Особенности работы сварочного осциллятора. Осциллятор сварочный
Сварочный осциллятор
У большинства хозяйственных мужчин найдется в запасах аппарат для сварки. Сварочный осциллятор подходит для выполнения сварки алюминия или нержавеющей стали.

Сварочный осциллятор используется для сварки алюминия и нержавеющей стали.
Это специализированный прибор, возбуждающий и стабилизирующий дугу и практикуемый в работе с серийными источниками питания переменного и постоянного тока. Другими словами, это прибор, созданный для преобразования тока из промышленной частоты с низким напряжением в ток высокого напряжения (от 2000 до 6000 В) и с высокой частотой (150-500 кГц). Он является искровым генератором при затухающих колебаниях.
Принцип действия и особенности конструкции аппарата
Аппарат включает в себя:
- трансформатор повышающий (ПТ) с низкой частотой и с напряжением вторичным в 2 или 3 кВ;
- разрядное устройство;
- контур колебания, содержащий индуктивность, емкость, конденсатор блокирующий и обмотку для связи.

Функциональная схема осциллятора.
В осцилляторе сварочном обмотку формирует трансформатор В (высокочастотный). В полупериоде вторичное напряжение ПТ подзаряжает конденсатор и в тот миг, когда достигнута конкретная величина, провоцирует интенсивный пробой в разряднике. Вследствие этого контур при колебаниях становится закороченным, и образуются в нем затухающие колебания с определенной резонансной частотой.
При помощи обмотки и конденсатора высокочастотные колебания прикасаются к дуговому промежутку. Для напряжения в источнике питания блокировочный конденсатор предупреждает процесс шунтирования при помощи обмотки в дуговом промежутке. Дроссель, подключенный к сварочной цепи, изолирует обмотку в сварочном аппарате от пробоя. Как правило, сварочные осцилляторы обладают мощностью в 250-300 Вт. А импульсная продолжительность исчисляет всего десятки микросекунд.
Осцилляторы организуют проведение на цепь для сварки тока высокого напряжения и высокой частоты.
Распределяются они на 2 вида:
- возбудители в сварочной дуге с непрерывным действием;
- возбудители в сварочной дуге с импульсным питанием.
Вернуться к оглавлению
Возбудители дуги с непрерывным действием

Схема 1. Схема горения дуги при высокой частоте с условием малого сварочного тока в источнике.
Это осцилляторы для сварки, работающие одновременно с питающим источником в дуге. Возбуждение дуги становится возможным благодаря наложению на провода тока с высоким напряжением и частотой. Хотим отметить, что при выполнении мер безопасности этот ток не опасен для сварщика, но при этом он способен возбуждать дугу для сварки без касания к электроду в изделии.
Помимо этого, за счет высокой частоты сохраняется достаточное горение дуги даже при условии малого сварочного тока в ведущем источнике (Схема 1).
На схеме продемонстрировано, что в цепь для сварки и в цепь переменного тока устройство подключено параллельно. Стабильное функционирование фильтра для помех (ПЗ), содержащего конденсаторы и батареи, организует предохранитель Пр1..Увеличивает напряжение (до 6 кВ) низкочастотный трансформатор (Т1) с более высоким напряжением.
Наряду с высоковольтным трансформатором Т1 расположен искровой генератор. Состоит он из конденсаторов (Сг), разрядника (ФВ), напряжения (Т2) и высокочастотной обмотки.
Генератор этот выполняет роль колебательного контура, за счет чего импульсы тока с огромной скоростью собираются в конденсаторе, а затем разряжаются в искровом разряднике, обеспечивая этим высокочастотные особенности трансформатора (Т2).

Схема 2. Схема соединения катушки к сварочной дуге.
Конденсатор (Сп) служит защитником в источнике напряжения, а от пробоев в фильтре (Сп) обмотку в трансформаторе спасает предохранитель (Пр2). Осциллятор, таким образом, способен впитывать энергию не только в сети, но и напрямую от сварочной цепи.
Осцилляторы, подключенные последовательным способом, являются более результативными, ведь они не нуждаются в транспортировке в цепь источника специализированной защитной системы, направленной против высокого напряжения.
Схема 2 демонстрирует, что катушка (1к) подсоединена последовательно к сварочной дуге, а другие детали соответствуют схеме 1. В процессе работы от разрядника исходят негромкие звуки в виде потрескивания.
В тот момент, когда аппарат выключен из сети, при помощи регулировочного винта можно настроить искровой зазор размером от 1,6 до 2 миллиметров.
Обратите внимание! При необходимости установки оборудования следует привлечь к этому делу профессионалов. Самостоятельно, при отсутствии необходимых знаний электротехнической направленности, осуществлять ремонт очень опасно.
Вернуться к оглавлению
Возбудители дуги с импульсным питанием
Сварка с применением переменного тока нуждается в возбудителях импульсного питания. Тогда они на базе стартового возбуждения дуги будут провоцировать (при изменении полярности тока) ее зажигание. С одной стороны, осцилляторный агрегат соответствуют этому условию, но с другой — они не достаточно эффективно совершают дополнительное зажигание во время изменения в источнике полярности переменного тока.

Принципиальная электрическая схема возбудителя дуги с импульсным питанием.
Вследствие этого начинаются колебания функционирующего в этот момент сварочного тока и происходит ухудшение качества сварки. Помимо этого, стоит отметить, что осцилляторы, которые не синхронизированы, устраивают серьезные радиопомехи.
Еще одним методом возбудить дугу без контакта является использование импульсных генераторов. В них применяются емкости для накопления, заряжающиеся от специфического устройства для подзарядки, а в те секунды, когда возбуждение дуги происходит повторно, отдают заряд дуговому промежутку.
При помощи сварочного аппарата, а также осциллятора на переменном токе вполне реально осуществлять сварку, помимо стандартных электродов, еще и электродами для нержавейки и внедрять спецоборудование для сварки аргоном.
Проводить сварку цветного металла, нержавеющей стали следует на токе (постоянном) с прямой полярностью.
А процедуру сварки алюминия необходимо осуществлять на токе переменном!
Вернуться к оглавлению
Условия эксплуатационного использования и меры предосторожности

