Для чего выполняется разделка кромок при сварке. Разделка под сварку
всё, что вы хотели знать
Что такое разделка кромок? Для чего выполняется разделка кромок при сварке? Эти вопросы часто задают многие новички. Многие не понимают, зачем вообще тратить время на разделку кромок. Неужели качество шва будет заметно лучше? Наш ответ: да. Любое металлическое изделие требует предварительной подготовки перед сваркой. Разделка кромок — это подготовительный этап, включающий в себя придание кромкам определенной формы.

Нужно ли выполнять разделку кромок в любом случае? Мы не рекомендуем это делать. Разделка нужна для деталей, где толщина металла минимум 5 миллиметров и выше. Если толщина детали менее 5 миллиметров, что разделка кромок свариваемых изделий не принесет желаемого результата. Это лишь один из множества нюансов, которые стоит учитывать при разделке. О них мы и расскажем в этой статье.
Перед разделкой
Разделка под сварку выполняется для общего улучшения качества шва, поскольку металл хорошо проваривается и у сварщика есть прямой доступ к корню сварного соединения. Но есть один главный нюанс, который вы должны учесть, чтобы добиться хорошего качества работ. Это подготовка металла под разделку. Без подготовки вся ваша работа потеряет смысл. И речь идет не о простой очистке поверхности от грязи и масла. Речь идет о полноценной подготовке металла.
Если вы будете варить листовой металл, то первое, что нужно сделать — это пропустить его через вальцы. Вальцы — это два металлическим валика, между которыми пропускается листовой металл. Такой процесс также называется правкой металла. Правку можно выполнять и вручную с помощью молотов, но это не лучший способ добиться ровной поверхности. Ведь в результате вы должны избавиться от искривлений металла.
Дальше нужно металл как следует зачистить. Удалите всю грязь, пятна от масла и краски. Это можно сделать с помощью любого растворителя, мы в своей работе используем уайт спирит. Въевшуюся грязь и признаки коррозии можно удалить с помощью кордщетки, болгарки или абразивного круга. Если деталь сделана из нержавеющей стали, то ее нужно начистить до зеркального блеска.
Далее нужно детали немного прогреть. Делается это с помощью специальных электрических печей или газовых горелок. Если деталь еще только на чертежах, то сделайте на металле разметку и вырежьте детали с помощью роликовых ножниц по металлу. Также можно использовать методы плазменной и газовой резки.
Все, теперь деталь можно подвергать разделке. Только при соблюдении всех этих процедур вы можете добиться качественного результата при разделке кромок. Но это только начало, ведь дальше нужно правильно выполнить скосы кромок, чтобы снизить напряжение у шва и улучшить его качество. Далее мы расскажем о формах скосов и о том, как правильно выполнять разделку.
Формы скосов кромок
Существуют разные виды разделки кромок под сварку. Но корректнее называть их видами формы скосов кромок. Каждая форма имеет свои характерные особенности, поэтому форма подбирается индивидуально для каждой детали. Нельзя бездумно выбирать произвольную форму просто потому, что вы научились делать только ее. Обучитесь выполнять скосы всех форм, чтобы расширить свои возможности. Итак, существуют следующие формы скосов кромок.
V-образная форма

V-образный скос кромок под сварку — самый популярный тип скоса, поскольку делается проще всего и широко применяется в большом диапазоне толщин. Выполняется с двух или с одной стороны. Рекомендуемый угол скоса должен составлять около 60 градусов, если скосов два с обеих сторон. Если скос выполняется только для одной кромки под сварку, то рекомендуем угол в 50 градусов.
X-образная форма

X-образный скос — выполняется с двух сторон, применяется при разделке толстых металлов. Рекомендуемый угол скосов — 60 градусов.
U-образная форма

U-образный скос — самый сложно выполнимый для многих новичков за счет непростой формы. Выполняется с двух сторон, подходит для сварки толстых металлов от 20 миллиметров. Зачастую кромки разделывают таким образом, когда нужно выполнить РДС сварку. Это связано с тем, что при такой форме скосов металл меньше наплавляется и электроды расходуются медленнее.
Это основные формы скосов. Бывают и другие (например, К-образный скос), но они применяются в редких случаях.
Разделка кромок
Теперь поговорим непосредственно о разделке кромок. Существует несколько основных способов разделки. Это газовая резка, механическая резка и ручная резка. Газовая резка применяется редко, поскольку требует использования баллонов с газом, а это не всегда удобно. К тому же, после газовой резки вам в любом случае придется доработать скос механическим или ручным способом. Так что давайте остановимся на них поподробнее.

Механическая разделка кромок самая популярная. Ее можно выполнить в любых условиях и без особо опыта. Выполняется с помощью различных приспособлений. Например, ножниц по металлу с последующей ручной доработкой, расточного станка, фрезеровочного станка или болгарки. Болгарка (она же угловая шлифовальная машинка) — самый недорогой способ механической обработки кромок. Применяется повсеместно.
Что касается ручной разделки кромок, то этот метод используется нечасто. И скорее для доработки уже готовой кромки, которую разделали механическим методом. Для ручной разделки можно использовать напильник или метод рубки металла зубилом.
Обратите внимание, что существует допустимое смещение кромок при сварке. Допустимое смещение кромок — это тема для отдельной статьи, поскольку информации много. Так что мы не будем подробно расписывать здесь все нормы. Вы можете прочесть их в ГОСТах или любых других нормативных документах.
Просто держите в голове, что кромки не должны быть идеально симметричными и параллельными друг другу. Также учитывайте, что при разделке разных изделий могут быть свои нюансы. Например, разделка кромок под сварку трубопроводов требует особой точности.
Вместо заключения
Теперь вы знаете, с какой целью выполняют разделку и какие существуют типы разделки кромок под сварку. Да, в рамках одной небольшой статьи трудно раскрыть все особенности и нюансы, рассказать обо всех углах скосов и предостеречь от ошибок. Но это основная информация, которая поможет вам на начальном этапе. Опытные мастера могут поделиться своим опытом разделки кромок в комментариях ниже, чтобы начинающие сварщики могли узнать для себя что-то новое. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Для чего выполняется разделка кромок при сварке
Для чего выполняется разделка кромок при сварке?
