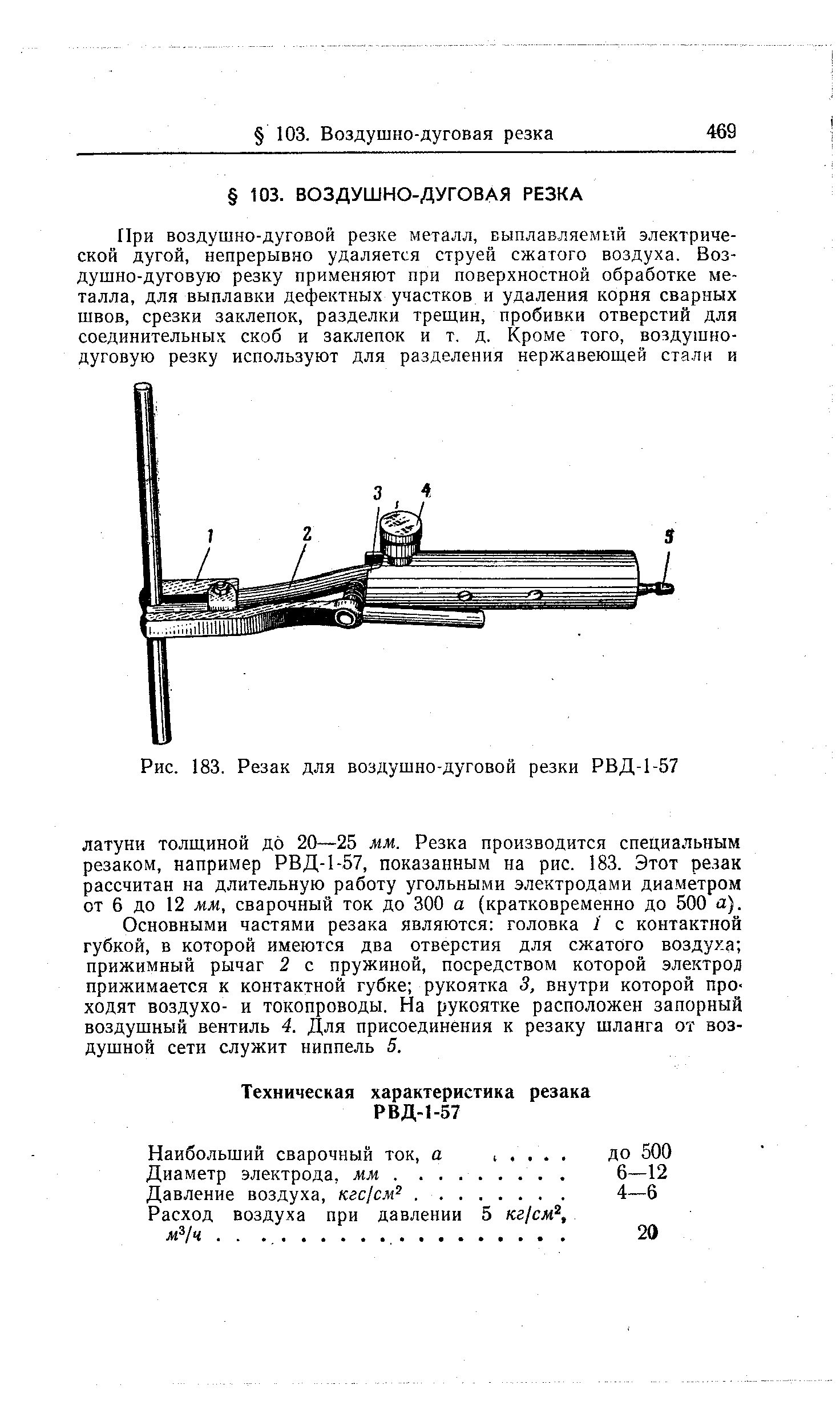 |
| Рис. 23.7. Резак для воздушно-дуговой резки | 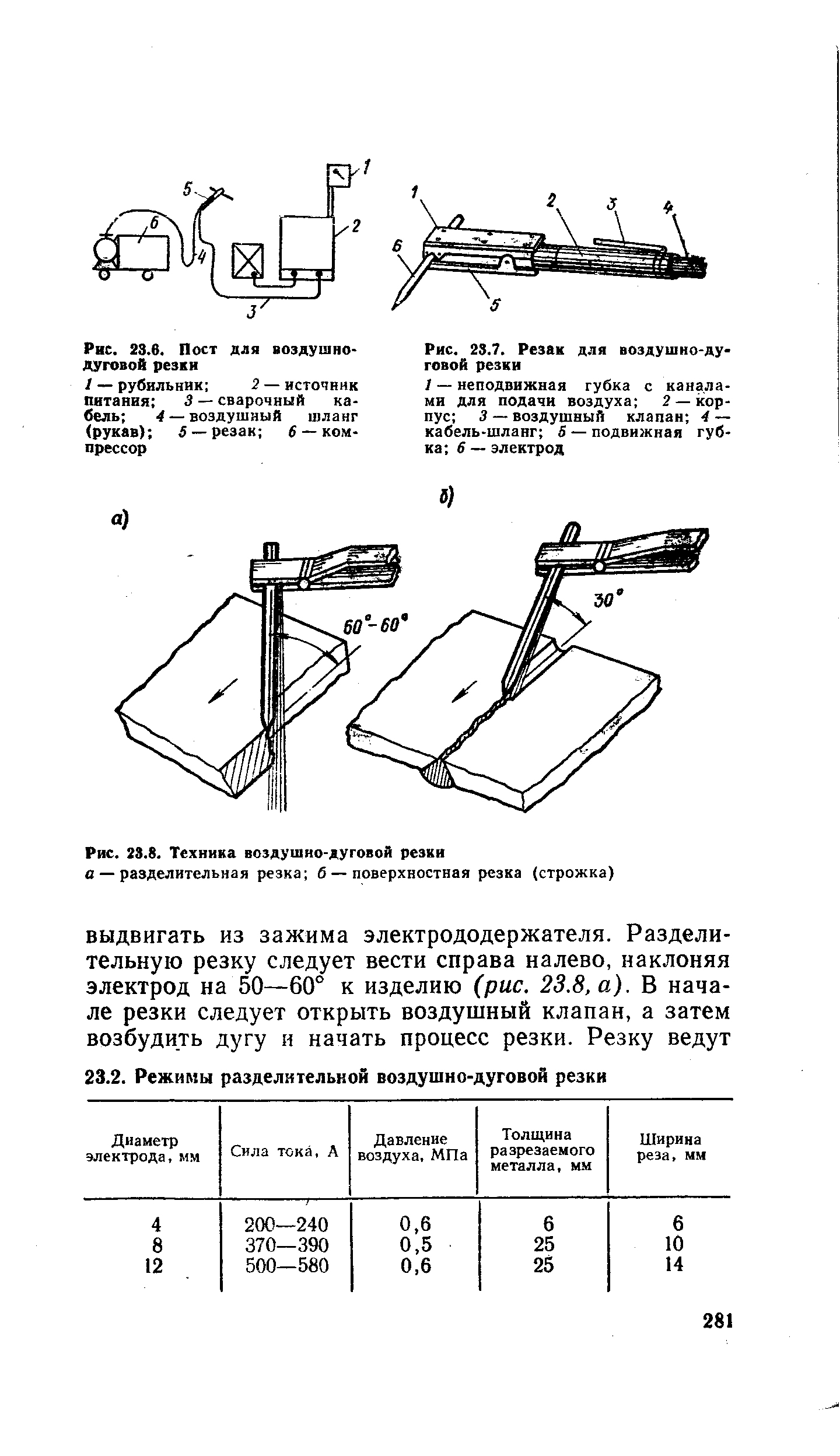 |
Согласно ГОСТ 10796—74, резаки для воздушно-дуговой резки выпускаются на токи от 300 до 1500 А при максимальном давлении воздуха 0,6—0,8 МПа (6—8 кгс/см ). [c.365]
Как классифицируются резаки для воздушно-дуговой резки [c.114]
РЕЗАКИ ДЛЯ ВОЗДУШНО-ДУГОВОЙ РЕЗКИ [c.539]
Резаки для воздушно-дуговой резки выпускаются по ГОСТ 10796-74 и представляют собой устройства, содержащие рукоятку, выполненную из электроизоляционного материала, со штуцером для подвода воздуха и клеммой для подсоединения кабеля, а также головку для закрепления цилиндрического или пластинчатого электрода (рис. 9.13). Головка снабжена каналами для подачи воздуха в зону дуги. В табл. 9.15 приведены технические характеристики воздушно-д)товых резаков, наиболее часто применяемых в заводской практике. [c.539]
Для воздушно-дуговой резки применяются резаки разных систем. Общий вид резака для воздушно-дуговой резки РВД-1-57 конструкции ВНИИАвтоген представлен на рис. 111. Этот резак предназначен для поверхностной и разделительной резки и рассчитан на длительную работу угольными электродами диаметром от 6 до 12 мм при силе тока до 300 а, причем кратковременно сила тока может быть повышена до 500 а. [c.244]
РЕЗАК ДЛЯ ВОЗДУШНО-ДУГОВОЙ РЕЗКИ ТИП РВД-1-57 [c.74]
| Рис. 26. Резак типа РВД для воздушно-дуговой резки ме- |  |
Для воздушно-дуговой резки используют специальные резаки, представляющие собой держатель электродов головка его имеет сопла для воздуха. Рукоятку держателя можно присоединять к токоподводящему кабелю и воздушному шлангу она имеет устройство для пуска и выключения воздуха. [c.314]
Для воздушно-дуговой резки выпускается резак РВД-1-59, в котором предусмотрен подвод тока и сжатого воздуха. Резак рассчитан на рабочий ток до 300 А (при кратковременной работе до 500 А) диаметр электрода от 6 до 12 мм давление сжатого воздуха 4—6 кгс/см . [c.175]
РЕЗАК ТИПА РВД-1-59 ДЛЯ ВОЗДУШНО-ДУГОВОЙ РЕЗКИ [c.101]
Полуавтомат типа ПДА-300 для дуговой сва[)ки Резак типа РВД-1-59 для воздушно-дуговой резки 31 [c.105]
Для воздушно-дуговой резки используют преимущественно ручные резаки, отличающиеся простотой конструкции (рукоятка с державкой для электродов и вентилем для регулирования подачи воздуха). По ГОСТ 10796—74 предусматривается три типа резаков для монтажных работ (типа М), универсального назначения (типа У) и для обработки отливок (типа Л). Резаки типа М предназначены для работы на постоянном токе 315 А, резаки типа У — на постоянном или переменном токе 500—800 А и резаки типа Л — преимущественно на переменном токе 1000— 2000 А. Производительность выплавления составляет соответственно 9,5 15—22,5 и 16,8—31,0 кг/ч. [c.94]