Конструкция сварочного осциллятора.
- Перед введением в использование с агрегатом стоит пройти регистрацию в организации инспектирования электросвязи.
- Разрешено использовать аппарат как в закрытых, так и в открытых помещениях.
- На открытой территории применять при осадках запрещено. Температура воздуха, при которой можно включать осциллятор, колеблется от 10 градусов мороза до 40 градусов тепла.
- Влажность воздуха не должна превышать 98 процентов.
- Разрешена эксплуатация при атмосферном давлении от 85 до 106 кПа.
- Ни в коем случае нельзя использовать осциллятор сварочного аппарата в обстановке, воздух которой пропитан пылью (с содержанием едких паров и газов, разрушающих изоляцию и металлы).
- Приступать к работе только в том случае, если имеется надежное заземление.
Вернуться к оглавлению
Меры безопасности
- Всегда контролировать правильность присоединения в сварочную цепь и проверять, исправны ли контакты.
- Проводить работу только в специальном кожухе (снимать его только тогда, когда аппарат отключен от источника питания).
- Проверять состояние поверхности в разряднике (если образовался нагар, счистить его при помощи наждачной бумаги).
Сварочный осциллятор можно приобрести в строительном магазине, а можно собрать своими силами. Неважно, какой путь выберете вы, главное, что при соблюдении техники безопасности в обращении с ним, осциллятор станет верным помощником в работе.
expertsvarki.ru
Осциллятор для сварки: принцип работы и применение
При необходимости заварить швы с дефектами или сварить металлоконструкции из стали сварщики используют электроды с покрытием и инвертор, выдающий постоянный ток. Также в сварке нержавеющей стали часто применяются вольфрамовые электроды. Вне зависимости от выбранного электрода или модели сварочника часто возникает проблема правильного и быстрого розжига дуги. Чтобы решить эту проблему достаточно подключить в цепочку оборудования сварочный осциллятор.

В этой статье мы расскажем, что такое осциллятор в сочетании с остальным сварочным оборудованием, каков принцип действия и как применять его в своей работе.
Содержание статьи
Общая информация
Сварочный осциллятор для сварки алюминия или любого другого металла — это прибор, генерирующий ток высокой частоты. Благодаря этому току электрод лучше взаимодействует с поверхностью металла. Чтобы использовать осциллятор нужен сварочный аппарат и держатель электродов. В данном случае осциллятор устанавливается между ними. Наиболее известные модели осцилляторов: ОССД 300 и ОССД 400, ОП 240, ОП 400.

В целом, такие приборы работают по следующему принципу: осциллятор генерирует кратковременный электрический импульс, зажигая дугу. Импульс исчезает сразу после розжига дуги. При этом нет необходимости в физическом контакте электрода и поверхности металла. Со стороны этот импульс выглядит, как маленький разряд молнии между концом электрода и свариваемой поверхностью. Кстати, осциллятор можно сделать своими руками.
Устройство
Большинство осцилляторов, представленных в магазинах, имеют схожее строение и состоят из выпрямителя, конденсаторов (накапливающих заряд), источника питания, отдельного узла (отвечающего за генерирование электрического импульса) с колебательным контуром и разрядником, блока управления, датчика напряжения и повышающего трансформатора. В моделях для работы с аргоном также есть газовый клапан.
Принцип работы
Прибор не просто генерирует электрический импульс, он изменяет входящее напряжение, повышая его частоту и вольтаж. Весь этот процесс занимает секунду. Давайте подробнее остановимся на принципе работы осциллятора.

Сначала запускается электрическая цепь путем нажатия на кнопку горелки. Выпрямитель выравнивает поступающий ток, переводя его в однонаправленное состояние. Затем ток накапливается в конденсаторах. Впоследствии ток высвобождается и попадает в колебательный контур. Именно здесь повышается вольтаж. Если прибор предназначен для сварки аргоном, то одновременно открывается газовый клапан.
Образуется тот самый импульс, с виду напоминающий молнию. Он связывает конец электрода и поверхность свариваемого металла. К металлу предварительно подсоединяют кабель массы. Вот и все! Сварочный аппарат, включенный в эту цепь, позволяет сварить детали. А осциллятор сварочный (например, модель ОССД 300 или ОП 240, ОП 400) обеспечивает стабильное горение дуги.
Особенности
Существует несколько типов осцилляторов и все они применяются для конкретных задач. Но мы начнем с характеристик, которые объединяют все типы осцилляторов. Итак, все приборы способны преобразовывать ток до 5000В и повышать частоту до 500 кГц.
Теперь о различиях. Существует осциллятор для сварки алюминия или любого другого металла, который работает непрерывно. Благодаря непрерывному действию обеспечивается стабильное горение дуги. К этому типу относится большинство современных приборов, продающихся в магазине. Такой осциллятор следует подключать последовательно, чтобы избежать повышенного напряжения, из-за которого вы можете пострадать. Не забывайте соблюдать технику безопасности на рабочем месте. С помощью таких приборов можно вести сварку с использованием малого значения тока и легко разжигать дугу. Зачастую такой осциллятор устанавливают на сварочный инвертор или трансформатор, для работы с электродами с покрытием.

Также есть осцилляторы для бесконтактного возбуждения дуги при сварке с использованием аргоновых аппаратов. Они отличаются тем, что имеют газовый клапан. Обычно сварку аргоном производят с помощью вольфрамовых электродов, которые могут часто тупиться при поджиге методом постукивания. Из-за этого шов получается неаккуратным и неровным, а дуга горит нестабильно. Вы, конечно, можете постоянно затачивать электрод, но мы все же рекомендуем использовать осциллятор.
Применение
Начинающие сварщики часто пытаются зажечь сварочную дугу методом постукивания или чирканья, даже если это требует массу времени и сил. Упростите себе задачу, ведь осциллятор сварочный специально разработан, чтобы без труда возбудить дугу и сварить цветные металлы. Вы без труда сделаете качественный и прочный шов на деталях из нержавеющей стали или алюминия. Также осцилляторы устанавливают на сварочный аппарат, предназначенный для плазменной резки.Также прибор можно применять при сварке тонких металлов. Достаточно установить минимальное значение тока в инверторе и включить в цепь осциллятор. Дуга не будет прерываться даже на крайне маленьких значениях тока, что особенно удобно при сварке непрерывных длинных швов.
Вместо заключения
Сварка с осциллятором (например, с моделью ОССД 300 или ОП 240) упрощает и ускоряет сварочные работы, экономя расходники. Не нужно беспокоиться о стабильности горения дуги и о том, как быстро зажечь ее. Особые умельцы могут сделать осциллятор своими руками. Испробуйте осциллятор сварочный и поделитесь своим опытом в комментариях к нашей статье. Желаем удачи!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
это что такое? Принцип работы осциллятора
Осциллятор – это сварочное приспособление, которое облегчает проведение соответствующих работ с элементами из алюминия, другого цветмета и нержавейки. Подобное устройство помогает эффективно выполнить поджог сварочной дуги и поддержать ее стабильность. Прибор имеет как производственное, так и бытовое применение.