Разделка кромок металла под сварку — обработка свариваемых кромок, придание им надлежащих параметров. Данная процедура осуществляется со следующими целями: обеспечение доступа к корню шва сварочного оборудования, проварка соединяемых деталей по всей толщине материала.
Кромки по форме разделки могут отличаться:
- соединения сварные без разделки краев деталей;
- соединения элементов с разделкой, отбортовкой.
Разделка кромки может быть:
- с односторонним скосом, который может выполняться для одной или обоих краев;
- с двусторонним скосом, выполняемым аналогично для одной, обеих кромок.
Выбирая вариант разделки, рекомендуется брать в учет то, что самым экономным считается соединение сварное без выполнения скоса кромки. Если же предварительная обработка краев изделия все-таки производится, то наиболее простой считается разделка с прямым скосом К, V, Х-образная, чем U-образная. Если сравнивать с односторонней разделкой, то двусторонняя К, Х-образная разделка считается более технологичной, но осуществить такую обработку возможно только в случае наличия доступности сварочным устройством к обоим краям свариваемого металла.
Предварительная подготовка для сварки металлической поверхности
В процессе предварительной подготовки свариваемых металлических элементов производятся следующие мероприятия:
- правка, разметка материала;
- резка металла;
- подготовка к соединению кромок изделия;
- гибка металла горячим, холодным способом.
Подготовка металла может производиться ручным, механическим способами:
- ручная обработка осуществляется на специализированных правильных плитах, выполненных из чугуна, стали. При этом используется винтовой ручной пресс, правка выполняется ударами кувалды;
- механическая правка выполняется на листоправильных вальцах;
- правка угловой стали осуществляется на правильном прессе;
- обработка швеллеров, двутавровых элементов производится на ручных, механических правильных вальцах;
- разметка материала определяет будущую фигуру изделия;
- резка механическая металлических листов может быть прямолинейной, криволинейной. Для этого предназначены специальные ножницы роликовые, оборудованные ножами дискового типа;
- резка заготовок из углеродистых сталей осуществляется дуговой плазменной или газокислородной резками, механическим или ручным способом;
- резка заготовок из легированных сталей производится дуговой плазменной или флюсовой газовой резкой.
Присутствие на поверхности свариваемых деталей любых загрязнений способствует формированию в швах пор и шлаковых отложений, которые значительно ухудшают качество, прочность соединения.
Предварительная подготовка деталей
Предварительная разделка кромок под сварку соединяемых элементов осуществляется для обеспечения максимальной проварки основного металла. Для изделий толщиной свыше 5 мм делается скос свариваемых краев. Угол разделки кромок может составлять от 70 до 90 градусов.
Способы выполнения скосов краев металла
- Выполнение скоса пневматическим, ручным зубилом. Это наиболее грубая с низкой производительностью методика, в результате которой края получаются недостаточно ровные.
- Обработка на специализированном оборудовании: фрезерные, кромкострогальные станки. В данном случае скосы получаются более чистыми, ровными.
- Самый экономичный вариант получения скоса — это ручная, механизированная кислородная резка, после которой обязательно нужно убрать шлаковые отложения при помощи металлической щетки или зубила.
Важно не забывать про очистку кромок, чтобы не допустить наличия неметаллических компонентов в сварочном шве и некачественного провара.
В процессе сборки элементов конструкции под сварку обязательно нужно контролировать правильное расположение соединяемых кромок по отношению друг к другу, то есть исключить возможные перекосы, выдержать необходимые зазоры и прочее.
Рекомендации специалистов
- Чтобы в период выполнения сварочных работ не нарушалось положение деталей, размеры зазоров между кромками, необходимо их предварительно прихватить сваркой, то есть соединить в нескольких точках.
- Длину прихваток, промежутки между ними нужно определять в зависимости от длины основного сварного шва, толщины соединяемого материала. Например, прихватка тонких изделий, которые будут соединяться короткими швами, не должна быть больше 5 мм, а для толстых изделий, которые планируется соединять довольно длинными швами, прихватки выполняются на расстоянии до 50 см между собой и быть длиной до 3 см.
Сергей Одинцов
electrod.biz
5 Разделка кромок под сварку
РАЗДЕЛКА КРОМОК ПОД СВАРКУ
Разделка кромок - придание кромкам, подлежащим сварке, необходимой формы.
Разделка кромок под сварку выполняется с целью обеспечения:
- провара по всей толщине свариваемых элементов;
- доступа сварочного инструмента к корню шва.
По форме разделки кромок под сварку различают сварные соединения без разделки кромок, с отбортовкой и с разделкой кромок под сварку. Кроме того, сварные соединения с разделкой кромок подразделяются на сварные соединения с односторонним скосом одной или двух кромок (односторонняя разделка одной или двух кромок) и сварные соединения с двусторонним скосом одной или двух кромок (двусторонняя разделка одной или двух кромок).
При выборе формы разделки кромки следует учитывать, что наиболее экономичным является сварное соединение без скоса кромок. В случае выполнения разделки кромок более простой в исполнении по сравнению с U – образной является разделка кромок с прямолинейным скосом кромок (V, К, Х – образные). В сравнении с односторонней разделкой кромок более технологичными являются К- и Х-образные двусторонние. Однако К- и Х-образные двусторонние могут быть реализованы при возможности доступа сварочного инструмента к обеим сторонам изделия.
Конструктивные элементы формы разделки кромок.
Конструктивные элементы формы разделки кромок зависят от конструктивных особенностей свариваемых элементов, а также от диаметра электродного материала (размеры разделки кромок должны обеспечивать доступ электрода или сварочной проволоки к корню шва).
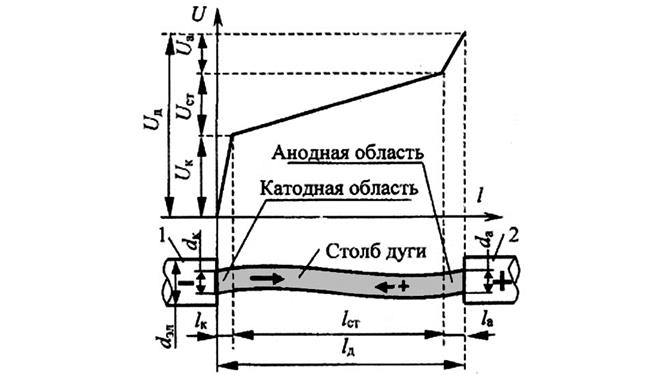
Форма разделки кромок характеризуются следующими основными конструктивными элементами: зазор b, притупление С, угол скоса кромки β и угол разделки кромок α.
