







2.6 Выбор рода тока и полярности. Полярность в сварке
2.6 Выбор рода тока и полярности
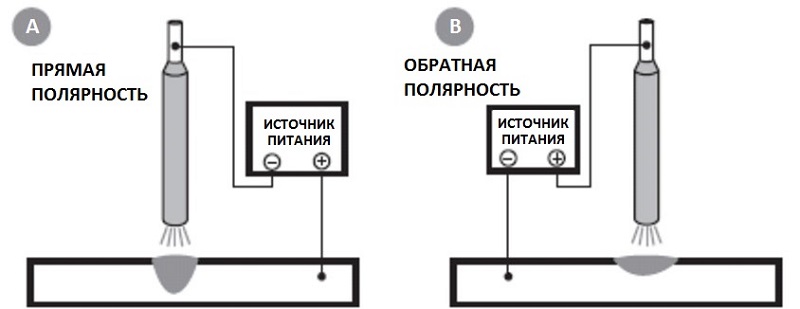
При сварке применяются как переменный, так и постоянный ток. Постоянный ток имеет то преимущество, что дуга горит устойчивее. Но переменный ток дешевле, поэтому его применение при сварке предпочтительнее. Но есть способы сварки, при которых применяют только постоянный ток. Сварка в защитных газах и под флюсом выполняется на постоянном токе обратной полярности. Электроды с основным покрытием тоже требуют постоянного тока обратной полярности, как и сварочные флюсы для сварки высоколегированных сталей, основу которых составляет плавиковый шпат. В этих случаях происходит насыщение дуги кислородом или фтором, имеющим большое сродство к электрону. Поэтому необходимо раскрыть сущность процессов, происходящих в дуге при насыщении ее кислородом или фтором и обосновать применение рода тока и полярности. Полярность тока влияет на глубину проплавления, химический состав шва и качество сварного соединения [3, 8, 19].
2.7 Выбор и расчет режимов сварки
Режимом сварки называют совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, формы и качества. При всех дуговых способов сварки такими характеристиками являются следующие параметры: диаметр электрода, сила сварочного тока, напряжение на дуге, скорость перемещения электрода вдоль шва, род тока и полярность. При механизированных способах сварки добавляют еще один параметр-скорость подачи сварочной проволоки, а при сварке в защитных газах - удельный расход газа.
Параметры режима сварки влияют на форму шва, а значит и его размеры: на ширину шва - е; усиление шва - q; глубину шва – h.
На форму и размеры влияют не только основные параметры сварки, но и такие технологические факторы, как род и полярность тока, наклон электрода и изделия, вылет электрода, конструктивная форма соединения и величина зазора.
2.7.1 Методика расчета режима ручной дуговой сварки. Определяется площадь наплавки, как сумма площадей элементарных геометрических фигур, составляющих сечение шва.
Площадь наплавки одностороннего сварного шва, выполненного с зазором, определяется по формуле, мм
Fн = 2F1 + F2, (13)
Fн = S b + 0,75 eq, (14)
где S-толщина деталей, мм;
b - зазор, мм;
e - ширина, мм;
q - высота усиления, мм.
а) б)
Рисунок 4
Площадь наплавки стыкового шва с разделкой двух кромок и подваркой корня шва определяется по формуле, мм
F = S b + (S - с)2tg / 2 + 0,75eq+0,75е1q1, (15)
где c - величина притупления, мм;
е1 – ширина подварки, мм;
q1 – высота подварки, мм;
- угол разделки, мм.
При сварке многопроходных швов необходимо определить число проходов по формуле, шт
, (16)
где Fн – площадь всей наплавки, мм2;
Fн1 – площадь первого прохода, мм2;
Fнс – площадь каждого последующего прохода, мм2.
При ручной сварке многопроходных швов первый проход выполняется электродами диаметром 3 – 4мм, так как применение электродов большого диаметра затрудняют провар корня шва. При определении числа проходов следует учитывать, что сечение первого прохода не должно превышать 30-35мм2 и может быть определено по формуле, мм2
Fн1 = (6 - 8) dэ, (17)
где dэ – диаметр электрода для сварки корневого шва, мм.