Для воздушно-дуговой резки низкоуглеродистой и нержавеющей стали толщиной до 20 мм ВНИИавтогенмаш сконструировал универсальный резак РВД-4А-66 (рис. 78 / — электрод, 2 — головка, 3 — нажимной рычаг, 4 — корпус, 5 — кабель-шланг). Он имеет сменные угольные электроды диаметром 6... 12 мм. Ток достигает 400 А, а при кратковременном форсированном режиме — 500 А. Давление воздуха составляет 0,4...0,6 МПа. Расход воздуха при давлении 0,5 МПа не превышает 20 м /ч. Масса резака — 1 кг. Процесс резки протекает [c.90]
Для воздушно-дуговой резки могут применяться электрододержатели, в которых подача сжатого воздуха осуществляется через кольцевое отверстие вокруг электрода (фиг. 158), при этом сжатый воздух равномерно обтекает угольный электрод, имеются устройства с подачей воздуха через боковые отверстия в нижней губке электрододержателя, как это выполнено в конструкции электрододержателя ВНИИАвтоген РВД-1-57 (фиг. 159) Этот резак рассчитан на работу электродами диаметром до 12 мм при силе тока до 300 а, а прн [c.314]
При наличии полуавтоматов для воздушно-дуговой резки возможно применять головку автономно как механизированный резак. В этом случае качество резки будет определяться квалификацией резчика и его навыками в работе. [c.45]
Воздушно-дуговая резка используется как для разделительной, так и для поверхностной резки. При этом способе между неплавящимся электродом и разрезаемым металлом возбуждают дугу. Теплом дуги расплавляют металл участка резания, а струей сжатого воздуха непрерывно удаляют его из полости реза. Для воздушно-дуговой резки низкоуглеродистой и нержавеющей стали толщиной до 20 мм применяют универсальный резак типа РВД-4А-66. Резак имеет сменные угольные электроды диаметром 6—12 мм. Сварочный ток достигает 400 А, а при кратковременном форсированном режиме — до 500 А. Давление воздуха составляет 0,4—0,6 МПа. Расход воздуха при давлении 0,5 МПа не превышает 20 м ч. Масса резака — 1 кг. Процесс резки протекает устойчиво при питании резака постоянным током обратной полярности. При постоянном токе прямой полярности и при переменном токе процесс идет неустойчиво, производительность низкая при плохом качестве поверхности резания. [c.328]
Различают два вида воздушно-дуговой резки разделительную и поверхностную (рис. 10.15). При разделительной резке электрод углублен в полость реза под углом 60... 90° к поверхности разрезаемого металла. При поверхностной воздушно-дуговой резке дуга горит между концом электрода и поверхностью обрабатываемого металла. Электрод наклонен к поверхности под углом 30° в сторону, обратную направлению резки. Ее выполняют на постоянном токе обратной полярности. При этом напряжение на дуге составляет 45...50 В, сила тока — 250...500 А (для отдельных резаков — до 1600 А), диаметр электрода — 6... 12 мм, давление воздуха — 0,4...0,6 МПа, его расход — 20. ..40 и /ч, масса выплавляемого металла — до 20 кг/ч. [c.357]
