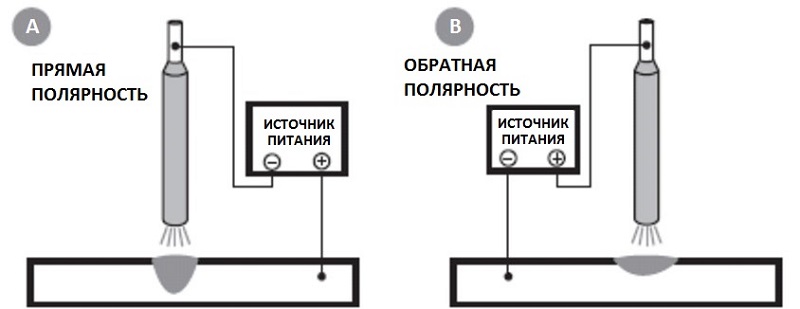
Сварка в потолочном положении. Потолочная сварка для начинающих
фото, видео инструкция-обучение сварочному потолочному шву
Сварка потолочного шва является особенно трудной, потому что сварочная ванна перевернута и при работе на сварщика может капать шлак или даже стекать раскаленный металл. Чтобы этого избежать, нужно выполнять требования безопасности при работе со сваркой:
- работать в спецодежде,
- не работать в дождь и снег.
Сварка потолочного шва часто бывает необходима при строительно-монтажных работах, при строительстве трубопроводов, в судостроении и пр.
Потолочный шов.Что такое сварочная ванна
Когда расплавляются кромки основного металла, они образуют сварочную ванну. Сварочная ванна наблюдается в маску: она выглядит как блестящая поверхность около электрода. Сварочная ванна должна быть плоской и растекаться по кромкам. Если ванна выглядит как ляпка, нужно добавить ток, если ванна увеличивается, а металл прожигается - значит, ток нужно убавить. Дуга для сварки потолочного шва должна быть короткой, а электрод должен опираться на металл.
Очень важно при сварке потолочного шва контролировать объем сварочной ванны, в противном случае на сварщика может упасть порция расплавленного металла. Кромки перед сваркой обязательно нужно зачищать, чтобы было меньше искр в закрытом пространстве.
Техника сварки
Скорость движения электрода должна быть, чтобы расплавленного металла было достаточно для формирования шва. Если металла будет мало, будут оставаться подрезы. Если скорость сварки будет чересчур высока, дуга не успеет до конца прогреть металл и шов ляжет наверху. Если скорость будет низкой, материал перегреется и ванна растечется.
Техника сварки: траектории движения электрода.Взаимосвязаны скорость движения электрода и сила тока. Большой ток усиливает проплавление, позволяя электроду двигаться быстрее. Чем выше ток, тем быстрее нужно вести электрод. Когда скорость электрода соответствует силе тока, то края шва будут выглядеть эстетично, прочно и красиво.
Потолочный шов
Потолочный шов является самым сложным из всех видов швов. Во время сварки металл удерживается на шве только силой поверхностного натяжения. Поэтому придется уменьшить размер сварочной ванны. Чтобы добиться качественного шва нужно периодически убирать электрод в сторону: металл должен успеть немного затвердеть. Сварку нужно производить очень короткой дугой с поперечными колебаниями электрода. Сварку сверху удобнее проводить движением на себя, благодаря этому весь процесс будет под контролем.
Аккуратность приходит с опытом.Уменьшается ширина валиков при таком способе до 2-3 диаметров электродов. Для потолочного шва берутся более тонкие специально предназначенные для вертикального и потолочного шва электроды диаметром до 4 мм и применяется на 10-30% пониженный ток. Если свариваемая сталь тонкая удобнее сразу варить газом или ТИГом. Если во время удаления дуги образуются подрезы (канавка по краю шва) нужно немного задерживать электрод на кромках. Тогда эта проблема исчезнет. При такой сварке уменьшаются испарения газов и шлаков из металла и поэтому потолочные швы более низкого качества, чем обычные вертикальные и горизонтальные. Чтобы улучшить качество шва нужно варить только сухими электродами.