Угол скоса кромки β.
Скос кромки - прямолинейный срез кромки, подлежащей сварке.
Угол скоса кромки - острый угол между плоскостью скоса кромки и плоскостью торца.
Угол скоса кромки β изменяется в пределах от 30 ± 5 до 10 ± 5 градусов. При разделке одной кромки угол скоса кромки может составлять 45 градусов.
Угол разделки кромок - угол между скошенными кромками свариваемых частей. Угол разделки кромок α= 2 β. Угол разделки кромок выполняется для обеспечения доступа электрода к основанию шва.
Притупление кромки - нескошенная часть торца кромки, подлежащей сварке. Назначение притупления - обеспечить правильное формирование сварного шва и предотвратить прожоги в корне шва. Притупление кромок С обычно составляет 2 мм ± 1 мм. Иногда, в связи с конструктивными особенностями сварного соединения, значение притупления может приниматься равным нулю (С=0). В этом случае необходимо предусматривать технологические мероприятия, исключающие появление прожога (сварка на подкладке, сварка на флюсовой подушке, укладка подварочного шва, применение замкового соединения).
Зазор - кратчайшее расстояние между кромками собранных для сварки деталей. Зазор b обычно равен 1,0 - 3 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара корня шва, но в отдельных случаях, при той или иной технологии, зазор может быть равным нулю или достигать 8-10 мм и более. Если зазор b = 0, выполняемая сварка называется сваркой без зазора, если b ≠ 0 –сваркой с зазором (или по зазору).
| БЕЗ РАЗДЕЛКИ КРОМОК I – образная (без скоса кромок) | С ОТБОРТОВКОЙ КРОМОК (без скоса кромок) |
|
| |
| Односторонняя разделка Односторонняя разделка с прямолинейным скосом с прямолинейным скосом одной кромки двух кромок | |
| Форма разделки кромок |
2
studfiles.net
Типы сварных соединений. Разделка кромок под сварку. | мтомд.инфо
Основными преимуществами сварных соединений являются: экономия металла; снижение трудоемкости изготовления корпусных деталей; возможность изготовления конструкций сложной формы из отдельных деталей, полученных ковкой, прокаткой, штамповкой.
Сварным конструкциям присущи и некоторые недостатки: появление остаточных напряжений; коробление в процессе сварки; плохое восприятие знакопеременных напряжений, особенно вибраций; сложность и трудоемкость контроля.
Типы сварных соединений
Тип сварного соединения определяют взаимным расположением свариваемых элементов и формой подготовки (разделки) их кромок под сварку. В зависимости расположения соединяемых деталей различают четыре основных типа сварных соединений: стыковые, нахлесточные, угловые и тавровые (рисунок 1).
Рисунок 1 — Основные типы сварных соединений
а – стыковое; б – нахлесточное; в – тавровое; г – угловое
Разделка кромок под сварку
Кромки разделывают в целях полного провара заготовок по сечению, что является одним из условий равнопрочности сварного соединения с основным металлом. Формы подготовки кромок под сварку показаны на рисунке 2, различают V, K, X – образные. По характеру выполнения сварные швы могут быть односторонние и двухсторонние.
Рисунок 2 — Разделка кромок под сварку
а – V-образная; б – U -образная; в – X-образная; г – двусторонняя Х-образная
Скос кромок можно производить различными способами. Самым грубым и малопроизводительным из них является срубание кромок ручным или пневматическим зубилом. При этом способе края кромок получаются неровные. Наиболее ровные и чистые кромки получаются при изготовлении их на специальных кромкострогальных или фрезерных станках. Применение кислородной резки, ручной или механизированной, для скоса кромок является самым экономичным. Шлаки и окалина, остающиеся после кислородной резки, должны быть удалены с помощью зубила и стальной щетки.
Следует уделять большое внимание чистоте кромок, так как загрязненная поверхность кромок металла приводит к плохому провару и образованию в сварном шве неметаллических включений. Поэтому перед сваркой кромки, а также соседние с каждой кромкой участки на ширину 20—30 мм должны очищаться до металлического блеска от окалины, ржавчины, масла, краски и других загрязнений. Очистка от окалины, краски и масла может осуществляться непосредственно пламенем сварочной горелки. При этом окалина отстает от металла, а масло и краска сгорают. После нагрева пламенем поверхность зачищается стальной щеткой.
www.mtomd.info
Добро пожаловать на главную страницу
| Незаметно пролетели три месяца учебы для первокурсников группы 971 «Мастер по обработке цифровой информации». Первые шаги к освоению профессии сделаны. В рамках внутригруппового профессионального конкурса по компетенции «Графический дизайн» ребята продемонстрировали свое владение графическим редактором: рисовали шар на новогоднюю елку. Лучше всех с заданием справились Садовников Дмитрий (1 место), Волков Дмитрий (2 место) и Ширшов Илья (3место). Ёлочка украшена, а ребята показали, что они уже знают и умеют, и что готовы двигаться дальше, к новым знаниям. |
| Наши парикмахеры на семинаре |
| 7 декабря в парикмахерской- мастерской Некрасовой Ю.А, мастером производственного обучения, был организован семинар по теме: «Окрашивание волос красителем CONSTANT DELIGHT c витамином С». Семинар состоял из двух частей: теоретической и практической. Теоретическая часть включала:
Практическая часть заключалась в пошаговой отработке умений и навыков «от простого - к сложному»: обучающиеся 2 курса , под руководством технолога Черновой Е.А проводили диагностику волос и кожи головы модели, выполняли окрашивание, консультировали модель по подбору средств по уходу за волосами в домашних условиях. |
pu4-biysk.ru
www.samsvar.ru
Разделка под сварку
Кромки под сварку
Перед переходом к непосредственной сварке конструкций из различных материалов требуется осуществить предварительную подготовку. Перед сваркой следует выполнять определенные процедуры:
- Правка и утонченная резка.
- Предварительная зачистка и небольшой подогрев заготовок.
- Сгибание и обработка кромок деталей.