Как устроен агрегат?
Осциллятор, принцип работы которого заключается в формировании высокочастотным трансформатором подзарядки конденсатора и поддержании дальнейшей конкретной величины дуги, состоит из следующих элементов:
- Повышающего низкочастотного трансформатора (ПТ), обладающего вторичным напряжением 2-3 кВт.
- Разрядника (передаточного устройства).
- Индуктивного контура колебаний.
- Рабочей емкости.
- Блокирующего конденсатора.
- Предохранительной обмотки.
Через последний элемент конденсатор колебания высокой частоты прикасается к дуговому образованию. В нем напряжение источника питания не подвержено шунтированию. Дроссель, взаимодействующий с рабочей цепью, выполняет роль изолятора обмотки в аппарате от пробоя. Чаще всего используются варочные осцилляторы, мощность которых составляет 250-300 Вт. На продолжительность импульсов хватает буквально десятой доли секунды.
Импульсные приборы
Осциллятор – это устройство, которое подразделено на два типа. Прибор с импульсным питанием позволяет спровоцировать на начальном возникновении дуги ее постоянство при переменном токе. При выполнении сварки могут появляться колебания используемого тока, что иногда может вызывать ухудшение качества работ. Чтобы этого избежать, осцилляторы синхронизируются.

Часто для возбуждения бесконтактной дуги используются генераторы импульсного типа, в которых имеются накапливаемые резервуары, подзаряжающиеся от специального устройства. С учетом того момента, что фазное изменение сварочного тока в рабочем процессе не всегда стабильно, для организации надежной функциональности генератора требуется прибор, синхронизирующий разряд емкости в тех случаях, когда ток из дуги проходит через ноль.
На переменном токе осциллятор применяется для сварки как обычными электродами, так и элементами, применяющимися для работы с нержавейкой, цветными металлами, обработки аргоном.
Агрегаты непрерывного действия
Подобные приборы функционируют синхронно с питающим источником. Процесс возбуждение происходит посредством наложения на токоведущие части высокого напряжения и частоты. Данный ток не представляет опасности для работника, зато способен возбуждать сварочную дугу без соприкосновения электрода и обрабатываемого предмета, а за счет высокой частоты сохраняется достаточное горение дуги.
Осциллятор, виды которого имеют последовательное подключение, считаются более результативным. Ему не требуется активация в цепи источника специальной защитной системы от чрезмерного напряжения. Катушка подсоединяется последовательно к дуге. При работе разрядник издает негромкое потрескивание.
На выключенном из сети агрегате регулировочным винтом можно откорректировать искровой зазор в диапазоне от 1,5 до 2 миллиметров. Установку подобного оборудования следует доверять специалистам, поскольку непрофессиональный монтаж может угрожать здоровью и жизни работника, эксплуатирующего устройство.
Эксплуатационные условия
Осциллятор – это прибор, регистрация которого требуется в органах инспектирования электросвязи. К остальным условиям эксплуатации относятся такие требования и возможности:
- Агрегат может использоваться в закрытых помещениях и на улице.
- При дожде и снеге работать с прибором на открытом воздухе запрещено.
- Температурный режим функционирования находится в пределах от минус десяти до плюс сорока градусов.
- Эксплуатация устройства допускается при атмосферном давлении от 85 до 106 кПа и влажности не выше 98 процентов.
- Категорически не рекомендуется использовать аппарат в запыленных помещениях, особенно, где содержаться едкие газы или пары.
- Прежде, чем приступить к работе, необходимо позаботиться о надежном заземлении.

Безопасность
Чтобы понять, что такое осциллятор, для чего нужен, необходимо иметь минимальные навыки сварщика. Основные различия рассматриваемых устройств и принцип их действия приведены выше. При работе с подобными приспособлениями следует соблюдать определенные меры безопасности.
Необходимо постоянно контролировать правильность подсоединения в сварочную цепь и проверять контакты на исправность. Кроме того, следует работать с использованием защитного кожуха, который снимать и одевать нужно при выключенном от сети аппарате. Также надо периодически проверять состояние поверхности разрядника (очищать его наждачкой от нагара).
Где приобрести?
Осциллятор – это прибор, который можно купить в специализированных магазинах либо сделать своими руками. Самостоятельное его изготовление требует познания в подключении электрических схем и правильном подборе составных элементов, главным из которых является высоковольтный трансформатор.
Сделать самодельную модель можно по наиболее простой схеме. В комплект входит регулирующий напряжение (от 220 до 3 000 В) трансформатор и разрядник, выдерживающий проход мощной электрической искры.
Прибор управляется при помощи кнопки, синхронно активирующей разрядник и поступление защитного газа в район выполнения сварочных работ. Непосредственно импульсы высокой частоты, обеспечивающие эффективность процесса, вырабатываются разрядником и трансформатором, имеющим высокий вольтаж. На выходе подобное приспособление обладает положительным и отрицательным контактами. Первый подает токи от трансформатора, подсоединяется к горелке сварочного агрегата, второй – напрямую к обрабатываемым элементам.

Особенности
Для того чтобы самостоятельно изготовить данное оборудование, которое существенно облегчает сварку деталей из цветных металлов и нержавеющей стали, достаточно иметь минимальные знания электротехники и навыки сборки электрических устройств.
Главное, что нужно учитывать при сборке и использовании самодельного осциллятора, – это строгое соблюдение техники безопасности при эксплуатации электроприборов. Важно придерживаться правильности сборки электрических схем, а также применять для этого только те элементы, которые имеют оптимальные характеристики.
Вывод
Сварочный прибор осциллятор, что это такое, было рассмотрено выше. В общем можно обозначить его, как устройство, позволяющее создавать рабочую дугу, не дотрагиваясь электродом к поверхности обрабатываемых компонентов. Также оно обеспечивает дуговую стабильность.