Площадь наплавки последующих проходов определяется по формуле, мм2
Fнс = (8 - 12) dэс, (18)
где Fнс – площадь последующего прохода, мм;
dэс – диаметр электрода для сварки следующих швов, мм
При сварке многопроходных швов стремятся сварку проходов выполнять на одних и тех же режимах за исключением первого прохода.
Диаметр электрода выбирается в зависимости от толщины свариваемого изделия. Примерное соотношение между диаметром электрода и толщиной листов свариваемого изделия приведено ниже.
Таблица 8
| Толщина свариваемого изделия, мм | Диаметр электрода, мм |
| 1 2 | 1,5 – 2 |
| 4 – 5 | 3 |
| 6 – 12 | 3 – 4 |
| 13 и более | 5 – 5,5 |
| 6 и более |
Расчет силы сварочного тока Iсв производится по диаметру электрода и допускаемой плотности тока, А
, (19)
где i – допускаемая плотность тока, А/мм.
Допускаемая плотность тока зависит от диаметра и вида покрытия электрода.
Таблица 9 Величина допускаемой плотности тока в электроде при ручной дуговой сварке
| Виды покрытия | Диаметр электрода | |||
| 3 | 4 | 5 | 6 | |
| Кислое, рутиловое | 14 20 | 11,5 – 16 | 10 – 13,5 | 9,5 12,5 |
| Основное | 13 – 18,5 | 10 – 14,5 | 9 12 | 8,5 12 |
Напряжение на дуге не регламентируется и принимается в пределах 20…36В, то есть Uд = 20 – 36, B
Скорость сварки определяется из соотношения, м/час
, (20)
где н – коэффициент наплавки, г/А ч;
- плотность наплавленного металла, г/см ;
Fн – площадь сечения наплавленного металла, мм2
Длина дуги при ручной дуговой сварке должна составлять, мм
Lд = (0,5 – 1,2) dэ , (21)
2.7.2 Методика расчета режима автоматической и полуавтоматической сварки под флюсом стыковых соединений односторонних без скоса кромок. Основными параметрами режима автоматической и полуавтоматической сварки под флюсом является: сварочный ток, диаметр и скорость подачи сварочной проволоки, напряжение и скорость сварки.
Расчет режимов сварки производится всегда для конкретного случая, когда известен тип соединения и толщина свариваемого металла, марка проволоки, флюса и способа защиты сварочной ванны от воздуха и другие данные по шву. Поэтому до начала расчетов следует установить по ГОСТ8713-79 или по чертежу конструктивные элементы заданного сварного соединения и по известной методике определить площадь многопроходного шва.
При этом необходимо учитывать, что максимальное сечение однопроходного шва, выполнено автоматом, не должно превышать 100мм2 . Сечение первого прохода многопроходного шва не должно превышать 40-50мм2 .
При двухсторонней сварке под флюсом стыкового бесскосного соединения (рисунок 4) сила сварочного тока определяется по глубине проплавления – h основного металла; h - за один проход составляет 8 – 10мм, на форсированных режимах 12мм, А
где h2,2 – глубина проплавления основного металла при двухсторонней сварке, без скоса кромок свариваемых деталей, мм;
k – коэффициент пропорциональности, мм/100А, зависящий от рода тока и полярности, диаметра электрода, марки флюса, колеблется от 1-2.
