Сварочный пост и его оборудование. Пост сварочный
|
|
www.samsvar.ru
Cварочный пост и его оборудование: требования
 Сварочный пост – это рабочее место специалиста-сварщика, оборудованное всем необходимым. Основные элементы поста: источник электроэнергии, держатель (горелка), кабели.
Сварочный пост – это рабочее место специалиста-сварщика, оборудованное всем необходимым. Основные элементы поста: источник электроэнергии, держатель (горелка), кабели.
Важно подготовить вспомогательные инструменты, которые потребуются при работе с металлоконструкциями, и средства индивидуальной защиты.
Способы устройства сварочного поста
Существует два типа сварочных постов: передвижной и стационарный. Стационарный оборудуется для изготовления небольших металлоконструкций. При работе на крупных объектах необходима передвижная площадка. Ее устраивают обычно на производственных участках при сварке трубопроводов и быстровозводимых сооружений.
Общие требования к любому сварочному посту:
- Заземление всего электрооборудования.
- Хорошее освещение рабочего места (не менее 80 Люкс), желательно сочетать искусственное с естественным.
- Бетонный, кирпичный или цементный пол.
- Стальная или чугунная рабочая поверхность с питающим кабелем.
- Хорошая вентиляция рабочего места с отведением газов, выделяющихся при сварке.
- Специальные карманы из негорючего материала для хранения расходных материалов, документов, электродов.
- Металлическое кресло с диэлектрическим сиденьем для проведения сидячих работ.
- Резиновый коврик под ноги сварщика.
Если сварочный пост оборудуется на улице, необходим навес для защиты от осадков и складные щиты для защиты от солнца.
Для стационарного сварочного поста сооружают защитную кабину без крыши.
Такой сварочный пост и его оборудование должны соответствовать нескольким требованием:
 Металлический каркас.
Металлический каркас.- Ощая высота не менее 200 см.
- Внтиляционные зазоры 20-25 см вдоль нижнего края стенок.
- Стенки из негорючих материалов: асбест, металл, брезент или фанера, пропитанные раствором алюмокалиевых квасцов.
- Брезентовая ширма на входе.
- Вутреннее пространство кабины окрашено огнеупорным составом светло-серого цвета: титановыми белилами, желтым кроном или цинковыми белилами. Эти краски поглощают ультрафиолет и не воспламеняются, что достаточно важно.
- Стальная или чугунная рабочая поверхность площадью 1 м2.
- Высота стола 50-60 см для работы сидя, 90 см – для работы стоя.
- Площадь кабины не менее 3 м2.
Оснащение поста в зависимости от вида сварки
Различные виды сварочных работ требуют разного оборудования для сварочного поста. Неизменными во всех случаях остаются требования по заземлению, наличию защитных средств и вспомогательных приспособлений для рабочего.
Оснащение поста для выполнения конкретного вида сварочных работ должно соответствовать таким требованиям:
- Для сварки электрической горелкой потребуется компрессор, горелка, реостат и источник электроэнергии. Любые газы, необходимые для работы, могут использоваться непосредственно из баллона.
- Механизированная резка и сварка требует установки дополнительной машины, которая будет с заданной скоростью перемещать материал или режущий инструмент.
- Сварка трехфазной дугой проводится с использованием электромагнитных контакторов.
- Место проведения сварки в среде инертных газов должно иметь оборудованное место для баллона, ротаметр (расходомер), газовые рукава и редуктор. Возможно использование регуляторов, выполняющих функции редуктора и ротаметра одновременно.
- Пост сварщика, работающего с переменным током, оснащается осциллятором для стабилизации дуги и сварочным трансформатором.
Оснащение кабинки и передвижного сварочного поста – ответственное мероприятие.
Основная задача – обеспечить безопасность сварщика, поэтому вентиляции, заземлению и качеству материалов должно уделяться повышенное внимание.
steelguide.ru
Сварочный пост сварщика
Что такое сварочный пост? Из чего состоит сварочный пост?
Если в целом, то сварочный пост ни что иное как рабочее место сварщика.
Рабочие места (читаем сварочный пост) могут быть стационарными, или передвижными.
Передвижной сварочный пост нужен для работы при сварке каких-то изделий (конструкций) непосредственно на месте расположения той самой конструкции.
Передвижной сварочный пост оборудуется навесом (это как минимум) в зависимости от типа (способа) сварки, оборудованием для сварочных работ (горелка, компрессор, генератор электрического тока, газовые баллоны и.т.д).
Стационарные сварочные посты оборудуются специальным столом с питающим кабелем (как правило поверхность чугунная, есть требования по размерам, включая высоту стола) для сварочных работ, должен быть источник электропитания, сварочная кабина с вытяжкой (вентиляцией).
Естественно есть определённые требования к освещению сварочного поста, всё электрооборудование должно быть заземлено.
Полы чаще бетон, стены кирпич.
Даже стул (кресло) для выполнения сварочных работ в сидячем положении должен быть металлическим, а под ногами в обязательном порядке резиновый коврик.
Вот фото в подробностях, того что должно быть на стационарных и передвижных сварочных постах.
www.remotvet.ru
Сварочный пост и его оборудование
Сварочный пост – это рабочее место специалиста-сварщика, оборудованное всем необходимым. Основные элементы поста: источник электроэнергии, держатель (горелка), кабели.
Важно подготовить вспомогательные инструменты, которые потребуются при работе с металлоконструкциями, и средства индивидуальной защиты.
Способы устройства сварочного поста
Существует два типа сварочных постов: передвижной и стационарный. Стационарный оборудуется для изготовления небольших металлоконструкций. При работе на крупных объектах необходима передвижная площадка. Ее устраивают обычно на производственных участках при сварке трубопроводов и быстровозводимых сооружений.
Общие требования к любому сварочному посту:
- Заземление всего электрооборудования.
- Хорошее освещение рабочего места (не менее 80 Люкс), желательно сочетать искусственное с естественным.
- Бетонный, кирпичный или цементный пол.
- Стальная или чугунная рабочая поверхность с питающим кабелем.
- Хорошая вентиляция рабочего места с отведением газов, выделяющихся при сварке.
- Специальные карманы из негорючего материала для хранения расходных материалов, документов, электродов.
- Металлическое кресло с диэлектрическим сиденьем для проведения сидячих работ.
- Резиновый коврик под ноги сварщика.
Если сварочный пост оборудуется на улице, необходим навес для защиты от осадков и складные щиты для защиты от солнца.
Для стационарного сварочного поста сооружают защитную кабину без крыши.
Такой сварочный пост и его оборудование должны соответствовать нескольким требованием:
- Металлический каркас.
- Ощая высота не менее 200 см.
- Внтиляционные зазоры 20-25 см вдоль нижнего края стенок.
- Стенки из негорючих материалов: асбест, металл, брезент или фанера, пропитанные раствором алюмокалиевых квасцов.
- Брезентовая ширма на входе.
- Вутреннее пространство кабины окрашено огнеупорным составом светло-серого цвета: титановыми белилами, желтым кроном или цинковыми белилами. Эти краски поглощают ультрафиолет и не воспламеняются, что достаточно важно.
- Стальная или чугунная рабочая поверхность площадью 1 м2.
- Высота стола 50-60 см для работы сидя, 90 см – для работы стоя.
- Площадь кабины не менее 3 м2.
Оснащение поста в зависимости от вида сварки
Различные виды сварочных работ требуют разного оборудования для сварочного поста. Неизменными во всех случаях остаются требования по заземлению, наличию защитных средств и вспомогательных приспособлений для рабочего.
Оснащение поста для выполнения конкретного вида сварочных работ должно соответствовать таким требованиям:
- Для сварки электрической горелкой потребуется компрессор, горелка, реостат и источник электроэнергии. Любые газы, необходимые для работы, могут использоваться непосредственно из баллона.
- Механизированная резка и сварка требует установки дополнительной машины, которая будет с заданной скоростью перемещать материал или режущий инструмент.
- Сварка трехфазной дугой проводится с использованием электромагнитных контакторов.
- Место проведения сварки в среде инертных газов должно иметь оборудованное место для баллона, ротаметр (расходомер), газовые рукава и редуктор. Возможно использование регуляторов, выполняющих функции редуктора и ротаметра одновременно.
- Пост сварщика, работающего с переменным током, оснащается осциллятором для стабилизации дуги и сварочным трансформатором.
Оснащение кабинки и передвижного сварочного поста – ответственное мероприятие.
