Энциклопедия по машиностроению XXL. Преимущества сварных соединений пластмасс
Характеристика наиболее распространенных методов сварки пластмасс
Сварка пластмасс — прогрессивный технологический процесс, с помощью которого получают неразъемные соединения пластмассовых узлов и изделий.
По сравнению с другими способами соединения (клепкой и склейкой) сварка имеет существенные преимущества: высокая производительность, низкая трудоемкость, экономичность, лучшие условия труда, большая прочность и плотность сварных соединений. При сварке требуются меньшие производственные площади, чем при склейке.
Сварку пластмасс широко применяют в различных областях промышленности. Наиболее распространена сварка пленочных термопластичных пластмасс. Сваривают также и листовой материал. Известно несколько методов сварки пластмасс, которые указаны в схеме и табл. 24. Большинство из них появилось только в последние годы, причем некоторые еще находятся в стадии лабораторных разработок.
По мере появления новых марок пластмасс с особыми свойствами начинают появляться и новые методы их сварки. Все применяемые в настоящее время методы сварки пластмасс связаны с нагревом в месте контакта. Однако, помимо теплового воздействия, оказывают влияние и другие процессы. По использованию источников нагрева методы сварки пластмасс можно разбить на две группы.
Одна группа объединяет методы сварки, в которых использована теплота посторонних источников теплоты: газовыми теплоносителями; экструдируемой присадкой; нагревательными элементами. Во всех этих методах теплота передается к свариваемым поверхностям пластмассы за счет конвекции, теплопроводности и частично лучеиспускания (радиации).
В другой группе объединены методы, в которых теплота генерируется внутри пластмассы при преобразовании различных видов энергии. При этом используется энергия: токов высокой частоты; ультразвуковых колебаний; трения; инфракрасного излучения; Химических реакций; нейтронного облучения (ядерная сварка).
Механизм образования соединений при сварке термопластичных пластмасс пока еще полностью не раскрыт. Некоторые исследователи считают, что при соединении пластмасс под воздействием температуры и давления происходит процесс самослипания (аутогезия). При высококачественной сварке в области контакта возникает структура вещества, характерная для всего объема.
Таблица 24. Характеристика наиболее распространенных методов сварки

Продолжение табл. 24.Характеристика наиболее распространенных методов сварки

Продолжение табл. 24.Характеристика наиболее распространенных методов сварки

Продолжение табл. 24.Характеристика наиболее распространенных методов сварки

Продолжение табл. 24.Характеристика наиболее распространенных методов сварки

Согласно этой точке зрения, сваривание происходит главным образом вследствие диффузии частей молекулярных цепей из одного объема пластмассы в другой, в результате чего продиффундировавшие макромолекулы соединяют оба объема и обеспечивают между ними прочную связь.
www.prosvarky.ru
Свариваемость пластмасс - Энциклопедия MPlast
Свариваемость пластмасс характеризует пригодность материала к образованию неразъемного соединения при рациональном технологическом процессе.
В зависимости от свойств полимерных материалов механизм образования неразъемного соединения может быть двух видов:
- Диффузионно-реологический;
- Химический.
1. Диффузионно-реологический процесс взаимодействия свариваемых поверхностей наиболее эффективно реализуется в стадии вязкотекучего состояния материала, когда макромолекулы приобретают максимальную подвижность и имеют наименьшую плотность упаковки. В ряде случаев (в аморфных и частично кристаллических полимерных материалах) добиться разрыхленности структуры можно воздействием на полимер растворителей. Степень и скорость диффузии зависят от молекулярной массы полимеров и полярности звеньев макромолекул. С их уменьшением скорость диффузии возрастает.
Молекулярно-массовое распределение, разветвленность молекулярных цепей, полярность молекулярных звеньев могут характеризоваться энергией активизации вязкого течения и в количественном отношении оценивать свариваемость полимеров. В той же мере оценка свариваемости может быть произведена по интервалу температур, в котором полимер может сохранять вязкотекучее состояние, и по характеристике вязкости расплава (табл. 1).