Благодаря этим нехитрым процедурам, возможно, значительно повысить качество конечного результата. Проблема в небольших остатках лишнего материала либо ржавчины, которые легко спровоцируют появление некачественного брака на изделии или ненужной сварке деталей. Обрабатывать кромки под сварку советуют при каждой предварительной операции.
Снимаются лишние слои с кромок заготовок, а полученное очищенное место в будущем заполняется металлической смесью электрода. Некоторые заготовки перед сваркой не обладают необходимой формой, что требует обязательного изменения – детали выгибаются, шлифуются, иногда даже подрезаются. Все процедуры подготовительного характера прописываются официальными органами стандартизации, что делает их обязательными перед сварочными работами.
Требования обработки
Подготовка кромок под сварку должна соответствовать официальным допустимым стандартам. В процессе обработки допускается применение дополнительного оборудования: напильников, болгарки, шлифовальных машин. Помимо соблюдения элементарных правил работы с используемыми инструментами необходимо следить за техническими параметрами обрабатываемой детали. Поскольку лишние миллиметры материала, неправильные углы загибов либо игнорирование процедуры обработки может сказаться на возможности дальнейшего использования детали.
Обработка кромок под сварку предполагает работу с определенным набором строительного оборудования:
- Металлическая щетка, обеспечивающая полноценную зачистку изделия. Использование щетки допускается при любых размерах деталей, а конечный результат во многом зависит от целеустремленности работника.
- Ацетон – средство для дополнительного обезжиривания. Заготовка обрабатывается ацетоном непосредственно перед сваркой либо выкладыванием флюса на окончания деталей. Это средство позволяет устранить различные образовавшиеся пленки на поверхности деталей.
- Тиски настольные. Благодаря им возможно осуществить сгибание заготовок в любых плоскостях. Они являются дополнительным фиксирующим элементов, который часто применяется для удержания заготовок в неподвижном состоянии.
- Газовая горелка. Это устройство применяется для предварительного прогрева заготовок, что способствует устранению образовавшихся жировых пленок. Подогрев положительно влияет на отсутствие деформаций непосредственно при сварке.
Использование всех инструментов в совокупности позволяет создавать благоприятные условия для последующих сварочных работ.
Подготавливаем идеальные кромки перед сваркой
При соединении практически любых заготовок требуется обязательная подгонка кромок. Эта операция выполняется с целью обеспечения наиболее равномерного и плотного соприкосновения свариваемых деталей, что наделяет конечный шов максимальной прочностью.
Разделка кромок под сварку начинается с определения меньшего размера имеющейся заготовки. Полностью обработав менее крупную деталь необходимо придать оптимальную форму более крупной заготовке. Площадь сечения крупной заготовки должна соответствовать меньшему аналогу. Просчитывается общая геометрия, при которой соединение будет обладать наилучшими конечными характеристиками прочности.
Подготовка идеальных кромок основывается на соблюдении следующих нюансов:
- Обрабатываются углы разделки каждой заготовки.
- Выстраивается подходящая ширина общего зазора.
- При необходимости создается притупление.
- Регулируются длины скосов.
При показателе толщины кромок в 3 мм. Обработкой заготовок можно пренебречь, поскольку технология сварки без труда обеспечит максимальное скрепление деталей. Но при относительно крупных размерах следует проводить обработку кромок на постоянной основе. Металлические конструкции могут провариться недостаточно хорошо либо останутся промежутки непроваренного шва, что в последствии станет причиной разрыва.
Правильно выполненный скос кромок под сварку способствует плавности будущего перехода между заготовками. Подобная подготовительная мелочь существенно снизит возможное напряжение и нагрузку на область соединительного шва.
Прихват металлических конструкций и их оптимальная сборка
Подготовка к дальнейшему свариванию труб заключается не только в создании идеальной рабочей поверхности на каждой заготовке. Необходимо обеспечить правильное функциональное положение трубопровода, поскольку отклонение в несколько градусов даст значительные искажения формы на расстоянии. Поэтому зачистка кромок труб под сварку не является окончательным средством, гарантирующим идеальный результат.
Массивные трубы невозможно сваривать на весу, а иногда частичная фиксация одной трубы не снижает трудности в процессе создания соединительного шва. Идеальным вариантом в подобных ситуациях является прихват места соединения точечной сваркой.
Преимущества от подобного метода фиксации следующие:
- Точечная фиксация осуществляется по плоскости всей трубы, что устраняет возможность съезжания деталей.
- Деформационное скручивание также становится невозможным.
- Полученное соединение не обладает существенной прочностью, но к аккуратной транспортировке оно уже приспособлено.
- Возможность переноса позволяет изменять положения для сварки, так проще выполнить сварочный шов горизонтального направления.
Конечная сборка конструкции должна начинаться с правильного планирования рабочей зоны и устранения мешающих деталей из нее. Каждый участок, где планируется проводить сварку, должен обладать максимальной доступностью. Это позволит создать равномерный шов. Предварительный крепеж заготовок должен осуществляться с максимально доступной жесткостью. Необходимо устранить возможность перекосов и нежелательных изменений положения.
Только в совокупности операций по предварительной подготовке, возможно, создать идеальные предпосылки для сварочных работ.
svarkagid.com
РАЗДЕЛКА ПОД СВАРКУ.
Подготовка металла под сварку осуществляется путём правки, разметки, наметки, резки, гибки, а так же делается разделка под сварку.
Здесь имеется в виду следующее. Правка может быть выполнена вручную с использованием правильной формы чугунных или стальных форм. Металл накладывается на них и подвергается физическим ударам. Или же правка выполняется с помощью вальцов и правильных прессов. Форма и размер деталей задаётся путём разметки и наметки. Резку выполняют как вручную, так и механизировано, в зависимости от сложности.
Для резки углеродистой стали применяется плазменно-дуговой или газокислородный резак. Цветные металлы наряду с легированной сталью режут так же плазменно-дуговым или же газофлюсовым резаком. Все процессы могут проходить в ручном или автоматизированном режимах.
Перед сваркой металл должен быть тщательно очищен от любого рода загрязнений. Наличие загрязнений сделают сварку непрочной и ненадёжной. Разделка под сварку – заготовка формы кромки для определённого вида соединения. Разделка под сварку необходима для полноценной проварки металлов. Кромки правильной формы позволяют варить металл отдельными слоями. Это улучшает структуру шва и минимизирует возможность образования сварочного напряжения и деформации. Все кромки должны быть притуплены для удобства проведения сварки. Без этого существует возможность прожога металла.