Основная задача – обеспечить безопасность сварщика, поэтому вентиляции, заземлению и качеству материалов должно уделяться повышенное внимание.
steelguide.ru
Оборудование сварочного поста для ручной дуговой сварки
Сварочные работы: Практическое пособие для электрогазосварщика
Рабочее место сварщика - это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.
Рис. 20. Сварочный пост для ручной сварки: 1 - сеть
электрического питания; 2 - рубильник или магнитный пускатель; 3 - источник питания; 4 - сварочные провода; 5 - электрододержатель; 6 - зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода,
сварочным щитком с защитными светофильтрами, различными
зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель - приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в
соответствии с существующими стандартами: I типа - для тока до 125 А; II типа - для тока 125—315 A; III типа - для тока 315- 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные
электрододержатели.
| Рис. 21. Типы электрододержателей: а - вилочный; б - 111игатовый; в - завода «Электрик»; г - с пружинящим кольцом |
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра
подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52x102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А - №С5; 200 А-№С6; 300 А-№С7; 400 А-№С8; 500 А -№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов - на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А - № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
| Сндз тока, А | Плріендь сечения провода, мм, | |
| одинарного | ДВОЙНОГО | |
| 125 | 25 | - |
| 315 | 50 | 2x16 |
| 500 | 70 | 2ч25 |
Токоподводящий провод соединяется с изделием через специальные зажимы. В сварочном поворотном приспособлении должны быть предусмотрены специальные клеммы. Закрепление провода должно быть надежным. Самодельные удлинители токоподводящего провода в виде кусков или обрезков металла не допускаются. Некоторые виды зажимов приведены на рис 22.
Рис. 22. Токопроводящие зажимы: а- быстродействующий с
пружинным зажимом; б - с винтовым зажимом; в - с винтовой струбциной
Одежда сварщика изготовляется из различных тканей, которые должны удовлетворять двум основным требованиям: наружная
поверхность одежды должна быть огнестойкой и термостойкой; внутренняя (изнаночная) поверхность одежды должна быть влагопоглощающей. Исходя из этих требований одежду для сварщиков - куртку и брюки - шьют из брезента, сукна, замши; иногда комбинируют ткани. Ассортимент тканей и самой спецодежды постоянно расширяется.
Зарубежные и отечественные фирмы изготавливают универсальную спецодежду, применяемую сварщиками, автогонщиками, работниками аварийно-спасательной службы. Наиболее совершенные костюмы для сварщиков изготавливает отечественная фирма «Авто-химэкс». Куртка и брюки изготовлены из двухлицевой ткани, у которой внешняя сторона - из нити типа кевлар, а внутренняя - из хлопчатобумажной пряжи. Ткань обладает повышенной прочностью, малым удлинением, что обеспечивает сохранение формы костюма (куртка, полукомбинезон или комбинезон). Температура, при которой рабочий чувствует себя комфортно длительное время, составляет 200—250 °С. Все сварщики должны пользоваться защитными рукавицами. При выполнении сварочных работ внутри котлов, емкостей, резервуаров и т. д. сварщики должны обеспечиваться резиновыми ковриками, ботами, галошами, особыми наколенниками и подлокотниками, деревянными подложками и др. При выполнении сварочных работ сварщик пользуется традиционным инструментом: металлической щеткой для зачистки кромок перед
сваркой и удаления остатков шлака после сварки; молотком - шлакоотделителем для удаления шлаковой корки; зубилом, шаблонами для проверки размеров швов, личным клеймом, рулеткой металлической, угольником, чертилкой и т. д. (рис. 23).
Рис. 23. Инструмент для зачистки сварного шва и свариваемых кромок: а - металлическая щетка; б - молоток-шлакоотделитель
В данной главе рассмотрены сварочные аппараты для механизированной и автоматической дуговой сварки и их отдельные узлы: подающие механизмы, сварочные горелки, флюсовая и газовая аппаратура. Аппарат для механизированной дуговой сварки, включающий …
Освоение производства источников питания со звеном повышенной частоты является перспективным и интенсивным направлением совершенствования оборудования для дуговой сварки. Ниже приводятся сведения об инверторных источниках тока ВДУЧ-301 и ВДЧИ-251 (табл. 9). …
Отечественные сварочные выпрямители имеют, как правило, трехфазное питание, выполняются как на диодах, так и на тиристорах. В выпрямителях используются трехфазная мостовая, двойная трехфазная схема с уравнительным дросселем и кольцевая схема …
msd.com.ua
Как устроен сварочный пост?
У каждого профессионального сварщика есть рабочее место – сварочный пост, который должен быть организован в зависимости от вида соединительных работ, а также размеров изготавливаемых деталей, конструкций.Оборудование сварочного поста также может отличаться в зависимости от вида соединительных работ и других важных элементов. Сварочный пост может быть стационарным, а также передвижным, поэтому постараемся рассмотреть оба варианта обустройства рабочего места сварщика.
Стационарный пост, его оборудование и требования к нему
Комплектация сварочного поста должна осуществляться ответственно. При оснащении сварочного поста берутся во внимание все нормы и требования, выдвигаемые к данному рабочему месту профессионального сварщика.
Основные элементы:
- Комплект оборудования для производства сварки;
- Стол для электродов, а также приспособлений;
- Источник тока для сварки;
- Стул для сварщиков;
- Рубильник;
- Вытяжная камера;
- Ящик для специального инструмента;
- Электродержатель.
Перечисленные компоненты сварочного поста располагаются в специальной кабине, размеры которой составляют 2000 х 2500 х 2000 миллиметров. Также нужно обратить внимание на то, что кабина выполняется с открытым верхом. Относительно стен кабины поста нужно сказать, что они могут быть изготовлены из тонкой стали, фанеры, которая пропитывается огнестойкой смесью, брезента, обработанного огнестойким раствором.
Требования к цвету стен кабины обязывают окрашивать их в светло-серые тона, способные качественно и эффективно поглощать ультрафиолетовые излучения во время соединительных работ. Пол кабины выполняется в обязательном порядке из огнестойкого материала, как гласят требования. Освещение также не должно оставаться без внимания, а поэтому нормативные требования уровня освещенности обязывают создавать свет не менее 80 лк. Особые требования выдвигаются к вентиляционной системе сварочного поста.
Таким образом, для комфортной работы сварщика понадобится мощная вентиляция. Отметим, что вентиляциянеобходима для того, чтобы вредные для организма человека газы, выделяемые во время соединительных работ, отводились за пределы помещения. Вентиляция должна в обязательном порядке удовлетворять нормативным документам, обеспечивать воздухообмен не менее 40 кубических метров в час. Если вентиляция поста или всего цеха выполнена не соответствующим нормам ГОСТа образом, вредные летучие отходы на протяжении длительного времени накапливаются, поражая при этом внутренние органы, органы дыхательной системы рабочего, чего допускать невозможно.
Современное оборудование достаточно часто оснащается специальными заслонками, регулирующими интенсивность процесса удаления вредоносных выбросов. Вентиляция имеет и другие инновации – установка гибкой конструкции рукава, за счет которого обеспечивается расположение вентиляционной системы в зоне производства соединений. Подобная вентиляция имеет некоторые преимущества в том, что работа в помещениях с такой системой удаления воздуха может производиться на протяжении длительного времени.
Для качественного удаления пыли и газов от рабочего места понадобится:
- Обустраивать на стационарном рабочем месте местную систему вентиляции;
- Во время работы в тесных местах, внутри резервуаров обустраивать переносную вытяжку;
- Обустраивать подвод воздуха через специальное отверстие во внутренней стенке двустенного щитка в особо тяжелых условиях;
- Если имеются ядовитые примеси в выделяемых газах необходимо использовать респиратор с химическим фильтром.
Стол профессионального сварщика предназначается для проведения на нем соединительных работ. Таким образом, крышка стола изготавливается из чугунной стали, толщина которой составляет 20-25 миллиметров. Каждый сварочный пост располагает установленным на нем магнитным пускателем, а также рубильником, предназначенными для включения и последующего выключения рабочего тока.
к меню ↑Оборудование передвижного поста и требования к нему
Передвижной сварочный профессиональный пост необходим для качественного выполнения сварки, изготовления крупногабаритных металлических изделий. Зачастую подобный сварочный пост располагается на открытой площадке, вследствие чего рабочее место передвижного типа оборудуется специализированным навесом. Навес, в свою очередь, служит для защиты от осадков, а также светового излучения. Складные щиты – основные материалы для производства навеса.