Таблица 1: Критерии оценки свариваемости термопластов
| Свариваемость | Молярная внутренняя энергия, кДж/моль | Интервал температур вязкотекучего состояния,⁰С | Динамическая вязкость расплава, Па·с | Характерные термопласты |
| Хорошо свариваемые | 150 | 50 | 102-105 | ПЭ, ПП, Ф4М, Ф-42, Ф-30, Ф-2, Ф-40 |
| Ограниченно свариваемые | 150-250 | 50 | 105-1011 | ПВХ, ПК, ПЭТФ |
| Несвариваемые | 250-334 | — | 1011-1012 | АЦ, ПВА, Ф-4 |
На прочность сварного шва влияет состояние поверхностей свариваемых материалов, в частности их:
- загрязненность,
- степень окисления, особенно в условиях повышенной влажности,
- концентрация наполнителя.
Очистка от загрязнений и обезжиривание являются необходимыми условиями качественной сварки.
Реологический механизм сварки способствует разрыву связей и удалению из зоны шва указанных ингредиентов.
Способность многих термопластичных материалов к упорядоченному расположению макромолекул (кристаллизации) обеспечивает при определенных температурных условиях восстановление структуры сварных швов, близкой к основному материалу.
Ускорение процесса охлаждения сварных швов, допускаемое для аморфных полимеров, у кристаллических вызывает разрыхление структуры шва. Сварные швы кристаллизирующихся полимеров должны остывать естественным путем. Рекристаллизованная структура материала сварного шва улучшает межмолекулярное взаимодействие по линии сварки, увеличивает плотность упаковки макромолекул сварного шва и улучшает его механические характеристики.
Таким образом, на факторы, определяющие оптимальное протекание диффузионно-реологического процесса сварки, можно воздействовать технологическими приемами, экономическая целесообразность которых определяет их практическое применение.
2.Химическая сварка основана на образовании химических связей между полимерными материалами. В отличие от склеивания при химической сварке не образуется самостоятельной непрерывной фазы.
Материалы, которые не поддаются диффузионной сварке (реактопласты, вулкацизаты, редкосетчатые полимеры с лестничной структурой), можно соединить путем химического взаимодействия функциональных групп или с помощью присадочного материала, близкого по активности к каждому из свариваемых полимеров, при этом нагрев и сварочное давление создают необходимые условия для протекания процесса, а присадочные материалы способствуют активации реакционноспособных групп.
Качество химической сварки определяется длиной, концентрацией, подвижностью активных групп контактирующих материалов. Технологическими приемами можно добиться улучшения свариваемости трудиосвариваемых полимеров. Так, предварительная обработка поверхности материала химическим агентом способствует увеличению пластичности поверхностных слоев, а с помощью предварительной механической обработки соединяемых поверхностей удаляется менее реакционноспособный слой материала.