Для разборки заклепочных соединений рамы применяют пневматические рубильные молотки, газовую резку и воздушно-дуговую резку угольными электродами. Газовая резка сопровождается значительным оплавлением основного материала и изменением его структуры в зоне термического влияния. Эти недостатки отсутствуют у воздушно-дуговой резки угольным электродом, выполняемой резаком РВД-4А-66 с подводом сжатого воздуха от сети давления 4... 5 кгс/см . Резку выполняют при прямой полярности ( плюс -на детали) электродами диаметром 6 или 8 мм марки Эффект или Экстра на режиме сила тока 400... 430 А напряжение 35. .. 40 В вылет электрода 60... 70 мм угол между электродом и горизонталью 45. .. 60 После среза головки заклепку выбивают из отверстия пневмомолотком с оправками (табл. 30.2). [c.299]
Воздушно-дуговая резка выполняется преимущественно вручную. Для производства воздушно-дуговой резки требуется воз-душно-дуговой резак, источник тока и источник воздуха, а также провода, шланги, приборы для контроля и управления подачей тока и воздуха. [c.202]
Резак для воздушно-дуговой резки имеет зажимное устройство для закрепления электрода и сопловую систему для подачи сжатого воздуха в зону режущей дуги. Ток и воздух подводятся к резаку с помощью комбинированного кабель-шланга. Резаки снабжены клапанным воздушно-пусковым устройством. Выпускаются две модели ручных воздушно-дуговых резаков РВДм-315 [c.227]
Резаки для воздушно-дуговой резки. Совершенно иными по конструкции являются резаки для воздушно-дуговой резки (рис. VIII.18). Сварочный электрод прижимается рычагом к головке с контактными губками и отверстиями для подачи сжатого воздуха воздух через ниппель и вентиль попадает в канал, расположенный внутри рукоятки, и оттуда в головку. Ток к электроду подводится от любого источника сварочной дуги. Наиболее распространен универсальный резак РДВ-1 (повышенной надежности) для ручной воздушно-дуговой поверхностной строжки и разделительной резки стали толшиной до 20 мм. Расход потребляемого воздуха 6 л/с с давлением при работе на постоянном токе -—0,4—0,6 МПа (4—6 кгс/см ), при работе на переменном токе — 0,25—0,4 МПа (2,5—4 кгс/см ). Наибольший рабочий ток при ЯВ = 60%—500 А, Габарит резака 285X130X30 мм масса его без кабель-рукава 0,7 кг, с кабель-рукавом 3,9 кг. [c.266]
Среди многочисленных типов резаков для воздушно-дуговой резки можно выделить две основные группы — с кольцевой и боковой подачей воздуха. Резаками с кольцевой подачей типа РВЭД-59 (рис. 17, а) можно производить резку в любом направлении, однако они требуют большого расхода воздуха — 40— 60 м Ы. Резаки типа РВД-1-57 (рис. 17, 6 с боковой подачей [c.49]
Технология и конструкция резаков для воздушно-дуговой резки разработана ВНИИАвтоген, а также Ю. А. Масловым и Г. А. Са-велковым. На рис. 124, а показан резак РВД-1-57 конструкции ВНИИАвтоген для поверхностной и разделительной воздушно-дуговой резки. Резак имеет рукоятку 5, в которой расположен вентиль [c.289]
При воздушно-дуговой резке металл расплавляется дугой непла-вящимся графитовым электродом, а расплавленный металл выдувается из полости реза потоком сжатого воздуха, подаваемого параллельно электроду. Воздушно-дуговую резку можно выполнять во всех пространственных положениях. Основная область ее применения — поверхностная обработка металла (различные углубления в виде канавок, снятие лишнего или дефектного металла и т.- п.). Применяют разделительную воздушно-дуговую резку. Для воздушно-дуговой резки используют специальные резаки, представляющие собой держатель электродов, головка которого имеет сопла для подачи воздуха. [c.210]