Рисунок 5 Рисунок 6
Таблица 10 Значение К в зависимости от условий проведения сварки
| Марка флюса или защитный газ | Диаметр электродной проволоки, мм | К, мм/100 А | Марка флюса или защитный газ | Диаметр электродной проволоки, мм | К, мм/100 А | ||||
| Переменный ток | Постоянный ток | Переменный ток | Постоянный ток | ||||||
| Прямая полярность | Обратная полярность | Прямая полярность | Обратная полярность | ||||||
| ОЦС-45 | 2 | 1,30 | 1,15 | 1,45 | АН-348 | 5 | 0,95 | 0,85 | 1,05 |
| 3 | 1,15 | 0,95 | 1,30 | 6 | 0,90 | ||||
| 4 | 1,05 | 0,85 | 1,15 | ||||||
| 5 | | 0,75 | 1,10 | ||||||
| 6 | 0,90 | ||||||||
| АН-348А | 2 | 1,25 | 1,15 | 1,40 | Углекислый газ | 1,2 | 2,10 | ||
| 3 | 1,10 | 0,95 | 1,25 | 1,6 | 1,75 | ||||
| 4 | 1,00 | 0,90 | 1,10 | 2,0 | 1,55 | ||||
| 3,0 | 1,45 | ||||||||
| 4,0 | 1,35 | ||||||||
| 5,0 | 1,20 | ||||||||
Металл толщиной свыше 20мм сваривают за несколько проходов. Чтобы избежать непровара при сварке под флюсом и добиться нормального формирования шва прибегают к скосу кромок. Для однопроходного стыкового шва толщиной не более 10-12мм глубина проплавления равна толщине свариваемых деталей (рисунок 5), при двухсторонней сварке толщиной не более 20мм (рисунок 6) глубина проплавления составляет, мм
h2,2 = S/2 + (2 - 3), (23)
Диаметр сварочной проволоки dэ принимается в зависимости от толщины свариваемого металла в пределах 2-6мм, а затем уточняется расчетом по формуле, мм
dэ = 2, (24)
где i - плотность тока, А/мм².
Полученное значение dэ принимается из ближайшего стандартного.
Плотность тока в зависимости от диаметра проволоки указана в таблице 11
Таблица 11
| Диаметр проволоки, мм | 2 | 3 | 4 | 5 | 6 |
| Плотность тока, А/мм² | 65-200 | 45-90 | 35-60 | 30-50 | 25-45 |
Скорость сварки также можно рассчитать по формуле, м/ч
, (25)
где αнд - коэффициент наплавки при сварке под флюсом, г/Ач.
Коэффициент наплавки при сварке под флюсом определяется по формуле, г/Ач
αнд = αн + Δαн , (26)
где αн - коэффициент наплавки, не учитывающий увеличение скорости плавления электродной проволоки за счет предварительного подогрева вылета электрода сварочным током, г/Ач;
Δαн - увеличение коэффициента наплавки за счет предварительного подогрева вылета электрода, г/Ач, определяется по рисунку 7.
Δαн
Рисунок 7
При сварке на постоянном токе обратной полярности коэффициент наплавки определяется по формуле, г/Ач
αн = 11,6 ± 0,4 (27)
При сварке на постоянном токе прямой полярности или переменном токе определяется по формуле, г/А*ч
αн = А + В (Iсв / dэ), (28)
где А и В – коэффициенты, значения которых для флюса приведены ниже.
Таблица 12
| Коэффициенты | А | В |
| Прямая полярность | 2,3 | 0,65 |
| Переменный ток | 7 | 0,04 |
Скорость подачи проволоки Vп.п определяется по формуле, м/ч
, (29)
где Fэ – площадь поперечного сечения электродной проволоки, мм².
Или скорость подачи проволоки может определяться по формуле, м/ч
. (30)
Режим сварки последующих проходов выбирают из условий заполнения разделки и получения поверхности шва, имеющей плавное сопряжение с основным металлом.
2.7.3 При двухсторонней сварке стыковых швов под флюсом со скосом кромок определяют режим сварки первого прохода с одной и другой стороны шва и последующих проходов отдельно.
Рисунок 8
Рисунок 9
h2 = h3 = [c + (2 - 3)], (31)
где h2,2 – глубина проплавления первого прохода с одной и другой стороны шва, мм;
с - величина притупления, мм.
Сила сварочного тока определяется по глубине проплавления, А
Iсв = h2,2 / k, (32)
где k – коэффициент пропорциональности (мм/100А), зависящий от рода тока, полярности, диаметра электрода, марки флюса, колеблется 1-2А (см. таблицу 10).
Расчёт остальных параметров режима сварки производится в том же порядке, что и при сварке под флюсом двухстороннего стыкового бесскосного соединения по формулам (16), (24) - (31).