Список литературы: Зайцев К.И., Мацюк Л.Н. Сварка пластмасс.- М.: Машиностроение,1978.-222с. Комаров Г.В. Способы соединения деталей из пластических масс.- М.: Химия,1979.-288с. Шестопал А.Н., Шишкин В.А., Новиков В.А Способы соединения элементов конструкций из листовых полимерных материалов.- К.: О-во «Знание» УССР,1982.-31с.Автор: Шестопал А.Н., Васильев Ю.С., Минеев Э.А. и дрИсточник: Справочник по сварке и склеиванию пластмассДата в источнике: 1986 год
mplast.by
Соединение - пластмасса - Большая Энциклопедия Нефти и Газа, статья, страница 1
Соединение - пластмасса
Cтраница 1
Соединение пластмасс склеиванием широко применяется в судостроении, авиастроении, строительстве и в других отраслях промышленности. Несмотря на внешнюю простоту процесса вклеивания, его физико-химическая сущность сложна и недостаточно изучена. Прочность склеивания зависит от адгезии - сцеп-пения клеящего слоя с поверхностью подложек ( соединяемых деталей) - и от когезии - сцепления между частицами самого клея него слоя. Разрушение клеевого соединения может произойти на границе клеевого слоя с подложкой или по самому клеевому шву з зависимости от соотношения сил адгезии и когезии. В зависимости от характера подложек и клея адгезия может определяться гиффуаией клея в подложки, его адсорбционным взаимодействием: о склеиваемыми поверхностями, электрическим взаимодействием юверхности подложек и клея, а также образованием химических: вязей между ними. [1]
Соединение пластмасс склеиванием широко применяется в судостроении, авиастроении, строительстве и в других отраслях промышленности. Несмотря на внешнюю простоту процесса склеивания, его физико-химическая сущность сложна и недостаточно изучена. Прочность склеивания зависит от адгезии - сцепления клеящего слоя с поверхностью подложек ( соединяемых деталей) - и от когезии - сцепления между частицами самого клея щего слоя. Разрушение клеевого соединения может произойти на границе клеевого слоя с подложкой или по самому клеевому шву в зависимости от соотношения сил адгезии и когезии. В зависимости от характера подложек и клея адгезия может определяться диффузией клея в подложки, его адсорбционным взаимодействием со склеиваемыми поверхностями, электрическим взаимодействием поверхности подложек и клея, а также образованием химических связей между ними. [2]
Соединения пластмасс со стеклом встречаются относительно редко. Для этой цели пригодны полиуретановые, эпоксидные, цианакрилатные, иногда каучуковые клеи. [3]
Качество соединения пластмасс диффузионной сваркой зависит от условий проведения процесса, строения полимерной фазы и совместимости полимеров. Из всех свойств на качество соединений, получаемых сваркой, наибольшее влияние оказывают тешюфизичестше свойства. Сварка, основанная на диффузии макромолекул, происходит только в интервале температур, при которых полимер находится в вязкотекучем состоянии. [4]
В соединениях пластмасс с металлами или другими материалами замыкающую головку оформляют со стороны детали, выполненной из более прочного и твердого материала. При соединении листов различной толщины потайные головки заклепок располагают со стороны листа большей толщины, а выступающие - со стороны более тонкого листа. [6]
Основным способом соединения пластмасс между собой, а также с металлом является склеивание. [7]
На примере соединения пластмасс с другими материалами можно продемонстрировать, насколько широки возможности склеивания при соединении разнородных материалов. [8]
Основным способом соединения пластмасс между собой, а также с металлом является склеивание. [9]
При роликовой сварке соединение пластмасс достигается продвижением материала между вращающимися роликами. [10]
Склеивание является основным способом соединения пластмасс между собой и с металлом. [11]
По сравнению с другими способами соединения пластмасс ( клепкой и склейкой) сварка имеет ряд существенных преимуществ. Важнейшими из них являются: высокая производительность, малая трудоемкость, большая прочность и плотность соединений, экономия материала, лучшие условия труда. При сварке требуются меньшие производственные площади, чем при склейке. Благодаря указанным преимуществам сварка пластмасс широко распространена в разных отраслях промышленности. Наиболее широко применяется сварка пленочного материала. [12]
