Разница между стальной и алюминиевой системой. Прочность алюминия и стали
Разница между стальной и алюминиевой системой
1. Сталь имеет более низкий коэффициент термического расширения по сравнению с алюминием. При перепаде температур от –20 до +50 градусов нержавеющая 3х метровая направляющая удлиняется на 2мм, в то время как алюминиевая на 5-6мм. Поэтому в алюминиевых системах предусмотрен целый ряд подвижных соединений и термических швов. В стальных системах все соединения – фиксированные, более простые и надежные. Элементы системы работают в зоне упругих деформаций.
2. В стальной системе все кронштейны являются несущими. Поэтому вес облицовки равномерно распределяется по всем кронштейнам на направляющей (в двухконтурной системе – по массиву кронштейнов). Все точки крепления – жесткие, с помощью вытяжных заклепок или саморезов. Напомним, что в алюминиевых фасадных системах кронштейны обязательно разделяются на несущие и ветровые. Причем весь вес 3х метровой направляющей с облицовкой должен нести один несущий кронштейн.
3. Остальные – работают только на ветровые нагрузки. Для подвижного крепления направляющей к ветровому кронштейну в последнем предназначены продолговатые отверстия. Для создания подвижного соединения положено использовать вытяжные заклепки (не саморезы!). Кроме этого, точка крепления заклепки должна меняться в зависимости от температуры окружающего воздуха, при которой происходит монтаж.
В условиях реальной стройки много ли монтажников изучают каталоги технических решений? А сколько выполняют предписания? (рисунки- ветровые-несущие кронштейны, точка крепления, температура).
Алюминий в электротехнике
Алюминий для электротехнической промышленности
Так сложилось много лет назад, что большинство инженеров, конструкторов и проектировщиков в электротехнической промышленности считают медь и сталь практически единственными материалами, с которыми можно работать. Это связывают, в частности, с тем, что в конце 19-го века, когда зарождалась электрическая промышленность, доступного алюминия практически еще не было.
В настоящее время ситуация совершено другая: алюминия в мире производят где-то в два раза больше чем меди и объемы производства алюминия уступают только объемам производства стали.
В последние годы цены на сталь и медь растут значительно быстрее, чем цены на алюминий. В результате некоторые потребители, которые традиционно применяли медь, переходят на алюминий. Однако сравнение физических и экономических характеристик этих металлов «кричит» о том, что замен стали и меди на алюминий должно быть намного больше. Поэтому не удивительно, что применение алюминия в электротехнической отрасли неуклонно возрастает.
Свойства материала как электрического проводника
Для инженера-электрика наиболее важными свойствами и характеристиками материалов являются:
- плотность,
- электрическая проводимость,
- прочность,
- термическое расширение и
- коррозионная стойкость.
Сравнение алюминия, стали и меди
Плотность (г/см3):Алюминий 1350: 2,70Сталь: 7,86Медь (отожженная): 8,93
Объемная проводимость (% IACS):Алюминий 1350: 61Сталь: 8Медь (отожженная): 100
Удельная проводимость (на единицу массы):Алюминий 1350: 100 %Сталь: 4 %Медь (отожженная): 50 %
Предел прочности (МПа):Алюминий 1350: 125Сталь: 300Медь (отожженная): 235
Предел текучести (МПа):Алюминий 1350: 110Сталь: 170Медь (отожженная): 104
Линейное термическое расширение (10-6 м/м·°С):Алюминий 1350: 22Сталь: 13Медь (отожженная): 17
Электрические свойства
Отожженная медь имеет проводимость 100 % IACS. Сокращение IACS – обозначает «Международный стандарт по отожженной меди» — сравнительная единица измерения электрической проводимости. Алюминий 1350-Н116 (АД0Е по ГОСТ 4784-97) имеет проводимость 61 % IACS, то есть эквивалентная меди проводимость будет достигаться при большем поперечном сечении алюминия. Однако поскольку алюминий намного легче меди этот увеличенный алюминиевый проводник будет весить в два раза меньше чем медный (8,93/2,70×0,61=2,02). В результате один килограмм алюминия будет обеспечивать ту же проводимость что и два килограмма меди. Поэтому, когда нет жестких ограничений по размерам проводника, для токопроводящих шин, кабелей и проводов вместо меди все чаще применяют алюминий.
Прочность
При одинаковых сечениях и медь, и сталь, конечно, прочнее алюминия. Однако прочность алюминия можно увеличить легированием и термомеханической обработкой, а также увеличить его толщину. Кроме того, поскольку технология прессования алюминия позволяет получать в отличие, например, от стали, поперечные сечения очень сложной формы. Поэтому алюминиевый элемент может быть сконструирован таким образом, чтобы конструкционно быть более эффективным, чем стальные элементы.
Сопротивление коррозии
В отличие от стали поверхность алюминия не нужно красить или покрывать, например, цинком, а потом следить, чтобы она не заржавела. Естественный слой оксида алюминия изолирует металл от дальнейшего контакта с воздухом и предотвращает дальнейшее окисление. При малейшем повреждении этого слоя он мгновенно сам восстанавливается.
Заблуждения и мифы
Алюминиевые проводники являются достаточно надежными. Все провода линий электропередач – алюминиевые. Они имеют многолетнюю репутацию надежной службы.
