Сварочная горелка-резак. Резак сварочный
Как выбрать газовый резак (автоген) для ручной резки

Как выбрать газовый резак (автоген) для ручной резки Р1, Р3? Как это сделать по внешнему виду?
Прежде всего, невозможно сделать выбор, глядя на рекламный проспект или картинку. Чтобы выбрать резак правильно нужно как минимум взять его в руки.Определитесь, какой толщины металл вы будете резать:• До 100 мм выбирают резак Р1• До 300 мм – Р3
На что нужно обратить внимание в первую очередь?
Материал, из которого изготовлен наружный мундштук. Согласно требованиям ГОСТа это должна быть хромистая бронза или аналог, который ей не уступает по своим физико-механическим свойствам (медь). Некоторые производители делают наружный мундштук из латуни, однако срок его службы в 3 раза меньше, чем медного.Понять при визуальном осмотре, какой перед вами материал достаточно просто: медный или бронзовый мундштук имеет красноватый цвет, латунный –желтый. Внутренний мундштук, если вы работаете на ацетилене, также должен изготавливаться из хромистой бронзы или меди.
Если вы работаете на пропан-бутановых смесях или метане, допускается изготовление внутреннего мундштука из латуни. Это тем, что температура горения пропано-кислородной смеси на 1000 оС меньше, чем ацетилено-кислородной.
Допускается изготовление трубки резака из латуни, меди или коррозионностойкой стали. Применение других материалов не рекомендуется ввиду их быстрой изнашиваемости и выхода из строя, а, например, использование алюминия может быть даже небезопасным для жизни.
Обратите внимание, что инструмент не должен быть покрашен. Под слоем лакокрасочных покрытий скрываются дефекты металла или пайки, а также невозможно определить материалы, из которых сделан резак. Краска носит декоративный характер.
Резак должен быть разборной, т.е. состоять из разъемных соединений на тот случай, если у вас вышел из строя наконечник, износилась головка, прогорела трубка. В таком случае вы сможете без труда разобрать и почистить все составные элементы (наконечник, внутренние каналы и т.д.) или заменить прохудившуюся деталь. В противном случае вам придется идти в магазин за новой покупкой.
Некоторые автогены имеют моноблочную конструкцию, то есть все соединения паянные. Это плохо тем, что в случае прогара трубки или износа какой-либо детали вы не сможете ее отремонтировать. Если такой «моноблок» засорился, то прочистить его можно, но все это достаточно «геморройно», неудобно и сложно.
Если вы покупаете профессиональный резак, допустим, типа «Маяк», то обратите внимание, что кислородный режущий вентиль должен быть диаметром не менее 40 мм –это обусловлено удобством в процессе работы. Оборудование с пометкой «профи» подразумевает, что его эксплуатируют постоянно и регулярно, т.е. не менее 5-6 часов непрерывной работы. Большой диаметр вентиля КР позволит вам лучше контролировать процесс, так как резчик работает не голыми руками, а в рукавицах или крагах. Кроме того, большой барашек проще крутить и меньше устает рука. Маховики должны вращаться легко и без большого усилия и при этом не болтаться.Если вентиль вращается слишком легко, вы можете нечаянно задеть его рукой или зацепить одеждой – и ранее сделанные вами настройки собьются, а состав пламени поменяется. Вам придется резак постоянно подстраивать, что очень неудобно! Если вентиль вращается с большим усилием, то за рабочий день у вас сильно устанет кисть – это тоже большой минус!
Обратите внимание на материал из которого изготовлен шпиндель резака. Согласно рекомендациям он должен быть сделан из нержавеющей стали (15000-45000 циклов в зависимости от рабочих режимов).Срок службы латунного шпинделя не более 3 тыс. циклов. Существуют комбинированные варианты (изготовленные из латунного сплава и нержавейки) – это средний вариант, который служит от 8000 до 10000 циклов.
И еще пара полезных советов…
Сравните паспортные данные о расходных характеристиках резаков с требованиями ГОСТ 5191-79 (pdf). В этом государственном стандарте есть таблица с указанием номеров мундштуков и толщин для которых они предназначены, а также расход по кислороду и газам.
Уточните у продавца, есть ли возможность обеспечения запасными частями. Если запчастей нет – это значит, что вы покупаете разовое оборудование. Например, выйдет из строя мундштук, который является расходным материалом. Вы не сможете купить и заменить его на новый. Остается разве что вариант самостоятельного изготовления, что не для всех доступно. Что касается других деталей, некоторые вы сами сделать не сможете ввиду сложности технологии их производства.