Для воздушно-дуговой резки выпускают резаки, имеющие зажимное устройство для закрепления электрода и сопловую систему с клапаном для пуска воздуха. Одно или несколько сопел расположены в передвижной губке зажимного устройства у поверхности электрода. Примеры резаков РВДм-315 и РВДл-1200 на силу тока соответственно 315 и 1200 А. [c.311]
В качестве источников питания для воздушно-дуговой резки на постоянном и переменном токе используются обычное электросварочное оборудование и резаки типа РДВ-1. Для выполнения воздушно-дуговой резки в условиях литейного производства разработано специальное оборудование. Например, созданы трансформатор ТДР-1601, резаки РВДл-1000 и Раздан-1200 , пластинчатые графитированные электродь Э-УПК-1, ЭГ и ГМЗ [34], что позволило внедрить процесс на ряде предприятий. [c.143]
Процесс плазменной резки в отличие от воздушно-дуговой легко механизировать и приспособить для удаления сварных швов значительной протяженности, а также для подготовки кромок деталей под сварку и т. п. Недостатком является то, что плазмотрон имеет относительно большие по сравнению с резаком для воздушно-дуговой строжки габаритные размеры и ограничивает доступ в зауженнные места для обработки. Высокое нап- [c.145]
Пост для воздушно-дуговой резки (рис. 23.6) состоит из пусковой аппаратуры, псточника питания, сварочного кабеля, воздушного шланга (рукава), резака и воздушного компрессора. Если пост оборудуют в цехе, то воздушный шланг подсоединяют к цеховому воздухопроводу. На строительной площадке пост, как правило, оборудуют в передвижном машзале или используют уже имеющийся машзал со сварочным оборудованием постоянного тока. Для резки применяют угольные омедненные и графитизированные электроды диаметром 6—12 мм или прямоугольного сечения. Резак типа РВД (рис. 23.7), широко применяемый в строительстве, состоит из корпуса, рукоятки, воздушного клапана, подсоединенного к рукоятке кабель-шланга, подвижной и неподвижной губок или другого вида соплового устройства для зажима угольного электрода. Пуск струй сжатого воздуха в резаке осуществляется из двух отверстии в неподвижной губке. Струя воздуха направляется параллельно электроду и сдувает расплавленный угольной дугой металл. Для резки применяют типовое сварочное оборудование преобразователи ПСО-500, ПД-502, выпрямители типа БД или ВДУ, а также многопостовые источники с балластными реостатами. При отсутствии компрессора можно использовать сжатый воздух из баллонов через редуктор, понижающий давление. [c.280]
Комплект оборудования для воздушно-дуговой резки (строжки) металла (рис. 61), основанной на расплавлении дугой и удалении расплава струей сжатого вшдуха, состоит из ручного резака с уст- [c.125]