Для удобного размещения электродов, необходимых инструментов, специального оборудования и других полезных для соединительных работ приспособлений пост оборудуется специальными тумбами. На протяжении соединительных работ наблюдается выделение сварочного аэрозоля, несущего вред для здоровья рабочего. Поскольку пост располагается на открытом воздухе, сварочный аэрозоль во время контакта электрода с соединяемым металлом достаточно быстро и эффективно рассеивается. В связи с быстрым рассеиванием вредоносных веществ, выделяемых в процессе производства швов и соединений, вентиляция не устанавливается.
Требования выдвигаются и к освещению рабочего места. Система освещения расположена зачастую над столешницей стола, либо около нее. Освещение должно минимизировать нагрузку светового потока на органы зрения сварщика. Требования обязывают оснащать все типы постов в обязательном порядке заземляются. Зазор стенок составляет около полуметра для качественного вентилирования.
к меню ↑Рабочее место для газосварочных процессов
Сварочный пост для выполнения газовой сварки должен включать в себя все необходимые рабочие предметы, сопутствующие элементы для безопасного производства швов. Также стоит знать, что стол должен изготавливаться из металла.
Похожие статьиgoodsvarka.ru
www.samsvar.ru
Оборудование сварочного поста - Сварочные работы дома - Каталог статей

3. Сварочный пост
Сварочный пост - рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ. Сварочный пост укомплектован источником питания, электрическими проводами, электрододержателем, сборочно-сварочными приспособлениями и инструментом, щитком или маской.
Сварочные посты в зависимости от рода применяемого тока и типа источника питания дуги делят на следующие виды:
постоянного тока с питанием от однопостового или многопостового сварочного преобразователя или сварочного выпрямителя;
переменного тока с питанием от сварочного трансформатора.
Сварочные посты могут быть стационарными или передвижными.
Стационарные посты представляют собой открытые сверху кабины для сварки изделий небольших размеров. В кабине обычно помещают однопостовой сварочный трансформатор или сварочный выпрямитель. Вращающийся преобразователь постоянного тока создает при работе сильный шум, поэтому его лучше размещать за пределами кабины. При питании сварочных постов от многопостовых преобразователей постоянного тока и выпрямителей сварочный ток разводят по кабинам проводами или шинами. В кабине устанавливается рубильник или магнитный пускатель для включения источника сварочного тока. На рабочем столе располагаются специальные приспособления для сборки и зажатия свариваемых деталей, а также ящики для штучных электродов и инструмента. На стенке кабины подвешивают сушильный шкаф для прокалки электродов.
Передвижные посты применяют при сварке крупногабаритных изделий непосредственно на производственных площадях цехов или строительных площадках. Защита от лучей дуги в этих случаях производится щитами, а защитой источников питания дуги от дождя и снега служат навесы.
Схемы сварочных постов для ручной и полуавтоматической дуговой сварки даны на рис. 6.
Рис. 6. Сварочные посты для ручной и полуавтоматической сварки: а - ручная сварка от сварочного трансформатора или сварочного выпрямителя, б - сварка шланговым полуавтоматом; 1 - сеть электропитания, 2 - рубильник, 3 - источник питания дуги, 4 - сварочные провода, 5 - подвеска полуавтомата, 6 - катушка с электродной проволокой, 7 - механизм подачи проволоки, 8 - шланг для подачи электродной проволоки, 9 - горелка или электрододержатель, 10 - консоли с рельсом
© Злыгостев Алексей Сергеевич, подборка материалов, оцифровка, статьи, оформление, разработка ПО 2010-2016При копировании материалов проекта обязательно ставить активную ссылку на страницу источник:http://metallurgu.ru/ Metallurgu.ru: Библиотека по металлургии
Оборудование сварочного поста.
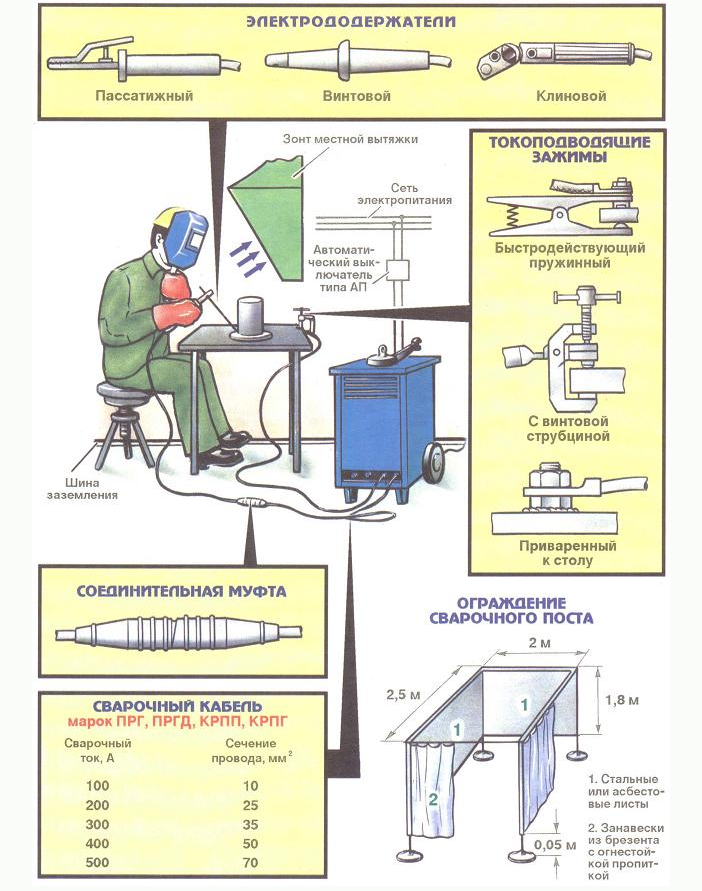
Сварочный пост для ручной дуговой сварки оснащается источником питания, токоподводом, необходимыми инструментами, принадлежностями и приспособлениями.
Сварочные посты могут быть стационарными и передвижными. К стационарным относят посты, расположенные в цехе, преимущественно в отдельных сварочных кабинах, в которых сваривают изделия небольших размеров. Передвижные сварочные посты, как правило, применяют при монтаже крупногабаритных изделий и ремонтных работах.
Основным рабочим инструментом сварщика при ручной сварке служит электрододержатель, который предназначен для зажима электрода и провода сварочного тока. Применяют электрододержатели пассатижного , клинового и винтового типов .
Согласно ГОСТ 14651-78 электрододержатели выпускаю трёх типов в зависимости от сил сварочного тока: 1 типа - для тока 125 А; 2-125-315 А; 3-315-500 А.
Для подвода тока от источника питания к электрододержателю и изделию используют сварочные провода и токоподводящие зажимы . Сечения проводов выбирают по установленным нормативам для электротехнических установок :
Сварочный кабель марок ПРГ, ПРГД, КРПП, КРПГ
К вспомогательным инструментам для ручной сварки относятся: стальные проволочные щётки для зачистки кромок перед сваркой и для удаления с поверхности швов остатков шлака, молоток-шлакоотделитель для удаления шлаковой корки, зубило, набор шаблонов для проверки размеров швов, стальное клеймо для клеймения швов, метр, стальная линейка, отвес, угольник, чертилка, мел, а также ящик для хранения и переноски инструмента.
Сварочный пост для ручной дуговой сварки
Постом ручной дуговой сварки называют рабочее место сварщика, оснащённое всем необходимым оборудованием для выполнения работ по сварке металлов. В состав оборудования сварочного поста входят источник электрического тока, сварочные провода, держатель электродов, защитный щиток, сборочное приспособление и различный вспомогательный инструмент. Посты сварки подразделяются на стационарные и передвижные.
Стационарные сварочные посты
Пример стационарного поста ручной дуговой сварки показан на рисунке. Подобные посты оборудуют в производственных помещениях и в отдельных сварочных кабинах. Как правило, такие посты предназначены для сборки и сваривания изделий с небольшими габаритами.
1 - ящик для электродов;2 - рабочий стол;3 - вытяжная вентиляция;4 - ящик для инструментов;5 - держатель электродов;6 - источник питания;7 - сварочные провода.
Стенки сварочных кабин, в большинстве случаев, изготавливают из тонких металлических листов. Также они могут быть сделаны из фанеры или брезента, при этом, их пропитывают специальным огнестойкими веществами, к примеру, растворами алюмокалиевых квасцов.