Источник: Донмет
svarka-master.ru
Газовый резак
(обзор страниц по теме "Газовый резак")
"Газовый резак" в подразделе "Оборудование / Аппараты, машины, установки":
1. Резаки для ручной резки и установки.
2. Оборудование для ручной газовой резки. Классификация резаков ручной резки, установок.
3. Переносные машины для резки. Рассмотрены машины "Микрон", "Гутарк" и "Спутник" с одним или двумя резаками, их технические характеристики (в т.ч. скорость перемещения резака).
4. Шарнирные машины. Как пример - шарнирная машина кислородной резки "Огонек". Её характеристики, в т.ч. Скорость перемещения резака, 3 резака, расход газов на один резак).
5. Портально-консольные машины. Система "Москва" обеспечивает точность стабилизации высоты резака ±0,5мм (на скорости до 6000 мм/мин). Харектеристики машины ПкКФ2-4-2 с фотокопировальным микропроцессорным управлением, расход газа на один резак.
6. Машины ПКФ и с линейным управлением. Машины портальные с фотокопировальным или линейным управлением с одно- и трех-резаковыми суппортами.
7. Машина Комета. Характеристики машин "Комета" 8КС, 8К, 3,6К, 3,2К, 2,5К. Скорость перемещения резака до 12000 мм/мин, до шести суппортов с вертикальным резаком.Расход кислорода на 1 газовый резак 15м3.
8. Машины кислородной резки. Рассмотрены портальные машины (одновременно работают 2—12 резаками).Машина состоит из нескольких основных частей, в т.ч. кареток поперечного хода суппортов с резаками. Описано, как крепят суппорты с резаками.
9. Машины термической резки. Число кислородных резаков - до 12 шт. Приведены диапазоны скорости перемещения резака для разных размеров обрабатываемых металлических листов.
"Газовый резак" в подразделе "Оборудование / Вспомогательное оборудование и аксессуары":
1. Рукава для газовой сварки. Как присоединять резиновые рукава к резакам машин термич. резки.
2. Вспомогательное сварочное оборудование, инструмент, приспособления для газовой сварки и резки. Воздухоприемник прикрепляется к порталу на одной оси с резаками. На рабочем газовом посту должен быть инструмент для устранения неполадок горелок, резаков.
3. Пламегасители. Пламегасители устанавливают на вх. штуцерах резаков, горелок, стационарных машин и установок для газопламенной обработки. На входе в резак давление ацетилена д.б. ≥ 30 кПа.
4. Предохранительные затворы. Центральные затворы - устройства, через которые производится газопитание резаков и горелок.
"Газовый резак" в подразделе "Технология / Газовая сварка":
1. Газоснабжение цехов. К газопроводу горелки или резаки присоединяются всегда через предохранительное устройство. Рукава газоразборных постов для присоединения с горелок и резаков должны соответствовать ГОСТ 9356—75.
2. Централизованное питание кислородом рабочих (сварочных) постов. Приведен расход кислорода для различных видов многорезаковых портальных машин.
3. Стационарный сварочный пост. Из каких частей он состоит, в т.ч. газоразборный пост для питания резаков или горелок газом.
Газовый резак в разделе "Нормативная база":
1. ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки Типы, основные параметры и общие технические условия.
Все для газовой резки в сварочном каталоге :
1. Резаки и комплектующие к ним
2. Горелки
3. Принадлежности для газовой сварки, наплавки, резки
4. Генераторы (в т.ч ацетиленовые)
5. Машины термической резки
6. Газы для сварки, резки, наплавки, пайки
- Оборудование для ручной газовой резки: классификация >
weldzone.info
Резаки и установки для ручной резки
(установки для ручной резки и резаки для газовой резки)
Темы: Газовый резак, Газовая резка, Оборудование для резки, Резка металла.
Для ручной газовой (кислородной) резки используют резаки, а для кислородно-флюсовой — установки для ручной резки. В резаке для ручной кислородной резки происходит смешение горючего газа или жидкости с кислородом, он осуществляет подогрев металла по линии реза образующимся подогревающим пламенем и подает струю кислорода в зону резки. Наибольшее применение получили ручные резаки универсального назначения для разделительной резки металла тощиной 3...300 мм. Машинные резаки часто используют в безинжекторном исполнении.
Универсальные резаки инжекторного типа работают аналогично горелкам для сварки и нагрева (табл. 1). В отличие от горелок резаки имеют каналы для подвода режущего кислорода и специальную головку, к которой крепятся два сменных мундштука (внутренний и наружный). Резак Р2А-01 средней мощности (рис. 1) работает на ацетилене и предназначен для ручной резки низкоуглеродистой или низколегированной стали. Резак для ручной резки РЗП-01 большой мощности имеет такое же назначение, но работает на газе—заменителе ацетилена (пропан-бутане или природном газе).