Воздушно-дуговую резку мегаллов вьшолняют посто.чнвым током обратной полярности, так как при дуге прямой полярности металл нагревается сравнительно на широком участке, вследствие чего удаление расплавляемого металла затруднено. Возможно применение и переменного тока. Для воздушно-дуговой резки применяют специальные резаки, которые делятся на резаки с последовательным расположением воздушной струи и резаки с кольцевым расположением воздушной струи. [c.113]
Производительность воздушно-дуговой резкп определяется в первую очередь силой тока. Зависимость между ними прямо пропорциональна, что видно из следующих сравнений при то-ке в 200 а можно удалить за час работы до 7 кг малоуглеродистой стали, токе в 300 а — до 11 кг, а токе в 500 а — до 18 /сг. Кроме того, с повышением силы тока уменьшается удельный расход электроэнергии. Например, при токе в 300 а, необходимо затратить для удаления 1 кг металла примерно 3 квт-ч, а при токе в 500 а — 2 квт-ч. Это доказывает рациональность применения для воздушно-дуговой резки генераторов постоянного тока повышенной мошности. При работе резаками РВД пользуются источниками питания, дающими ток порядка 800 а. Попутно заметим, что на Московском заводе кислородного машиностроения организовано серийное производство резаков РВД. [c.230]
Воздушно-дуговая резка. Б процессе воздушно-дуговой резки металл в месте реза расплавляется теплом электрической дуги, горящей между угольным илп угольнр-графитированиьгм электродом и металлом, при непрерывном удалении жидкого металла струей сжатого воздуха. Установка дшя воздушно-дуговой резки сос-то(ит из резака, источникО В питания дуги электрическим токо м и сжатого воздуха, шлангов для подачи. сжатого воздуха и сварочных проводов. [c.82]
При воздушно-дуговой резке металл, выплавляемый электрической дугой, непрерывно удаляется струей сжатого воздуха. Воздушно-дуговую резху применяют при поверхностной обработке металла для выплавки дефектных участков и удаления корня сварных швов, срезки заклепок, разделки трещин, пробивки отверстий для соединительных скоб и заклепок и т. Д. Кроме того, воздушно-дуговую резку иопользу-куг для разделения нержавеющей стали и латуни толщиной до 20—25 мм. Резка производится при помощи специального резака, яадример, РВД-1-57, показанного на рис. 17, рассчитанного на длительную работу угольными электродами диаметром от 6 до 12 мм при токе до 300 а (кратковременно до 500 а). [c.387]
Основными частями резака являются головка I с контактной губкой, в которой имеются два отверстия для сжатого воздуха прижимной рычаг 2 с пружиной, посредством которой электрод прижимается к контактной губке рукоятка 3, внутри которой проходят воздухо-и токопроводы. На рукоятке расположен запорный воздушный вентиль 4. Для присоединения к резаку шланга от воздушной сети служит ниппель 5. Общий вид схемы присоединения резака к источнику достоянного типа и к воздушной сети показан на рис. 18. Режимы поверхностной воздушно-дуговой резки привадены в табл. 30. [c.388]