Примечание: Расчёт параметров режима сварки под флюсом угловых и тавровых соединений с разделкой кромок производить по методике расчёта режимов сварки стыковых соединений с разделкой кромок (см. п.2.7.3).
2.7.4 Методика расчёта режима автоматической и полуавтоматической сварки под флюсом угловых швов без разделки кромок:
Зная катет шва, определяем площадь наплавки, мм²
Fн = k² / 2 + 1,05 kq , (33)
где k – катет шва, мм.
Рисунок 10
Устанавливаем количество проходов на основании того, что за первый проход при сварке в “лодочку” максимальный катет шва можно заварить 14мм, а при сварке в нижнем положении наклонным электродом – 8мм по формуле (16), где Fнс - принимаем в пределах 60-80мм².
Выбираем диаметр электрода, имея в виду, что угловые швы катетом 3-4мм можно получить лишь при использовании электродной проволоки диаметром 2мм, при сварке электродной проволокой диаметром 4-5мм минимальный катет составляет 5-6мм. Сварочную проволоку диаметром больше 5мм применять не следует, так как она не обеспечит провар корня шва.
Для принятого диаметра проволоки подбираем плотность тока по данным, приведенным ниже и определяем силу сварочного тока Iсв, А
. (34)
Определяем коэффициент наплавки из ранее приведенных формул (26), (27), (28), в зависимости от рода тока и полярности.
Зная площадь наплавки за один проход, сварочный ток и коэффициент наплавки, определяем скорость сварки, м/час
. (35)
Скорость подачи электродной проволоки определяется по формуле, м/ч
, (36)
где Fэ – площадь поперечного сечения электродной проволоки, мм².
Скорость подачи электродной проволоки можно определить по формуле, м/ч
. (37)
Определяем напряжение на дуге – Uд , оно изменяется от 28 до 36В.
Определяем погонную энергию сварки – q п по формуле, Дж/см
qп1,н = 650 Fн1, с, (38)
где Fн1,с – площадь поперечного сечения первого или последующего прохода, мм².
Определяем коэффициент формы провара.
Коэффициент формы провара должен быть не больше 2мм, иначе появляются подрезы, но в тоже время он не должен быть чрезмерно мал, так как швы получаются слишком глубокие и узкие, склонные к образованию кристаллизационных трещин, то есть горячих трещин [8].
Определяем глубину провара – h по формуле, мм
. (39)
2.7.5 Расчет режимов сварки в углекислом газе, в аргоне.
Известно, что основные параметры режимов механизированных процессов дуговой сварки следующие: диаметр электродной проволоки – dэ, вылет ее lэ, скорость подачи электродной проволоки - Vп.п, сила тока – Iсв, напряжение дуги – Uд и скорость сварки – Vсв, а также удельный расход СО2.
Полуавтоматическую сварку в углекислом газе выполняют короткой дугой на постоянном токе обратной полярности.
Расстояние от сопла горелки до изделия не должно превышать 22мм. Стыковые швы в нижнем положении сваривают с наклоном электрода от поверхностной оси на 5-20º. Угловые соединения сваривают с таким же наклоном в направлении сварки и наклоном поперек шва под углом 40-50º к горизонтали, смещая электрод на 1 - 1,15мм от угла на горизонтальную полку.
Тонкий металл сваривают без колебательных движений, за исключением мест с повышенным зазором. Швы катетом 4-8мм накладывают за один проход, перемещая электрод по вытянутой спирали. Корень стыкового шва заваривают возвратно – поступательно, следующей вытянутой спиралью, а последующие - серповидными движениями.
Проволокой толщиной 0,8-1,2мм сваривают металл во всех положениях, причем при вертикальных, горизонтальных и потолочных напряжение уменьшают до 17-18,5В, а силу тока на 10-20%.
Стыковые швы металла толщиной до 2мм, а угловые катетом – 5мм и корень стыковых швов большого сечения лучше сваривать сверху вниз. При сварке необходимо обеспечить защиту от сдувания газа и подсоса воздуха через зазор. Для уменьшения разбрызгивания в сварочную цепь можно последовательно включить дроссель.
