Пространственные положения швов при сварке - WeldElec.com. Положение шва при сварке
Положение при сварке: инструкция для начинающих
Сварочные электроды и сварные соединения могут по-разному располагаться в пространстве. И выбор этого самого положения будет зависеть не от личных предпочтений мастера, а от технологии сварки, типа и особенностей металла, а также прочих факторов (например, труднодоступности места сварки).

Находясь в различных положениях возможно практически любое направление сварного соединения, отсюда вытекает и ряд особенностей. Например, выполнение горизонтальных нижних швов можно поручить сварщику начальной квалификации. А вот потолочные вертикальные швы может выполнить только мастер своего дела. Словом, есть множество нюансов, о которых мы и расскажем в этой статье.
Содержание статьи
Положение сварного соединения
Каждый тип работ нуждается в своем пространственном положении, а некоторые сложные металлоконструкции нуждаются и вовсе в различных пространственных положениях.
Положение шва при сварке может быть нижним, горизонтальным, вертикальным и потолочным. Рассмотрим каждый из поподробнее.

Нижнее положение
Нижнее положение часто встречается в работе у новичков, поскольку им обычно поручают сварку несложных металлоконструкций. К сварке в нижнем положении не предъявляются строгие требования по качеству. В нижнем положении возможна сварка стыковых и угловых швов.
Читайте также: Все о контроле качества сварных соединений
В нижнем положении можно выполнить и одностороннюю, и двустороннюю сварку. При этом качество шва будет довольно неплохим, он будет прочным и надежным. Кстати, такой метод сварки один из самых высокопроизводительных. Большой скорости сварки удается достичь как раз благодаря простоте выполнения такого шва. Единственный минус нижнего положения — высокая вероятность образования прожогов при отсутствии должного опыта. Несмотря на это, нижнее положение самое простое и легко выполнимое.
Горизонтальное положение
Горизонтальное положение в пространстве кажется простым на первый взгляд. Но по факту выполнение швов в таком положении сопряжено с рядом трудностей. Под действием силы тяжести металл может затекать прямо под кромки, мешая сформировать качественный шов. Поэтому нужно подрезать кромки под небольшим углом, такой метод разделки называется косым. При этом нужно подрезать только верхнюю деталь.
Конечно, для выполнения сварки в горизонтальном положении нужна квалификация и опыт, но при должном старании этому делу легко можно обучиться. Если вы новичок, то вас скорее всего не допустят к выполнению таких работ, но вы можете самостоятельно потренироваться на ненужных кусках металла.
Вертикальное положение
При вертикальном положении металл также стекает вниз из-за силы тяжести. Поэтому нужно соблюдать ряд правил, которые помогут не наделать ошибок. Во-первых, старайтесь варить на очень короткой дуге. Это непросто, если вы начинающий сварщик, но когда-то ведь нужно начинать 🙂 Благодаря короткой дуге металл будет дольше оставаться к сварочной ванне, а не стекать вниз.
Также рекомендуем применять специализированные электроды. У них, как правило, есть особое покрытие, благодаря которому увеличивается вязкость сварочной ванны. Это также способствует меньшему стеканию металла.
Можно выполнять сварку как сверху-вниз, так и снизу-вверх. Если для вас важнее качество шва, то лучше варить снизу-вверх. А если важна скорость сварки, то лучше варить сверху-вниз. Если важно и то, и другое, то выбирайте траекторию движения исходя из условий работы.
Потолочное положение
Такой вид пространственного положения самый трудоемкий. Эту работу поручают только опытным мастерам высокой квалификации. Обычно такие мастера выполняют работу без брака и дефектов. Это часть их обязанностей. Мы рекомендуем располагать детали горизонтально, а электрод вести вертикально. Самая главная проблема, с которой вы столкнетесь — стекание расплавленного металла вниз. Но эта проблема решаема, нужно просто соблюдать наши рекомендации.
Прежде всего, здесь так же поможет короткая дуга. Дополнительно можете установить меньшее значение сварочного тока, чтобы металл плавился медленнее. Также используйте электроды небольшого диметра и с тугоплавким покрытием. Оно позволит удержать капли расплавленного металла. Также рекомендуем постоянно менять дистанцию между электродом и сварным соединением. Буквально на пару миллиметров.
Не стоит варить в потолочном положении, если металл тонкий. Вы просто получите некачественный шов, он будет пористым и разрушится при эксплуатации или транспортировке. Постарайтесь использовать любые другие положения. И только если сварка в любом другом положении невозможна, применяйте потолочное.
Положение электрода
Положение и движение электрода при сварке также очень важно. Приведем простой пример. Вам нужно сварить нижний шов. В таких ситуациях качество шва во многом зависит от количества шлака, образующегося во время сварки. Шлак может либо испортить вашу работу, либо поспособствовать улучшению качества сварного соединения, нужно просто контролировать этот процесс. И правильное положение электрода как раз помогает следить за количеством шлака, увеличивать или уменьшать его количество.
Положение электрода при сварке бывает трех видов: углом вперед, углом назад и прямо (или под 90 градусов). Давайте подробнее рассмотрим каждый вид.
Сварка углом вперед