Сварка является наиболее надежным способом соединения пластмасс и по сравнению со склеиванием обладает большей прочностью, плотностью, производительностью и экономичностью. [13]
Ультразвуковая сварка относится к наиболее перспективным способам соединения пластмасс в автомобилестроении. Под влиянием ультразвуковых колебаний более 20 кГц в свариваемых деталях возникают механические высокочастотные колебания, которые преобразуются в тепловую энергию, идущую на создание шва между свариваемыми поверхностями. [14]
Детали из пластмасс, армированные металлической арматурой, следует рассчитать на прочность соединения пластмассы с крепежной арматурой. [15]
Страницы: 1 2 3
www.ngpedia.ru
Соединение пластмасс сваркой - Энциклопедия по машиностроению XXL
По сравнению с другими методами соединения пластмасс сварка имеет ряд существенных преимуществ, важнейшими из которых являются экономия материала и плотность швов (по сравнению с клепкой), меньшая трудоемкость и большая прочность сварных соединений (по сравнению со склеиванием). Все это приводит к тому, что внимание к процессам сварки пластмасс непрерывно возрастает. [c.42]
Сварка — это процесс создания неразъемного соединения деталей путем местного нагрева их до расплавленного состояния с применением или без применения механического усилия. Сваркой соединяются все марки сталей, чугуна, меди, латуни, бронзы, алюминиевых сплавов и термопластические пластмассы (винипласт, капрон, полиэтилен, полистирол, плексиглас и др.). Соединение деталей сваркой занимает одно из ведущих мест в современной технологии. Сварка более экономична, чем клепка. [c.121]До настоящего времени еще не разработаны единые условия механических испытаний сварных соединений пластмасс. Методы прочностных испытаний, принятые для металлов, не могут быть целиком перенесены на испытания пластмасс и их сварных соединений. Поэтому многие организации при разработке технологии сварки пластмасс разрабатывают также методику испытания качества сварных швов [16]. При подготовке образцов для испытаний на растяжение усиление шва снимают, плоскости тщательно обрабатывают и выравнивают. [c.214]
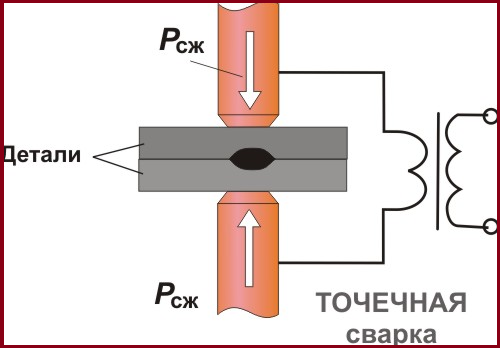
Сварка — это процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми (свариваемыми) частями при их местном нагреве (сварка плавлением), пластическом деформировании или совместном действии того и другого (сварка давлением). С помощью сварки между собой соединяют однородные и разнородные металлы, их сплавы, некоторые керамические материалы и пластмассы. Сварка является одним из наиболее широко распространенных технологических процессов в машиностроении, строительстве, ремонтном деле. [c.356]
Метод сварки нагревательными элементами обеспечивает высокую прочность соединений и достаточную производительность. Этим методом можно сваривать пластмассы, которые токами высокой частоты сварены быть не могут (фторопласт-4, полиэтилен, полистирол и др.). Можно сваривать угловые, стыковые и тавровые соединения. При сварке оргстекла в месте соединения сохраняется прозрачность. [c.164]
Склепывание предназначено для прочного и герметичного соединения деталей, полученных главным образом из листового материала. Развитие сварочного производства сужает применение клепки. Склепывание применяют в тех случаях, когда нагрев соединяемых деталей нежелателен (сепараторы шарикоподшипников, узлы приборов и электроаппаратуры, рамы автомобилей, закрепление лопаток паровых и газовых турбин, крепление плоских пружин, сборка термообработанных деталей), а также при сборке деталей из разнородных материалов (сталь — чугун, металл — пластмасса), сварка и пайка которых затруднена, а склеивание не обеспечивает нужной прочности. [c.230]
Детали из пластмасс сваривают, используя соединения, применяемые при сварке металлов, — стыковые, угловые, тавровые и в нахлестку. Стыковые соединения при сварке с присадочным прутком всегда выполняют с разделкой кромок. При толщине листов до 5 мм угол разделки равен 60°, при большей — 70°. В стыковых соединениях листов толщиной свыше 6 мм целесообразно применять двухстороннюю разделку, которая делается без притупления. [c.397]