Рисунок 1. Резак для ручной резки средней мощности Р2А-01
К универсальным резакам относятся также вставные резаки, предназначенные для резки при выполнении монтажных, ремонтных и других работ в условиях индивидуального рабочего поста, когда сварку и резку выполняет один человек. Вставные резаки присоединяют к стволам универсальных горелок. Они имеют два исполнения: резак РВ-1А-02 присоединяется к стволу горелки Г2-04; предназначен для ручной кислородной резки низкоуглеродистых и низколегированных сталей; резак РВ-2А-02 присоединяется к стволу горелки ГЗ-03.
Рисунок 2. Комплект оборудования КЖГ-1 с резаком РК-02
Специальные резаки предназначены для ручной разделительной резки металла толщиной более 300 мм, поверхностной резки и резки с использованием жидкого топлива. Резаками РПК-2-72 и РПА-2-72 выполняют ручную поверхностную резку низкоуглеродистой и низколегированной стали для удаления местных дефектов с поверхности отливки и черного проката. В резаке РПК-2-72 используют коксовый или природный газ давлением ниже 0,02 МПа, а в резаке РПА-2-72 — ацетилен давлением не менее 0,01 МПа.
Таблица 1. Резаки для ручной резки, техническая характеристика.
| Параметры | Универсальные | Вставные | ||
|
Толщина разрезаемой стали, мм |
||||
|
пропан-бутана |
||||
|
природного газа |
||||
|
Давление на входе в резак, МПа: |
||||
|
газа-заменителя |
||||
Рисунок 3. Установка для кислородно-флюсовой резки
Резак РЗР-2 служит для ручной разделительной резки поковок, отливок и прибылей из низкоуглеродистой и низколегированной стали толщиной 300...800 мм, он имеет внутрисопловое смешение горючего газа и подогревающего кислорода. Резак РК-02 (керосинорез) используется для ручной разделительной резки скрапа, металлургического лома, рельс и листового металла толщиной менее 200 мм. Резак РК-02 выпускается с бачком БГ-02 в виде комплекта КЖГ-1 для резки на жидком горючем (рис. 2).Установка УФР-5 применяется для порошково-кислород ной резки железобетона. Установка состоит из флюсоносителя, смонтированного на тележке, копьедержателя, ручного или машинного резаков кислородной рампы на пять—десять баллонов, воздушной рампы на три баллона. Копьедержатель служит для крепления стальной трубы, по которой подается кислород. Резаки (ручной и машинный) работают на пропан-бутане в смеси с кислородом и имеют устройство для внешней подачи флюса в струю режущего кислорода. В качестве флюса используется смесь железного порошка (75...85%) и алюминия (25... 15%).
Флюсонесущим газом является воздух. Устновка УФР-5 позволяет производить резку железобетона толщиной 90...300 мм и прожигать отверстия в нем диаметром 50...70 мм и глубиной менее 1500 мм.
Другие материалы по темам: "
Резаки для ручной резки
(резкаки для газовой резки), газовая сварка, резка" :
- < Оборудование для ручной газовой резки: классификация
- Оборудование механизированное для термической резки (Машины термической резки) >
weldzone.info
Сварочная горелка-резак
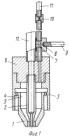
Использование: в сварочном оборудовании. Сущность изобретения: сварочная горелка-резак снабжена обратным клапаном, установленным в подводящем ацетиленовом канале, а инжектор выполнен с возможностью перемещения относительно корпуса с образованием дополнительного кислородного канала между торцом инжектора и корпусом. 4 ил.
Изобретение относится к сварочному оборудованию и производству в машиностроении и может быть использовано для проектирования и изготовления новых сварочных газовых горелок-резаков, а также при модернизации инжекторных горелок типа Г2, Г3, Г4 по ГОСТ 1077-79.
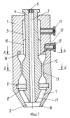
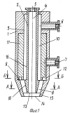
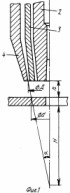
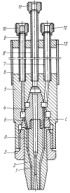
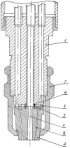