Однако еще в 60-70-е годы прошлого века сложилось мнение о проблемах с алюминиевой проводкой в жилых домах и квартирах, в частности, возможном перегреве их соединений. Тщательные исследования этого вопроса, например, в Канаде, показали, что алюминиевые провода не являются в этом смысле какими-то особенными: при неправильном обращении перегреваться могут любые провода. Более того, в сотнях тысяч домов и квартир по всему миру алюминиевые провода продолжают работать. Другое дело, в 60-70-е годы никто не предполагал, что дома и квартиры будут так «напичканы» электрическим приборами: сечения алюминиевых проводов можно было заложить и потолще.
Алюминиевые профили в электротехнике
Уличные и шоссейные осветительные столбы
Алюминиевые прессованные столбы имеют преимущества перед, например, стальными столбами, за счет их меньшего веса, меньшего соотношения прочность-вес, хорошего внешнего вида, долговременной коррозионной стойкости, низкой стоимости обслуживания, а также большей безопасности, особенно при применении специальных безопасных оснований. Когда на такой столб наезжает на большой скорости автомобиль, это основание разрушается и позволяет столбу двигаться вместе с автомобилем. Это снижает мощность удара по автомобилю и степень повреждений водителя и пассажиров. Это основание так «хитро» спроектировано, что оно разрушается от удара об столб, но выдерживает воздействующие на столб ветровые нагрузки.
Токопроводящие шины
Для всех типов шин применяют прессованный алюминий там, где это позволяет место для их размещения, так как они, в первую очередь, намного дешевле, а также их намного легче гнуть (рисунок 1). Рисунок 1
Рисунок 1
Кабельные наконечники и гильзы
Кабельные наконечники и гильзы из прессованных алюминиевых труб имеют преимущества над аналогами из стали или пластика по прочности, проводимости, стоимости, коррозионной стойкости и легкости механической обработки (рисунок 2).
Каналы для прокладки кабелей
Каналы для прокладки кабелей все чаще применяют из прессованного алюминия, а не из стали или пластика, так как они обеспечивают достаточную прочность, имеют малый вес, обладают высокой коррозионной стойкостью, являются немагнитными и огнестойкими (рисунок 3). Рисунок 3
Рисунок 3
Шкафы электрических подстанций
Алюминиевые профили предпочтительнее, например, оцинкованной стали, за счет минимального технического обслуживания, прочности, коррозионной стойкости, малого веса (особенно при монтаже в полевых условиях и на высоте). Алюминиевые профили и листы легко подрезать и сверлить прямо «по месту», а главное, их не надо красить для защиты от коррозии.
Распределительные траверсы электрических столбов
Распределительные траверсы электрических столбов (те, которые горизонтальные) из прессованного алюминия обеспечивают необходимую прочность, но при этом мало весят и не требуют никакого технического обслуживания.
Радиаторы-гребенки
Прессованные алюминиевые пластинчатые радиаторы для рассеивания тепла («гребенки») весьма эффективны за счет высокой теплопроводности, малого веса, низкой стоимости. Главное преимущество алюминия — способность прессоваться во много очень тонких ребер (рисунок 4). Рисунок 4
Рисунок 4
Коаксильный кабель
Наружный проводник коаксильного телевизионного кабеля чаще всего выполняют не из медной трубы, а из более дешевой алюминиевой. Технология изготовления такого кабеля представлена на рисунке 5. Рисунок 5
Рисунок 5
Источник: P. Pollak, ET 2008.
aluminium-guide.ru
Инженеру про алюминий
Наиболее привлекательным для инженеров физическим свойством алюминия является его плотность 2,7 г/см3, что составляет всего лишь треть от плотности сталей.
Коррозионная стойкость алюминия
Вторым по важности свойством является его хорошая коррозионная стойкость, хотя алюминий с точки зрения химии и не слишком благородный металл. Все это потому, что «свежий» алюминий (и алюминиевые сплавы) реагирует с кислородом и водяным паром в воздухе с образованием тонкой, плотной оксидной пленки, которая защищает нижележащий металл от дальнейшего взаимодействия с окружающей средой. Поэтому технический алюминий и большинство его сплавов без легирования медью показывают очень хорошее сопротивление коррозии в жидкостях с рН в кислотном интервале от 5 до 8, которому соответствуют и большинство атмосферных условий окружающей среды.
Температурное расширение алюминия
Линейное температурное расширение алюминия и его сплавов составляет 24·10-6 на 1 градус Цельсия – в два раза больше чем у сталей. Это необходимо учитывать во многих конструкциях, в которых необходимо обеспечивать свободное температурное расширение элементов. При ограничении температурного расширение (или сжатия) в алюминиевом элементе из-за более низкого модуля упругости возникают напряжения, величина которых составляет 2/3 от напряжений, которые возникли бы в аналогичном стальном элементе.
Модуль упругости алюминия
Модуль упругости алюминия – 70000 МПа, только треть от модуля упругости сталей. Это влечет за собой существенные последствия для геометрии конструкции, так как прогибы балок, несущая способность колонн, т.е. их боковое выпучивание или местное выпучивание прямо зависят от модуля упругости.
Жесткость алюминиевых профилей
Во многих строительных конструкциях критическим параметром профилей является их жесткость. Если стальной профиль заменять на алюминиевый с сохранением его жесткости, то утолщать в три раза все стенки не совсем экономично, так как алюминий легче стали как раз в те же три раза. Однако облегчение конструкций за счет применения алюминия – это естественное стремление, как по физическим, так и по экономическим причинам.