Сварка углом вперед при ручной дуговой сварке применяется редко. Это связано с тем, что во время сварки шлак образуется и скапливается перед электродом, из-за чего варить неудобно. К тому же шлак будет мешать устойчивому горению дуги, при этом ухудшится качество шва. Но такое положение оправдано, если вы выполняете сварку в труднодоступном месте.
Сварка углом назад

Сварка углом назад используется, когда нужно сварить стыковые или угловые швы. В таком положении шлак вытесняется из сварочной ванны, то в общем-то хорошо. При этом сварное соединение очень быстро кристаллизируется.
Под 90 градусов

Очень интересное положение. Благодаря ему сварщик может довольно точно управлять движением шлака, направляя его в сварочную зону в необходимом количестве. Это очень хорошо для сварного соединения. Но нужно следить за тем, чтобы шлак не оказался впереди электрода. Если это случилось, смените положение на «углом назад» и измените направление шлака.
Многие новички спрашивают, какой угол наклона электрода при сварке универсальный или самый лучший. Не существует ответа на этот вопрос. Только в процессе работы можно точно определить, какое положение будет оптимальным. А может случиться так, что вам по ходу работы придется несколько раз менять положения с одного на другое.
Описанные выше положения применимы к формированию сварного соединения с помощью ручной дуговой сварки. Если вы планируете работать с полуавтоматом или автоматом, то нужно будет учесть особенности используемого защитного газа.
Вместо заключения
Как вы понимаете, положение при сварке играет очень важную роль. Правильно выбрав угол наклона электрода и учтя особенности шва, который вам нужно сварить, вы сможете существенно улучшить качество своей работы. Делитесь этой статьей в социальных сетях и оставляйте комментарии. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]Пространственные положения швов при сварке
Главная страница » Пространственные положения швов при сварке
На этой странице показаны все пространственные положения сварочных швов, выполняемых электродами.Подборки марок электродов по применяемости в различных положениях смотрите ниже.
Международные обозначения
На рисунке показаны все положения, часть марок электродов пригодна для сварки в любых положениях. Если для марки электрода то или иное положение неприемлемо, то схема по сути не меняется, просто отсутствуют соответствующие стрелки.
Наклонное положение называют также тавровым и «в лодочку».
Все положения (1)

Все, кроме вертикального сверху вниз (2)

Нижнее, горизонтальное и вертикальное снизу вверх (3)

Нижнее и нижнее «в лодочку», наклонное (4)

Все, кроме наклонного

Нижнее, нижнее в лодочку, горизонтальное и вертикальное снизу вверх

Горизонтальное, нижнее, потолочное, вертикальное снизу вверх

Нижнее, нижнее «в лодочку» и вертикальное снизу вверх

Нижнее

Горизонтальное

Вертикальное снизу вверх и нижнее

Вертикальное снизу вверх, нижнее и потолочное

Нижнее, наклонное, вертикальное «сверху-вниз», потолочное и вертикальное «снизу-вверх» (все, кроме горизонтального)