Более толстые материалы толще 8 мм нужно варить в несколько проходов. Если длина деталей превышает 1 м, лучше варить участками для избежания коробления (может повести детали). Электрод в 3 мм понадобится для выполнения корневого шва, для последующих проходов толщину электрода нужно увеличить. После каждого прохода шов нужно чистить от шлака.
Что необходимо сварщику.Как варится потолочный шов
Есть несколько методов сварки потолочного шва:
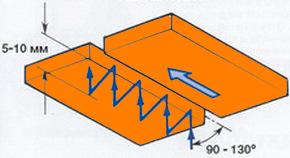
- Электрод к свариваемой поверхности должен располагаться под углом 90-130°. Этот метод носит название полумесяца: он довольно прост и его может освоить новичок. Электрод выполняет движение зигзагами. Метод требует нескольких проходов.
- Профессиональный метод сварки под названием Лесенка трудоемкий и сложный, но шов получается очень прочным. Электрод держится под углом 90-130°. Когда металл будет расплавляться, нужно отводить электрод на 5-10 мм, затем возвращать обратно, перекрывая остывший металл наполовину. Таким образом шов удлиняется.
Виды сварки потолочных швов.
- Обратно-поступательный метод выполняется в несколько этапов.
Корень шва
- Для проварки корня шва понадобится электрод диаметром 3 мм и минимальная или средняя сила тока.
- есто сварки нужно тщательно зачистить болгаркой с металлической щеткой.
- Такую сварку тоже можно производить несколькими методами:
- Если будет доступ к обратной стороне, то можно попробовать формировать валик снизу. Нужно варить без нависаний и подрезов. Шов выполняется колебательными движениями с задержкой на кромках. В этом случае не нужна дополнительная выборка, а после очистки соединения можно сразу накладывать второй валик.
- Если валик нужно формировать с обратной стороны, потребуется совершать поступательные движения электрода внутрь зазора на самой короткой дуге. Когда дуга будет гореть с обратной стороны: металл будет схватываться в форме зонтика. Скорость сварки будет зависеть от формирования нижнего валика, чтобы не появлялась выпуклость. В противном случае понадобится выборка вплоть до чистого металла.
Заполнение разделки
Сварка второго и третьего валика происходит 3 мм овым электродом на среднем или максимальном токе или 4 ммовым на среднем токе. Чтобы выпуклости не образовалось, нужно задерживаться на краях, потом постепенно уводить дугу по кромке, переходя лесенкой на вторую кромку. Для изменения формы валика во время сварки нужно:
Четвертый и пятый слой зависят от предыдущих валиков. Следующие слои варятся как наплавка без колебательных движений. Когда электрод будет приближаться к кромке, нужно оставить между предпоследним валиком и кромкой расстояние диаметром электрода.
Лицевой слой
Лицевой слой варится вглубь 0.5-2 мм. Он может вариться за несколько проходов или за один проход.
- Сварка в 1 проход с углублением на 0.5-1 мм варится методом «вперед дугой». Шаг нужно выбирать в зависимости от валика.
- Если углубление 1 - 2 мм, нужно применять метод «лесенкой».
- Если необходимо несколько проходов, околокромочные боковые валики варятся разными способами: лесенкой, дугой вперед, с манипулированием. Последний валик в центре варится, соединяя 2 боковых.
Сварка потолочного шва - довольно сложная работа, приступать к которой без необходимого опыта не рекомендуется. В крайнем случае, если необходимо сделать шов на своем дачном участке нужно предварительно потренироваться на обрезках металла.
potolkipro.com
Сварка потолочных швов
Темы: Сварные швы, Ручная дуговая сварка, Технология сварки, Сварные соединения.
Сварка потолочных швов : общие рекомендации.