При проектировании балок есть практичное и проверенное правило: увеличивайте все размеры кроме ширины в 1,4 раза и получите поперечное сечение с моментом инерции почти в три раза больше. Тогда для профиля с той же жесткостью (Е · I) сэкономите около 50 % веса. При этом в некоторой степени компенсируется потеря жесткости в отношении бокового выпучивания. С учетом того, что часто стандартные стальные профили являются весьма не оптимальными, можно сэкономить и больше чем 50 % веса. Это хорошо видно из рисунка 1. Если нет ограничений по высоте, и боковое выпучивание не является конструкционным параметром, то можно сэкономить до 60 % веса. Если жесткость элемента не важна, а прочность стали близка к прочности алюминиевого сплава, то экономия может быть и до 70 %, но это уже окончательный предел возможной экономии веса.
 Рисунок 1
Рисунок 1
Эти рассуждения приводят ко второму важному моменту. Если момент инерции профиля увеличивается в три раза при увеличении высоты профиля только в 1,4 раза, то момент сопротивления сечения увеличится соответственно в 3:1,4=2,1 раза. Поэтому напряжения в алюминиевой балке по сравнению со стальной будут в два с лишним раза меньше. Теперь понятно, почему конструктору не надо сразу «хвататься» за высокопрочные алюминиевые сплавы, и почему менее легированные алюминиевые сплавы 6060 и 6063 (АД31) настолько популярны.
Нагрев алюминия
Как и у других металлов прочность алюминия с повышением температуры снижается. До некоторых температур это явление обратимо, то есть после охлаждения материал возвращается к тем же свойствам, что и до нагрева. До температуры около 80 °С падением прочности можно пренебречь для всех сплавов и состояний. Выше 80 °С некоторые конструкторские ситуации могут потребовать учета эффекта ползучести. Термически упрочненные сплавы начинают терять прочность при температурах выше 110 °С, причем степень этого явления зависит от длительности нагрева. Сплавы, не упрочняемые термической обработкой, в нагартованных состояниях начинают терять прочность при температурах выше 150 °С и также в зависимости от длительности нагрева. После нагрева термически не упрочняемых сплавов в отожженном состоянии «О» необратимой потери прочности не происходит.
Считается, что короткий нагрев термически упрочненных алюминиевых профилей до температуры 180-200 °C в течение 10-15 минут, который происходит при «оплавлении» порошковых красок, не приводит к серьезной потере прочности.
Сварка алюминиевых сплавов
Намного серьезней является потеря прочности алюминиевых сплавов при сварке. Здесь температура поднимается настолько высоко из-за локального плавления, что падение прочности вблизи сварного шва надо обязательно принимать во внимание. Термически не упрочняемые сплавы теряют всю свою прочность, полученную при нагартовке, и возвращаются к отожженному состоянию «О». Термически упрочняемые алюминиевые сплавы в состоянии Т6 теряют приблизительно 40 % их прочности (рисунок 2) за исключением сплава 7020, который теряет только 20 %. Все эти сплавы не доходят до состояния полного отжига, поскольку неизбежен определенный эффект закалки при охлаждении шва. Требования к прочностным характеристикам материала в зоне сварного шва устанавливают и контролируют по результатам испытаний образцов.

Рисунок 2
Источник: R. Gitter Selection of structural alloys, Brussels 2008
aluminium-guide.ru
Сочетая преимущества стали и алюминия
Получения новых сочетаний материалов с помощью дуговой сварки
При любом сравнении стали и алюминия, как конструкционных материалов, необходимо учитывать многочисленные технические и экономические критерии. К ним относятся: масса, прочность, жесткость, предел текучести или обрабатываемость, а также доступность ресурсов, стоимость сырья, производственные затраты и последующие расходы. В частности, в сфере производства легких конструкций предпочтительнее выбирать оптимальную комбинацию обоих материалов: твердую сталь для конструкций с тяжелыми условиями работы, в сочетании с легким алюминием для конструкций, испытывающих меньшие напряжения. До недавнего времени, тем не менее, использование дуговой сварки для таких соединений не представлялось возможным, несмотря на многочисленные технические и экономические достоинства технологии. Компании Fronius удалось решить эту проблему.
Легкие конструкции обеспечивают существенные преимущества при использовании в автомобилестроении, например, при создании эксклюзивных автомобилей, в кровельных конструкциях промышленных предприятий или на ветросиловых установках. В автомобилестроении легкие конструкции играют особенно важную роль. Масса кузова составляет большую часть от общей массы автомобиля (порядка 40%). Если транспортному сектору необходимо сократить выбросы CO2, снижение веса и внедрение новых идей — это первое, с чего можно начать. Снижение веса на 100 кг может обеспечить снижение расхода топлива до 0,3 л/100 км, что в свою очередь снизит выбросы CO2 на 700 г/100 км.
Учитывая необходимость обеспечивать приемлемую массу и ёмкость аккумулятора, масса кузова — критически значимый параметр для электромобилей. Значительное сокращение массы таким образом продолжает оставаться основной целью современного кузовостроения.
Это означает, что технология соединения материалов играет значимую роль в сфере производства легких конструкций, в частности в плане соединения стали и алюминия. Для решения данной задачи компания Fronius заключила партнерство с австрийской сталелитейной компанией Voestalpine. Цель проекта состояла в разработке заготовок из стали и алюминия с высокой способностью к формообразованию, причем заготовки из обоих металлов соединяются с использованием технологии термического соединения.
 Рис. 1: Элементы, изготовленные из гибридных листов из металлов, способны систематически поглощать, например, энергию удара, возникающего в результате аварии.