Формы кромок подготавливаются согласно ГОСТ 5264-80, в зависимости от вида соединения (стыковое, нахлёсточное, угловое, тавровое).
Форма подготовленных кромок под сварку для стыковых соединений.
При стыковом соединении торцы металлов примыкают друг к другу своими поверхностями. Это самое распространённое соединение из всех используемых в сварке. Свариваемые объекты кладутся на одну поверхность (т.е. в одной плоскости). Форма кромки для стыковых соединений выбирается в зависимости от следующих факторов:
- толщина кромки;
- положение сварочных объектов;
- марка металла;
- выбранный вид сварки;
- особенности свариваемой конструкции.
Разделка кромок применяется к листам толщиной от 7 мм, но бывают исключения, когда толщина листа составляет 4 мм. Формы кромок стыковых соединений бывают следующих видов:
с отбортовкой кромок;
без скоса кромок;
односторонний скос одной кромки;
«в замок»;
криволинейный скос одной кромки;
ломаный скос одной кромки;
два симметричных скоса одной кромки;
два симметричных криволинейных скоса одной кромки;
два не симметричных скоса одной кромки;
со скосом двух кромок;
ломаный скос двух кромок;
два симметричных скоса двух кромок;
два симметричных криволинейных и ломаных скоса двух кромок.
Так же стыковые соединения обладают следующими характеристиками:
равнопрочность с основным металлом;
выполнение стыковых соединений может быть односторонним и двусторонним;
с применением подкладок и без них.
Форма подготовленных кромок под сварку для нахлёсточных соединений.
Свариваемые металлы располагаются параллельно друг к другу, где один пласт накладывается на другой. Нахлёсточные соединения применяются в основном для сварки корпусов каких-либо объектов (корабли, резервуары и т.д.). Формы кромок нахлесточных соединений бывают следующих видов:
без скоса кромок;
с круглым отверстием;
с вытянутым (продолговатым) отверстием.
А так же обладают следующими характеристиками:
односторонние и двусторонние;
односторонние прерывистые;
односторонние со сплошным швом.
Форма подготовленных кромок под сварку для угловых соединений.
Здесь элементы располагаются под углом друг к другу, и сваривается место, где примыкают края объектов. Такие соединения применимы к объектам с резкой сменой угла поверхности. Форма подготовленных кромок под сварку для угловых соединений имеет следующие виды:
без скоса;
скос одной или двух кромок;
два скоса одной кромки;
два несимметричных скоса одной кромки;
два скоса одной кромки вместе с одним скосом второй кромки;
отбортовка одной кромки.
Формы кромок для угловых соединений обладают следующими характеристиками:
односторонние и двусторонние;
односторонние и двусторонние впритык;
с применением подкладок и без них.
Форма подготовленных кромок под сварку для тавровых соединений.
При тавровом соединении один элемент торцом приваривается под углом к стенке другого. Очень часто применяются в строительстве балок, ферм и колонн. Разделка кромок под сварку бывает следующих видов:
без скока;
один скос одной кромки;
криволинейный скос одной кромки;
два симметричных скоса одной кромки;
два симметричных криволинейных скоса одной кромки.
Выполненные кромки для угловых соединений обладают следующими характеристиками:
односторонние и двусторонние;
сплошные и прерывистые по протяжению.
elektrosvarshchik.ru
Большая Энциклопедия Нефти и Газа
Cтраница 1
Форма разделки кромок под горизонтальные стыки труб с толщиной стенки менее 20 мм производится так же, как и под вертикальные стыки. [1]
Форма разделки кромок под сварку должна обеспечивать при сварке свободное манипулирование электродом. [2]
Форма разделки кромок и величины зазоров между деталями трубопроводов при их стыковке под сварку должны соответствовать стандартам, нормалям или специальным инструкциям, приведенным в соответствующих разделах настоящей главы. [3]
Форма разделки кромок заготовок сферических емкостей зависит от толщины листа, расположения элементов, способов монтажа и сварки, свойств металла. Для ручной сварки разделку кромок меридиональных соединений выполняют так, чтобы в нижнем полушарии они были раскрыты внутрь, а в верхнем - наружу. Это позволяет уменьшить объем сварки в потолочном положении. Экваториальные соединения выполняют с большой разделкой внутрь резервуара. Это связано с тем, что при наложении первых слоев шва с внутренней стороны угловые деформации, вызванные сваркой, совпадают с проектной кривизной. Кромки замыкающего лепестка в каждом поясе разделывают вручную или полуавтоматом на месте монтажа. [4]
Форму разделки кромок при прямолинейном наклонном срезе кромок и их сборку под сварку характеризуют четыре основных конструктивных параметра ( рис. 1.11, а - д): зазор - Ъ, притупление - с ( нескошенная часть торца кромки), угол скоса кромки - р ( острый угол между плоскостью скоса кромки и плоскостью торца) и угол разделки кромок - а ( угол между скошенными кромками свариваемых частей), равный ( 3 или 2 ( i. Разделка кромок обеспечивает доступ электрода и дуги в глубь соединения для полного проплавления кромок на всю их толщину. Так как форма разделки кромок определяет количество необходимого дополнительного металла для заполнения разделки, стремятся делать минимальную площадь разделки. В первом случае будет значительно выше производительность сварки, а также меньше деформации и напряжения в свариваемом изделии. [5]
| Формы швов стыкового сварного соединения. [6] |
По форме разделок кромок стыка швы бывают бес-скосные, V-образные, Х - образные, U-образные. В бес-скосном шве ( рис. 122, а) кромки деталей предварительно не обрабатывают При ручной сварке бесскосный шов применяют для толщины листов до 5 мм, при автоматической до 12 мм. [7]
Так, форма разделки кромок должна обеспечить возможность раздельной сварки каждого слоя с проваром на всю глубину металла. [8]
Для обеих форм разделки кромок сварку выполняют в следующей последовательности ( фиг. [9]
| Подготовка кромок и швы в некоторых особых случаях. [10] |
Наряду с формой разделки кромок и их размерами, регламентируемыми стандартами, в связи с широким применением толстолистового металла, а также высокопрочной стали возникла необходимость и в других, нестандартных их формах. [11]
Размеры швов, форма разделок кромок аналогичны размерам и формам стальных конструкций. [12]
Какими параметрами характеризуется форма разделки кромок. [13]
На рис. 57 показана форма разделки кромок плит до и после заполнения их припоем. Этим методом соединяют обычно чугунные изделия или разнородные материалы, например чугун-алюминиевый сплав; его применяют для запайки трещин, раковин. Пайка производится в пламени кислородно-ацетиленовой горелки или электродуговым способом. [14]
| Формы подготовки кромок биметаллических листов под сварку. [15] |
Страницы: 1 2 3 4
www.ngpedia.ru
Подготовка деталей к сварке
Детали, предназначенные для сварки, должны быть очищены от грязи, масляных пятен и других посторонних частиц. Особенно тщательную очистку следует выполнять в околошовной зоне, так как любые посторонние частицы, загрязняющие сварочную ванну, могут отрицательно сказаться на качестве сварного соединения. Кромки деталей стачивают под углом шлифовальной машинкой или напильником. Тип и угол разделки кромок определяют количеством необходимого для заполнения разделки электродного металла, а зазор между ними зависит от толщины свариваемых деталей, марки материала, способа сварки и т.д. Минимальную величину зазора выдерживают при сварке без присадочного материала, то есть неплавящимся электродом. При сварке плавящимся электродом зазор обычно устанавливают в пределах 0—5 мм. И чем больше зазор, тем глубже проплавление свариваемых кромок.