Газодуговая резка сталей. Воздушно-дуговую резку производят вручную резаком РВД-1 с жесткой головкой. Для питания дуги током используют наиболее мощные сварочные генераторы с напряжением холостого хода 70—90 в и падающей внешней характеристикой. Источником сжатого воздуха служат передвижные поршневые компрессоры с воздушным охлаждением. Угольные или графитовые электроды диаметром 3—10 мм используют для резки нержавеющей стали и вырезки дефектов сварных твои в толстостенных изделиях. Воз-душно-дугопая резка целесообразна ирп ре же стали толщиной до 20 мм прн этом она более прои 1Подптельна, чем кислородно-флюсовая и не дает грата на кромках. [c.432]
При воздушно-дуговой резке металл расплавляется дугой не-плавяшегося угольного или графитового электрода и удаляется струей сжатого воздуха. Резку выполняют на постоянном токе обратной полярности или переменном токе. Применяют ее для поверхностной обработки металла, а также для выполнения разделительных операций — пробивки отверстий, разделки кромок и трещин. Процесс ведут специальными резаками, рассчитанными на длительную работу. [c.287]
Пост сварки или воздушно-дуговой резки при работе внутри металлических резервуаров должен иметь автоматическое устройство, отключающее сварочное напряжение не позже чем через 0,5 сек после окончания сварки (обрыва дуги). Для поддержания готовности сварочной цепи к сварке на электрододержатель подается напряжение не выше 12 в. Это необходимо для безопасности сварщика, особенно во время смены электродов. Указанные требования обеспечиваются применением специальных схем и приборов. На ВДНХ 1965 г. [45] демонстрировались автоматы для снятия напряжения типа АСН-1 и АСН-ЭО, выполненные в виде переносных приборов весом по 11 кг. Автомат АСН-1 применяется с воздушно-дуговым резаком или электрододержателем без дополнительных проводов для работы автомата АСН-ЭО на электро-додержателе или горелке устанавливается микровключатель, подключенный к управляющему проводу. Автоматы включаются непосредственно в сварочную цепь постоянного или переменного тока с наибольшей силой тока 400 а дежурное напряжение на электроде 6—7 в, потребляемая автоматом мощность 150 вт. [c.197]
mash-xxl.info
Воздушно-дуговой резак
ММ
О и И "С- А Н- И Е
Союз Советских
Социалистических
Республик
И ЗОБРЕТЕ Н ИЯ
К АВТОРСКОМУ СВИДЕ т ЕЛЬСТВУ
Зависимое от авт, свидетельства N—
Заявлено 18.V11.1972 (№ 1811585 25-27) с присоединением заявки №вЂ”
Приоритет—
Опубликовано 25.У11.1973. Бюллетень ¹ 31
Дата опубликования описания 3.1.1974
М. Кл. В 23k 9/28
Государственный комитет
Совета Министров СССР оо делам изооретений и открытий
УД К 621.791.094.054.3.034 (088.8) Авторы изобретения
О, И. Тимошенко, М. И. Болгарин, В. Н. Кодак, А. А. Синицин, В, В. Хоменко, Д. Е. Львов и В. В. Демьяненко
Заявитель
ВОЗДУШНО-ДУГОВОИ РЕЗАК
Изобретение может быть использовано при ремонте литья Id машиностроительных заводах, Известны воздушно-дуговые резаки, содержащие головку с ручкой и зажимными губками и рычажный .аеханизат за>кима электрода.