Расчет параметров режимов производят в следующем порядке:
- определяют толщину свариваемого металла по чертежам;
- в зависимости от толщины свариваемого металла выбирают диаметр электродной проволоки.
Зависимость диаметра электродной проволоки от толщины свариваемого металла
Таблица 13.
| Показатель | Толщина свариваемого металла, мм | |||||
| 0,6-1,0 | 1,2-2,0 | 3,0-4,0 | 5,0-8,0 | 9,0-12,0 | 13,0-18,0 | |
| Диаметр электродной проволоки, мм | 0,5-0,8 | 0,8-1,0 | 1,0-1,2 | 1,4-1,6 | 2,0-2,0 | 2,5-3,0 |
Диаметр электродной проволоки для автоматической сварки может быть в интервале 0,7-3,0мм и выше, а для полуавтоматической – в интервале от 0,8-2,0мм.
Вылет электрода определяется по формуле, мм
lэ = 10 * dэ , (41)
Рассчитывают силу сварочного тока по формуле, А
Iсв = I Fэ , (40)
где i – плотность тока, А/мм² (диапазон плотностей сварочного тока от 100 до 200А/мм²), оптимальное значение 100-140А/мм²;
Fэ – площадь поперечного сечения электродной проволоки, мм².
Большое значение плотности тока соответствует меньшим диаметрам электродной проволоки.
Устойчивое горение дуги при сварке плавящимся электродам в углекислом газе достигается при плотности тока свыше 100А/мм². Так как определение основного параметра режима сварки основываются на интерполировании широкого диапазона рекомендованных плотностей тока, то Iсв необходимо уточнять по таблице 14 [17].
Таблица 14 Диапазоны сварочных токов основных процессов сварки в СО2 проволокой Св-08Г2С
| Процесс сварки | Диаметр электродной проволоки, мм | ||||||||||
| 0,5 | 0,8 | 1,0 | 1,2 | ||||||||
| ИДС к.з. | 30-120 | 50-120 | 71-240 | 85-260 | |||||||
| КР без к.з. | 100-250 | 150-300 | 160-450 | 190-550 | |||||||
| КР с к.з. | 30-150 | 50-180 | 75-260 | 65-290 | |||||||
| Процесс сварки | Диаметр электродной проволоки, мм | ||||||||||
| 1,4 | 1,6 | 2,0 | 3 | 4 | |||||||
| ИДС к.з. | 90-280 | 110-290 | 120-300 | ||||||||
| Продолжение таблицы 14 | |||||||||||
| Процесс сварки | Диаметр электродной проволоки, мм | ||||||||||
| 1,4 | 1,6 | 2,0 | 3 | 4 | |||||||
| КР без к.з. | 90-320 | 110-380 | 150-400 | 220-500 | 250-600 | ||||||
| КР с к.з. | 200-650 | 210-800 | 220-1200 | 250-2000 | 270-2500 | ||||||
Примечание: ИДС к.з. – импульсный с частыми принудительными короткими замыканиями; КР без к.з. – крупнокапельный без коротких замыканий; КР с к.з. крупнокапельный с короткими замыканиями.
При сварке в СО2 проволокой Св-08Г2С в основном используют процесс с частыми принудительным коротким замыканиями и процесс с крупнокапельным переносом (таблица 12). При сварке порошковыми проволоками используют процесс с непрерывным горением дуги, а при сварке актированной проволокой – струйный процесс. Процесс с частыми короткими принудительными замыканиями получают при сварке в СО2 проволоками диаметрами 0,5-1,4мм путем программирования сварочного тока, обеспечивающего изменение скорости плавления электрода и давления дуги.
Процесс с крупнокапельными переносом наблюдается при сварке проволоками диаметрами 0,5-1,5мм на повышенных напряжениях, а диаметрами более 1,6 – во всем диапазоне режимов сварки кремне-марганцевыми проволоками (см. таблицу 13). При низких напряжениях процесс протекает с короткими замыканиями, а при высоких без них.
При проверке расчетных режимов и внедрении их в производство необходимо помнить, что стабильный процесс сварки с хорошими техническими характеристиками можно получить только в определенном диапазоне сил тока, который зависит от диаметра и состава электрода и рода защитного газа (см. таблицу 13).