Нижнее, вертикальное «снизу-вверх», потолочное и наклонное

Нижнее, наклонное, потолочное, горизонтальное

Нижнее, наклонное и горизонтальное

Нижнее и горизонтальное

Горизонтальное, вертикальное «снизу-вверх» и потолочное

Поиск по сайту
Марки
МаркиВыберите рубрику48Н48ХНCapillaCastolinGeKaKiswelKOBATEKNobitecPhoenixQUATTRO ELEMENTIUTPWearshieldZELLERАНВАНЖРАНОАНПАНЦВИВСНВСФВСЦЗИОИТСКТИЛЭЗМРМТГНИАТНИИОЗАОЗАНАОЗБОЗИОЗЛОЗНОЗРОЗСОЗЧОЗШОК ОК 46ПрочиеРОТЭКССЛТТМЛТМУУОНИУПЦЛЦНЦТЦУЭАСвежие записи
© 2012-2018 Информация на сайте носит справочный характер и не является публичной офертой // Вверхweldelec.com
Положение при сварке: особенности, виды и рекомендации
Важно соблюдать правильно положение при сварке. Кроме того, важно положение не только человека и сварочного аппарата, но и электрода, а также шва. Другими словами, от пространственного расположения конструкции, которую нужно соединить при помощи сварки, напрямую зависит технология сваривания, которая предусматривает и выбор правильного положения.
Нижнее положение
На сегодняшний день известно 4 вида положения при сварке. Оно может быть вертикальным, горизонтальным, нижним и потолочным.
Начать рассмотрение можно с нижнего положения. Чаще всего такой тип применяется в том случае, если проводится сварка несложной конструкции, а также к состоянию шва не предъявляется особых требований по качеству, прочности и т. д. Поверхности, которые необходимо сварить между собой, должны находиться в горизонтальном положении, а расположение электрода должно быть вертикальным.
Сварка в нижнем положении позволяет провести двухстороннюю сварку металла, если максимальная толщина материала не превышает 0,8 см. Можно проводить и одностороннюю сварку, но тогда максимальная толщина сокращается до 0,4 см.

Качество шва и параметры сварки в нижнем положении
Насколько качественным является данный шов? Какой бы способ сварки шва в нижнем положении не применялся, прочность будет достаточно высокой. Однако на качество соединения будут оказывать влияние некоторые факторы.
- Первый фактор - это это диаметр электрода, который использовался при сварке.
- Второй - толщина свариваемых элементов и наличие зазора между ними.
- Величина сварочного тока также будет иметь значение в данном случае.
Однако, несмотря на все это, нижнее положение при сварке считается наиболее производительным и оптимальным, когда необходимо соединить конструкции при помощи сварочного аппарата.
Но все же у метода имеется и существенный недостаток, который кроется в том, что есть риск образования прожога конструкции. На данный момент, специалисты при составлении проекта все же стараются использовать именно такое положение при сварке, так как оно считается наилучшим. Что касается видов соединения, которые можно выполнить, используя нижнее положение, то их два:
- Первый - это сварные соединения стыков.
- Второй - это сварные соединения углового типа.

Второй тип
При сварке в горизонтальном положении необходимо, чтобы элементы, которые нужно соединить, располагались вертикально, а электрод - горизонтально. Шов же в таком случае должен быть горизонтальным.
Здесь начинаются некоторые сложности, так как такое расположение затрудняет работу специалиста. Кроме того, положение считается неблагоприятным для работы еще и потому, что есть вероятность вытекания расплавленного металла из сварочной ванны. В таком случае металл может попасть на кромку материала, который расположен ниже. Из-за этого приходится делать косой подрез кромки выше, а нижнюю деталь оставлять без изменений, прежде, чем приступить к самой сварке. Это действие поможет избежать брака, который может возникнуть в том случае, если металл вытечет, так как тогда придется осуществлять подрез верхнего слоя сварочного шва.
Если подвести небольшой итог, то можно сказать, что такое положение при сварке также может быть использовано без проблем, если предварительно правильно обработать кромки, а специалист будет иметь опыт проведения именно такого типа работ.

Третий тип положения
При работе в вертикальном положении, электрод должен располагаться горизонтально, а рабочая поверхность вертикально. Положение шва при сварке в таком случае останется вертикальным. Здесь присутствует та же проблема, что и в предыдущем случае. Капли расплавленного металла будут стремиться вниз из-за силы тяжести. Поэтому без специальной подготовки поверхности, вероятность брака очень высока.

Рекомендации к выполнению сварочных работ
Есть несколько пунктов, которые необходимо обязательно учесть в том случае, если необходимо провести сварку в вертикальном положении.
- Выполнять сварочные работы можно лишь при помощи короткой дуги. Только в этом случае можно добиться такого эффекта, при котором метал будет проникать в кратер сварного шва.
- Такое положение при сварке вынуждает использовать лишь те электроды, которые характеризуются повышенной вязкостью сварочной ванны, чтобы минимизировать стекание металлического расплава.
- Процесс сваривания может выполняться лишь сверху-вниз либо снизу-вверх. Если использовать первый способ, то можно существенно повысить производительность работы, но при этом неизбежно ухудшится качество шва. Если применять второй способ, то все будет наоборот, качества шва повысится, а вот производительность будет крайне малой.