Рис. 1: Элементы, изготовленные из гибридных листов из металлов, способны систематически поглощать, например, энергию удара, возникающего в результате аварии.
Проблемы и ограничивающие условия
Долгое время считалось, что прочное соединение стали и алюминия невозможно обеспечить при использовании термических средств. Основную трудность представляет различие точек плавления, составляющих 1 500°C и 660°C соответственно, и, в частности, формирование интерметаллических фаз (IMP). Это происходит из-за ограниченной взаимной растворимости железа и алюминия при комнатной температуре. IMP образуется в процессе диффузии и, как правило, характеризуется высокой твердостью и чрезвычайно низкой ударной вязкостью. Для примера, твердость сплава Fe2Al5 по Виккерсу составляет около 1 050 HV, а сплава FeAl3 около 900 HV. Чем больше тепловложение в шов, тем меньше IMP — и тем хуже механические и конструкционные свойства шва. Слой IMP должен быть как можно более тонким, и не должен превышать 10 мкм. Дальнейшие сложности вызваны значительно отличающимися коэффициентами теплового расширения, составляющими около 1,2 мм/100°C для стали и 2,34 мм/100°C для алюминия. Еще одним фактором является изменение электрохимического потенциала, равного ок. 1,22 В при использовании стали/алюминия и ок. 0,9 В при использовании цинка/алюминия.
В свете этих физических факторов, специалисты в сфере металлургии и эксперты по сварке определили следующие необходимые условия для сварки алюминия и стали:
- Используемая технология должна обеспечивать наименьшее возможное тепловложение;
- Поверхность стального листа должна быть оцинкована;
- Величина интерметаллической фазы должна быть минимизирована, а ее свойства должны использоваться по максимуму.
Поиск технологии теплового соединения предопределил использование технологии CMT (холодный перенос металла). Данная технология дуговой сварки была выбрана во многом благодаря великолепным результатам, демонстрировавшимся на протяжении десяти лет ее использования экспертами по сварке из компании Fronius.
 Рис. 2: Прочность паяно-сварного соединения настолько велика, что при проведении испытания на разрыв, разрыв происходит не в районе шва, а в алюминиевой части элемента.
Рис. 2: Прочность паяно-сварного соединения настолько велика, что при проведении испытания на разрыв, разрыв происходит не в районе шва, а в алюминиевой части элемента.
Пути достижения инновационного соединения
Три основных фактора, обеспечивающих образование бездефектного соединения:
- две заготовки, которые необходимо соединить
- технология соединения присадочный металл
Помимо слоя цинка, толщина которого должна быть не менее 10 мкм, еще одним фактором, влияющим на качество и упругость соединения, является подготовка кромок стальных листов. Геометрические характеристики кромки, разработанные компанией «Voestalpine» для листов, подлежащих соединению, запатентованы. Удовлетворительные результаты были достигнуты при использовании стандартных марок особо мягкой стали. Алюминиевые листы изготавливаются из материалов серии AW5xxx или 6xxx. Так же, как и в случае использования традиционной технологии сварки плавящимся электродом в среде защитных газов, поверхность алюминия достаточно просто очистить. Поскольку IMP между двумя соединенными материалами ведет себя аналогично керамике, она чувствительна к нормальным нагрузкам и менее чувствительна к нагрузкам, направленным по касательной. В процессе проектирования необходимо учитывать эти свойства.
Специальная технология дуговой сварки в среде защитного газа CMT отвечает важнейшим требованиям к используемой здесь технологии соединения: низкое тепловложение и хорошая управляемость. Эта технология «холодной» сварки защищена несколькими патентами, выданными компании Fronius. При соединении стали и алюминия, присадочный металл и алюминий смачивают лист оцинкованной стали, а присадочный металл сплавляется с алюминием. На стороне стали получается паяный шов, к которому затем приваривается алюминий. Таким образом, для описания получаемого шва используется термин «паяно-сварное соединение». Для гибридных листов также оказалось предпочтительнее использовать сварные системы, которые обеспечивают «синхронную» пайку-сварку листов с использованием технологии CMT с обеих сторон.
 Рис. 3: Технология пайки-сварки CMT характеризуется сочетанием сварки на алюминиевой стороне и пайки на стальной стороне.
Рис. 3: Технология пайки-сварки CMT характеризуется сочетанием сварки на алюминиевой стороне и пайки на стальной стороне.
Третьим определяющим фактором является присадочный металл. Компания Fronius также является обладателем патента на особый сплав алюминия, используемый в процессе пайки-сварки. Для получения оптимального шва важно обеспечить правильное позиционирование присадочного металла в процессе пайки-сварки.
 Рис. 4: Учет всех различных воздействующих факторов обеспечивает возможность для создания плотного металлургического соединения листов алюминия (справа) и стали (слева).
Рис. 4: Учет всех различных воздействующих факторов обеспечивает возможность для создания плотного металлургического соединения листов алюминия (справа) и стали (слева).
 Рис. 5: Гибридные листы также отвечают практическим требованиям к дальнейшему изменению формы.
Рис. 5: Гибридные листы также отвечают практическим требованиям к дальнейшему изменению формы.
Практичные и проверенные — гибридные листы из стали и алюминия
Для выяснения и документирования пригодности продукта для фактического применения, как партнеры компании, так и внешние организации провели обширные испытания гибридных листов из стали и алюминия, соединенных методом пайки-сварки.