Регулирует силу тока изменением скорости подачи электродной проволоки. Сила тока определяет глубину провара и производительность процесса. Поэтому весь расчет режимов является ориентировочным и на практике требует уточнения.
Определяют скорость подачи электродной проволоки по формуле, м/ч
, (41)
где Vп.п – скорость подачи проволоки, м/ч;
αр – коэффициент расплавления электродной проволоки, г/Ач;
Iсв – сварочный ток, А;
dэ – диаметр электродной проволоки, мм;
γ – плотность металла электродной проволоки г/см³ (γ=0,0078г/мм³).
Коэффициент расплавления определяется по формуле, г/Ач
αр = [8,3 + 0,22 Icв / dэ] 3,6·10-1, (42)
studfiles.net
Полярность при сварке - Страница 3 - Ручная дуговая сварка — ММA
Сварка в защитном газе неплавящимся электродом. GTAW процесс
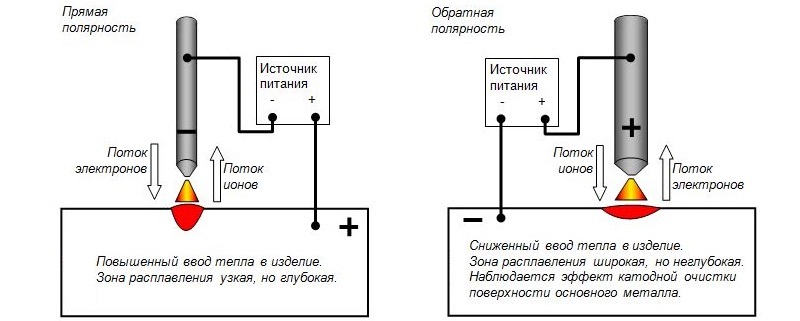
Сварка неплавящимся вольфрамовым электродом производится на прямой полярности (минус на электроде). При установившейся дуге электронный поток движется от отрицательного электрода горелки к положительному электроду (изделию), а поток положительно заряженных ионов - к электроду. При сварке на обратной полярности примерно 70% тепла сконцентрировано с положительной стороны дуги, и значительная часть этого тепла передается в зону сварки.
Прямая полярность позволяет получить узкую, сконцентрированную дугу, дающую глубокое проплавление и, соответственно, большую скорость сварки. Электрод получает меньшую часть тепловой энергии дуги и будет иметь меньшую температуру, чем при сварке на переменном токе или при сварке на обратной полярности, что, в свою очередь, позволяет уменьшить диаметр вольфрамового электрода и снизить расход защитного газа.
При обратной полярности поток электронов также движется от отрицательного электрода к положительному, но в данном случае от изделия к электроду. Следовательно, 70% тепла сконцентрировано в дуге около вольфрамового электрода. Поскольку электрод получает значительно больше тепла при сварке на обратной полярности, чем на прямой, для предотвращения перегрева и расплавления вольфрамового электрода приходится использовать электроды увеличенного диаметра и уменьшать сварочный ток. Свариваемое изделие при сварке на обратной полярности получает меньше тепла и как результат - меньшая глубина проплавления.
Другим недостатком при сварке на обратной полярности является блуждание дуги, возникающее иногда из-за магнитного дутья. Магнитное дутье может возникнуть и при сварке на прямой полярности, но сварка на обратной полярности более подвержена магнитному дутью.
Некоторые цветные металлы, например алюминий и магний, быстро образуют на поверхности оксидную пленку. Прежде чем сваривать алюминий, необходимо удалить оксидную пленку, температура плавления которой значительно выше, чем основного металла. Удаление оксидной пленки может производиться механически, например щетками или химически - травлением, но, как только пленка удалена, металл тут же снова начинает окисляться, затрудняя сварку.
Оксидную пленку с поверхности металла во время сварки на обратной полярности может удалять сама дуга. Положительно заряженные ионы, которые двигались от основного металла изделия к электроду при сварке на прямой полярности, теперь двигаются от электрода к изделию. Ударяясь с достаточной силой о поверхность изделия, они дробят и расщепляют хрупкую оксидную пленку, производя тем самым очистку поверхности.