Последний тип расположения. Потолочный
Здесь стоит начать с того, что такой вид сварного шва считается наиболее трудновыполнимым. Из-за этого предъявляются самые высокие требования к квалификации специалиста, который будет его выполнять. Сварка в потолочном положении требует располагать электрод вертикально, а свариваемые элементы горизонтально. Что же касается шва, то он будет снизу свариваемых кромок. Другими словами, можно сказать, что это сварка, которая проходит в нижнем положении, но при этом перевернута на 180 градусов. Наибольший риск заключается в том, что расплавленный металл будет стекать вниз вовсе без попадания в сварочную ванну.
Здесь, как и в предыдущем случае, имеется несколько рекомендаций, которые должны быть обязательно выполнены.
- Длина дуги должна быть минимально короткой, как и ток.
- Здесь необходимо использовать электроды, которые характеризуются малым диаметром, а также высокой тугоплавкостью, чтобы была возможность удержать капли расплава при помощи натяжения.
- Во время сварки необходимо производить изменение дистанции между электродом и покрытием, то есть приближать или отдалять сварочный аппарат.
Стоит также отметить, что данный способ не используется вовсе, если толщина металла достаточно малая. Это обусловлено тем, что неизбежно будут появляться пузырьки газа, которые будут ухудшать качество сварного шва. Все это привело к тому, что такое положение при сварке применяется только тогда, когда другие типы не осуществимы вовсе с технической точки зрения.

Положение электрода
При сварке положение электрода также играет очень важную роль. К примеру, если работы ведутся в нижем положении, то качество шва будет сильно колебаться в зависимости от жидкого шлака. Правильное расположение электрода в данном случае позволит сварщику контролировать процесс выделения шлака, а значит и регулировать качество шва. В настоящее время имеется три основных вида расположения этого элемента.
Первый тип - это вперед под углом. В данном случае жидкий шлак будет образовываться и бежать вперед, что будет мешать сварочному процессу. По этой причине использовать такой вариант положения стоит лишь в труднодоступных местах, где другие положения электрода исключены.
Еще один способ под углом назад. Такой метод чаще всего применяется для сварки стыков и углов конструкции.
Последний вариант - это сварка под углом в 90 градусов. Данное положение позволит контролировать жидкий шлак и его распространение. Он будет следовать за сварочной ванной, что будет благоприятно сказываться на качестве сварного шва.