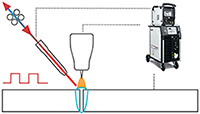
Сварка потолочных швов требует сварочный ток выше, чем при вертикальной сварке, и ниже (или равный), чем при горизонтальной. В основном применяется электрод диаметром 3; 4 мм. Угол наклона электрода по направлению сварки (рис. 1) 80°-90°. Шлак, стекая вниз, под сварочный шов, не мешает вести сварку под прямым углом или «углом вперед», что позволяет в потолочном положении выполнять «нормальные» и «вогнутые» валики в разделке. Сварка потолочных швов ведется только короткой дугой.
Другие страницы по теме Сварка потолочных швов
Рисунок 1.
Сварка потолочных швов
: требуемый угол наклона.
Сварку стыковых соединений рекомендуется производить на себя, что позволяет хорошо наблюдать за длиной дуги, наклоном электрода по отношению к обеим кромкам изделия и формированием валика. Наблюдая за полнотой и формой валика, легче выбрать скорость сварки, способ манипулирования электродом и время задержки на краях сварочной ванны. При манипулировании электродом рекомендуется применять два способа: «лестницей» и «дугой вперед». Ширина валика и его полнота должны составлять 1-3 диаметра электрода с покрытием, что позволяет легко управлять жидким металлом. При чрезмерной ширине, полноте валика и чрезмерном сварочном токе, жидкий металл шва становится трудно управляемым, что приводит к подтекам, «горбатости» валика, грубым перепадам между чешуйками и подрезам по краям шва.
Наплавка в потолочном положении.
При наплавке в этом положении важен подбор сварочного тока. Если позволяет толщина изделия - производительней применять электрод диаметром 4 мм. Наплавку рекомендуется производить узкими, 1,5-2 диаметра электрода с покрытием, одиночными валиками, что позволяет применять средний диапазон сварочного тока. Первый валик рекомендуется положить шириной в 2-3 диаметра электрода с покрытием по границе наплавки методом «сварка на себя» (рис. 2). Последующие валики, со 2 по 5 и т.д., рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70°-80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Рисунок 2.
Сварка стыковых соединений в потолочном положении.
Корень шва.
Корневой валик в зависимости от величины зазора и притупления кромок следует варить без манипулирования или с поперечными колебательными движениями по методу «лестница» электродом диаметром 3 мм на сварочном токе в диапазоне минимального или среднего значения. В зависимости от требований чертежа и техусловий сварку первого корневого валика можно выполнить по двум рекомендациям:
1) Если предусмотрена выборка и подварка обратной стороны корня шва, необходимо при проплаве в зазор все внимание обратить на формирование валика со стороны сварки. Валик должен быть без нависаний и подрезов. Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 3). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.
Рисунок 3.
2) Если необходимо в стыковом соединении сформировать обратный валик (без выборки и подварки обратной стороны корня шва), необходимо постоянное поступательное движение электрода вверх в зазор (на предельно короткой дуге), добиваясь при этом, чтобы сварочная дуга горела с обратной стороны (рис. 4). Электродный металл растекается в виде «фонтанчика»(зонтика). Это самый лучший вариант для формирования обратного валика. Все внимание на формирование обратного валика и при возможности скорость сварки выдерживать в зависимости от формирования валика снизу (во избежание чрезмерной выпуклости). Если корневой валик со стороны сварки получился «горбатым», обязательна механическая выборка до чистого металла по рисункам в предыдущих главах.Рисунок 4.
Заполнение разделки.
Сварка второго и третьего валиков ведется в зависимости от ширины корневого валика электродом диаметром 3 мм на среднем-максимальном сварочном токе или диаметром 4 мм - в среднем диапазоне, достаточном для нормального сварочного процесса (рис. 5).
Чтобы избежать «горбатости» 2 и 3 валиков, очень важен момент задержки на краях валика, затем небольшой спуск по кромке изделия и после этого переход методом «лестница» на другую кромку «Нормальный» или «вогнутый» валик можно получить, так же используя скорость сварки, наклон электрода «углом вперед», величину шага чуть большую, чем при вертикальной сварке. Не рекомендуются валики большого объема, т.к. металл шва в жидком состоянии находится длительное время и стремится вниз, что приводит к чрезмерной выпуклости шва. 4-й и 5-й слои выполняются в зависимости от ширины предыдущего валика во всю ширину или в два валика. Последующие слои рекомендуется выполнять без колебательных движений в виде наплавки и при подходе к кромке оставлять расстояние между предпоследним валиком каждого слоя и кромкой не менее диаметра электрода (с покрытием). Последний валик каждого слоя выполнить по способу как второй и т.д.