Ультразвуковая сварка не вытесняет в целом ни одного из известных способов соединения пластмасс, но позволяет в ряде случаев существенно упростить технологию, удешевить производство изделий, отказаться от применения токсичных клеев, исключить литье изделий сложных форм, заменив простыми с последующей сваркой отдельных элементов, и т. п. [c.148]
Ультразвуковая сварка относится к наиболее перспективным способам соединения пластмасс в автомобилестроении. Под влиянием ультразвуковых колебаний более 20 кГц в свариваемых деталях возникают механические высокочастотные колебания, которые преобразуются в тепловую энергию, идущую на создание шва между свариваемыми поверхностями. Толщина материалов, свариваемых ультразвуком,— от 0,1 до 10 мм. Можно применять этот метод и при сварке эластичных полимеров небольшой толщины 0,05—1,5 мм. [c.163]
Одним из основных методов неразъемного соединения пластмасс является сварка. Сварку выполняют путем перевода соединяемых деталей в вязкотекучее состояние, при котором макромолекулы обладают повышенной подвижностью, и последующего сдавливания места соединения определенным усилием. При этом происходит взаимная диффузия макромолекул или их частей, за счет чего после охлаждения осуществляется соединение деталей. Прочность соединения определяется силами межатомного и межмолекулярного взаимодействия. [c.474]
Сварка пластмасс производится значительно медленнее, чем сварка металла. Скорость ручной сварки колеблется от 5 до 30 см в минуту в зависимости от толщины и типа свариваемого материала. Скорость прямолинейной сварки полиэтилена составляет от 12 до 20 см в минуту. Поливинилхлорид типа I сваривается значительно быстрее, чем поливинилхлорид типа П. Оба типа поливинилхлорида дают прочные сварные соединения, если сварка осуществляется высококвалифицированными сварщиками.- Скорость сварки пластмасс может быть значительно повышена за счет применения сварочного прутка, изготовленного из слегка пластифицированного поливинилхлорида применение сильно пластифицированных стержней не рекомендуется, так как они способствуют понижению термической и химической сопротивляемости шва. Кроме того, когда зона шва попадает в условия интенсивного воздействия коррозии, пластификатор может выщелачиваться, и в результате шов ослабляется. [c.25]
Как уже отмечалось выше, прочность швов, полученных методом индукционной сварки, хотя она и не столь высока, как прочность швов, сваренных другими более широко применяемыми методами, вполне удовлетворительна для многих видов сварных соединений пластмасс. Так например, с помощью индукционного вкладыша из проволочной сетки, помещаемого при сварке между плитами из разветвленного полиэтилена, свариваются швы, прочность которых на 50% выше, чем прочность основного материала. Столь же высокие результаты сварки с помощью индукционного нагрева были достигнуты и для соединений из акриловых пластмасс и, судя по всем показателям, с помощью данного метода можно получать швы высокой прочности при сварке почти всех видов термопластов. [c.99]
Склеивание пластмасс в практике применяется очень широко. Оно является более простым и надежным видом соединения, чем сварка. [c.56]
Таким образом, по преимущественно протекающему при соединении процессу сварку пластмасс можно разделить на диффузионную и химическую. [c.6]
При роликовой сварке соединение пластмасс достигается продвижением материала между вращающимися роликами. [c.249]
Сварка пластмасс. Сварка пластмасс -это процесс неразъемного соединения их с помощью нагрева и давления. Сварке поддаются только так называемые термопластичные пластмассы (термопласты), которые при нагревании становятся пластичными, а после охлаждения принимают первоначальные вид и свойства. Пластмассы можно сваривать различными способами нагретым газом, контактной теплотой от нагревательных элементов, трением, УЗ. При газопламенной обработке применяют сварку нагретым газом. В качестве газа-теплоносителя используют воздух в смеси с продуктами сгорания пропан-бутановых смесей. Сущность сварки нагретым газом (рис. 9.43) состоит в том, что кромки свариваемых пластин 5 и присадочный пруток 2 нагревают до размягчения и перехода их в вязкотекучее состояние. Затем присадочный пруток с приложением небольшого давления укладывают в щов 3. Пластмассы в вязкотекучем состоянии приобретают липкость, в результате чего кромки деталей и материал присадочного прутка образуют неразъемное соединение. [c.594]