Подобная функциональность агрегата гарантируется тем, что электроток, поступающий от сварочного оборудования, взаимодействует с аналогичной величиной высокой частоты и большим показателем напряжения. Особенно существенная помощь от рассматриваемого прибора наблюдается при работе с цветметом и нержавейкой. Большим плюсом является тот момент, что осциллятор можно собрать своими руками, не обладая при этом сверхспособностями и знаниями строения и размещения элементов электроприборов.
fb.ru
Осциллятор для сварочного аппарата от Nexor » Портал инженера
 |  |
ТРАНСФОРМАТОР
Трансформатор марки ТС180-2 (можно взять и другой, просто этот подошел идеально для простого и быстрого изготовления), обязательно с повышенным электромагнитным рассеянием (2х катушечный как раз таким и является, при намотке обмоток на разные катушки). Первичка на одной катушке, а вторичка на другой.
Первичка соответственно на 220 вольт, а вторичка на 1000 В.
При использовании данного трансформатора (ТС 180-2) первичку можно не мотать, а последовательно соединить несколько обмоток уже имеющихся на катушке этого трансформатора, а именно 3 самые большие обмотки (номиналы имеются на каркасе трансформатора, это 127В, 59,5В и 43,5В), итого получится в сумме 230 вольт – это и будет первичка. Соединять нужно конец одной обмотки с началом другой (обмотки там обозначены цифрами, меньший номинал это начало, больший - конец).
Со второй катушки сматывем всю обмотку (запоминаем в какую сторону она была намотана, в туже сторону будем мотать и наши 1000 вольт, хотя здесь направление намотки вторичной обмотки не имеет значения, но я всё-таки перестраховался). Ну а вторичку мотаем проводом в лаковой изоляции диаметром 0,2…0,25 мм, например марки ПЭТВ-2. Если брать диаметр провода больше, то надо задаться вопросом - уместится ли обмотка. При диаметре провода 0,25 мм, катушка заполняется примерно на 2/3 (с учётом слоя изоляции между каждым слоем обмотки). Моточные параметры трансформатора: количество витков на вольт – 3,3 витка на вольт. Итого для обмотки 1000 вольт необходимо намотать 3300 витков. Точность не обязательна, вполне допустимо намотать 1000 вольт +/-100 вольт, т.е. 3000…3600 витков. Если используете другой трансформатор (например ТС 160 или другой), то сматывая обмотку подсчитайте количество её витков. Поделив количество витков на её напряжение получим количество витков на вольт.
Каждый слой изолировать друг от друга. Я использовал канцелярскую липкую бумажную ленту, она хорошо держит провод и мотать последующий слой становится удобно. Можно воспользоваться и другими изоляторами, например лакоткань или обычная трансформаторная бумага. Важно чтобы первые слои высоковольтной обмотки не пересекались с последующими слоями. Это может произойти по краям катушки, когда витки скатываются между каркасом катушки и слоями обмоток. Поэтому липкая лента должна заходить на щёчки катушки – это не даст проводу провалиться в злополучную щель. Мотать не обязательно ровно виток к витку, мотайте “навалом”, пусть не совсем ровно, зато быстро и на мой взгляд даже лучше. Мотайте как будто это катушка с нитками, не забывая, изолировать каждый последующий слой от предыдущего и следите, чтобы крайние витки не скатились к предыдущим слоям.
Когда намотаем все 1000 вольт, то с наружи катушку можно обернуть толстой бумагой (та которую смотали при разборке этой катушке, на ней ещё номиналы обмоток написаны) – тогда на вид получится, будто трансформатор и вовсе не разбирали. Между половинками трансформаторного железа я проложил диэлектрические прокладки толщиной 1 мм из нескольких слоёв плотной бумаги (можно использовать текстолит). На мой взгляд это понизило токи в разряднике, но не обошлось и без побочных эффектов: ток холостого хода трансформатора увеличился и он стал больше греться, но не намного. В осцилляторе ОСМ-2М трансформатор Ш-образный и там нет этих прокладок. Трансформатор показанный на схеме №1 я тоже не разбирал, поэтому зазор – это моя причуда. Делать зазор или нет, решать вам. Мне показалось, что с ним разрядник деградирует меньше.
Трансформатор готов, откладываем его в сторону.
РАЗРЯДНИК
Далее разрядник – это 2 вольфрамовых электрода диаметром 3 мм (или более), с зазором около 0,2 мм между собой или меньше, но не менее 0 - хотя это не смертельно, по крайней мере не на долго. Электроды можно взять у сварщика (огарок от аргонно-дуговой сварки), можно также купить в магазине специализирующемся на сварочном оборудовании. Диаметр электродов 3 мм или более. Совсем тонкий тоже брать не желательно. Я брал Ф3мм. Торцы электродов ровные (не заострённые).
По версии “ВВ” если торцы разрядника выполнены в виде, скажем, двух встречных иголок, то ударного разряда не происходит. Происходит плавное стекание заряда. Энергия разряда на пробой слабая, рассредоточена во времени. Другое дело, если встречные поверхности электродов представляют собой полированные (обязательно) части сфер (т.е. нет заостренных пиковых поверхностей). Стекания не происходит, а происходит до определенного момента накопление энергии, а затем лавинообразный пробой. Энергия разряда в единицу времени гораздо выше. Скруглить и заполировать легко и просто, можно сделать на алмазном круге. Идею “ВВ” почерпнул из эффекта Юткина (ударный разряд в жидкости).
Разрядник можно выполнить так: берём 2 небольших радиатора (ну скажем каждый со спичечный коробок), но желательно по больше. Радиаторы во время холостого хода почти не греются, а при работе осциллятора ощутимо нагреваются. Я брал радиаторы по больше, см рис.). В радиаторах делаем отверстие диаметром с электрод и вставляем электрод туда, с боку делаем резьбовое отверстие для фиксации электрода в радиаторе. В каждом радиаторе также делаем по одному резьбовому отверстию (М4 например) для крепления подводимых к разряднику проводов. Радиаторы (с уже вставленными электродами) крепим друг относительно друга, так чтобы зазор между электродами был 0,2 мм +/-0,1 мм. Соблюдать идеальную соосность не обязательно, искра будет пробивать там, где зазор минимальный, но если зазор будет больше 0,3 мм, то искры не будет и надо будет отрегулировать межэлектродный зазор. Для справки: 3000 вольт пробивают 1 мм воздушного зазора (это примерно и взято из расчёта электрошоковых устройств).
А вот пример моего разрядника:
 |  |
Радиаторы дюралевые. Был у меня 1 самодельный, я его пополам разрезал, отломал несколько зубьев и сделал площадку, чтобы было, куда прикрепить текстолитовую пластину (толщиной взял 8мм, но можно и поменьше – 6, 5 и даже 4 мм). Вольфрамовые электроды Ф3 стопорятся винтами М4 (между электродом и винтом я ещё алюминиевый пруток вставил).
Резьба винта для регулировки зазора выполнена двухступенчатой, М6 и М5. За счёт разности шагов (1мм и 0,8 мм соответственно) при вворачивании винта, радиаторы расходятся, и увеличивается зазор между электродами. Предел регулирования получился примерно 0…1,5 мм. Радиаторы закреплены на пластинке из стеклотекстолита толщиной 1,5 мм. Стеклотекстолит является диэлектриком и способен изгибаться в нужных пределах. Длина винта 60 мм.