Тип и угол разделки свариваемых кромок определяют количество необходимого электродного материала для заполнения разделки, а следовательно, и производительность сварки. Основные типы разделок кромок перед сваркой приведены на рис.1.
Наилучшее формирование сварочного шва обеспечивает Х-образная разделка кромок, которая позволяет уменьшить объем наплавленного металла в 1,6 — 1,7 раз. Такая разделка обеспечивает наименьшую величину деформации после сварки и достаточную прочность сварочного шва. Для предотвращения образования прожогов и правильного формирования шва кромки после разделки притупляют.
Свариваемые детали совмещают между собой и плотно сжимают любым доступным механическим способом. Чаще всего пользуются различными конструкциями тисков, струбцин, систем пазов и т.д. Сварка серийных деталей выполняется в приспособлениях, изготовленных по индивидуальным чертежам. При автоматической сварке часто применяют манипуляторы, обеспечивающие высокую точность предсварочной сборки.
| Рис. 1. Конструктивные элементы разделки кромок под сварку: в — зазор; с — притупление; β — угол скоса кромок; а — угол разделки кромок; 1 — без разделки кромок; 2 — с разделкой кромок одной детали; 3 — V-образная разделка; 4 — Х-образная разделка; 5— и-образная разделка | Рис. 2. Питание дуги при ручной дуговой сварке: А — электрическая схема; Б — компоновка поста; 1 — изделие; 2 — дуга; 3 — электрод; 4 — электрододержатель; 5 — сварочные кабели; 6 — источник питания; 7 — пульт управления |
Детали располагают так, чтобы место сварочного шва было наиболее доступно для электрода. Небольшие по размеру детали следует надежно закрепить. Объемные металлические конструкции перед сваркой собирают согласно чертежу, временно закрепляют сопряжения и окончательно совмещают соединяемые элементы. Связи собирают на болтах, что позволяет придать конструкции правильное геометрическое положение. Элементы листовых конструкций устанавливают в требуемое положение и фиксируют временными (жесткими и полужесткими) креплениями. Жесткие крепления — это прихватки, выполняемые дуговой сваркой длиной 50 100 мм через 400 — 500 мм. Прихватки осуществляют тем же способом и с применением тех же сварочных материалов, что и в дальнейшем при сварке.
Прихватки целесообразно накладывать с противоположной основному шву стороны, тогда они в процессе обработки корня шва будут удалены. Прихватки, накладываемые со стороны основного шва, следует перед сваркой зачистить до металлического блеска и тщательно проверить, нет ли трещин и других дефектов.
После этого вновь собирают электрическую схему сварочного комплекса. Для этого к свариваемым деталям прикрепляют заземляющий зажим, подсоединенный к отрицательной клемме сварочного аппарата. Схема питания электрической дуги при сварке на постоянном токе приведена на рис. 2.
Величину сварочного тока подбирают в соответствии с применяемым электродом и устанавливают его в режиме холостого хода. После этого вставляют электрод в держатель и зажигают дугу.
build.novosibdom.ru
www.samsvar.ru
1 Рекомендуемая разделка кромок при автоматической дуговой сварке под флюсом
РЕКОМЕНДУЕМАЯ РАЗДЕЛКА КРОМОК
ПОД АВТОМАТИЧЕСКУЮ ДУГОВУЮ СВАРКУ ПОД ФЛЮСОМ
| Тип свар-ного соеди- нения | Форма подготовки кромок | Рекомендуемая толщина свариваемых элементов S, подготавливаемая под сварку, мм | |
| СТЫКОВОЕ | Без скоса кромок (без разделки кромок) | S ≤ 10 мм Тип шва – односторонний. Пространственное положение- нижнее. | |
| С односторонним прямолинейным скосом двух кромок V образная разделка кромок (односторонняя разделка кромок) | S 10 мм С = 3 мм β = 300 α = 600 Тип шва –односторонний. Пространственное положение- нижнее. | ||
| УГЛОВОЕ | Без скоса кромок (без разделки кромок) | S ≤ 10 мм Тип шва – односторонний. Пространственное положение- нижнее. | |
| С односторонним прямолинейным скосом двух кромок V образная разделка кромок (односторонняя разделка кромок) | S 10 мм С = 3 мм β = 300 α = 600 Тип шва –односторонний. Пространственное положение- нижнее. | ||
| ТАВРОВОЕ | Без скоса кромок (без разделки кромок) | S ≤ 7 мм β = 450 Тип швов –одно- или двусторонний Пространственное положение - симметричная «лодочка» . | |
| С односторонним прямолинейным скосом одной кромки (односторонняя разделка кромок) | 7 мм S ≤ 20 мм С=3 мм β = 300 Тип шва – односторонний. dп – диаметр сварочной проволоки Пространственное положение - несимметричная «лодочка». | ||
| С двусторонним прямолинейным скосом одной кромки (двусторонняя разделка кромок) | S 20 мм С=3 мм β = 300 Тип шва – двусторонний. dп – диаметр сварочной проволоки Пространственное положение - несимметричная «лодочка». | ||
2
studfiles.net
Форма разделки кромок под сварку
О П И С А Н И Е 1п1 505542
ИЗОБРЕТЕН ИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Союз Советских
Социалистических
Республик (61) Дополнительное к авт. свид-ву (22) Заявлено 23,07.70 (21) 1522481/25-27 с присоединением заявки № (23) Приоритет
Опубликовано 05.03.76. Бюллетень ¹ 9 (51) М, Кл. - В 23К 33/00
Государственный комитет
Совета Министров СССР (53) УДК 621.791.053 (088.8) по делам изобретений и открытий
Дата опубликования описания 29.04.75 (72) Авторы изобретения В. С. Головченко, А. А. Григорьев, В. В, Долгоруков, Э. Н. Лаансон, Ю. Д. Кайнов и P. И. Утюшев (71) Заявитель (54) ФОРМА РАЗДЕЛКИ КРОМОК ПОД СВАРКУ
Изобретение относится к сварочному производству и может использоваться в судостроении и других отраслях народного хозяйства при изготовлении сварных конструкций из титановых и других металлических сплавов в листовом прокате большой толщины, в которых требуется выполнение горизонтально расположенных швов.