Основное исследование: Отправным пунктом здесь являются материалы AW5182-h211 и DX54D, а также присадочный материал Z200, изготовленный из сплава AlSi3Mn1. Институт исследований металлов им. Макса Планка (MPIE) определил размер зерен в околошовной зоне, а также оптимальный присадочный металл. Размер зерен в зоне плавления алюминиевого образца представлен на Рис. 12. Цвета иллюстрируют гранулометрический состав и рост зерен.
Предел прочности на разрыв: Два различных образца имитируют подходящую комбинацию материалов для крыш автомобилей и оконных рам. Ключевым результатом испытания на разрыв стал окончательный разрыв образца в области алюминиевого листа, при этом шов, созданный методом пайки-сварки, не получил никаких повреждений в ходе испытаний. Основные значения указаны в Таблице 1 и на соответствующих фотографиях.
Коррозионные свойства и испытания в солевой камере: Коррозионная стойкость незащищенного гибридного листа из стали и алюминия проверялась в солевой камере (SST). Даже после 300 часов пребывания, следов местной коррозии/коррозии под напряжением или межкристаллитной коррозии не было обнаружено. Легкие следы коррозии были заметны лишь на поверхности.
Способность к деформации: Способность листов к деформации играет ключевую роль в кузовостроении. Гибридные листы из стали и алюминия подходят для неоднократной обработки листового металла только в случае, если они могут удовлетворить данным требованиям. О пригодности листов свидетельствует возможность осуществления различных процессов деформации. Соответствующие данные представлены в Таблице 2. Пример «испытания на вытяжку» наглядно демонстрирует, что даже в пограничной зоне при глубокой вытяжке все равно достигаются положительные результаты.
Испытание на удар: Когда гибридные листы из материалов изначально проектируются как элементы, обеспечивающие безопасность, они могут систематически поглощать энергию удара. При использовании амортизатора ударной нагрузки из гибридных материалов, поглощение происходит практически полностью в алюминиевой части элемента. Как паяно-сварной шов, так и стальная часть элемента остаются нетронутыми. В противоположность этому, элемент, состоящий только из стали и поглощающий то же количество энергии, получает более серьезные повреждения. Надлежащим образом спроектированные элементы из гибридных материалов отвечают требованиям к поглощению энергии, когда это необходимо, обеспечивая при этом соответствие требованиям к геометрическим характеристикам и безопасным расстояниям. Подробная информация содержится в Таблице 3.
 Рис. 6: «Испытание на вытяжку» ясно демонстрирует, что даже в пограничной зоне рассматриваемая технология обеспечивает хорошие результаты.
Рис. 6: «Испытание на вытяжку» ясно демонстрирует, что даже в пограничной зоне рассматриваемая технология обеспечивает хорошие результаты.
 Рис. 7: Паяно-сварной шов остается неповрежденным даже в ходе испытания элемента на удар.
Рис. 7: Паяно-сварной шов остается неповрежденным даже в ходе испытания элемента на удар.
 Рис. 8: Гибридные листы размером 300 × 220 мм, толщиной 1,2 / 1,5 мм подвергаются пайке-сварке на скорости 78 см/мин. перед формовкой по модели паяно-сварных несущих конструкций крыши.
Рис. 8: Гибридные листы размером 300 × 220 мм, толщиной 1,2 / 1,5 мм подвергаются пайке-сварке на скорости 78 см/мин. перед формовкой по модели паяно-сварных несущих конструкций крыши.
Заключение
Компании Fronius и «Voestalpine» разработали технологический процесс, предназначенный для серийного производства гибридных листов из алюминия и стали. Длительные испытания доказали их практическую пригодность, а также позволили документально зафиксировать дополнительные конструкционные преимущества и возможности применения в некоторых отдельных случаях.
Таблица 1: Предел прочности на разрыв
| Заготовка | Несущая конструкция крыши | Оконная рама |
| Материал | DX54 + AW6181 | DX54 + AW6016 |
| Толщина [мм] | 1,2 + 1,5 | 1,0 + 1,2 |
| Присадочный металл | Z140 | Z140 |
| Предел текучести1) Rp0.2 [МПа] | 126 | 132 |
| Предел прочности на разрыв1) Rm [МПа] | 210 | 239 |
1) с учетом поперечного сечения алюминия
Таблица 2: Деформируемость
| Технологическая заготовка | Сгиб таврового профиля | Испытание на вытяжку |
| Материал | DX54 + AW 5182 | DX54 + AW 5182 |
| Толщина [мм] | 1,0 + 1,5 | 1,0 + 1,5 |
| Радиус [мм] | 2x10; 2x11 | 5 |
| Диаметр пуансона [мм] | 90 | |
| Присадочный металл | Z255 |
Таблица 3: Испытание в имитаторе аварийных ситуаций
| Заготовка | Амортизатор удара при аварии |
| Условия испытаний | 6,4 кДж при комнатной температуре |
| Материал | h440 + AW6181 |
| Толщина [мм] | 1,0 + 2,0 |
| Присадочный металл | ZE75/75 |
| Молот, масса [кг] | 86 |
| Скорость [км/ч] | 44 |
| Начальная высота [мм] | 280 |
| Конечная высота [мм] | 173 |
| Поглощенная энергия [кДж] | 6 523 |
| Сила, макс. [кН] | 296 |
 Рис. 9: Сравнение поведения при ударе амортизаторов продольных ударов показывает, что стальная часть гибридного элемента (слева) сохраняет форму и необходимое безопасное расстояние, в то время как элемент, состоящий только из стали (справа) деформируется по всей длине.