Цель изобретения — обеспечить надежность зажима электрода.
Это достигается тем, что рычаг механизма зажима с закрепленной на Heì зажимной губкой одним концом связан с фиксирутощей серьгой, предусмотренной на торце головки, а другим — с эксцентриком, которым оснащен механизм зажима.
На чертеже изображен предложенный резак.
Он содержит универсальную головку 1 с оТверстиями, через которые подается воздух под давлением в область электрической дуги; объемный рычаг 2 с закрепленной верхней губкой 8, один конец которого входит в прямоуголь!ое отверстие фиксирующей серьги 4, жестко соединенной с головкой 1, а другой поджат эксцентриком 5, закрепленным на оси б; кожух 7, защищающий шарнир эксцентрика от брызг металла пр.т сварке. Ко>Кух 8 предохраняет руку сварщика от брызг расплавленного металла, отлетающих при строжке. Клемма 9 для подсоединения кабеля электропитания жестко закреплена на штуцере 10, посаженном на резьбе. На ниппель штуцера надевают шланг подачи сжатого воздуха в токоподводящую трубку 11.
5 На трубку надета изолированная ручка 12, состоящая из двух частей, между которыми закреплен кожух 8. На короткои части ручки расположен защитный стакан 18, поджатый гайкой И.
1О Универсалы|ая головка имеет прямоугольный вырез в за>киьппях губках для плоских угольных электродов размером 24>
15 Работает резак следующим образом. В начальном поло>кении эксцентрик 5 находится в нерабочем положении, в вырез универсальной головки 1 вставляется угольный электрод.
Затем поворачивается эксцентрик 5, который
20 перемещает свободньш конец съемного пычага, в результате чего зазор между губками уменьшается, и угольный электрод в ручье между губками надежно зажимается.
Через пустотелую изолированную токопод25 водящую трубку 11 и ниппель штуцера 10 подается сжатый воздух, а к клемме 9 подводится кабель электропитания.
Дальнейшие приемы работы àíàлоги шы с приемами ранее известных воздушно-дуговых
30 резаков.
390883
Предмет изобретения
xf
Составитель М. Новик
Техред Т. Ускова
Редактор Л. Народная
Корректор О. Тюрина
Заказ 3351 Изд. Жз 846 Тираж 888 Подписное
ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий
Москва, )K-35, Раушская наб., д. 4/5
Мытищинская типография
Воздушно-дуговой резак, содержащий голавку с ручкой, зажимными губками и рычажный механизм зажима электрода, отличпюи ийся, тем, что, с целью повышения надежности зажима электрода, рычаг механизма зажима с закрепленной на нем зажимной губкой одним концом связан с фиксирующей серьгой, предусмотренной на торце головки, а другим
5 — с эксцентриком, которым оснащен механизм зажима.


www.findpatent.ru
Резак для воздушно-дуговой резки
Союз Советских
Социалистических
Респубпин
ОПИСАНИЕ
ИЗОБРЕТЕН ИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (632521 (6!) Дополнительное к авт. свил-ву (22) Заявлено 30.11.76 (21) 2424471/25-27 с присоединением заявки _#_ (23) Приоритет (43) Опубликовано15.11,78, бюллетень N 42
2 (51) М. Кл.
В 23 К9/28
Гасударственный комитет
Совета Министров СССР ао делам изооретений н открытий (53) УДК621. 791..75.4.039 (088.8) (45) Дата опубликования описания 25.11.78
В. А. Свистунов (72) Автор изобретения (71) За я в и тель (54) РЕЗАК ДЛЯ. ВОЗДУШНО-ДУГОВОЙ РЕЗКИ
Изобретение относится к области сварки, а именно к конструкпиям дер>катепей электродов дпя эпектродуговой резки„ и может найти применение в судостроении, машиностроении и других отраслях промышленности.
Известен резак, содержащий полый электропроводный корпус, присоединенный с одной стороны к источнику электроэнергии и сжатого воздуха, а с другой стороны оснашенньгй быстросменной головкой, контактирующей с корпусом по поверхности и фиксируемой на нем винтом, а также рычаг, закрепленный на неподвижной относительно корпуса оси, прижимающий эпектрод к контактной поверхности головки.