На нижнем рисунке условно показан разрядник в крайнем раздвинутом положении. При раздвигании радиаторов видно, что текстолитовые пластины тоже наклоняются, пытаясь перегнуть винт, что не совсем хорошо, но этим можно пренебречь, т.к. текстолитовые пластины немного подогнутся, + зазоры в резьбовом соединении выберутся. От этого крепление станет только жёстче, даже стопорить винт – гайкой, нет необходимости (хотя я после настройки зазора все-таки гаечку на винт навернул. На фото её видно).
Напомню, что зазор между электродами составляет примерно 0,2 +/- 0,1 мм.
За 1 оборот винта, расхождение составляет на разность шагов (1-0,8=0,2 мм). Расстояние от низа до электродов и от электродов до винта равны, поэтому расхождение электродов составит 0,2/2=0,1 мм. Но это не принципиально, т.к. мы всё равно зазор выставляем не на рассчитанное расстояние, а на стабильное искрообразование (т.е. опытным путём). Таким образом, есть возможность немного регулировать мощность разряда на выходе осциллятора.
КОНДЕНСАТОРЫ
Конденсаторы обязательно высокочастотные. Такие как МБГЧ, ФТ-3, К78-2. Номиналы на схеме. По схеме видно, что последний шунтирующий конденсатор на 1000 вольт, хотя на выходе осциллятора получается напряжение несколько киловольт. Несмотря на это, данный конденсатор отлично справляется со своей задачей, в УДГ-501 стоит вроде на 400 вольт.
Я делал из обычных (не частотных) конденсаторов - ПКГТ-П, но при работе они сильно нагревались и осциллятор переставал работать, пока не остынет. Поэтому брать всякую ерунду типа МБМ и т.п. нельзя.
По консультации “Ильи” (ссылка на его вариант осциллятора - https://valvolodin.narod.ru/schems/oscill.html ), конденсатора ёмкостью 0,033 мкФ хватает для работы с длиной сварочного кабеля до 6 м. Если уменьшить этот номинал, то разряд будет рассасываться в кабеле и поджига дуги не получиться. Был вариант с ёмкостью этого конденсатора 0,0025 мкФ. На холостом ходу искру давал, а при подключении сварочных кабелей, разряд куда-то девался. Он то проскакивал, то исчезал.
ВЫСОКОЧАСТОТНЫЙ ТРАНСФОРМАТОР
Далее ферритовое кольцо К100х60х30 2000 НМ. Можно взять несколько колец потоньше и сложить их вместе для получения примерно такого же сечения.
Габариты кольца:
Наружный диаметр 100 мм
Внутренний диаметр 60 мм.
Ширина 15 мм – два сложенных вместе дают в сумме 30 мм.
На такое кольцо хорошо наматывается вторичная обмотка, которая будет выполнена толстым проводом. На меньший диаметр намотать будет сложнее. Кольцо обернуть чем нибудь по всей длине, например тканевой лентой (киперная лента) или лакотканью. Я обернул капроновой ленточкой. Для большей надёжности можно и лаком залить – я не стал, т.к. лака под рукой не было. Толщина феррита особой роли не играет. Можно взять поменьше и по тоньше. Участники форума конструировали на ферритах от строчных трансформаторов – два строчника сложенных вместе. Применение строчных трансформаторов также видел в промышленном осцилляторе УДГ-501. В нём стояло аж 8 строчников.
Моточные данные:
Сначала мотаем вторичку (6…8 витков) многожильным проводом в резиновой изоляции, сечением таким, по которому будет хорошо проходить ток от вашей сварки. На данное кольцо можно без проблем намотать проводом сечением 35 мм 2 (и даже наматывали 50 мм 2 в резиновой изоляции) – этого хватит, чтобы использовать его в паре с любыми установками. Напомню, что для использования этого устройства в паре с аргонодуговой сваркой достаточно провода сечением 16 мм 2 , т.к. ток там чаще всего не превышает 100…150 ампер. Но при сварке алюминия толщиной 30 мм, выходили на ток в 250 А, тут-то пластиковая изоляция провода, сечением 16 квадратов потекла, пришлось перемотать вторичку проводом в резиновой изоляции, сечением 50 квадратов. Перед намоткой, определитесь, совместно с каким устройством будет работать эта приставка. Я намотал проводом 25 мм 2 . Витки стягиваем пластмассовыми хомутиками (кабельный бандаж/кабельная стяжка) для фиксации провода на кольце. Достаточно через виток.
Первичка – 1 виток (получается эдакая петелька) многожильным проводом сечением 0,75 мм 2 , в пластиковой или резиновой изоляции. Этот провод ещё желательно поместить в пластиковую или резиновую трубочку (кембрик) для лучшей токоизоляции. Виток должен быть свободным (не в обтяжку) это хорошо скажется на мягкости дуги. Направление первичной и вторичной обмотки не имеет значения, но я опять таки на всякий случай наматывал в одном направлении.
 |
RC- ЦЕПОЧКА (ШУНТ)
Резистор на 22 Ома. Можно и несколько резисторов соединить с другими номиналами, так, чтобы в итоге получилось желаемое сопротивление. Мощность брать помощнее (ватт на 25), т.к. это основная деталь, отвечающая за то, будет ли сожжён ваш сварочный аппарат высоковольтными, высокочастотными импульсами, которые в отсутствие этого шунта пойдут через силовой транс. Резистор сильно греется.
Шунт состоит из резистора и конденсатора. Очень качественно запаяйте это соединение, если не хотите потом расплачиваться за спаленный дорогостоящий сварочный аппарат.
Важно: не перепутать концы, куда подключается шунт. Внимательно смотрите схему.
Я первый запуск делал с не правильно подключенным шунтом и спалил силовой мостик сварочника. Разряд виднелся и в самом силовом трансе и даже в водном автомате. К счастью транс не пострадал и после замены диодов он снова пошёл в бой.
Резистор нужен для ускорения затухания колебаний, вызванных работой осциллятора. Т.к. этот резистор сильно греется, то в последствии переделки я выкинул его и оставил только один конденсатор. Ёмкость конденсатора рекомендуется в пределах 0,5…10мкФ. У меня конденсатор 0,25 мкФ прекрасно работает. Для простоты этот шунт в виде конденсатора или конденсатора с резистором, можно закрепить на самом сварочном трансформаторе, тогда не придётся тянуть дополнительного провода от осциллятора.
Я испытывал работу шунта, подключив осциллятор к трансформатору 63 вата с выходным диодным мостиком на 100 Вольт. Мостик не пробило. Значит всё ОК.
СВАРОЧНЫЙ ТРАНСФОРМАТОР
В качестве силового блока можно использовать обычный сварочный трансформатор, промышленные аппараты, сварочные выпрямители (с диодным мостом), даже аппараты с жёсткой характеристикой (дугу зажгёт осциллятор). С инверторными сварочными не пробовал, и вам не советую, в случае неудачи, их починить будет сложнее.
МОНТАЖ
Провода подходящие к повышающему трансу достаточно сечением 0,35-0,5 мм 2 .
Провод от шунта к клеммам сварочного трансформатора желательно 2,5 мм 2 – чтобы не порвался.
Остальные провода, соединяемые конденсаторы и разрядник 1 мм 2 .
ПОДКЛЮЧЕНИЕ
От сварочного трансформатора идут 2 провода (один на землю, другой на держак).
Тот, что на держак цепляем на вход осциллятора, а сам держак цепляем на выход осциллятора. Вход и выход – это вторичная обмотка на ферритовом кольце (кто из них вход, а кто выход определяется подключением шунта, смотри схему). Второй конец от транса так и идёт на землю, но к нему ещё цепляем провод от шунта осциллятора.
Конструктивно осциллятор выглядит в виде коробки с габаритами 330х250х150 мм. Сзади клемма (болт М8) для силового кабеля и клемма поменьше (болт М5) от шунта, провод которой идёт на другой конец сварочного трансформатора. Спереди тумблер включения осциллятора и клемма (болт М8) от которой идёт провод на держак.