Сварка лицевого слоя.
Предпоследний слой в разделке должен быть выполнен так, чтобы незаполнение разделки было не более 0,5-2 мм. В зависимости от толщины металла и ширины лицевого слоя сварку можно выполнить в один или более проходов. При сварке в один проход при незаполненной разделке в 0,5-1 мм рекомендуется, во избежание излишней высоты шва, сварку производить методом «дугой вперед», подбирая шаг в зависимости от формирования валика. При глубине незаполненной разделки от 1 мм до 2 мм - методом «лестницей».
При сварке лицевого слоя в несколько проходов, как показано на рисунке 5, 9-й и 10-й валики выполняются в зависимости от каждого конкретного случая с манипулированием или без него, «лестницей» или «дугой вперед». Валик 11 выполняется с манипулированием электродом так, чтобы соединить вершины боковых валиков любым из методов, подходящих в данной ситуации.
- < Сварка горизонтальных швов
- Виды сварочных дуг >
weldzone.info
что учесть и как правильно сделать
Содержание статьи:
Иногда при ремонте и монтаже металлических конструкций предусматривается использование сварочного аппарата. Хорошо, если такие манипуляции можно осуществить отдельно в удобном положении, а затем прикрепить готовую деталь. Порой действовать приходится сразу и в довольно-таки экстремальных условиях, например, при сварке потолочных швов. В таких случаях важно знать технику безопасности и основные правила работы с электросваркой.
Работа с электросваркой и техника безопасности
Потолочный шов – один из самых сложных видов сварки, объясняется это неудобным положением деталей. В промышленности им почти не пользуются, зато в судостроении, при строительно-монтажных и трубопроводных работах он очень популярен. В быту выполнение такого сварочного шва пригодится при строительстве, ремонте, установке металлических изделий в гараже и на даче.

Потолочный шов – самый неудобный для сварщика
Выполнение сварки потолочных швов требует внимательности и хороших навыков работы со сварочным аппаратом. Немаловажным будет позаботиться о технике безопасности.
- Убедитесь, что все инструменты исправны, а провода – изолированы. Отключайте приборы от сети после использования.
- Защитите кожу, глаза и органы дыхания от попадания шлака, пыли и раскаленного металла. Пользуйтесь спецодеждой, маской и очками.
- Не работайте в плохо вентилируемых помещениях с высокой влажностью, а также на открытом воздухе в дождь, снег и т.д.
- Соблюдайте пожаро- и взрывобезопасность.

Правильная экипировка для выполнения сварочных работ – залог вашей безопасности
Не каждый специалист может похвастаться безукоризненной техникой выполнения сварки потолочного шва. Изучите подходящую литературу, советы и обязательно потренируйтесь, прежде чем приступать к работе.
Как правильно сварить потолочный шов
Отличительной особенностью этого вида сварки является то, что сварочная ванна находится в перевернутом положении, а раскаленный металл удерживается силой поверхностного натяжения. Поэтому необходимо поддерживать минимальный размер ванны и периодически отводить электрод в сторону, чуть задерживая на кромках, чтобы металл остывал и схватывался и не образовывались трещины. Сварку следует выполнять на себя, чтобы хорошо видеть и контролировать процесс.
Для использования подходят электроды диаметром 3-4 мм. Они должны быть сухими, чтобы в металл не попадали газы и не снижали качество шва. Сила тока подбирается опытным путем от минимальной до средней.
Способы сварки
Сварку потолочных швов можно выполнять несколькими способами.
- Полумесяцем. Электрод располагается под углом 90-130 градусов к поверхности и колебательными движениями по дуге перемещается от кромки к кромке.