Очищающее действие дуги при сварке на обратной полярности, на первый взгляд, наилучшим образом подходит для сварки алюминия, магния и их сплавов. Тем не менее, этот способ сварки имеет существенный недостаток. Например, при сварочном токе в 100 А необходимо использовать электрод (по условиям нагрева) диаметром 6 мм. Этот большой электрод имеет, соответственно, большую сварочную ванну. Тепло дуги рассеяно на большой площади изделия, глубина проплавления недостаточная. При использовании электрода диаметром 2,5 мм получаем более сконцентрированную дугу и удовлетворительное проплавление, но происходит перегрев электрода. Из-за недостаточного проплавления и необходимости использовать вольфрамовые электроды большого диаметра GTAW сварка на обратной полярности используется редко.Теперь от меня - 30% тепла,+70% тепла.
Сообщение отредактировал Георгий 11: 14 Июль 2014 16:55
websvarka.ru
сварке цветных металлов вляет на качество сварного шва
Полярность при сварке цветных металлов влияет на несколько немаловажных параметров. К ним относятся:— контролируемость сварочной дуги, ее концентрированность;— глубина проплавления;— качество сварного шва.
Все указанные параметры могут стать лучше при правильном подборе типа электрода, его покрытия и, собственно, правильности подключения. Сварка цветных металлов чаще всего проводиться вольфрамовыми электродами при прямой полярности.
Не забывайте, чтобы на электроде был минус. Благодаря такой комбинации удается обеспечить необходимую температуру для более глубокого проплавления. Сэкономить деньги в процессе работы можно правильно подобрав толщину электрода, так как более широкие образцы не только увеличивают прямые затраты, но и требует большего расхода защитного газа.
При обратной полярности с плюсом на держателе, вольфрам не обеспечивает столь глубокий провар.
В случае с тонколистовым цветным металлом такое подключения оберегает металл от прожогов. Стоит учесть, что для алюминия требуется более высокая температура, способная преодолеть оксидную пленку. Однако такое подключение будет иметь блуждающую дугу и не вполне эстетичный шов в последствии магнитного дутья.Для полноценной работы с цветметаллом нужно обеспечить однонаправленный электронный поток. Несомненно, в таком случае речь идет о постоянном токе. Благодаря этому сварной шов будет красивым и соответствовать всем критериям качества.
В отличии от РДС, применение сварочного инвертора не требует подбирать полярность, так как она меняется прямо на сварочном аппарате. При обычной сварке для прямой полярности нужно к свариваемой детали присоединить плюс. Для обратной полярности требуется чтобы ток двигался от отрицательной к положительной клемме. Поэтому клемма заземления должна иметь минус, соответственно на электроде будет плюс.
При прямой полярности ток будет двигаться от электрода к металлу, нагревая его. Для этого по определению на заземляющую клемму ставят плюс, а на электрод – минус.
Сварка инвертором: обратная и прямая полярность
Сварочные полуавтоматы работают на постоянном токе с использованием сварочной проволоки или электродов.
Используя полуавтомат, весьма важно соблюдать полярность при подключении.

В инверторных сварочных аппаратах для обозначения полярности используются надписи:
AC — переменный ток;
DC — постоянный ток.
Такие надписи также делаются на большинстве производимых электродов. От того как правильно подобрана полярность будет сильно зависеть глубина плавления, эстетичность, и прочность сварного шва.
Предварительно перед началом сварки проверяйте работу вашего оборудования на тестовом образце или на краю свариваемого изделия. Как говорится 7 раз отмерь и один раз отрежь.В электрическом контуре сварочного аппарата постоянный ток все время движется в одном направлении. Переменный ток характеризируется тем что движение заряженных частиц сначала идет в одном направлении, а потом в противоположном. Соотношение 50/50. К примеру, если частота 90Гц, то полярность сварочного тока меняется 180 раз/сек. Помните, неправильно подобранная полярность провоцирует перегрев, разбрызгивание расплавленного метала, нестабильность дуги. Ко всем «прелестям» в таком случае также можно добавить скорое прогорание электрода и производительность наплавки.