Расстояние
Стоит обратить внимание на такую вещь, как расстояние между электродом и деталью. За этим параметром очень важно следить, так как это также будет оказывать влияние на качество и шероховатость шва. На сегодняшний день считается, что оптимальная длина дуги - это 2-3 мм.
Если электрод расположен практически в упор к детали, то необходимо применять лишь токи с высоким и средним значением. А движения не должны быть колебательного или же поперечного типа.
Есть вариант, при котором расстояние от электрода до элемента будет составлять ровно 50 % от численного значения диаметра этого расходника. Таким образом, можно значительно понизить ширину шва, к примеру. Возможно проведение сварочных работ, во время которых, расстояние будет равно 150 % от диаметра электрода.
fb.ru
Положение шва при сварке - Энциклопедия по машиностроению XXL
Возможное положение шва при сварке [c.32]
Выбор способа сварки зависит также, от пространственного положения шва. При. сварке швов в нижнем положении выбор способа сварки, как указывалось ранее, зависит от толщины металла. Сварку вертикальных швов снизу вверх выполняют левым способом (рис. 7, а). Сварку на вертикальных поверхностях горизонтальными швами выполняют левым способом, направляя пламя горелки на заваренный шов (рис. 7, б). Для предупреждения вытекания расплавленного металла сварочную ванну формируют с небольшим перекосом. Потолочные швы (рис. 7, в) легче сваривать правым способом, так как в этом случае газовый поток пламени направлен непосредственно на шов и тем самым препятствует вытеканию металла из сварочной ванны. [c.101]
Примечания. 1. Обозначения указаны по ГОСТ 5264—58. 2. Режимы тока даны для сварки в нижнем положении шва. При сварке в вертикальном положении ток уменьшается на 5—7%, в потолочном — ыа 8—12%, 3. л — число слоев. [c.50]Основной материал (пластины или отрезки труб), выдаваемый при испытании сварщиков, должен быть заклеймен цифрами, буквами или несмываемой краской так, чтобы можно было установить фамилии сварщиков, производивших сварку образцов, и положение шва при сварке. [c.490]
По положению шва при сварке швы подразделяются (рис. .2, ж) на нижние, вертикальные и потолочные. Швы, накладываемые при вертикальном положении деталей по горизонтали, называют горизонтальными. [c.256]
Марка электродов Положение шва при сварке Вид термообработки Температура испытания в С [c.157]
Вид сварки Толщина стенки трубы в мм Положение шва при сварке Примечание [c.280]
Планки и отрезки труб выдаваемые для испытания, клеймятся (буквами и цифрами) таким образом, чтобы в дальнейшем можно было установить фамилию сварщика и положение шва при сварке [c.566]
Положение шва при сварке нижнее, горизонтальное, вертикальное (снизу вверх). [c.25]
Положение шва при сварке во всех пространственных положениях. [c.36]
Примечание. Положение шва при сварке вертикальное. Расход СО, 18— 2С л/нин. [c.55]
Положение шва при сварке нижнее. [c.72]
Ти п электрода, ха рактеристика Класс электродов Толщина покрытия Характеристика качества Положение шва при сварке Характеристика цепи тока [c.147]
Введение дополнительных символов, а также указания на пространственное положение шва при сварке или на вид неразрушающих методов испыта- [c.166]
Пространственное положение шва при сварке Все пространственные положения Преимущественно нижнее, при прочих пололциклическом нагружении обработать грубо чешуйчатую поверхность шва Все Пространственные положения [c.167]