- Лесенкой. Расположение электрода аналогичное. Его отводят в сторону от раскаленного металла и возвращают назад, перекрывая затвердевшую поверхность наполовину.
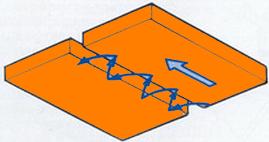
- Обратно-поступательный способ. Электрод следует постоянно возвращать на застывший шов по мере продвижения.

Способы сварки: I – полумесяцем, II – лесенкой, III – обратно-поступательный
Первый способ является самым простым и подходит для использования начинающим сварщикам. Остальные варианты более трудоемки, но обеспечивают самое прочное соединение.
Этапы выполнения работ
Прежде всего свариваемую поверхность нужно подготовить и тщательно обработать края на стыке. Для их зачистки используется болгарка или металлическая щетка. Затем приступают к проварке корня шва электродом меньшего диаметра (3 мм). Им формируют валик из расплавленного металла, выполняя колебательные движения от кромки к кромке. Если необходимо, чтобы он формировался и с обратной стороны, электрод короткими рывками помещают внутрь зазора. Важно следить, чтобы дуга равномерно горела, тогда металл будет наплавляться в форме фонтана.
Полученный валик обязательно освобождают от шлака. А если он получился слишком выпуклым, необходимо провести выборку до чистого металла. Затем манипуляции повторяют, формируют валики поверх. Для наложения 4-5 и последующих слоев можно использовать электрод большего диаметра (4).

Сварка стыков потолочных швов наплавкой и соединением валиков
Чем толще исходный материал, тем больше слоев и подходов вам понадобится. Для качественного соединения следите за скоростью движения электрода, чтобы металл успевал хорошо плавиться. При необходимости меняйте угол его наклона, величину шага.
Сварка потолочных швов – процесс достаточно трудный. Если у вас недостаточно знаний или опыта, не стоит переоценивать свои возможности, в этом случае лучше довериться профессионалам.
Видео: сварка потолочных швов
http://www.youtube.com/watch?v=JWYvM-EdxG0
Понравилась статья? Поделитесь ей
toppotolok.su
видеоинструкция от самых лучших мастеров и специалистов, фото
Применение потолочного шва в производстве встречается редко, так как изменить положение детали в пространстве достаточно просто. Его основное применение: строительно-монтажные работы, прокладка трубопровода. Справиться с подобным заданием может сварщик высокой квалификации, так как во время работы сварочная ванна перевернута, и высока вероятность подтекания раскаленного металла, шлака.
Потолочный шов - один из наиболее сложных, его доверяют исключительно профессионаламКроме того варить потолочный шов без строгого соблюдения правил безопасности очень опасно. Специалист должен быть одет в спецовку, полностью застегнут, обут в прочную закрытую обувь. Его руки и лицо также должны быть защищены, так как любая капля раскаленного металла или горячая окалина может попасть на работника.
Варить потолочный шов необходимо в полной экипировке, в соответствии с техникой безопасностиКак правильно варить потолочный шов: советы профессионалов
Чтобы качественно выполнить потолочный шов, и при этом не пострадать, необходимо придерживаться определенных правил:
- Сварочная ванна должна иметь минимальный размер.
- Металл не будет растекаться, если во время выполнения шва отводить электрод в сторону.
- Размеры электрода должны быть 0,4 см.
- Изготовленные валики должны быть в 2 раза меньше, чем электрод.
- Электрод должен быть абсолютно сухим, чтобы избежать выделения газа, который может повредить шов.
- Варить необходимо в свою сторону, это позволит вам контролировать процесс до мелочей, а также выбрать оптимальный темп работы.
- Шов будет иметь максимальную прочность, если края деталей будет тщательно обработаны, а с валиков будут удалены загрязнения.
Сварочная ванна: что это, почему она должна быть минимальной?
Во время варки потолочного шва раскаленный металл удерживается исключительно силой поверхностного натяжения. Именно поэтому сварочная ванна должна иметь минимальный размер. Добиться этого можно только постоянно отводя электрод в сторону. В этом случае металл успеет остыть и не станет вытекать.