Каркас сварочной кабины изготавливают из стальных труб или уголков. Пол в кабине выкладывают из огнестойкого материала . Стены кабины окрашивают светло-серыми красками, обладающими хорошей способностью поглощать ультрафиолетовые лучи. В кабине необходимо обеспечить освещённость не менее 80лк. Кроме того, сварочную кабину необходимо оснастить местной вентиляцией с воздухообменом 40м 3 /ч из расчёта на одного человека, находящегося в кабине.
Сварка деталей производится на рабочем столе. Высота стола 0,5-0,7м. При необходимости, на столе располагают приспособления, облегчающие процесс сборки и сварки изделий. При массовом производстве, когда выполняются однотипные работы, стол заменяют манипулятором или другим приспособлением, которое позволяет собирать и сваривать детали в удобном для рабочего положении.
В зависимости от свариваемости сталей и от марки электродов для ручной дуговой сварки, используют источники питания с постоянным и/или переменным током. В сварочной кабине смонтирован рубильник для включения и отключения источника питания.
Передвижные сварочные посты
Передвижные сварочные посты для ручной дуговой сварки, в отличии от стационарных постов, предназначены для сборки и сваривания крупногабаритных изделий, такие как трубопроводы, сварные металлоконструкции, а также для выполнения ремонтных работ.При этом источники сварочного тока применяются переносные, в большинстве случаев.
Для того чтобы защитить сварщиков от излучения сварочной дуги, используются щиты. Для защиты сварочного поста от атмосферных осадков , устанавливают навесы . На монтаже используют передвижные машинные залы.
Дополнительные материалы по теме:
Сварочный пост
Сварочные столы и плиты TEMPUS - в наличии на складе!Большой выбор: Стол стационарный, Стол подъемный, Стол пятисторонний, Комплект оснасткиДоставка по всей России!
Сварочный пост — это рабочее место сварщика, оснащенное комплектом технологически связанного между собой оборудования, необходимыми приспособлениями и инструментом. Сварочные посты могут быть стационарными или передвижными.
Стационарный пост представляет собой открытую сверху кабину размером 2000x2500x2000 мм . Ее стенки изготовляют из тонкой стали, фанеры или брезента и окрашивают светлосерой краской, хорошо поглощающей ультрафиолетовое излучение. Пол выполняют из огнестойкого материала. Освещенность кабины должна составлять не менее 80 лк. Кабину оборудуют местной вентиляцией, обеспечивающей воздухообмен 40 м 3 /ч. Вентиляционный отсос должен быть расположен так, чтобы выделяющиеся при сварке газы отводились от сварщика. Сварку выполняют на рабочем столе высотой 500. 700 мм с чугунной крышкой толщиной 20. 25 мм. Для включения источника сварочного тока в кабине устанавливают рубильник или магнитный пускатель.
Передвижной пост применяют при сварке крупногабаритных изделий в зоне выполнения сварочных работ. Пост, расположенный на открытой площадке, оборудуют навесом. Для защиты от светового излучения используют складные щиты.
Рис. 6.1. Стационарный сварочный пост ручной дуговой сварки:1 - источник сварочного тока, 2 - стол для электродов, 3 - ящик для инструмента, 4 - рубильник, 5, 6 - вытяжная камера, 7 - электрододержатель, 8 - стул сварщика
Добавлять комментарии могут только зарегистрированные пользователи.
Роботизация сварочных процессов
Роликоопоры из наличия
Поиск по порталу
Авторизация
Сварка. Самое читаемое
Резка. Самое читаемое
Обработка металлов. Самое читаемое
Случайное фото
Сварочный пост
Сварочный пост — рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ. Сварочный пост укомплектован источником питания, электрическими проводами, электрододержателем, сборочносварочными приспособлениями и инструментом, щитком.
Виды сварочных постов
Сварочные посты в зависимости от рода применяемого тока и типа источника питания дуги делят на виды: постоянного тока с питанием от сварочного выпрямителя или сварочного преобразователя; переменного тока с питанием от сварочного трансформатора.
Сварочные посты могут быть стационарными или передвижными.
Рис. 17. Сварочные посты для ручной и механизированной сварки:
а - ручная сварка от сварочного трансформатора или сварочного выпрямителя, б — сварка шланговым полуавтоматом; 1 - сеть электропитания, 2 — рубильник или магнитный пускатель, 3 - источник питания дуги, 4 - сварочные провода, 5 - подвеска полуавтомата, 6 - катушка с электродной проволокой, 7 - механизм подачи проволоки, 8 - шланг для подачи электродной проволоки, 9 - горелка или электрододержатель, 10 - консоли с рельсом
Рисунок - Сварочный пост
Стационарные посты
Стационарные посты представляют собой открытые сверху кабины для сварки изделий небольших размеров.
В кабине обычно помещают однопостовой сварочный трансформатор или сварочный выпрямитель. Вращающийся преобразователь постоянного тока создает при работе сильный шум, поэтому его лучше размещать за пределами кабины. При питании сварочных постов от многопостовых выпрямителей сварочный ток разводят по кабинам проводами или шинами. В кабине устанавливают рубильник или магнитный пускатель для включения источнику сварочного тока. На рабочем столе располагают специальные приспособления для сборки и зажатия свариваемых деталей, а также ящики для покрытых электродов и инструмента. На стенке кабины подвешивают сушильный шкаф для прокалки электродов.
Передвижные посты
Передвижные посты применяют при сварке крупногабаритных изделий непосредственно на производственных площадях цехов или строительных площадках. Защита от лучей дуги в этих случаях производится щитами, а защитой источников питания дуги от дождя и снега служат навесы или на монтаже передвижные машинные залы.
Сварочные посты для ручной и механизированной дуговой сварки показаны на рис. 17.
Стационарный сварочный пост
Стационарный сварочный пост предназначен для выполнения ручных и механизированных работ по газопламенной обработке металлов на постоянном рабочем месте в условиях цеха, участка или мастерской.
Стационарный сварочный пост для ручных работ состоит из следующих частей:
- газоразборный пост для питания горелок или резаков газами;
- стол с приспособлениями для крепления обрабатываемых деталей;
- система местной вытяжной вентиляции для удаления вредных выделений, образующихся при проведении газопламенных работ;
- грузоподъемное приспособление для перемещения обрабатываемых изделий в случае газовой сварки или резки тяжелых и громоздких деталей;
- противопожарный инвентарь и оборудование.

Газоразборные посты, входящие в состав рабочего поста, могут быть встроены в стол или располагаться на трубопроводах потребления газов. В состав оборудования стационарного поста для механизированных работ входит также механизм, осуществляющий перемещение инструмента и изделия или одного из них. Так, стационарный рабочий пост для машинной кислородной резки включает: машину, раскроечный стол с системой вентиляции и газоразборные посты, расположенные на трубопроводах, от которых газы подаются к резакам.
При устройстве вентиляции рекомендуется обеспечивать удаление местными отсосами от стационарных постов следующего количества воздуха: 1700. 2500 м 3 /ч для ручных постов; 3000 м 3 /ч для механизированной резки с секционными столами на 1 м 2 площади секции. При выполнении газопламенных работ рекомендуется применять общеобменную вентиляцию из расчета 2500. 3000 м 3 воздуха на 1 м 3 сжигаемого ацетилена.
Стационарный сварочный пост для ручных работ должен размещаться на площади не менее 4 м 2. при этом необходимо соблюдать минимальные расстояния от источников повышенной опасности, приведенные ниже :Трубопроводы для кислорода. 1,5Трубопроводы для горючих газов. 3Предохранительный жидкостной затвор. 5Баллон с кислородом. 5Баллон с горючим газом. 5Бачок с жидким горючим. 5Передвижной ацетиленовый генератор. 10Ацетиленовая станция и иловый отстойник. 25
Другие материалы относящиеся к темам
cтационарный сварочный пост
газовая сварка, наплавка, резка, пайка :
Оборудование Сварочного Поста
Сварочный пост Октябрь 15, 2014 14:28
Сварка в последние годы стала одним из самых распространенных способов создания прочных, неразъемных соединений металлических деталей. При помощи электрической дуги края деталей расплавляются, образуя «сварочную ванну». После застывания смешавшиеся между собой металлы образуют сварочный шов. Простота метода и надежность получаемых соединений определили огромную популярность сварки. Работы могут вестись как с помощью переносного сварочного аппарата, например на строительной площадке или же при работе с крупными деталями, так и проводиться на специально выделенном для этих целей рабочем месте, оборудованном представляет собой стол с прочной столешницей, тумбами для хранения инструментов и электродов, осветительными и вытяжными устройствами.