ВКЛЮЧЕНИЕ
Подаём питание 220 вольт на трансформатор (ТС180-2), между электродами разрядника начинает искриться, сопровождающееся соответствующим приятным жужжанием. При подносе сварочной горелки к детали в среде аргона, на расстоянии примерно 15 мм пробивается дуга (хотите меньше – уменьшите зазор в разряднике или уменьшите количество витков на ферритовом кольце). Как показала практика это вполне нормально (т.е. было бы достаточно и 10 мм, но и 15 мм не мешает). Если при включении, разряда в разряднике нет, то отрегулируйте в нём зазор. Осциллятор можно испытать и в холостую, для этого просто поднесите друг к другу оба конца вторичной обмотки намотанной на ферритовое кольцо. На расстоянии около 2-4 мм должен произойти пробой воздушного зазора. Напомню: здесь имеем воздух, а не аргон, и силовое напряжение от сварочника здесь тоже отсутствует (оно тоже играет свою роль).
МОДЕРНИЗАЦИЯ
Трансформатор можно взять и меньшей мощности. Осциллятор по схеме №2 в холостом режиме при отсутствии диэлектрических прокладок в трансформаторе потребляет ток 0,66 А, при вставленных прокладках S =1мм, потребляемый из сети ток составил 1,8 А. Если будете экспериментировать с этим зазором то имейте ввиду, что при увеличении зазора увеличивается ток холостого хода и тем больше греется трансформатор. При зазоре в 2мм, потребляемый ток составил 2,74 А и трансформатор значительно грелся. Конденсатор 0,5 мкФ не является обязательным для работы осциллятора, но он предохраняет трансформатор от КЗ при случайном закорачивании разрядника при настройке. Уменьшать конденсатор 0,033 мкФ можно, но не значительно, т.к. в этом случае мощность заряда уменьшится и он затухнет в сварочном кабеле. А его увеличение приведёт к повышению мощности разряда, что отрицательно скажется на долговечности разрядника. Разрядники есть и промышленного изготовления, но они скорее всего не выдержат долговременное включение и выгорят.
Осциллятор можно включать через кнопку, установленную на горелке.
Целиком аппарат весит чуть меньше 8 кг. Он хоть и громоздкий, зато надёжен и универсален.
Теорию о данном аппарате можно прочитать в книге “Трансформаторы для электродуговой сварки” М.И.ЗАКС - Стр 71.
Вот фотографии осциллятора - это старые фотографии и на них конденсаторы марки ПКГТ-П, которые себя не оправдали и были заменены на МБГЧ и К78-2.
 |
В боковине, в центре воздушных отверстий видно большое отверстие, это для регулировки зазора в разряднике. Но пользоваться им не пришлось. Настроил, собрал и больше не регулировал. Если и делать что-то подобное, то как в военной разработке аргоновой сварки – ТИР-315, там ручка регулировки разрядника вынесена на панель управления. Таким образом можно в процессе работы регулировать мощность поджигающей дуги.
 |
 |
Схема и фотография осциллятора собранная IgMi .
 |
 |
Источник: https://www.electrik.org/
Обсудить на форумеingeneryi.info
Осцилляторы. Виды и устройство. Работа и применение. Особенности
Осциллятором называют систему, в которой периодически совершается повторение какого-либо показателя. Осцилляторы в технике играют важную роль, так как любая физическая система представляется в виде осциллятора. Элементарными осцилляторами можно назвать маятник и контур колебаний. Электрические осцилляторы выполняют преобразование постоянного тока в переменный, образуют колебания определенной частоты управляющей схемой.
Принцип действия
Основной процесс действия электрического осциллятора можно показать на примере контура колебаний, который состоит из конденсатора С и индуктивности L. После подключения выводов заряженного конденсатора с катушкой, он начинает разряжаться. Вследствие чего энергия конденсатора медленно модифицируется в электромагнитное поле.
После полного разряда емкости, энергия переходит в катушку. После этого заряд продолжает перемещаться по катушке, и снова заряжает конденсатор в обратной полярности, какая была сначала.
Затем конденсатор снова начинает разряжаться на катушку. И так все периоды колебаний этот процесс будет иметь повторения, до тех пор, пока не затухнут колебания вследствие рассеивания энергии в диэлектрике между пластинами емкости, на сопротивлении обмотки катушки.
В этом примере контур колебаний — наиболее простой осциллятор. В нем происходят изменения показателей: индукции, тока, напряженности, напряжения между пластинами емкости, заряда емкости. При этом существуют затухающие свободные колебания.
Для того, чтобы сделать колебания незатухающими, требуется восполнение рассеивания электрической энергии. При восполнении энергии необходимо следить за тем, чтобы амплитуда колебаний оставалась постоянной, и не выходила за пределы заданной величины. Чтобы достигнуть выполнения этой задачи в схему включают цепь обратной связи.
В результате осциллятор становится схемой усилителя с обратной связью. В этой схеме часть выходного сигнала поступает на активный элемент управляющей схемы. В итоге ее действия в колебательном контуре возникают синусоидальные колебания, которые имеют неизменную частоту и амплитуду. Другими словами синусоидальные осцилляторы функционируют благодаря притоку энергии, поступающей от активных элементов к пассивным. При этом процесс поддерживается с помощью цепи обратной связи. Форма колебаний изменяется незначительно.
Виды и устройство
Существует много различных видов осцилляторов:
- Синусоидальным сигналом.
- Прямоугольным сигналом.
- Пилообразным сигналом.
- Кварцевые осцилляторы.
- Треугольным сигналом.
- Низкой частоты.
- Высокой частоты.
- Переменной частоты.
- Постоянной частоты.
Рассмотрим основные виды осцилляторов.
Ройера
Чтобы превратить постоянное напряжение в прямоугольные импульсы, либо для создания электромагнитных колебаний для других нужд, можно использовать осциллятор Ройера. Его еще называют генератором. Такое устройство состоит из двух биполярных транзисторов, двух резисторов, двух емкостей, а также трансформатор.
Транзисторы функционируют в режиме ключей, трансформатор дает возможность создать обратную связь, разъединить гальванически первичную и вторичную обмотки.
В начальный период времени, при подаче напряжения незначительные токи коллектора начинают протекать от источника по транзисторам. Транзистор VТ1 откроется раньше, магнитный поток, который пересекает обмотки, будет повышаться, а ЭДС обмоток будет также расти. В основных обмотках 1 и 4 ЭДС будут такими, что транзистор VТ1 откроется, а другой транзистор VТ2 закроется.
Ток коллектора VТ1 и магнитный поток в трансформаторе будут повышаться до момента его насыщения. В этот момент ЭДС обмоток будет равна нулю. При этом коллекторный ток транзистора VТ1 станет уменьшаться.
Полярность ЭДС обмоток изменится на обратную, и транзистор VТ1 станет закрываться, а транзистор VТ2 откроется, так как основные обмотки симметричны.
Коллекторный ток VТ2 будет повышаться до момента, когда прекратится повышение магнитного потока, и когда ЭДС обмоток снова станет нулевой, коллекторный ток VТ2 станет снижаться, магнитный поток – уменьшаться, ЭДС изменит свою полярность. VТ2 закроется, при этом откроется транзистор VТ1, и весь процесс повторится.