Рис. 9: Сравнение поведения при ударе амортизаторов продольных ударов показывает, что стальная часть гибридного элемента (слева) сохраняет форму и необходимое безопасное расстояние, в то время как элемент, состоящий только из стали (справа) деформируется по всей длине.
 Рис. 10: Основные исследования, проведенные Институтом исследований металлов им. Макса Планка (MPIE), расположенном в Дюссельдорфе, указывают на образование гранул в зоне соединения в соответствии с типом материала и размером частиц.
Рис. 10: Основные исследования, проведенные Институтом исследований металлов им. Макса Планка (MPIE), расположенном в Дюссельдорфе, указывают на образование гранул в зоне соединения в соответствии с типом материала и размером частиц.
tctena.ru
Удельная прочность металлов: таблица. Механические свойства металлов. Прочность стали и алюминия
Механические свойства стали и алюминиевых сплавов. Прочность и деформативность
Свойства и качество сталей оценивают рядом технических характеристик, основными из которых являются механические свойства и химический состав, регламентируемые соответствующими ГОСТами и ТУ.
К основным показателям механических свойств относят: прочность, упругость и пластичность, склонность к хрупкому разрушению.
Прочность — сопротивляемость внешним силовым воздействиям.
Упругость —свойство восстанавливать первоначальное состояние после снятия нагрузки.
Пластичность — свойство получать остаточные деформации после снятия нагрузки.
Хрупкость — разрушение материала при малых деформациях в пределах упругой работы.
Прочность, упругость и пластичность стали определяют испытанием на растяжение специальных образцов. Полученная при этом диаграмма показывает зависимость между напряжениями и деформацией.
Важнейшими показателями механических свойств стали являются предел текучести — (Ry), временное сопротивление (предел прочности — Ru) и относительное удлинение (ε). Предел текучести и временное сопротивление характеризуют прочность стали, относительное удлинение — пластические свойства стали.
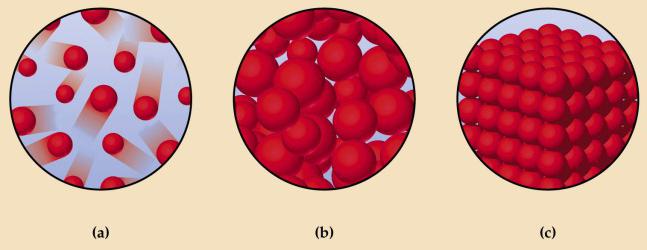
1 — чистый алюминий; 2 — АМгб; 3 — ABT1; 4 — Д16Т; 5 — сталь марки ВСтЗ
До достижения стандартным образцом из малоуглеродистой стали напряжений, равных пределу текучести, материал работает практически упруго. Затем в нем развиваются большие деформации при постоянном напряжении. В результате образуется площадка текучести (горизонтальный участок диаграммы на рисунке выше). Когда относительное удлинение достигает 2,5%, текучесть материала прекращается, и он снова может оказывать сопротивление деформациям. Эту стадию работы стали называют cmadueit самоупрочнения, в ней материал работает как упругопластический. У других сталей переход в пластическую стадию происходит постепенно (нет площадки текучести). Пределом текучести для них считают напряжение, при котором остаточная деформация достигает 0,2%, т. е. σу = σ0,2.
Предельную сопротивляемость материала, характеризующую его прочность, определяют наибольшим условным напряжением в процессе разрушения (отношение разрушающей нагрузки к первоначальной площади сечения образца). Это напряжение называют временным сопротивлением (пределом прочности).
Наибольшее напряжение в материале, при котором начинается отклонение от прямолинейной зависимости между напряжениями и деформациями, называют пределам пропорциональности σеt.
Склонность стали к переходу в хрупкое состояние, ее чувствительность к различным повреждениям определяют испытаниями на ударную вязкость.
Механические характеристики стали зависят от температуры, при которой они работают. При нагревании стали до t = 250 °С свойства ее меняются слабо, однако при дальнейшем повышении температуры сталь становится хрупкой. Отрицательные температуры повышают хрупкость стали, что особенно важно учитывать при строительстве в районах Крайнего Севера. Малоуглеродистые стали становятся хрупкими при температурах ниже минус 45 °С, низколегированные — при температурах ниже минус 60 °С.