Виды сварочных постов
Различают поворотные и неповоротные модели столешниц сварочных постов. Неповоротные сварочные столы предназначены для работы с мелкими и средними изделиями. Столешница таких агрегатов представляет собой чугунную решетку с пазами. В процессе сварки возникают брызги раскаленного металла, которые практически невозможно удалить со стальных поверхностей. К чугунным элементам капли металла не прилипают, что позволяет быстро очистить сварочный пост по окончании работ. У сварочных постов хорошего качества под решеткой размещается специальный выдвижной ящик для сбора окалины, стружек и других отходов.
Сварочные стационарные посты с вращающейся столешницей удобны при работе с мелкими деталями или при наложении швов по периметру.
В том числе пост сварщика бывает передвижной и стационарный. Передвижной сварочный пост. как видно из названия легко перемещать с одного места на другое. Это позволяет проводить сварочные работы в различных местах, легко передвигая данное оборудование. Стационарный сварочный пост обычно размещается на определенном месте и все работы по сварке приходится проводить на нем. Иногда это очень не удобно, например если ремонтный цех очень большой и устройства находятся в разных его концах. Приходится ждать, пока принесут деталь к стационарному сварочному посту, чтобы преступить к ее ремонту. Но преимущества есть и у такого сварочного поста, это его цена. Ведь не каждый может себе позволить более дорогое оборудования, предпочитая сэкономить.
Оборудование сварочного поста
Тумбы для хранения позволяют компактно разместить в непосредственной близости от рабочего мести электроды, сварочные аппараты и прочее необходимое оборудование.
Дайджест - Промышленная безопасность
Требования пожарной безопасности к постоянным сварочным постам
Согласно ППБ не разрешается размещать постоянные места для проведения огневых работ в пожароопасных и взрывопожароопасных помещениях.
Согласно ГОСТ производственные помещения для проведения электросварочных работ должны отвечать требованиям действующих строительных норм и правил и правил устройства электроустановок.
Полы в помещениях, где организованы постоянные места проведения сварочных работ, должны быть выполнены из негорючих материалов. Допускается устройство деревянных торцевых полов на негорючем основании в помещениях, в которых производится сварка без предварительного нагрева деталей.
Освещение при выполнении сварки внутри замкнутых и труднодоступных пространств должно осуществляться наружным освещением, светильниками направленного действия или местным освещением ручными переносными светильниками с напряжением не более 12 В.
При организации постоянных мест проведения огневых работ более чем на 10 постах должно быть предусмотрено централизованное элект-ро- и газоснабжение.
В сварочной мастерской при наличии не более 10 сварочных постов допускается для каждого поста иметь по одному запасному баллону с кислородом и горючим газом. Запасные баллоны должны быть ограждены щитами из негорючих материалов или храниться в специальных пристройках к мастерской.
Не допускается организовывать хранение баллонов с горючими газами и кислородом непосредственно в постоянных местах огневых работ. Разрешается хранение этих баллонов в установленных у наружной стены здания металлических шкафах. Эти шкафы должны иметь отверстия для вентиляции и соответствующую размещаемым в них баллонам окраску и надписи. Не допускается хранение в указанных шкафах более 2-х баллонов.
В постоянных местах проведения огневых работ разрешается иметь в небьющейся ёмкости и в металлических шкафах суточный запас горючих жидкостей, необходимых для паяльных работ.
После окончания работы, а также в конце рабочего дня аппаратура должна быть отключена, электросварочные кабели свёрнуты, газовые шланги отсоединены и освобождены от горючих жидкостей и газов. При перерывах в работе с оставлением рабочего места электросварочная аппаратура должна быть отключена, вентили редукторов газовых баллонов перекрыты, давление в шлангах снижено до атмосферного.
На каждом месте проведения постоянных огневых работ должно быть назначено ответственное лицо из числа ИТР данного цеха, участка, в обязанности которого входит поддержание на требуемом уровне противопожарного состояния места постоянных огневых работ, а также контроль за соблюдением правил пожарной безопасности непосредственными исполнителями огневых работ в нём. Фамилия и должность лица, ответственного за противопожарное состояние постоянного места огневых работ, должны быть указаны на видном месте под надписью «Постоянное место проведения огневых работ».
Большая Энциклопедия Нефти Газа
Оборудование сварочного поста состоит из горелки, компрессорной установки или баллона со сжатым воздухом и источника питания электрическим током.
Оборудование сварочных постов зависит от используемого газа теплоносителя и источников его нагрева.
Оборудование сварочного поста при ручной дуговой сварке состоит из источника тока для питания сварочной дуги, сварочной электропроволоки, рабочего стола, сварочного инструмента и приспособлений .
Виды сварочных постов при газовой сварке
До начала работы:
- Надеть рабочую одежду, застегнуть куртку, штанины брюк напустить на обувь;
- Убрать волосы под головной убор;
- Убрать все лишние предметы со стола сварщика;
- Проверить наличие на рабочем месте необходимых для работы материалов, заготовок, чертежей, режущего, измерительного и другого инструмента;
- Подготовить оборудование поста к эксплуатации
Во время работы:
- Сохранять порядок на своем рабочем месте;
- При появлении непрерывных или часто повторяющихся хлопков потушить пламя, охладить наконечник и проверить отверстия мундштука горелки;
- Класть справа все то, что при работе приходится брать правой рукой, класть ближе все, чем приходится пользоваться чаще, и класть дальше все, чем приходится пользоваться реже;
- Складывать сваренные детали в определенное место и в соответствующем порядке
По окончании работы:
Прибрать и очистить рабочее место, очистить аппаратуру от пыли и загрязнений;
Прибрать вспомогательный инструмент в ящики;
Убедиться в отсутствии очагов возгорания ;
Соблюдать правила эксплуатации сварочного оборудования
Источники: metallurgu.ru, studopedia.ru, taina-svarki.ru, www.autowelding.ru, www.svarkametallov.ru, weldzone.info, primtechnick.com.ua, ru-safety.info, www.ngpedia.ru, www.e-ope.ee
sovet.clan.su
Сварочный пост передвижной - Энциклопедия по машиностроению XXL