Известна форма разделки кромок под сварку, преимущественно аргоно-дуговую, при которой свариваемые кромки расположены параллельно друг другу, на расстоянии друг от друга не более 10 мм и выполнены с притуплением, равным половине зазора (1). Однако прп применении такого способа для сварки горизонтальных швов на вертикальной плоскости дуга может экранироваться от нижней кромки, что может привести к несплавлению металла шва с нижней кромкой и с валиками предыдущих слоев, а также увеличить вероятность образования пор и подрезов.
Предлагаемая форма разделки отличается от известной тем, что обе кромки расположены под углом 15 — 35 к плоскости, перпендикулярной к поверхности свариваемых деталей. Это позволяет повысить качество сварки и производительность при выполнении горизонтальных швов на вертикальной плоскости при уменьшении расхода сварочных материалов.
На фиг. 1 изображена предлагаемая форма разделки кромок при двусторонней сварке; на фиг. 2 — то же, при односторонней сварке, где: s — толщина свариваемых деталей;
5 а — ширина щели между стыкуемыми кромками;
b — величина выступа притупления верхней детали, равная 5 — 7 мм;
10 с — величина выступа притупления нижней детали, равная 3 — 4 мм; а — угол наклона разделки, равный 15—
35, угол у равен 40 — 50 .
Обработанные кро»ки деталей, подлежащих сварке, собираются встык известными способами, сварочная дуга возбуждается и горит между электродной проволокой и предыду20 щим проходом шва (притуплением), преимущественно вдоль оси электродной проволоки.
В процессе сварки электродная проволока подается в разделку, заполняя последнюю, и одновременно перемещается вдоль нее. При
25 этом происходит одновременное ра
30 кромки.
505542
6орм Лй изобретения
Составитель Т. Арест
Текред Е. Подурушина
Редактор В. Другова
Корректор Л. Денискина
Заказ 1223)2 Изд. № 285 Тираж 1178 Подписное
ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобрегс. пй и откргятии
113035, Москва, Я-35, Раушская паб., д. 4/5
Типография, пр. Сапунова, 2
Форма разделки кромок под сварку, преимущественно аргонодуговую, при которой свариваемые кромки параллельны друг другу, расположены с зазором не более 10 мм и выполнены с притуплением, равным половине зазора, отличающаяся тем, что, с целью повышения качества при сварке горизонтальных швов на вертикальной плоскости, обе
5 кромки расположены под углом 15 — 35 к поверхности свариваемых деталей.


www.findpatent.ru
| Рис. 7С Форма разделки кромок под сварку Параметры разделки являются важной характеристикой, от которой зависит качество шва и общая работоспособность изделия. Поэтому для каждого способа сварки и группы изделий нормативными документами определяются требования к выполнению разделки кромок под сварку. Форма разделки кромок характеризуются следующими основными конструктивными элементами: угол скоса кромки β; угол разделки кромок α= 2 β; притупление С; зазор b. Скос кромки - прямолинейный наклонный срез кромки, подлежащей сварке. Угол скоса кромки β - острый угол между плоскостью скоса кромки и плоскостью торца. Угол разделки (раскрытия) кромок α - угол между скошенными кромками свариваемых частей. Угол скоса кромок βпри щелевой разделке изменяется в пределах от 0 до 8 градусов. Стандартный угол разделки кромок α в зависимости от способа варки и типа сварного соединения изменяется в пределах от 60 ± 5 до 20 ± 5 градусов. Угол разделки кромок выполняется для обеспечения доступа электрода к основанию формируемого сварного шва. Притупление кромки С - нескошенная часть торца кромки, подлежащей сварке. Притупление кромок С обычно составляет 2 мм ± 1 мм. Назначение притупления - обеспечить формирование сварного шва без образования прожога (см. Дефекты сварных соединений). Иногда, в связи с конструктивными особенностями сварного соединения, значение притупления может приниматься равным нулю (С=0). В этом случае необходимо предусматривать технологические мероприятия, исключающие появление прожога (сварка на подкладке, сварка на флюсовой подушке, укладка подварочного шва – см. Выполнение швов сварных соединений). Зазор b - кратчайшее расстояние между кромками собранных для сварки деталей. Зазор b обычно равен 1,0 – 3,0 мм. При принятых углах разделки кромок наличие зазора необходимо для обеспечения проплавления всей толщины свариваемых элементов в результате затекание расплавленного металла между их кромками. В отдельных случаях при той или иной технологии зазор может быть равным нулю или достигать 8-10 мм и более. Если зазор b = 0, выполняемая сварка называется сваркой без зазора, если b ≠ 0 –сваркой с зазором (или по зазору). R назначается для обеспечения плавного сопряжения вертикальных и горизонтальных плоскостей разделки. Величина R зависит от геометрических особенностей профиля разделки. Форма разделки кромок определяет количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6- 1,7 раза. Форма разделки кромок, а также размеры параметров разделки (профиль разделки кромок, угол разделки кромок, величина зазора и притупление) зависит от свариваемого материала, толщины свариваемых элементов, и способа сварки. Параметры разделки кромок являются важной характеристикой, от которой зависит качество шва и общая работоспособность изделия. Поэтому для каждого способа сварки и группы изделий нормативными документами определяются требования к выполнению разделки кромок под сварку. |
| № п/п | Сварные соединения и швы | Особенности расположения | Основное применение | Примечание |
| 1 | Стыковые | Соединяемые детали, элементы находятся в одной плоскости. | Сварка конструкций из листового металла, резервуаров и трубопроводов. | Экономия расходных материалов и времени на сварку, прочность соединения. Тщательная подготовка металла и выбор электродов. |
| 2 | Угловые
| Соединяемые детали, элементы расположены под любым углом относительно друг друга. | Сварка емкостей, резервуаров. | Максимальная толщина металла 3 мм. |
| 3 | Нахлесточные | Параллельное расположение деталей. | Сварка конструкций из листового металла до 12 мм. | Большой расход материала без тщательной обработки. |
| 4 | Тавровые (буквой Т) | Торец одного элемента и боковая часть другого находятся под углом | Сварка несущих конструкций. | Тщательная обработка вертикального листа. |
| 5 | Торцовые | Боковые поверхности деталей примыкают друг к другу | Сварка сосудов без давления | Экономия материала и простота исполнения |
По способу выполнения:
- Двухсторонние – сварка с двух противоположных сторон с удалением корня первой стороны;
- Однослойные – выполнение за один «проход», с одним наплавленным валиком;
- Многослойные – число слоев равно числу «проходов». Применяется при большой толщине металла.