Химический состав стали
pellete.ru
Прочность - алюминий - Большая Энциклопедия Нефти и Газа, статья, страница 1
Прочность - алюминий
Cтраница 1
Прочность алюминия невысока, поэтому аппараты, изготовленные из алюминия, не могут работать при высоких давлениях. Все большее применение находят алюминиевые сплавы, превосходящие алюминий и другие цветные металлы по многим свойствам, прежде всего по показателям прочности. Однако в ряде сред, например в щелочах, алюминий не обладает даже малейшей стойкостью к коррозии. [1]
Прочность алюминия невысока, поэтому аппараты, изготовленные из алюминия, не могут работать при высоких давлениях. Все большее применение находят алюминиевые сплавы, превосходящие алюминий и другие цветные металлы по многим свойствам, прежде всего по показателям прочности. Алюминие-во-марганцовистый сплав марки АМц с содержанием 1 6 % марганца характеризуется временным сопротивлением разрыву до 200 МПа, а сплавы алюминия с марганцем марки АМг с содержанием 6 - 7 % марганца - до 320 МПа. Химический состав, технология плавки и последующая обработка могут обеспечить многие наперед заданные свойства алюминиевого сплава. [2]
Прочность алюминия невысока, поэтому аппараты, изготовленные из алюминия, не могут работать при высоких давлениях. Все большее применение находят алюминиевые сплавы, превосходящие алюминий и другие цветные металлы по многим свойствам, прежде всего по показателям прочности. Однако в ряде сред, например в щелочах, алюминий не обладает даже малейшей стойкостью к коррозии. [3]
Предел прочности алюминия, армированного волокнами борсика, при 500 С составляет 600 МПа. Прочность такой композиции при объемном содержании борсика 65 % составляет 1600 МПа и сохраняется после длительной выдержки ( до 1000 ч) материала при 300 и даже 500 С. [5]
Предел прочности алюминия, армированного волокнами борси-ка, при 500 С составляет 600 МПа. Прочность такой композиции при объемном содержании борсика 65 % составляет 1600 МПа и сохраняется после длительной выдержки ( до 1000 ч) материала при 300 и даже 500 С. [6]
Понижение прочности алюминия с увеличением температуры учитывают, деля допускаемое напряжение на коэффициенты А, значения которьЯс приведены ниже. [7]
Примеси повышают прочность алюминия, но снижают его пластичность и коррозионную стойкость особенно тогда, когда эти примеси нерастворимы в алюминии и образуют химические соединения. [8]
Безвредность и прочность алюминия позволяет широко использовать его для изготовления различной аппаратуры в некоторых отраслях химической и пищевой промышленности, а также в качестве тары для упаковки пищевых продуктов. [9]
Примеси повышают прочность алюминия, но снижают его пластичность, сопротивляемость коррозии и другие свойства. Наиболее часто в нем встречаются такие примеси, как Fe, Si и Си. В зависимости от их содержания различают следующие марки алюминия: А97, А7, А6, А5, АО. [10]
С повышением температуры прочность алюминия снижается, поэтому температура транспортируемого продукта при отсутствии давления должна не превышать 200 - 250 С, а при работе с давлением до 6 кгс / см2 - 160 С. Трубы поставляются партиями, которые состоят из труб одного размера и одной марки. Для предохранения от коррозии трубы смазывают снаружи и внутри нейтральным обезвоженным вазелином. Потребителю трубы поступают соединенными в пачки, плотно обвернутыми влагонепроницаемой бумагой в три - пять слоев и упакованными в ящики весом до 160 кг каждый. На одном из концов трубы диаметром более 20 мм имеется клеймо с обозначением трубы и номера партии. Пачки труб снабжаются биркой, а партия труб сертификатом. [11]
В результате наклепа прочность алюминия повышается до 16 - 18 кгс / мм2, но при этом уменьшается пластичность. Для снятия наклепа применяют рекристалли-зационный отжиг при 330 - 360 С. [13]
В результате наклепа прочность алюминия повышается до 160 - 180 МПа, но при этом уменьшается пластичность. Для снятия наклепа применяют рекристаллиза-ционный отжиг при 330 - 360 С. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Легче алюминия и прочнее стали. Загадка булатного узора
Легче алюминия и прочнее стали
Исследование свойств различных композиционных материалов показало, что не только по прочности, но и по другим физико-механическим свойствам они превосходят каждый компонент, входящий в их состав. Созданы композиционные материалы, выдерживающие большие нагрузки, подвергающиеся большому тепловому воздействию, выдерживающие частые и резкие смены температур. Например, введением волокон асбеста в керамику можно повысить в несколько раз ее способность выносить тепловые удары. Волокна асбеста, как стальная арматура железобетона, связывают зерна огнеупора и удерживают их при резких перепадах температур от распада. Если изготовить трубку из керамической массы шамота, добавив в качестве высокотемпературного связующего скелета волокна каолина, то термостойкость шамота возрастает в десятки и даже сотни раз, Без подобных материалов сегодня немыслимы атомоходы, сверхзвуковые самолеты и космическая аппаратура.
Волокнистые композиционные материалы конструируются из металлической или керамической основы и упрочняющего волокна различного строения. Для получения волокон в зависимости от необходимых свойств используют самые разнообразные материалы: проволоку из молибдена или вольфрама, жаропрочной и жаростойкой стали, окись алюминия, каолин, графит, различные бориды, карбиды и нитриды. Каждый из таких волокон обеспечивает материалу определенный комплекс свойств. Введение волокон в матрицу чаще всего осуществляется методом формования волокон и порошка материала для матрицы или пропиткой волокон жидким металлом матрицы.
Очень напоминают технологию приготовления сварочного булата методы производства волокнистых композиционных материалов, упрочненных проволокой. Такие материалы разделяются на армированные проволоками, армированные сетками и армированные проволочными волокнами ограниченной длины. В последнем случае отдельные проволочные волокна располагаются в матрице в виде включений.
Прочность кобальта, нихрома и других сплавов, армированных вольфрамовой или молибденовой проволокой при температурах 300–1100 °C, повышается в несколько раз. Армирование серебра волокнами окиси алюминия повышает его прочность в 5 раз. Алюминий, упрочненный волокнами окиси кремния, имеет прочностные свойства лучших алюминиевых сплавов. По данным ряда исследований, введение в вольфрам частиц тугоплавких окислов или карбидов и боридов повышает его длительную прочность и срок службы в 25–50 раз.