Передвижные электростанции применяются для снабжения электроэнергией сварочных постов, временных сооружений, строительных механизмов и электрифицированного инструмента в тех случаях, когда на месте работы нет источника тока. [c.203]
Под термином рабочий (сварочный) пост подразумевается рабочее место, где производится газопламенная обработка металлов. Рабочие посты могут быть передвижными или стационарными. [c.7]| Рис. 1.2. Схема газопитания передвижного сварочного поста | 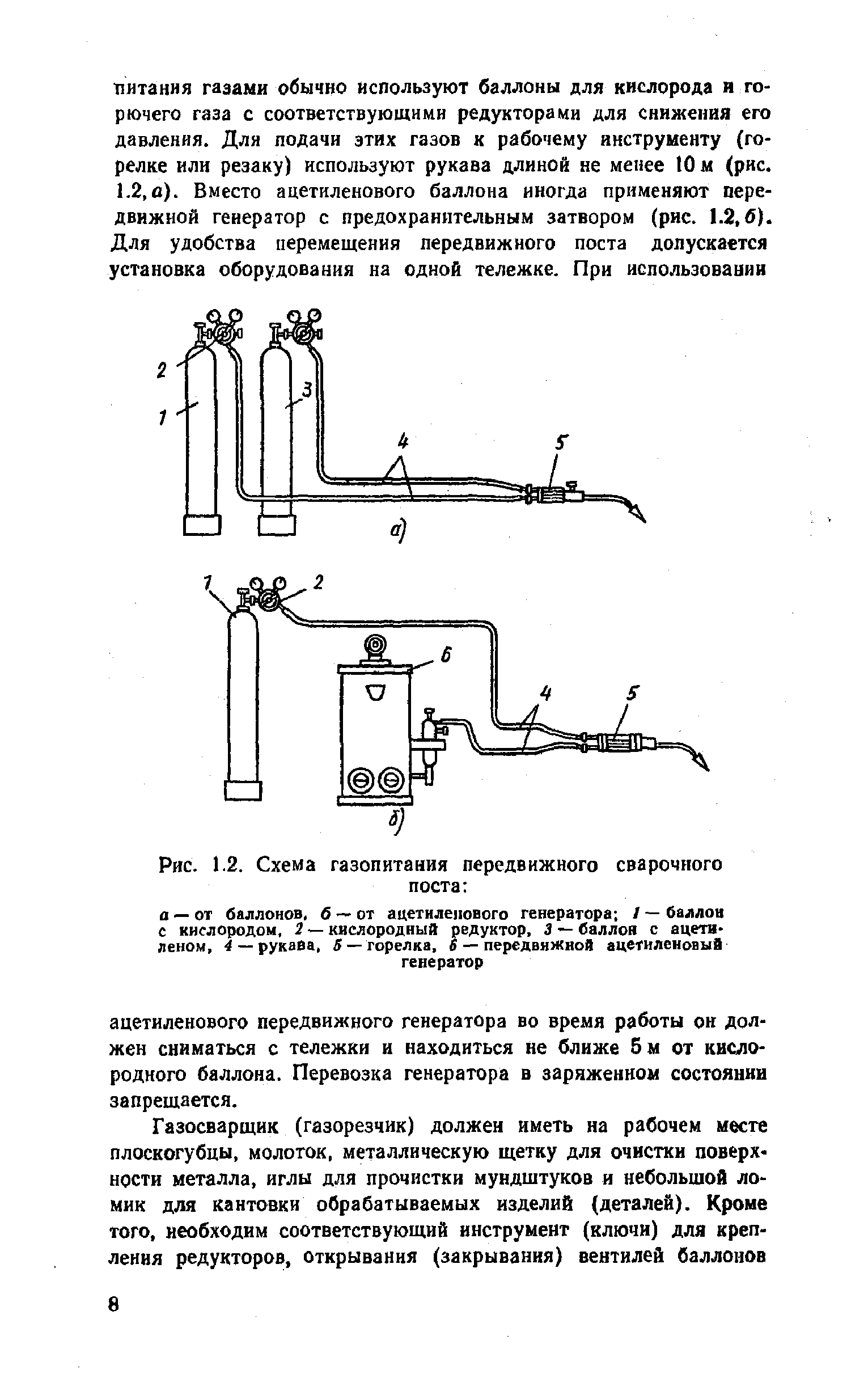 |
В спецавтоцентрах и на станциях техобслуживания (в зависимости от мощности) применяют ацетиленовые генераторы — стационарные или передвижные. Наибольшее применение из передвижных нашли однопостовые ацетиленовые генераторы марок АСМ-1,25-3 АСВ-1,25 АНВ-1,25 производительностью 1,25 м /ч. Из стационарных применяют генераторы марок ГРК-10-68 производительностью 10 м /ч. В этом случае сварочные посты снаб-. жаются ацетиленом по трубопроводам централизованной раздачи. Технические характеристики ацетиленовых генераторов приведены в табл. 3.7. [c.219]
Питание сварочной дуги при сварке на постоянном токе осуществляется от специального сварочного генератора. Сварочные генераторы подразделяются на однопостовые для питания одного сварочного поста и многопостовые, предназначенные для питания одновременно нескольких сварочных постов. Кроме того, генераторы бывают стационарные и передвижные, работающие от электродвигателя или от двигателя внутреннего сгорания. [c.348]
Сварочные посты могут быть стационарными и передвижными. Стационарные посты для сварки изделий небольших размеров располагают в открытых сверху отдельных сварочных кабинах (рис. 3,а). Передвижные посты применяют при сварке изделий крупных габаритов трубопроводов большой длины (рис. 3, б), металлоконструкций, сосудов и т. д. Для защиты работающих от ультрафиолетовых лучей сварочной дуги устанавливают переносные щиты, ширмы высотой 1,2—1,5 м из несгораемых материалов. [c.11]
Чем отличается стационарный сварочный пост от передвижного [c.12]
Сварочные генераторы стационарного типа необходимо устанавливать на фундамент. Передвижные генераторы и трансформаторы устанавливаются около сварочного поста без фундаментов. [c.117]
На каждом передвижном сварочном посту разрешается иметь только два кислородных баллона один, находящийся в работе, другой — запасной. [c.265]
Сварочный пост — это рабочее место сварщика, оснащенное комплектом технологически связанного между собой оборудования, необходимыми приспособлениями и инструментом. Сварочные посты могут быть стационарными или передвижными. [c.151]
Сварочный пост рис. 12.1) состоит из сварочного аппарата — источника питания дуги электрическим током, пусковой аппаратуры, комплекта сварочных проводов, электрододержателя и самого рабочего места, на котором работает сварщик. При постоянном расположении сварочный пост называют стационарным, при переменном — передвижным. [c.153]
| Рис. 12.3. Передвижной сварочный пост (машинный зал) | 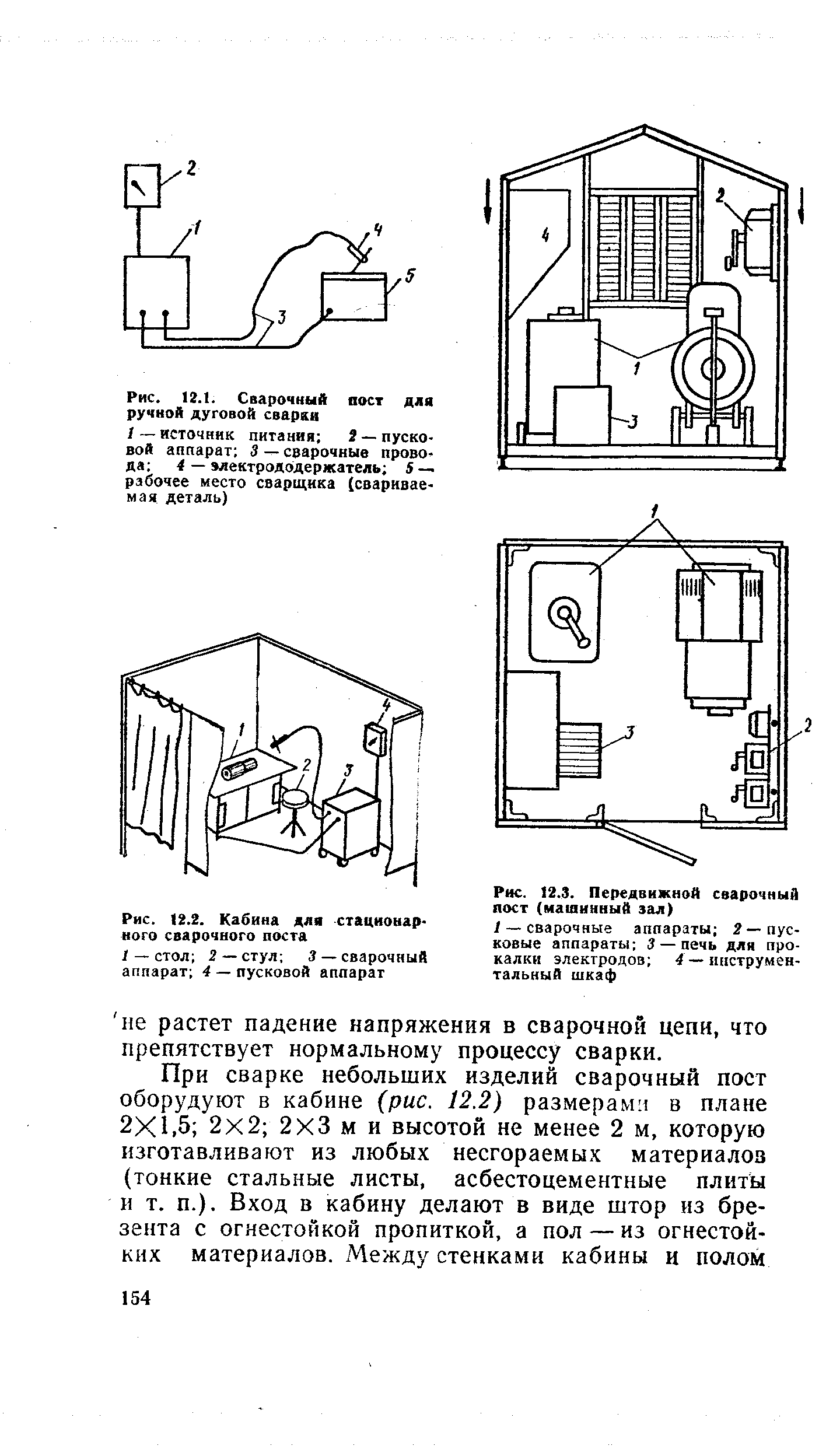 |
Установка источников питания производится непосредственно около сварочных постов или в отдельном помещении. На открытом воздухе их следует укрывать под навесы пли помещать в передвижные будки. Включение в силовую сеть источников питания, размещаемых около сварочной установки, производят через рубильники или через контактор. [c.87]
При индивидуальной системе снабжения каждый сварочный пост питается от одного или нескольких баллонов с защитным газом, которые располагаются непосредственно у сварочного поста. В случае использования передвижного поста баллоны перемещаются вместе с постом (рис. 1.12). [c.40]
Прп газопламенных работах на сварочных постах должны применяться вентиляция с помощью местных отсосов от передвижных или стационарных установок. [c.462]
Сварочные посты могут быть стационарными и передвижными. Стационарные посты для сварки изделий небольших размеров располагают в открытых сверху отдельных сварочных кабинах (рис. 8, а). Передвижные посты применяют при сварке изделий крупных габаритов трубопроводов большой [c.21]
При больших объемах сварочных работ рационально использовать многопостовые сварочные выпрямители, преобразователи или трансформаторы. Величину сварочного тока при этом регулируют на каждом рабочем посту балластными реостатами (при использовании постоянного тока) и дросселями (при использовании переменного тока). Передвижные сварочные посты, как правило, применяются при монтаже [c.22]
СВАРОЧНЫЙ ПОСТ (дуговой сварки) — рабочее место для ручной сварки, оснащенное токоподводом, необходимыми инструментами и приспособлениями, а если нужно, и баллонами с защитным газом, шлангами, газовыми приборами. К стационарным сварочным постам относятся посты, расположенные в цехе. Посты, находящиеся на строительстве, на территории завода, на ремонтных работах, работах в полевых условиях и т. п., относятся к передвижным сварочным постам. [c.146]
На стационарных сварочных постах электромагнитный контактор монтируется на щите, а на передвижных — в отдельном ящике. [c.209]
Рабочее место сварщика с комплектом оборудования и аппаратуры называется сварочным постом. Последний может быть стационарным (фиг. 14) или передвижным. [c.39]
Сварочные посты могут быть стационарными или передвижными. [c.23]
При выполнении производственных операций за рабочим или бригадой рабочих закрепляют рабочее место (определенный участок производственной площади), оснащенное согласно требованиям технологического процесса соответствующим оборудованием и необходимыми принадлежностями. Рабочее место электросварщика называют сварочным постом. Он может быть стационарным или передвижным. [c.151]
Запрещается размещать рабочее место в подвале. Пол на рабочем месте должен быть из -жаростойкого малотеплопроводного материала и легко очищаться. Отопление, естественное и искусственное освещение и вентиляция должны соответствовать существующим нормам. Кроме общеобменной вентиляции, предусматривают вентиляцию у рабочего места стационарные или передвижные установки. Сварочный пост оборудуют столом, стулом, настенной полкой для хранения мелкого [c.40]
По назначению провода и кабели подразделяют на силовые для передачи электрической энергии большой мощности монтажные, установочные и контрольные для соединения электрического оборудования в машинах и приборах и монтажа электрических схем на щитах и в цепях управления и других электрических устройствах шланговые — гибкие кабели с высокопрочной изоляцией для подвода электрической энергии к сварочным рабочим постам и к передвижным машинам обмоточные, применяемые для изготовления обмоток электрических машин, трансформаторов, электромагнитов и т. д. троллейные — для передачи электрической энергии через скользящий контакт голые провода — шины для передачи энергии на короткие расстояния (на щитах и других аналогичных устройствах) и многие другие виды узкоспециального применения. Ниже приведено описание наиболее применяемых проводов и кабелей. [c.144]