Пространственное положение шва при сварке. Если нельзя избежать сварки в вынужденном пространственном положении, то эффект надреза шва, обусловленный неравномерным чешуйчатым строением его поверхности, следует устранить шлифовкой головки шва. [c.169]
Положение шва при сварке любые пространственные положения. [c.183]
Положение шва при сварке преимущественно нижнее, вертикальное (сверху вниз и снизу вверх), горизонтальное. [c.196]
Положение шва при сварке преимущественно нижнее, вертикальное (снизу вверх и сверху вниз), горизонтальное. [c.199]
Положение шва при сварке преимущественно горизонтальное. [c.202]
Положение шва при сварке нижнее, горизонтальное, вертикальное (снизу вверх и сверху вниз), горизонтальное на вертикальной поверхности. потолочное. [c.204]
Тип элек -трода Марка электрода Род тока н полярность Возможное положение шва при сварке 6 s s а = h с о о с X L н = о 5 Е 2 к Q-v О й К S к Q,. ТО (J О л -X [c.23]
Подрезы (рис. 83) представляют собой углубления в основном металле, идущие по краям сварного шва. Глубина подреза может достигать нескольких миллиметров. Причиной образования подрезов может быть большая сила тока и повышенное напряжение, смещение электрода относительно оси шва, неудобное пространственное положение шва при сварке, небрежность или недостаточная квалификация сварщика. Незаполнение углубления металлом и появление подреза определяются соотношением скорости кристаллизации металла шва и заполнения углубления жидким металлом. Поэтому устранить подрезы можно, уменьшив скорость кристаллизации или увеличив скорость заполнения углубления металлом. Обычно снижают скорость кристаллизации за счет уменьшения скорости сварки, предварительного подогрева деталей или применения многоэлектродной сварки, однако влияние предварительного подогрева, очевидно, связано не только со снижением скорости кристаллизации металла, но и с улучшением смачиваемости твердого металла расплавленным металлом вследствие меньшей разности температур между ними. Уменьшая рабочую толщину металла, подрезы являются местными концентраторами напряжений от рабочих нагрузок и могут привести к разрушению сварных швов в процессе эксплуатации конструкций. Причем более опасными являются подрезы, расположенные поперек действующих на них усилий в угловых и стыковых швах. При сварке на больших токах и высоких скоростях иногда отмечается отсутствие зоны сплавления между основным и наплавленным металлами. При срарнении этого дефекта с подрезами выясняется, что [c.229]| Рис. 6.14. Возможные пространственные положения шва при сварке С — нижнее 6 вертикальное з — гори.- Онталььсе — потолочное | 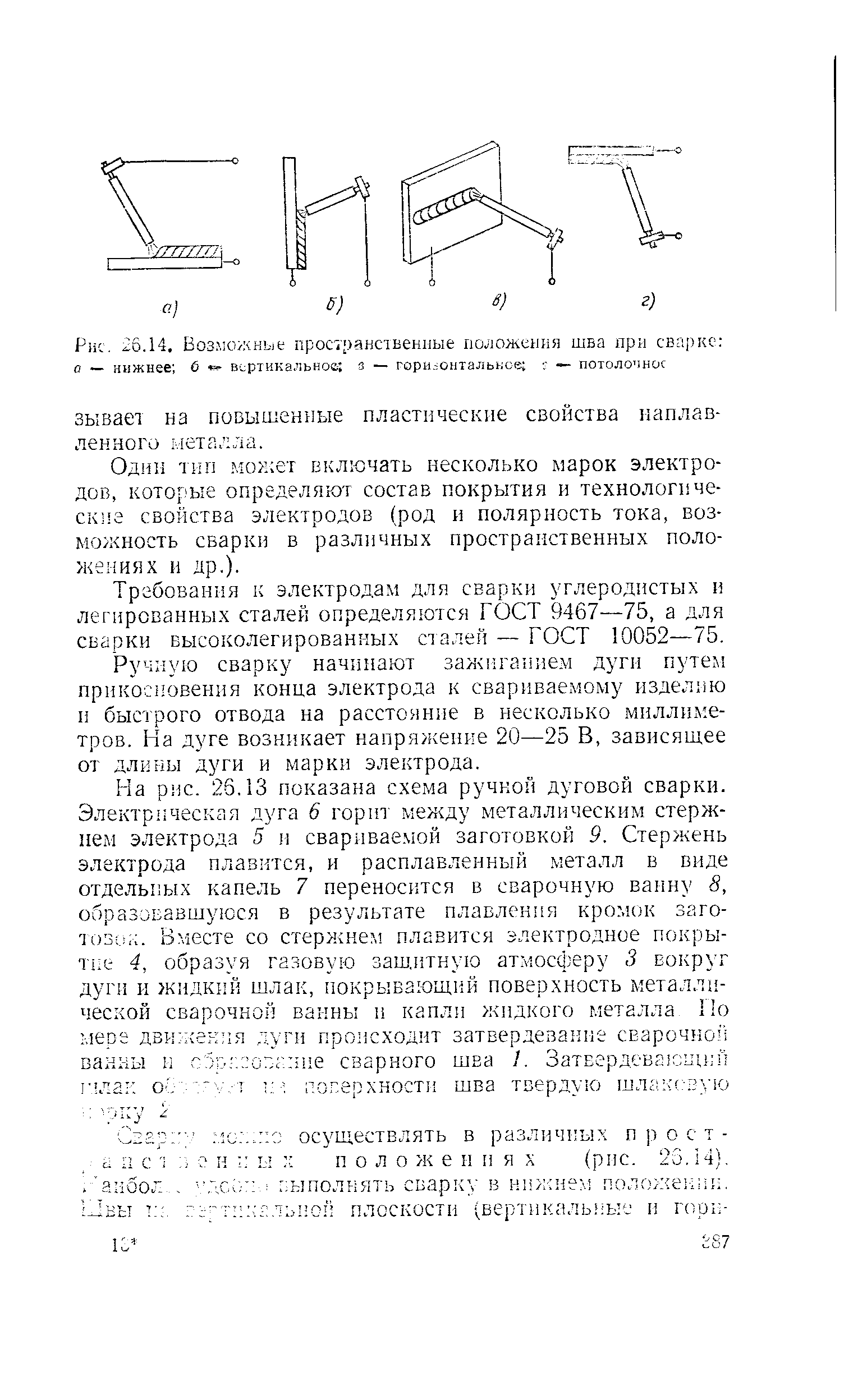 |
Положение шва при сварке вертикальное (иижнее) [c.52]
Положение шва при сварке плоскость вращения дугв. Форма соединений [c.56]
Положение шва при сварке ннжнее, горизонтальное, вертикальное (снизу вверх), вертикальное (сверху вниз), горизонтальное на вертикальной поверхности, потолочное горелка с быстросваривающим соплом предпочтительнее нижнее и горизонтальное положение шва. [c.172]
Область применения Положение шва при сварке в любых пространственных положениях. Изделия толщина 5 > 2 мм ручная сварка враструб трубы диаметром О С 50 мм машинная сварка враструб трубы диаметром О 50 мм сварка в выточку труб, панелей, ( асонных деталей. Материал твердый полиэтилен, мягкий полиэтилен, полипропилен. Общая продолжительность сварки > 60 с. [c.187]
Положение шва при сварке ручная сварка — нпжнее, горизонтальное, вертикальное (снизу вверх и сверху вниз), горизонтальное на вертикальной поверхиостп, потолочное машинная сварка — преимущественно нижнее. [c.193]
mash-xxl.info