По степени выпуклости:
- Выпуклые — усиленные;
- Вогнутые — ослабленные;
- Нормальные — плоские.
На выпуклость шва влияют используемые сварочные материалы, режимы и скорость сварки, ширина разделки кромок.
По положению в пространстве:
- Нижние – сварка ведется под углом 0° — наиболее оптимальный вариант, высокие производительность и качество;
- Горизонтальные — сварка ведется под углом от 0 до 60° требуют повышенной
- Вертикальные- сварка ведется под углом от 60 до 120° квалификации сварщика;
- Потолочные – сварка ведется под углом от 120 до 180° — наиболее трудоемкие, небезопасные, сварщики проходят специальное обучение.
По протяженности:
- Сплошные – самые распространенные;
- Прерывистые – негерметичность конструкции.
Виды сварных соединений и швов по взаимному расположению:
- Расположены по прямой линии;
- Расположены по кривой линии;
- Расположены по окружности.
По направлению действующего усилию и вектору действия внешних сил:
- фланговые – вдоль оси сварного соединения;
- лобовые – поперек оси сварного соединения;
- комбинированные – сочетание фланговых и лобовых;
- косые –под некоторым углом к оси сварного соединения.
Виды сварных швов по форме свариваемых изделий:
- на плоских поверхностях;
- на сферических.
Виды швов зависят также от толщины рабочего материала и от длины самого стыка:
- короткие — не > 25 см, при этом сварка производится способом «за один проход»;
- средние — длиной
Все протяженные швы обрабатываются обратно-ступенчатым способом, от центра к краям.
Разделка кромок под сварку
Для создания прочного и качественного сварного шва кромки соединяемых изделий проходят необходимую подготовку и им придается определенная форма (V, X, U, I, K, J, Y – образная). Во избежание прожога подготовку кромок можно выполнять при толщине металла не менее 3 мм.
Порядок подготовки кромок:
- Очищение краев металла от ржавчины и загрязнений;
- Снятие фасок определенного размера – в зависимости от способа сварки;
- Величина зазора – в зависимости от типа сварных соединений.
Параметры подготовки кромок:
- Угол разделки кромок – α;
- Зазор между кромками –b;
- Притупление кромок –c.
В таблице 2 приведены особенности подготовки кромок в зависимости от толщины металла.
Таблица 2
| №,п/п | Толщина металла, мм | Разделка кромки | Угол, α | Зазор b,мм | Притупление кромок c, мм |
| 1 | 3-25 | Односторонняя V-образная | 50 | — | — |
| 2 | 12-60 | Двухсторонняя X-образная | 60 | — | — |
| 3 | 20-60 | Односторонняя, двухсторонняя U-образная | — | 2 | 1-2 |
| 4 | >60 | I-образная | — | — | — |
svarkagid.ru
Конструктивные элементы разделки кромок
РАЗДЕЛКА ДВУХ КРОМОК
α - угол разделки кромок (60-90°)
β - угол скоса кромки (30-50°)
b - зазор (1-4 мм) в зависимости от толщины свариваемого металла
При сварке плавящимся электродом зазор b обычно составляет 0-5 мм. Чем больше зазор, тем глубже проплавление металла
с - притупление кромок (1-3 мм) в зависимости от толщины свариваемого металла
Х - образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавляемого металла в 1,6-1,7 раза
СМЕЩЕНИЕ СВАРИВАЕМЫХ КРОМОК
Δ - смещение свариваемых кромок одна относительно другой.
| Толщина металла, мм | Наибольшее допускаемое Δ, мм |
| До 4 | 0,5 |
| 4-10 | 1,0 |
| 10-100 | 0,1S |
| Свыше 100 | 0,01S+2, но не более 4 мм |
РАЗДЕЛКА КРОМОК ЛИСТОВ РАЗНОЙ ТОЛШИИЫ
L=5(S1 -S)
L1=2,5(S1 -S)
weldering.com
www.samsvar.ru
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Нажми для просмотра
Нажми для просмотра Нажми для просмотра
Нажми для просмотра Нажми для просмотра
Нажми для просмотра Нажми для просмотра
Нажми для просмотра Нажми для просмотра
Нажми для просмотра Нажми для просмотра
Нажми для просмотра Нажми для просмотра
Нажми для просмотра Нажми для просмотра
Нажми для просмотра Нажми для просмотра
Нажми для просмотра Нажми для просмотра
Нажми для просмотра Нажми для просмотра
Нажми для просмотра Нажми для просмотра
Нажми для просмотра Нажми для просмотра
Нажми для просмотра Нажми для просмотра
Нажми для просмотра Нажми для просмотра
Нажми для просмотра Нажми для просмотра
Нажми для просмотраfuner.ru