Рабочее место электросварщика. Производительность труда электросварщика и повышение качества сварки зависят от условий, в которых производятся сварочные работы, т. е. от правильности организации рабочего места сварщика (сварочного поста). Рабочее место сварщика может быть расположено непосредственно у свариваемого изделия (больщих размеров) или в специальной кабине. Непосредственно у свариваемого изделия организуют, как правило, передвижное рабочее место (сварочный пост), огражденное переносными рабочими щитами. Специальные кабины оборудуют на постоянных местах при сварке изделий небольших габаритов. Переносные рабочие щиты и кабины служат защитой всех работающих от излучения электрической дуги. [c.61]
Централизованное снабжение рабочих (сварочных) постов. Снабжение рабочих постов ацетиленом производится (рис. 1.5) по газопроводу, от ацетиленовой установки ЛС, от отдельно стоящего стационарного генератора СГ, от разрядной рампы РР, от индивидуального баллона Б или передвижного генератора ПГ. По схеме, показанной на рис. 1.5, о, на выходе из ацетиленовой станции и на вводе в межцеховой ацетиленопровод 5 устанавливается предохранительное устройство — огнепре-градительная башня 1 или центральный (групповой) затвор 2. Огнепреградительные башни используются на крупных ацетиленовых станциях с раздельно стоящими зданиями генераторного и компрессорного отделений и устанавливаются на входе и выходе из них. В остальных случаях допускается использование центральных затворов соответствующей пропускной способности. [c.282]
Типовая схема комбинированного газопитания рабочих (сварочных) постов с подачей кислорода к ним по цеховому газопроводу предусматривает поступление кислорода по газопроводу под давлением более 1,6 МПа. Питание аппаратуры должно производиться от газоразборного поста, состоящего из запорного вентиля и баллонного редуктора. При давлении кислорода менее 1,6 МПа редуктор можно не устанавливать. Подача горючего газа производится либо от баллона с установленным на нем редуктором для соответствующего газа, либо от передвижного ацетиленового генератора с предохранительным устройством. При использовании жидкого горючего вместо генератора или баллона предусматривается бачок с жидким горючим. Лоследняя схема может применяться в цеховых условиях только [c.286]
Сварка — один из наиболее распространенных технологических процессов получения неразъемных соединений. Сварное соединение характеризуется непрерывной структурной связью и монолитностью строения, достигаемыми за счет образования атомномолекулярных связей между элементарными частицами свариваемых деталей. При электрической дуговой сварке покрытым или вольфрамовым электродом нагрев и плавление металла производится дуговым разрядом, возникающим между электродом и свариваемым изделием. Энергию для образования и поддержания дугового разряда получают от источников питания постоянного и переменного тока. Электрод закрепляется в электрододержате-ле, который с источником питания соединяется сварочным проводом. Для получения электрического разряда необходимо наличие электрической цепи. Поэтому источник питания кроме электрододержателя соединен еще со свариваемым изделием. Практически это оформляется в виде сварочного поста, в который входит источник питания, электрические провода, электрододержатель, устройства для присоединения сварочного провода к источнику питания и свариваемому изделию, устройства для соединения между собой отрезков сварочного провода, щиток и инструмент сварщика, сбо-рочно-сварочные приспособления (рис. 3). Сварочный пост может быть стационарным или передвижным. При сварке на строительно-монтажной площадке или при сварке крупногабаритных изделий в цеховых условиях используются передвижные посты. [c.21]
В том случае, когда сварщик в прюцессе р>аботы переходит с одного рабочего места на другое, приме-ня oт передвижные отсосы, которые крепятся непосредственно на держателях полуавтоматов или электроави-гателях, либо устанавливаются на гибком шланге и крюпятся на рабочем месте. В кабинах, ограждающих сварочные посты, рюкомендуется вентиляционное устройство также в виде бокового отсоса. Если свариваемые детали не слишком велики, лучше всего использовать вытяжной шкаф. [c.32]
Для безопас1юсти стационарные сварочные посты располагают в отдельных кабинах. Передвижные сварочные посты ограждают переносными щитами. [c.275]
На постоянных сварочных постах или участках, кроме непрерывно действующей общей вентиляции, применяют передвижные местные отсосы загрязненного воздуха. Пылегазоприемники местной вентиляции устанавливают над местом сварки на высоте 200... 300 мм. Стены сварочного поста или участка окрашивают в светлосерый цвет краской, содержащей цинковые или титановые белила, хорошо поглощающие ультрафиолетовые лучи. Вблизи участка размещают противопожарные средства огнетушитель, бочку с водой, ведро, ящик с песком и лопатой. Легковоспламеняющиеся или горючие материалы должны находиться не менее чем за 5 м от места сварки. [c.120]
Передвижные сварочные посты применяют при строительстве различных зданий и сооружений непосредственно на строительной площадке. Эти посты размещают в передвижных машинных залах (рис. 12.3), изготовленных из стального каркаса, обшитого тонким листовым железом. В зале расмещают 1—3 сварочных аппарата, пусковую аппаратуру, печь для прокалки электродов, шкаф для инструмента и сварочного кабеля. Передвижные машинные залы имеют внизу полозья для перемещения на короткое расстояние волоком, а в верхних углах — приваренные проушины для зацепления стропами и перемещения по высоте краном или погрузки на машины и вагоны. [c.155]
Переносные и передвижные источники питания сварочной дуги следует присоединять к питающей электрической сети с использованием пункта питания, содержащего коммутационный и защитный аппараты. Обычно для этих целей используют ящики с рубильником я предохранителями или автоматическае выключатели. Многопостовые источники питания, кроме защиты со стороны питающей сети, должны иметь автоматический выключатель в общем проводе сварочной цепи и предохранитель (автоматический выключатель) на каждом сварочном посту. [c.160]