Расплавленные кромки металла и есть сварная ваннаСварочной ванной называют расплавленные кромки основного металла. Ее прекрасно видно сквозь защитную маску. Если раскаленный отрезок выглядит словно ляпка, то для получения прочного соединения, необходимо добавить ток. Если же вопреки вашему желанию размер ванны увеличивается, а металл постепенно прожигается, значит, ток нужно сделать меньше.
Ток при потолочной сварке всегда выше, чем при вертикальной, а также ниже или равен току при проведении работ в горизонтальной плоскости. Сварка потолочных швов выполняется только короткой дугой.
Варианты выполнения потолочного шва
Сварить потолочный шов можно несколькими способами:
- Полумесяц - считается наиболее простым в исполнении, отлично подходит для новичков. Угол, под которым электрод располагается в отношении к потолку, варьируется между 90 и 130 градусами. Специалист, работающий при помощи этого метода, выполняет зигзагообразные движения, которые напоминают полумесяцы. Метод требует повторного прохождения по готовому шву. Чтобы сделать качественный шов, нужно постоянно держать под контролем скорость сварки. Металл не будет подтекать, если валики, которые вываривает сварщик, будут иметь небольшую ширину.
Схема метода сварки "полумесяц"
- Обратно-поступательный метод также требует повторного прохождения по шву. Во время сварки электрод должен постоянно возвращаться назад, где металл уже затвердел. Уровень тока не должен превышать средних показателей. Шов проходит вперед очень медленно, а способ считается самым трудоемким. Однако с его помощью получается наиболее прочное соединение.
Схема обратно-поступательного метода сварки
- Лесенка - электрод, как и в первом случае, находится к металлу под тупым углом от 90 до 130 градусов. Поднеся сварку к потолку, ее включают. Как только образуется расплавленный металл, электрод отводят немного в сторону, не более 10 мм, после того. как металл немного застынет, электрод возвращают, увеличивая шов. Метод также достаточно трудоемкий, но высокие показатели прочности шва достойны потраченных усилий.
Схема метода сварки "лесенка"
Потолочный шов своими руками
Корневой шов, особенности его сварки
Потолочный сварочный шовКорневым швом называют наиболее удаленный шов от поверхности. Его выполняют методом лесенка при помощи электрода в 3 мм или без дополнительных манипуляций. Все зависит от притупления кромок и величины зазора между ними. Подаваемый ток должен иметь минимальное или среднее значение. В зависимости от технических условий и особенностей чертежа, сварка корневого валика может быть выполнена двумя способами:
- Если будет доступна обратная сторона, то все внимание при проплаве в зазор нужно будет обратить на создание валика со стороны сварки. Он не должен иметь нависания или подрезы. Такой шов выполняют при помощи манипуляций от Корень шва с обратной стороны
одной кромки к другой. Валик не нуждается в дополнительной выборке. После его формирования необходимо зачистить поверхность и можно приступать к созданию следующего шва.
- Если валик должен быть сформирован с обратной стороны, то во время сварки производятся поступательные движения, при этом электрод направлен в зазор при самой минимальной дуге. Сварочная дуга во время работы должна гореть с другой стороны, а электродный металл должен растекаться в виде фонтанчика. Все внимание сварщика должно быть сосредоточено на формировании обратного валика, выпуклость которого необходимо регулировать скоростью движения. Если шов получится чрезмерно выпуклым, понадобится выборка.
Заполнение разделки
Формирование второго, третьего валиков осуществляется при помощи:
- электрода размером 3 мм и максимального или среднего тока;
- электрода размером 4 мм и среднего тока.
Регулировать выпуклость валика можно при помощи задержки на его краях, а затем спуске по кромке с последующим применением метода "лесенка". Валик будет нормальным или вогнутым, если вы будете регулировать:
- скорость работы;
- угол наклона электрода;
- размер шага.
Последующие четвертый, пятый слои зависят от формы предыдущих швов: их формируют во всю ширину или в два валика. Их варят без дополнительных колебательных движений методом наплавки. Между кромкой и предпоследним валиком оставляют расстояние размером с электрод.