Известны резаки для ручной резки типов РАВ-1, РАУ-70, Ракета-1, Ракета-2 и др. (Соколов И.И. Газовая сварка и резка металлов. М. Высшая школа, 1981, с. 132-139), содержащие ниппеля для присоединения кислородного и ацетиленового рукавов, инжектор, регулировочные вентиля, смесительную камеру, головку и ствол, соединенный с корпусом накидной гайкой. Известные резаки используются только для резки металла (не универсальны), не экономичны, так как ацетилен постоянно подается в зону резания и часть кислорода расходуется на окисление ацетилена, а также взрывопожароопасны. Наиболее близкими по технической сущности к изобретению являются сварочные горелки, содержащие ниппеля для присоединения кислородного и ацетиленового рукавов, инжектор, регулирующие вентиля, наконечник, мундштук и смесительную камеру, соединенную с корпусом накидной гайкой. Недостатком прототипа является то, что горелку ГС-2 не возможно использовать для резки металла, а также известная горелка взрывопожароопасна. Целью изобретения является создание универсальной сварочной горелки-резака, позволяющей повысить производительность сварочных работ и снизить расход ацетилена и кислорода в режиме резки металла. Это достигается тем, что в известной сварочной горелке ГС-2, содержащей инжектор со смесительной камерой и соединенный с ним накидной гайкой корпус с подводящими кислородным и ацетиленовым каналами, подключенными к соответствующим вентилям и ниппелям со своими накидными гайками, наконечник и мундштук, в подводящем ацетиленовом канале установлен обратный клапан, а инжектор выполнен с возможностью перемещения относительно корпуса с образованием дополнительного кислородного канала между торцом инжектора и корпусом. Введение в известную сварочную горелку дополнительного канала подачи кислорода позволяет унифицировать ее в сварочную горелку-резак. Кроме того, в ацетиленовом канале установлен обратный клапан, который обеспечивает автоматическое перекрытие ацетиленового канала во время резки металла от поступления ацетилена в факел пламени и кислорода в ацетиленовый рукав. Это позволяет снизить расход ацетилена и кислорода при резке металла, а также повысить пожаровзрывобезопасность за счет исключения протечки кислорода в ацетиленовый рукав. На фиг.1 изображена сварочная горелка-резак, общий вид; на фиг.2 узел I на фиг. 1; на фиг.3 то же, дополнительный канал подачи кислорода отрыт, в смесительную камеру поступает только кислород; на фиг.4 узел II на фиг.1 (обратный клапан, например, выполненный в виде золотника V5-33 для пневматических камер ГОСТ 8107-75). Сварочная горелка-резак содержит ниппель 1 для соединения с кислородным рукавом, ниппель 2 для соединения с ацетиленовым рукавом, регулирующие вентиля 3 и 4 подачи кислорода и ацетилена, кислородный 5 и ацетиленовый 6 каналы, обратный клапан 7, размещенный в ацетиленовом канале 6, инжектор 8, смесительную камеру 9, соединенную с корпусом 10 накидной гайкой 11, уплотнительное кольцо 12 между корпусом и смесительной камерой 9, опорное разрезное пружинное кольцо 13, установленное в канавке 14 и взаимодействующее с торцом накидной гайки 11, наконечник 15, мундштук 16 и дополнительный кислородный канал 17, образованный зазором между инжектором 8 и корпусом 10 и уплотнительную поверхность 18 на кислородном канале 5 корпуса 10. При резке металла предварительный нагрев металла до пластического состояния производится в обычном режиме с ослабленной накидной гайкой 11 подачей кислорода и ацетилена в смесительную камеру 9. Затем кислородным вентилем 3 увеличивается расход кислорода по кислородному каналу. По дополнительному кислородному каналу, образуемому между торцом инжектора 8 и корпусом 10, кислород поступает по инжектору 8 и одновременно по каналу 6 подачи ацетилена в смесительную камеру 9. За счет давления кислорода, поступившего в канал 6, которое значительно выше давления ацетилена, срабатывает обратный клапан 7 в канале ацетилена. Подача ацетилена в зону горения прекращается и начинается процесс резки металла чистым кислородом. После окончания резки металла накидную гайку 11 заворачивают, кислородный вентиль 3 полностью закрывают, при этом давление в каналах 5 и 6 падает, обратный клапан 7 срабатывает на подачу ацетилена в зону горения, горелку зажигают и регулируют пламя на режим сварки. Обратный клапан 7 пропускает газ в одном направлении и препятствует пропуску газа в другом направлении. Предлагаемая сварочная горелка-резак универсальна, позволяет повысить производительность работ при сварке и резке металлов и снизить расход ацетилена и кислорода в режиме резки металла.Формула изобретения
СВАРОЧНАЯ ГОРЕЛКА-РЕЗАК, содержащая инжектор со смесительной камерой и соединенный с ним накидной гайкой корпус с подводящими кислородным и ацетиленовым каналами, подключенными к соответствующим вентилям и ниппелям со своими накидными гайками, а также наконечник и мундштук, отличающаяся тем, что она содержит обратный клапан, установленный в подводящем ацетиленовом канале, инжектор выполнен с возможностью перемещения относительно корпуса с образованием дополнительного кислородного канала между торцом инжектора и корпусом.РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4Похожие патенты:

Изобретение относится к газопламенной обработке металлов, в частности к оборудованию для резки стали с применением керосина
Изобретение относится к газопламенной обработке материалов, предназначено для ручной разделительной резки углеродистых сталей толщиной до 300 мм и может найти применение в машиностроении, строительстве и других отраслях промышленности

Изобретение относится к устройствам для технической обработки материалов


Изобретение относится к машиностроению, а точнее к устройствам для разделительной резки металлов кислородом с применением горючей смеси, состоящей из горючего газа и кислорода
Изобретение относится к термической резке различных материалов, в частности к конструкциям головок терморезаков с внешним сгоранием компонентов топлива, и может быть использовано для создания терморезаков, одинаково эффективно работающих как на газообразных, так и на жидких горючих

Изобретение относится к конструкции газовых резаков, используемых для разрезки стали, и может быть использовано при резке металла большой толщины



Изобретение относится к средствам термического воздействия и может использоваться, например, для деревообрабатывающей промышленности
Изобретение относится к кислородной резке стали и может быть применено для фигурного раскроя тонколистовой стали в судостроении, на машиностроительных предприятиях, строительстве и др
Изобретение относится к кислородной резке стали и может быть использовано в металлообрабатывающей и металлургической промышленности, в строительстве

Изобретение относится к оборудованию для плазменной резки, в частности к горелкам для плазменной резки металла и может быть использовано в различных отраслях промышленности


Изобретение относится к газопламенной обработке материалов и может быть использовано при кислородной и эрозионной резке различных материалов, прошивании отверстий и поверхностной обработке в различных отраслях машиностроения

Изобретение относится к устройствам газопламенной обработки материалов, включая их резку, и может быть использовано в различных областях народного хозяйства

Изобретение относится к сварочной технике и может найти применение в машиностроении для резки металлоконструкций
Изобретение относится к газопламенной обработке металлов, а именно к газокислородной ручной и механизированной резке металлов
Изобретение относится к сварочному оборудованию и производству в машиностроении и может быть использовано для проектирования и изготовления новых сварочных газовых горелок-резаков, а также при модернизации инжекторных горелок типа Г2, Г3, Г4 по ГОСТ 1077-79
www.findpatent.ru