Для снабжения горелок и резаков газами газосварщик, газорезчик собирают пост. По своему назначению посты мог5Т быть передвижными или стационарными, причем на передвижных сварочных постах, которые могут быть собраны в любом месте на предприятии или в цехе, газопитание вьшолняют по схеме, приведенной на рис. 9.14. [c.541]
Передвижные ацетиленовые генераторы применяются, как щивило, в передвижных сварочных постах в строительстве, промышленности и сельском хозяйстве, куда доставка растворенного баллонного ацетилена затруднена или экономически невыгодна. Они представляют собой комплектные устройства, включающие газообразователь, газосборник и предохранительное устройство для защиты от обратного удара. На рис. 9.17 показан наиболее распространенный генератор АСП-10, а в табл. 9.17 приведены технические характеристики передвижных генераторов. [c.544]
Передвижной пост используется, как правило, для ручных сварочных работ, выполняемых в различных местах на территории предприятия и в зданиях, а также при монтаже и на строй-плоо дках. Газопитание передвижных рабочих постов выполняется по схемам, приведенным на рис. 1.2. В качестве источников [c.7]
mash-xxl.info
Сварочный пост - Большая Энциклопедия Нефти и Газа, статья, страница 1
Сварочный пост
Cтраница 1
Сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в непожароопасных Цехах должны быть размещены в специальных кабинах со стенками из несгораемого материала. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены. [1]
Сварочные посты подключаются к многопостовому электросварочному генератору через регулируемые балластные реостаты. За счет омического сопротивления балластного реостата в цепи дуги обеспечивается падающая характеристика на каждом сварочном посту. Регулирование тока в сварочной цепи / св производят изменением сопротивления балластного реостата. [2]
Сварочные посты подключаются к многопостовому электросварочному генератору через регулируемые балластные реостаты. [4]
Сварочный пост снабжается кислородным редуктором; для удаления влаги применяют предредукторный осушитель РОК-1 в комбинации с электрическим подогревателем. Для сварки применяют полуавтоматы ПГШ-2М, А-537, А-547, ПДШМ-500, а также полуавтоматы ПДШ-500, ПШ-500 и ПШ-54-У, переоборудованные для сварки в углекислом газе. [6]
Сварочные посты допускается размещать во взрыво - и пожароопасных зонах только для временных электросварочных работ, выполняемых с соблюдением требований изложенных в действующих положениях и инструкциях, согласованных с ГУГПС МВД России и утвержденных Госгортехнадзором России. [7]
Сварочные посты, предназначенные для сварки тонкостенных изделий, оборудуются электрод о держателем с гибким проводом небольшого сечения, облегчающим свободу манипулирования электродом, что очень важно при сварке тонкого материала. [8]
Сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в непожароопасных цехах должны быть размещены в специальных кабинах со стенками из несгораемого материала. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены. [9]
Сварочный пост, оборудованный установкой для полуавтоматической сварки в среде углекислого газа, представлен на фиг. [10]
Сварочный пост для полуавтоматической сварки состоит из источника питания сварочным током, полуавтомата, источника питания газом, устройств подключения к электрической сети и источнику газа, а также контрольно-измерительных приборов. [11]
Сварочный пост должен иметь следующее основное оборудование: ацетиленовый генератор или баллоны с ацетиленом или другим горючим газом; кислородный баллон; ацетиленовый и кислородный редукторы; резиновые шланги; набор сварочных горелок и резаков. [12]
Сварочный пост для ручной сварки трехфазной дугой имеет следующее оборудование: 1) источники сварочного тока; 2) электромагнитный контактор; 3) двухполюсный электрододержатель; 4) металлический стол, кондуктор или стеллаж в зависимости от рода и места работы; 5) вентиляционную установку; 6) вспомогательное оборудование. [13]
Сварочные посты для работы сидя оснащают типовыми сварочными столами и сиденьями со спинкой. Междупутья депо и места для очистки крытых и изотермических вагонов должны иметь твердое покрытие на уровне головок рельсов. [14]
Страницы: 1 2 3 4
www.ngpedia.ru
Сварочный пост - Сведения о сварке
 Сварочный пост
Сварочный пост Категория:
Сведения о сварке
Сварочный пост Сварочный пост — рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ. Сварочный пост укомплектован источником питания, электрическими проводами, электрододержателем, сборочно-сварочными приспособлениями и инструментом, щитком или маской.
Сварочные посты в зависимости от рода применяемого тока и типа источника питания дуги делят на следующие виды:– постоянного тока с питанием от одпопостового или многопостового сварочного преобразователя или сварочного выпрямителя;– переменного тока с питанием от сварочного трансформатора.
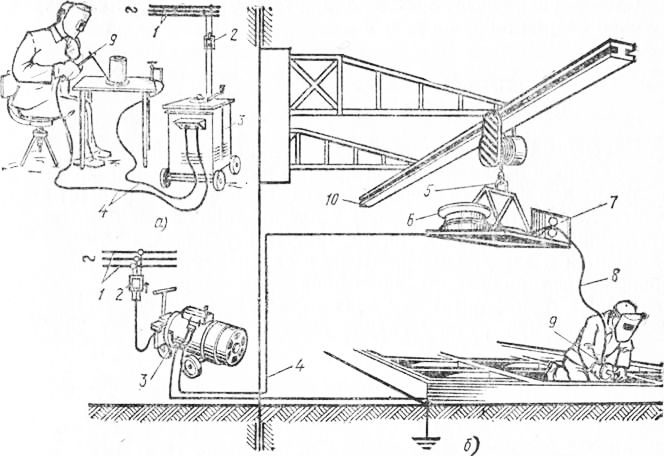
Рис. 1. Сварочные посты для ручной и полуавтоматической сварки: а—ручная сварка от сварочного трансформатора или сварочного выпрямителя, б —сварка шланговым полуавтоматом; 1 — сеть электропитания, 2 — рубильник, 3 — источник питания дуги. 4 — сварочные провода, 5 — подвеска полуавтомата, 6 — катушка с электродной проволокой, 7 — механизм подачи проволоки, 8 — шланг для подачи электродной проволоки, 9 — горелка или электрододержатель, 10 — консоли с рельсом
Сварочные посты могут быть стационарными или передвижными.
Стационарные посты представляют собой открытые сверху кабины для сварки изделий небольших размеров. В кабине обычно помещают однопостовой сварочный трансформатор или сварочный выпрямитель. Вращающийся преобразователь постоянного тока создает при работе сильный шум, поэтому его лучше размещать за пределами кабины. При питании сварочных постов от многопостовых преобразователей постоянного тока и выпрямителей сварочный ток разводят по кабинам проводами или шинами. В кабине устанавливается рубильник или магнитный пускатель для включения источника сварочного тока. На рабочем столе располагаются специальные приспособления для сборки и зажатия свариваемых деталей, а также ящики для штучных электродов и инструмента. На стенке кабины подвешивают сушильный шкаф для прокалки электродов.
Передвижные посты применяют при сварке крупногабаритных изделий непосредственно на производственных площадях цехов или строительных площадках. Защита от лучей дуги в этих случаях производится щитами, а защитой источников питания дуги от дождя и снега служат навесы.
Схемы сварочных постов для ручной и полуавтоматической дуговой сварки даны на рис. 1.
Читать далее:
Устройство сварочного трансформатора
Статьи по теме:
pereosnastka.ru