Частота осциллятора Ройера взаимосвязана с параметрами блока питания и со свойствами магнитопровода по следующей зависимости:
U п — напряжение; ω — число витков; S — сечение сердечника; B н — индукции.
При насыщении сердечника ЭДС будет неизменной, поэтому при подключении нагрузки к вторичной обмотке, форма импульсов ЭДС станет прямоугольной. Сопротивления в основных цепях транзисторов выравнивают функционирование преобразователя, а емкости помогают оптимизировать форму напряжения на выходе.
Генераторы Ройера могут функционировать на частотах, достигающих нескольких сотен кГц. Это зависит от магнитных характеристик магнитопровода трансформатора.
Сварочные осцилляторы
Чтобы облегчить поджигание дуги во время сварки и для ее устойчивости используют так называемые сварочные устройства. Это генераторы повышенной частоты, служащие для эксплуатации с обычными источниками напряжения. Сварочный осциллятор выполнен в виде искрового генератора колебаний на основе повышающего трансформатора низкой частоты с разностью потенциалов на вторичной обмотке до 3000 вольт.
В схеме также имеется блокировочный конденсатор, обмотка связи, контур колебаний, разрядник. С помощью контура колебаний, являющимся основной частью осциллятора, действует трансформатор высокой частоты.
Колебания ВЧ проходят по трансформатору, и ВЧ напряжение поступает на дуговой зазор. Блокировочная емкость предохраняет шунтирование источника напряжения дуги. В цепь сварки также входит дроссель для качественной изоляции обмотки.
Сварочный осциллятор до 0,3 кВт выдает импульсы в несколько мс. Этого хватает для быстрого поджигания электрической дуги. Ток ВЧ и высокого напряжения накладывается на действующую сварочную цепь.
Виды сварочных осцилляторов
- Постоянные.
- Импульсные.
Устройства постоянного действия функционируют без перерыва при сварке, образуя дугу наложением дополнительного тока ВЧ и напряжения до 6 кВ. Возбуждение электрической дуги осуществляется с помощью наложения высокой частоты на токоведущие части. Дуга может возникать без касания электрода со свариваемыми деталями. Такой ток не причиняет вреда работнику, если соблюдены все требования охраны труда. Электрическая дуга ВЧ тока горит ровным пламенем даже при незначительном токе.
Большей эффективностью обладают сварочные аппараты при последовательной схеме включения, так как при этом нет необходимости в высоковольтной защите. В процессе эксплуатации от разрядника слышны легкие потрескивания по промежутку до двух миллиметров. Этот зазор настраивают перед началом сварки специальным регулировочным винтом, при отключенном питании.
При работе на сварочном аппарате от переменного тока применяют импульсные устройства, которые способны поджечь электрическую дугу при изменении полярности тока. Это такие аппараты, которые предназначены для подачи синхронных импульсов в тот момент, когда меняется полярность. Вследствие этого намного упрощается повторное образование электрической дуги.
Это дает возможность уменьшить напряжение холостой работы трансформатора до 40 вольт. Импульсные устройства используют только для сварки с применением защитных газов неплавящимися электродами. Импульсные сварочные устройства имеют повышенную устойчивость в работе, по сравнению с обычными осцилляторами. Они не образуют радиопомех, однако, из-за нехватки напряжения не могут обеспечить дугу без осциллятора на первоначального розжига и импульсного возбудителя.
В устройство такого осциллятора входят специальные емкости, получающие заряд от особого блока питания. Они поддерживают стабильное горение дуги.
Такое устройство используется для сварки электродами для обработки аргона, цветных металлов, а также и обычными электродами.
Требования к использованию
Для того, чтобы применять осциллятор, необходима его регистрация в специальных органах электросвязи. Также необходимо соблюдать и другие условия эксплуатации:
- Устройство можно применять как снаружи помещений, так и в закрытых пространствах.
- Перед началом работы необходимо подключить аппарат к контуру заземления.
- Запрещается применять устройство в условиях сильной запыленности, с наличием паров или химических агрессивных газов.
- Функционирование осциллятора разрешается при величине атмосферного давления до 106 килопаскалей, влажность должна быть не более 98%.
- Эксплуатационный диапазон температур должен находиться в интервале – 10 +40 градусов.
- Запрещается эксплуатация устройства вне помещений при снеге или дожде.
В настоящее время в торговой сети осцилляторы широко представлены в специализированных магазинах. Также его можно изготовить самостоятельно. Чтобы изготовить осциллятор своими руками, необходимы специальные знания в электротехнике по вопросам подключения электрических цепей, правильный выбор составных частей и деталей. Основным элементом является трансформатор высокого напряжения.
Самодельный осциллятор можно изготовить по самой элементарной схеме. В состав устройства будет входить трансформатор, регулирующий напряжение, и разрядник, который выдерживает прохождение мощной электрической дуги.
Управление устройства осуществляется кнопкой, которая одновременно подключает разрядник и подачу газа в область производства сварки. Высокочастотные импульсы, которые должны обеспечить надлежащую эффективность сварки, создаются трансформатором, имеющим высокое напряжение и разрядником.
На выходе такой сварочный аппарат имеет два контакта: положительный и отрицательный. По положительному электроду поступает ток от трансформатора, подключается к сварочной горелке, а второй провод подключается на свариваемые детали.
Меры безопасности
Для работы с осциллятором требуется квалификация и навык работы со сварочными аппаратами. При использовании подобных устройств требуется соблюдение безопасных приемов работы.
Во время эксплуатации необходимо непрерывно осуществлять контроль за правильностью подключений к сварочной цепи, контролировать надежность контактов на их качество соединения и исправность. Также при работе необходимо применять защитный кожух, который одевается и снимается с устройства только при отключенном питании. Также необходимо постоянно следить за состоянием разрядника, очищать его поверхность от нагара с помощью шлифшкурки.
Похожие темы:
electrosam.ru
Осциллятор
Осцилляторы и импульсные возбудители дуги
Осциллятор является искровым генератором высокочастотных колебаний малой мощности. Высокое напряжение, которое подает осциллятор на дуговой промежуток в виде отдельных импульсов, облегчает зажигание дуги в начале сварки и обеспечивает устойчивое восстановление сварочной дуги в полупериоды обратной полярности, когда напряжение возбуждения дуги относительно велико и превышает напряжение источников питания.
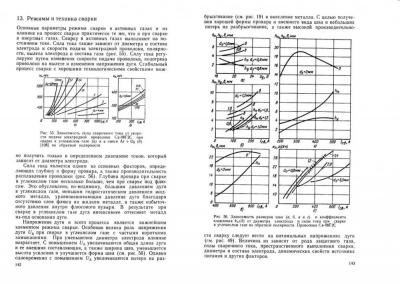
Сварочные осцилляторы делятся на две основные группы: параллельные, подключаемые параллельно дуговому промежутку, ОСП-1, ОСП-3-2, М-3 и др. и последовательные, включаемые последовательно дуговому промежутку в разрыв сварочной цепи, ОСП-ЗОО, ОСП-88-1 и др. (рис. 1, а, б).