Однако в такой к оно трукпии резака головка контактирует с корпусом малой поверхностью с незначите-ьным усилием прижатия (создаваемым, например,. винтом), что увеличивает контактное сопротивление, вызьгвает разрушение и оплавленпе контактной поверхпос>.и элементов и выход их из строя при протекании больших токов.
Известен также резак для воздушнодуговой резки, содержащий корпус с каналом для подачи воздуха и разммценными на нем поворотной губкой и стойкой с прижимным рычагом. ! !едостатком известного резака является невысокий срок службы из-за повреждения брызгами расппавиенного металла поверхности корпуса, на которой смонтирована поворотная губка.
I.1åïüþ изобретения является повышение срока службы за счет обеспечения контакта с электродом различных поверхностей губки при жестком креплении ry6 ки в корпусе. (гепь достигается тем, что в стойке выполнено установочное отверстие, а на корпусе — буртик, при этом стойка размещена с возможностью поворота между буртиком и губкой, а корпус соединен с поворотной губкой посредством резьбы.
На фиг. 1 показан воздушно-дутовой резак с ппастинчатым электродом, про3 6325 допьный разрез; на фиг. 2 — разрез A-A на фиг; 1.
Резак для воздушно-дуговой резки содержит- корпус 1 с канапом 2 дпя пода- . чи воздуха и размещенными на нем пов ротной губкой 3 и стойкой 4 с прижимHbfM рычагом 5.
Стойка 4 смонтирована на корпусе 1, выпопненном с буртиком 6, посредством установочного отверстия 7. Поворотная 10 губка 3 соединена с корпусом 1 посредством резьбы и в ней выполнена полость
8 с выходным отверстием 9 в торце дпя выхода воздуха. Поворотная губка 3 выпопнена симметричной относитепьно про- 15 допьной оси и имеет в поперечном сече1 нии форму равностороннего многоугольника. Стойка 4 имеет возможность поворота вокруг корпуса 1. На стойке 4 со стороны поворотной губки 3 имеется выс-20 туп 10, обеспечивающий рабочее положение контактной поверхности поворотной губки 3.
Резак для воздушно-дуговой резки работает спедующим образом.
На контактную поверхность поворотной губки 3 устанавливают графитовый пластинчатый электрод, который прижимается к поворотной губке 3 рычагом 5.
Затем резак подключают к источникам эпектроэнергии и сжатого воздуха. Эпектрический ток подается через корпус 1 и поворотную губку 3 к ппастинчатому графитовому электроду. Между концом эпектрода и обрабатываемой поверхностью
35 образуется расппавляющая ее дуга. Расплавленный метапп удаляется воздухом, поступающим от источника по каналу 2 корпуса 1 и полость 8 губки 3 и выходящим из отверстия 9 на торце губки 3..
21
При подгорании контактной поверхности поворотной губки 3 производится смена контактных поверхностей губки. Йпя этого губка 3 отвинчивается от корпуса 1 вместе с зафиксированной на ней стойкой
4 и рычагом 5 до момента, когда губка
3 выйдет из зацепления с фиксирующим выступом 10. Затем губку 3 поворачивают и фиксируют ее другой контактной поверхностью выступом 10, навинчивают йа корпус 1 вместе со стойкой 4 и рычагом 5 до упора в буртик 6 корпуса 1.
Пластинчатый эпектрод прижимается рычагом 5 к подготовленной к работе контактной поверхности поворотной губки 3, обеспечивая нормальную работу воздушно-дугового резака.
От формы поворотной губки 3, т, е. от копичества ее граней зависит количество контактных рабочих поверхностей поворотной губки.
Предпагаемая конструкция воздушнодугового резака с пластинчатым эпектродом повышает его срок службы.
Формула изобретения
Резак для воздушно-дуговой резкй, содержащий корпус с канапом для подачи воздуха и размещенными на нем поворотной губкой и стойкой с прижимным рычагом, отличающийся тем,что, с цепью повышения срока спужбы за счет обеспечения контакта с электродом различных поверхностей губки при жестком креплении губки в корпуса, в стойке выпопнено установочное отверстие, а на корпусе — буртик, при этом стойка размещена с возможностью поворота между буртиком и губкой, а корпус соединен с поворотной губкой посредством резьбы.
4 Я -6 z
Фиг. Г
ЦНИИПИ Заказ 6464/12 Тираж 1221 Подписное
Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4


www.findpatent.ru