Способы сварки пластмасс. Сварка является наиболее надежным способом соединения пластмасс и по сравнению со склеиванием обладает большей прочностью, плотностью, производительностью и экономичностью. [c.254]
СОЕДИНЕНИЯ ПРИ СВАРКЕ ПЛАСТМАСС [c.79]
В соответствии с ГОСТ 2601—74 сварка — процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого. Неразъемные соединения, выполненные с помощью сварки, называют сварными соединениями. Посредством сварки соединяют преимущественно детали из металлов. Однако сварные соединения применяют и для деталей из неметаллов — пластмассы и керамики или их сочетаний. [c.7]
В книге кратко освещено современное состояние технологии сварки пластмасс с применением теплоносителей, трением, токами высокой частоты. Подробно рассмотрена сварка пластмасс ультразвуком. Описаны различные конструкции сварочного оборудования, применяемого для соединения деталей из пластмасс. Приведены сведения о клеевых соединениях пластмасс. [c.2]
Таким образом, каждый из способов соединения пластмасс имеет свои определенные преимущества и недостатки и в зависимости от характера материала, вида и назначения изделия, серийности выпуска и т. д. предпочтение может быть отдано тому или иному из перечисленных способов сварки. [c.5]
Одна группа объединяет способы сварки, в которых используется тепло посторонних источников, передаваемое пластмассе в результате конвекции, теплопроводности и лучеиспускания (радиации). Другая — методы, в которых тепло генерируется внутри пластмассы при преобразовании различных видов энергии. Механизм образования соединений при сварке термопластичных пластмасс пока еще полностью не раскрыт. Некоторые исследователи считают [3], [4], [5] [18], что при соединении полимеров под воздействием температуры и давлении происходит процесс само-слипания (аутогезия). При высококачественной сварке в области контакта восстанавливается структура вещества, характерная для всего объема. Согласно этой точке зрения сваривание происходит главным образом вследствие диффузии частей молекулярных цепей из одного объема полимера в другой, в результате чего продиф-фундировавшие макромолекулы как бы сшивают оба объема и обеспечивают между ними прочную связь. [c.174]
Изучению вопросов, связанных с дополнительной обработкой углепластиков, посвяшено сравнительно мало работ. Они касаются методов механической обработки и соединения пластмасс, армирован-нь1х волокнами. Для механической обработки применяют обычно широко известные несколько модернизированные методы обработки металлов. При обработке углепластиков почти всегда используют такие же методы механической обработки, как и для стеклопластиков [60], и крайне редко какие-либо специальные методы [61]. Одна из проблем состоит в том, что для соединения различных деталей из углепластиков нельзя применить такой традиционный для металлических материалов метод, как сварка, а способ болтового соединения требует особого подхода. [c.115]
Методы сварки пластмасс. Сварка пластмасс — прогрессивный технологический процесс, с помощью которого получают неразъемные соеденения пластмассовых узлов и изделий. По сравнению с другими способами соединения (клепкой и склейкой) сварка имеет существенные преимущества. Важнейшие из них высокая производительность, низкая трудоемкость, большая прочность и плотность сварных соединений, экономичность, лучшие условия труда. При сварке требуются меньшие производственные площади, чем при склейке. [c.145]