На большинстве сварочных аппаратов контакты помечены.
 Для того чтобы изменить полярность нужно просто нажать переключатель или поменять разъемы кабеля. Если есть сложности с определением полярности на аппарате можно попробовать поварить угольным электродом постоянного тока на тестовом образце. Сначала нужно заточить под коническую форму электрод (примерно 5 -7 см) с двух сторон. Потом, после предварительной подготовки, очистки металла выбираем полярность и варим при 135–150А. Если сварочная дуга плохоуправляема, нестабильна и не имеет конической формы – это явный показатель обратной полярности. Кроме того, на металле остаются следы от углерода, а электрод неравномерно сгорает и стает плоским. Чтобы лучше увидеть дугу можно увеличить ее длину. Таким образом угольный электрод будет адекватно работать лишь при прямой полярности.
Для того чтобы изменить полярность нужно просто нажать переключатель или поменять разъемы кабеля. Если есть сложности с определением полярности на аппарате можно попробовать поварить угольным электродом постоянного тока на тестовом образце. Сначала нужно заточить под коническую форму электрод (примерно 5 -7 см) с двух сторон. Потом, после предварительной подготовки, очистки металла выбираем полярность и варим при 135–150А. Если сварочная дуга плохоуправляема, нестабильна и не имеет конической формы – это явный показатель обратной полярности. Кроме того, на металле остаются следы от углерода, а электрод неравномерно сгорает и стает плоским. Чтобы лучше увидеть дугу можно увеличить ее длину. Таким образом угольный электрод будет адекватно работать лишь при прямой полярности.
Для 100% уверенности можно поменять полярность и вторым электродом зажечь дугу. Проведя аналогичные действия можно будет убедиться в виде выбранной полярности.
Полярность при сварке цветных металлов
Медь
TIG сварка меди проводится на постоянном токе с прямой полярностью — так и на переменном. В зависимости от толщины металла подбирается диаметр сечения электрода и присадки.
 При сварочных работах в азотного-гелевой среде или в чистом азоте силу тока снижают на 10%, а напряжение увеличивают до 15, максимум 20%. Для работы с плавящимся электродами используется постоянный ток обратной полярности.
При сварочных работах в азотного-гелевой среде или в чистом азоте силу тока снижают на 10%, а напряжение увеличивают до 15, максимум 20%. Для работы с плавящимся электродами используется постоянный ток обратной полярности.
Расщепленные электроды применяются для меди толщиной до 3 см с обратной полярностью и без предварительного нагрева.
Сварка меди под флюсом посредством механизированных устройств выполняется постоянным током обратной полярности. В качестве электродов используют графитовые или угольные стержни, так как они не расплавляются, имеют незначительный расход. Плавящиеся электроды возможны. Эффективная толщина для этого способа — 5-10мм. Параметры сварки: напряжение 18-20 В, сила тока 1000А.
Сварка титана
Давайте рассмотрим зависимость между этими параметрами При ручной сварке данного металла используется постоянный ток и прямая полярность. При автоматической аргонодуговой сварке металл до 4 мм варят вольфрамовым электродом. Обратите внимание, присадка применяется только случае если толщина титана более 1.5 мм.
 Когда толщина металла превышает 6 — 8мм часто применяется сварка под флюсом. В таком случае для традиционных сварочных аппаратов выставляется прямая полярность. Для толстых металлов (3 -12 см) может применяться электрошлаковая сварка. Она также требует поддува аргоном для дополнительной защиты сварочной ванны.
Когда толщина металла превышает 6 — 8мм часто применяется сварка под флюсом. В таком случае для традиционных сварочных аппаратов выставляется прямая полярность. Для толстых металлов (3 -12 см) может применяться электрошлаковая сварка. Она также требует поддува аргоном для дополнительной защиты сварочной ванны.
При двухсторонней сварке плавящимся электродом используется постоянный ток обратной полярности. В среде аргона швы будут уже, чем в среде гелия. Такая разница возникает из-за того, что для гелия напряжение дуги должно быть выше в силу его физических свойств.
blog.svarcom.net