Сварка лицевого слоя
Лицевой шов в зависимости от ширины лицевого слоя и толщины материала выполняется в один или несколько проходов. Он варится вглубь на 0,5 - 2 мм.
- При формировании шва вглубь 0,5 - 1 мм за один проход используется метод "вперед дугой", шаг выбирается в зависимости от величины валика.
- При разделке размером 1 - 2 мм, выбирают метод "лесенка".
- Если нужно сделать несколько проходов, то сварщик выбирает метод, соответствующий конкретному случаю.Потолочный шов - удел профессионалов, если вы решили освоить его, начинать нужно с обрезков металла.
potolkipro.com
Сварка в потолочном положении | Тиберис
Сварка в потолочном положении считается одной из самых сложных, для нее желателен сварочный опыт и квалификация.
Сварку в потолочном положении нужно проводить сухими электродами (проверяются непосредственно перед началом работ) Если электрод сырой, то при работе выделяемые его покрытием газы поднимаются вверх и могут остаться в шве. Итог – внутренние пустоты, вероятность трещин и даже разрушения сварки (шов-то потолочный!) Потолочную сварку можно вести тремя способами, для новичков лучше подойдет метод «полумесяца» Самым сложным и трудоемким считается «обратнопоступательный» - но он и самый эффективный.
| Способы сварки в потолочном положении | |
| Лесенкой | Электрод располагают под углом к плоскости 90-130 градусов, подводят к изделию и зажигают дугу. После образования маленькой порции расплавленного металла электрод отводят на 5-10 мм от потолочной плоскости и возвращают, перекрывая засохшую порцию металла расплавом примерно на ½ - 1/3 её длины. |
 |
|
| Полумесяцем | Электрод располагают под углом 90-130 градусов к потолочной плоскости и, колебательными движениями по схеме полумесяца (напоминающие дуговые зигзаги), беспрерывно заходят электродом на закристаллизовавшуюся (засохшую) часть металла. Осуществляется несколько проходов. |
 |
|
| Обратнопоступательно | Концом электрода сварщик беспрерывно возвращается назад, на кристаллизующуюся (засохшую) часть металла (напайки), тем самым постоянно удлиняя сварочный шов и заполняя сварочную ванну. |
 |
|
При сварке потолочных швов жидкий металл стремится вытечь из ванны, поэтому сварку ведут короткой дугой. Сварочный ток уменьшаются на 15-20% по сравнению со сваркой в нижнем положении. Металл толщиной более 8 мм сваривают многопроходными швами. Средний диаметр для потолочных швов первого прохода – 4 мм, последующих проходов - 5 мм.
www.tiberis.ru
Сварка потолочных швов
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Общие рекомендации при сварке потолочных швов
При сварке потолочных швов сварочный ток выше, чем при вертикальной сварке, и ниже (или равный), чем при горизонтальной. В основном применяется электрод диаметром 3; 4 мм. Угол наклона электрода по направлению сварки (рис. 59) 80°-90°. Шлак, стекая вниз, под сварочный шов, не мешает вести сварку под прямым углом или «углом вперед», что позволяет в потолочном положении выполнять «нормальные» и «вогнутые» валики в разделке. Сварка ведется только короткой дугой.
Сварку стыковых соединений рекомендуется производить на себя, что позволяет хорошо наблюдать за длиной дуги, наклоном электрода по отношению к обеим кромкам изделия и формированием валика. Наблюдая за полнотой и формой валика, легче выбрать скорость сварки, способ манипулирования электродом и время задержки на краях сварочной ванны. При манипулировании электродом рекомендуется применять два способа: «лестницей» и «дугой вперед». Ширина валика и его полнота должны составлять 1-3 диаметра электрода с покрытием, что позволяет легко управлять жидким металлом. При чрезмерной ширине, полноте валика и чрезмерном сварочном токе, жидкий металл шва становится трудно управляемым, что приводит к подтекам, «горбатости» валика, грубым перепадам между чешуйками и подрезам по краям шва.