Механизм образования соединений при сварке термопластичных пластмасс пока еще полностью не раскрыт. Некоторые исследователи считают, что при соединении полимеров под воздействием температуры и давления происходит процесс самослипания (аутогезия). При высококачественной сварке в области контакта восстанавливается структура вещества, характерная для всего объема. Согласно этой точке зрения сваривание происходит главным образом вследствие диффузии частей молекулярных цепей из одного объема полимера в другой, в результате чего продиф-фундировавшие макромолекулы соединяют оба объема и обеспечивают между ними прочную связь. [c.152]
Рж. 60. Типы сварных соединений ори сварке пластмасс 1 — стыковое с У-обоазной разделкой 2 — стыковое с неравносторонней Х-образной разделкой 3 — стыковое с равносторонней Х-образной разделкой 4 — угловое 5 — тавровое 6 — нахлесточное [c.148]
По сравнению с другими способами соединения пластмасс (клепкой и скле1ь кой) сварка имеет ряд существенных преимуществ. Важнейшими из них являются высокая производительность, малая трудоемкость, большая прочность п плотность соединений, экономия материала, лучшие условия труда. При сварке требуются меньшие производственные площади, чем при склейке. Благодаря указанным преимуществам сварка пластмасс широко распространена в разных отраслях промышленности. Наиболее широко применяется сварка пленочного материала. [c.383]
Ультразвуковые колебаппя стали применять не только для сварки пластмасс, по и для соединения пластмасс с металлами. [c.647]
Вентили из пластмасс применяют на химических предприятиях. На рис. 96, а показан вентиль из винипласта. Корпус 5 вентиля изготовлен из отрезков винипластовых труб, соединенных на сварке. Крышка 6 корпуса, шпиндель / и золотник 4 выточены из винипластовых прутков, а фланцы —из листового винпплас- [c.229]
Акриловые смолы с большим молекулярным весом лучше поддаются сварке трением, поскольку остаточный мономер обычно оказывается неустойчивым при повышенных температурах и имеет тенденцию превращаться в газ и испаряться, что способствует ослаблению шва. В связи с этим при сварке трением формованных и штампованных акриловых пластмасс обычно получаются лучшие швы, чем при сварке литых акриловых материалов. Фрере [25] произвел сравнение прочностных характеристик сваренных трением и склеенных соединений полиметилметакрилата (табл. 22). Соединения, полученные сваркой трением, имели равномерную и более высокую прочность, чем клеевые соединения. Исследования поверхности соединений, сваренных трением, после испытания их на удар показали, что сварные швы лишь смещаются, в то время как клеевые соединения при той же ударной нагрузке разрушаются по линии шва. [c.105]
Дета.ти из пластмасс сваривают, используя соединения применяемые при сварке металлов, — стыковые, угловые тавровые и внахлестку. Стыковые соединения при сварке с присадочным прутком всегда выполняют с разделко кромсан. При толщине листок до о м.и угол разделки равен 60°, [c.458]
Неподвижные неразъемные соединения получаются сваркой, клепкой, пайкой, раз-пальцовыванием, заливкой деталей металлом, склеиванием, прессованием пластмасс, а также с помощью горячих и прессовых посадок. [c.141]Механизм образования соединения при сварке пластмасс до сих пор полностью не раскрыт, однако многие авторы считают, что при соединении пластмасс под воздействием температуры и давления происходит процесс самослипания (аутогезия) [6] сваривание происходит главным образом вследствие диффузии частей молекулярных цепей из одного объема пластмассы в другой. [c.4]
Кроме соединения одноименных пластмасс, сварка трением молчет быть применена и для соединения пластмасс, имеющих различные физико-механические свойства. [c.29]
Одним из наиболее перспективных способов соединения пластмасс, получивших в последние годы большое развитие как в нашей стране, так и за рубежом, является ультразвуковая сварка. Впервые такой способ сварки был предложен в МВТУ им. Баумана и разработан Мордвинцевой А. В. и Ольшанским Н. А. под руководством проф. д-ра техн. наук Николаева Г. А. Интерес к этому технологическому процессу очень большой. В литературе неоднократно отмечались преимущества ультразвуковой сварки, делающие в отдельных случаях этот способ незаменимым для соединения пластмасс [26, 29, 31]. Основными отличительными чертами ультразвуковой сварки пластмасс являются возможность сварки по поверхностям, за-50 [c.50]
mash-xxl.info