Все большее значение приобретают в технике композиционные материалы, армированные монокристаллами — усами или нитевидными кристаллами. Нитевидные кристаллы повышенной прочности встречаются и в природе. К таким кристаллам можно отнести нефрит — разновидность минерала актинолита (лучистого камня, от греч. «актис» — луч, «литое» — камень). Нефрит состоит из игольчато-лучистых, иногда волосовидных агрегатов. Его цвет может меняться в зависимости от содержания в нем закиси железа от светлых зеленовато-серых тонов до темно-зеленых. С древнейших времен нефрит ценят как необычайно прочный поделочный камень. В Самарканде в мавзолее Гур-Эмир выделяется строгой красотой темно-зеленое нефритовое надгробие Тимура.
Мы уже рассказывали об огромной прочности металлических усов. Однако наиболее прочными из всех известных материалов являются графитовые нитевидные кристаллы — их прочность на растяжение достигает 20000 МПа, а модуль упругости составляет 106 МПа. И все это при относительной легкости материала. Известны два способа получения усов графита: в дуге с графитовыми электродами, горящей при высоком давлении, и при термическом разложении углеводородов.
Сапфир — одна из форм существования оксида алюминия. Нитевидные волокна сапфира получают из расплавленной окиси алюминия. Устройством для вытягивания волокон служит молибденовый капилляр, укрепленный на дне молибденового тигля. Расплав окиси алюминия при температуре плавления 2050 °C поднимается по капилляру, захватывается затравкой, с помощью которой вытягивается волокно. Вытягивание волокон диаметром 0,1–0,5 мм производится с достаточно большой скоростью. Прочность сапфировых волокон при растяжении достигает 2600 МПа.
К сожалению, до настоящего времени не разработаны эффективные методы введения нитевидных кристаллов в различные матрицы. Не изучены также в достаточной мере методы предотвращения взаимодействия и достижения необходимой степени сцепления нитевидных кристаллов с матрицей. Это в значительной мере препятствует достижению высокого уровня упрочнения и позволяет использовать только малую часть чрезвычайно высоких свойств нитевидных кристаллов. Кроме того, производство нитевидных кристаллов пока еще очень сложно, и они еще очень дороги.
Правда, в настоящее время освоено промышленное производство усов сапфира и карбида кремния. Цена за последнее время на них снизилась более чем в 200 раз. Волокна сапфира характеризуются высокой химической инертностью к металлам, что дает возможность использовать их в качестве упрочнителей никелевых, кобальтовых, титановых и других сплавов для работы при высоких температурах. Нитевидные кристаллы сапфира (прочность 7000 МПа) и карбида кремния (прочность — 12000 МПа) в будущем станут широко использоваться в качестве армирующих материалов.
Для эффективного использования волокон, как уже отмечалось, необходимо решить проблему хорошего сцепления твердых и прочных нитевидных кристаллов с мягкой и пластичной металлической матрицей. Разрешима ли эта проблема? Оказывается, да! Недавно было найдено, что покрытие из сплава железо — никель — кобальт, нанесенное на поверхность усов сапфира вакуумным напылением, обеспечивает достаточно прочное сцепление волокон этого материала со сплавом никель — палладий. Установлено также, что предварительная обработка поверхности углеродных волокон или нанесение на них барьерного слоя металлов, карбидов или нитридов значительно улучшает их смачиваемость металлом матрицы, а следовательно, и прочность сцепления с ней.
В связи с этим весьма перспективным становится композиционный материал на основе углеродного волокна. Хотя углеродное волокно известно более 70 лет, интерес к нему возник сравнительно недавно, после того как был разработан процесс получения высокопрочных и высокомодульных углеродистых волокон из полиакрил-нитрида. Этим методом при низкотемпературной графитизации получают углеграфитные волокна прочностью 3500 МПа. Углеграфитные волокна выпускаются в виде нитей, содержащих 1000–2000 элементарных волокон.
Давайте представим себе, что ученые и инженеры нашли метод получения дешевых углеграфитных волокон, а еще лучше — нитевидных кристаллов графита, и разработали эффективную технологию армирования такими кристаллами алюминия или пластмассы. Такой материал может быть в 2–6 раз прочнее легированных сталей и гораздо легче самого легкого металла — алюминия. Но этого мало, материал на основе алюминия должен легко подвергаться горячей деформации при 500–550 °C, а на основе пластмассы — 100–120 °C. Последний можно «ковать», например, нагревая в воде или паре.
Автомобиль из такого материала будет в 3–4 раза легче, его сумеет поднять один человек… Кроме того, в любых погодных условиях кузов автомобиля не будет подвержен атмосферной коррозии, а расход горючего сократится в несколько раз. Фантазия? Нет. Фирма «Форд» уже сделала опытный образец такого легкового автомобиля — его стоимость составила 3,5 миллиона долларов!
Появление сравнительно дешевых автомобилей из прочных и легких композитов — дело недалекого будущего. Получение и применение композиционных материалов в промышленности развивается быстрыми темпами. Так, первый высокопрочный композиционный материал, армированный нитевидными кристаллами, был получен в 1961 году, а в 1975 году такие композиции уже применялись в газотурбинных двигателях, корпусах глубоководных аппаратов в качестве пропитанных тканей, тросов, кабелей и других изделий. Есть все основания надеяться, что скоро композиты будут армировать волокнами с пределом прочности 7000–15000 МПа, а промышленность в достаточно большом количестве будет производить дешевые композиционные материалы на их основе. Итак, будущее за материалами со структурой типа булата.
Поделитесь на страничкеСледующая глава >
tech.wikireading.ru