Наплавка в потолочном положении
При сварке в этом положении важен подбор сварочного тока. Если позволяет толщина изделия - производительней применять электрод диаметром 4 мм. Наплавку рекомендуется производить узкими, 1,5-2 диаметра электрода с покрытием, одиночными валиками, что позволяет применять средний диапазон сварочного тока. Первый валик рекомендуется положить шириной в 2-3 диаметра электрода с покрытием по границе наплавки методом «сварка на себя» (рис. 60). Последующие валики, со 2 по 5 и т.д., рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70°-80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Сварка стыковых соединений в потолочном положении
Корень шва
Корневой валик в зависимости от величины зазора и притупления кромок следует варить без манипулирования или с поперечными колебательными движениями по методу «лестница» электродом диаметром 3 мм на сварочном токе в диапазоне минимального или среднего значения. В зависимости от требований чертежа и техусловий сварку первого корневого валика можно выполнить по двум рекомендациям:
1) Если предусмотрена выборка и подварка обратной стороны корня шва, необходимо при проплаве в зазор все внимание обратить на формирование валика со стороны сварки. Валик должен быть без нависаний и подрезов. Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 61). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.
2) Если необходимо в стыковом соединении сформировать обратный валик (без выборки и подварки обратной стороны корня шва), необходимо постоянное поступательное движение электрода вверх в зазор (на предельно короткой дуге), добиваясь при этом, чтобы сварочная дуга горела с обратной стороны (рис. 62). Электродный металл растекается в виде «фонтанчика»(зонтика). Это самый лучший вариант для формирования обратного валика. Все внимание на формирование обратного валика и при возможности скорость сварки выдерживать в зависимости от формирования валика снизу (во избежание чрезмерной выпуклости). Если корневой валик со стороны сварки получился «горбатым», обязательна механическая выборка до чистого металла по рисункам в предыдущих главах.
Заполнение разделки
Сварка второго и третьего валиков ведется в зависимости от ширины корневого валика электродом диаметром 3 мм на среднем-максимальном сварочном токе или диаметром 4 мм - в среднем диапазоне, достаточном для нормального сварочного процесса (рис. 63).
Чтобы избежать «горбатости» 2 и 3 валиков, очень важен момент задержки на краях валика, затем небольшой спуск по кромке изделия и после этого переход методом «лестница» на другую кромку «Нормальный» или «вогнутый» валик можно получить, так же используя скорость сварки, наклон электрода «углом вперед», величину шага чуть большую, чем при вертикальной сварке. Не рекомендуются валики большого объема, т.к. металл шва в жидком состоянии находится длительное время и стремится вниз, что приводит к чрезмерной выпуклости шва. 4-й и 5-й слои выполняются в зависимости от ширины предыдущего валика во всю ширину или в два валика. Последующие слои рекомендуется выполнять без колебательных движений в виде наплавки и при подходе к кромке оставлять расстояние между предпоследним валиком каждого слоя и кромкой не менее диаметра электрода (с покрытием). Последний валик каждого слоя выполнить по способу как второй и т.д.
Сварка лицевого слоя
Предпоследний слой в разделке должен быть выполнен так, чтобы незаполнение разделки было не более 0,5-2 мм. В зависимости от толщины металла и ширины лицевого слоя сварку можно выполнить в один или более проходов. При сварке в один проход при незаполненной разделке в 0,5-1 мм рекомендуется, во избежание излишней высоты шва, сварку производить методом «дугой вперед», подбирая шаг в зависимости от формирования валика. При глубине незаполненной разделки от 1 мм до 2 мм - методом «лестницей».
При сварке лицевого слоя в несколько проходов, как показано на рис. 63, 9-й и 10-й валики выполняются в зависимости от каждого конкретного случая с манипулированием или без него, «лестницей» или «дугой вперед». Валик 11 выполняется с манипулированием электродом так, чтобы соединить вершины боковых валиков любым из методов, подходящих в данной ситуации.
Тудвасев В.А. "Рекомендации сварщикам".
www.autowelding.ru