Рис. 1. Схемы включения осцилляторов в сварочную цепь: а — параллельно дуговому промежутку; б — последовательно дуговому промежутку.
Преимущества параллельных осцилляторов в том, что их можно использовать при любом сварочном токе. Однако такие осцилляторы имеют и следующие существенные недостатки: высокочастотное напряжение на выходе, достигающее при отсутствии дуги нескольких киловольт, падает на обмотках сварочного трансформатора и дросселя, что часто приводит к пробою изоляции и выходу оборудования из строя; для обеспечения высокого напряжения необходимо повышать мощность осцилляторов, так как при работе параллельного осциллятора сварочный источник питания шунтирует его выход; прохождение т. в. ч. по обмоткам трансформатора приводит к появлению сильных радиопомех в силовой сети, поле радиопомех создается не только выходной цепью осциллятора, но и всей сварочной цепью.
В последовательном осцилляторе благодаря наличию блокировочного конденсатора высокочастотное напряжение на сварочном трансформаторе обычно не превышает нескольких десятков вольт, что исключает пробой изоляции сварочного источника и уменьшает уровень радиопомех в силовой сети. Источник питания не шунтирует выход осциллятора. Поле радиопомех создается только участком сварочного провода, соединяющим горелку с выходной клеммой осциллятора. Основным недостатком последовательных осцилляторов является ограничение допустимой величины сварочного тока, которая определяется сечением выходной обмотки осциллятора.
Исследование работы осцилляторов показало, что импульсы высокого напряжения по форме и местоположению их на кривой тока у каждого осциллятора различны. Устойчивость горения дуги зависит от расположения импульсов на кривой тока. Продолжительность перерывов в горении дуги зависит от того, насколько удален импульс от нулевой точки кривой тока. Если импульсы попадают на нулевые точки кривой, то повторное зажигание дуги происходит легко, если импульсы опережают или запаздывают, то возбуждение дуги затруднено.
Импульсные возбудители обеспечивают более надежное зажигание дуги по сравнению с осцилляторами при сварочном токе не ниже 40 а. Подавая 50—100 импульсов в секунду, они не создают существенных радиопомех. Импульсы строго синхронизированы со сварочным током.
Такие возбудители применены в специальных сварочных установках типов УДАР, ИПК и УДГ.
Зажигание дуги в начале сварки возбудители не обеспечивают, поэтому для начального зажигания дуги без касания электродом изделия необходимо применять возбудитель в сочетании с осциллятором, включенным только в начальный момент сварки.
Универсальный сварочный осциллятор ИСО разработан институтом сельхозмашиностроения в Ростове-на-Дону. Осциллятор ИСО можно использовать как последовательный и как параллельный. При сварочном токе, не превышающем 350 а, предпочтительно последовательное включение осциллятора ИСО в сварочную цепь, при больших токах следует использовать его как параллельный.
Также по теме:svarder.ru