Большая Энциклопедия Нефти и Газа. Наплавочная проволока
Стальная наплавочная проволока - Большая Энциклопедия Нефти и Газа, статья, страница 1
Стальная наплавочная проволока
Cтраница 1
Стальная наплавочная проволока предназначена для механизированной дуговой наплавки. [1]
Стальная наплавочная проволока предназначается для механизированной электродуговой наплавки. ГОСТ 10543 - 63 предусматривает выпуск проволоки следующих диаметров: 0 3; 0 5; 0 8; 1 0; 1 2; 1 4; 1 6; 1 8; 2 0; 2 5; 3 0; 4 0; 5 0; 6 0 мм и 6 5 и 8 0 мм - горячекатаная катанка. [2]
Стальную наплавочную проволоку ( из углеродистой, легированной и высоколегированных сталей) используют в качестве плавящегося электрода при восстановительной и износостойкой на-плавке под флюсом, в среде углекислого газа и в смесях защитных газов. Холоднокатаную электродную леиту из коррозионно-стойких сталей используют для антикоррозионной наплавки в химическом, нефтяном и атомном машиностроении. [3]
Стальную наплавочную проволоку ( из углеродистой, легированной и высоколегированных сталей) используют в качестве плавящегося электрода при восстановительной и износостойкой наплавке под флюсом, в среде углекислого газа и в смесях защитных газов. Холоднокатаную электродную ленту из коррозионно-стойких сталей используют для антикоррозионной наплавки в химическом, нефтяном и атомном машиностроении. [4]
По ГОСТ 10543 - 75 изготовляется стальная наплавочная проволока диаметром от 0 3 до 8 мм. [5]
В качестве присадочного материала при наплавке твердыми сплавами применяются зернистые и порошковые наплавочные смеси, литые сплавы в виде прутков, стальная наплавочная проволока, трубчатые наплавочные стержни. [6]
В качестве присадочного материала при наплавке твердых сплавов применяют зернистые и порошковые наплавочные смеси, литые сплавы в виде прутков, стальную наплавочную проволоку, трубчатые наплавочные стержни. [7]
В качестве присадочного материала при наплавке твердыми сплавами применяют зернистые и порошковые наплавочные смеси, литые сплавы в виде прутков, стальную наплавочную проволоку, трубчатые наплавочные стержни. [8]
Стальную наплавочную проволоку ( табл. 2) используют в качестпе плавящегося электрода при восстановительной и износостойкой наплавке под флюсом, в среде углекислого газа и в смесях защитных газов. Масса мотков проволоки диаметром менее 1 мм должна быть не меньше 1 5 кг, а диаметром 1 - 4 - 8 мм - не меньше 6 ч - 30 кг. [10]
Наплавку выполняют по установленной технологии, чтобы избежать коробления деталей: с подогревом детали до 400 - 500 С, со ступенчатым и разбросным наложением наплавленных валиков. Присадочным материалом могут служить стальная наплавочная проволока ( ГОСТ 110543 - 82), смеси порошков для наплавки ( ГОСТ 11546 - 75) марок С-2 М, ФБХ6 - 2, БХ, КБХ, состоящих из железа, хрома, марганца, кремния и бора. [11]
Наплавку выполняют по установленной технологии, чтобы избежать коробления деталей: с подогревом детали до 400 - 500 С, со ступенчатым и разбросным наложением наплавленных валиков. Присадочным материалом могут служить стальная наплавочная проволока ( ГОСТ 110543 - 82), смеси порошков для наплавки ( ГОСТ 11546 - 75) марок С-2 М, ФБХ6 - 2, БХ, КБХ, состоящих из железа, хрома, марганца, кремния и бора. [12]
Некоторые марки специальных электродов для наплавки чугуна и цветных металлов ( меди, бронз, алюминия) выпускают по техническим условиям. Для полуавтоматической и автоматической наплавки под флюсом и в защитном газе применяют стальную наплавочную проволоку сплошного сечения по ГОСТ 10543 - 75, а также порошковые проволоку и ленту по техническим условиям. [13]
Наплавка на высокоуглеродистые, марганцовистые, хро-момолибденовые стали, склонные к закалке, а также чугун требует специальных мер. Перед наплавкой их подогревают, после наплавки медленно охлаждают. В качестве присадочного материала при наплавке твердыми сплавами применяют зернистые и порошковые наплавочные смеси, литые сплавы в виде прутков, стальную наплавочную проволоку, трубчатые наплавочные стержни. Частицы этих порошков должны иметь размеры от 40 до 100 мкм. Эти порошки содержат кремний и бор, которые придают им самофлюсующие свойства. [14]
Страницы: 1
www.ngpedia.ru
НАПЛАВОЧНАЯ СТАЛЬНАЯ ПРОВОЛОКА | Инструмент, проверенный временем
При механизированной дуговой наплавке стальных деталей в основном используют горячекатаную и холоднотянутую стальную наплавочную проволоку по ГОСТ 10543—75, который предусматривает изготовление углеродистой проволоки девяти марок, легированной проволоки одиннадцати марок и высоколегированной проволоки десяти марок.
Проволока изготовляется из стали, химический состав которой в зависимости от марки проволоки приведен в табл 19.
Номинальные диаметры проволоки и предельные отклонения по ним должны соответствовать указанным в табл. 20.
Овальность проволоки не должна превышать предельных отклонений по диаметру.
В условном обозначении наплавочной проволоки указывают ее диаметр и марку, а также обозначение стандарта.
Пример условного обозначения проволоки из стали марки ЗОХГСА диаметром 3 мм:
Проволока ЗНп—ЗОХГСА ГОСТ 10543—75
Допускается поставлять проволоку из стали с отклонениями по химическому составу от норм, указанных в табл. 19, при условии соблюдения остальных требований стандарта. Допускаемые отклонения по химическому составу должны соответствовать указанным в табл. 21.
Проволока должна поставляться свернутой в мотки. Внутренние диаметры и масса мотков проволоки должны соответствовать указанным в табл. 22.
По соглашению изготовителя с потребителем допускается поставлять проволоку на крупногабаритных катушках.
По соглашению изготовителя с потребителем проволока поставляется в мотках прямоугольного сечения, размеры которых должны соответствовать требованиям ГОСТ 2246—70, а также намотанной на катушки или в кассеты.
Проволока в мотках, катушках и кассетах должна состоять из одного отрезка, свернутого (намотанного) неперепутанными рядами так, чтобы исключить ее распушивание или разматывание. Концы проволоки должны быть легко находимы. Допускается стыковая сварка проволоки; при этом проволока в местах сварки должна соответствовать требованиям стандарта.
Проволока диаметром свыше 2 мм должна выдерживать испытание на изгиб в холодном состоянии на 180° вокруг цилиндрического сердечника диаметром, равным пяти диаметрам испытуемой проволоки.
Холоднотянутая проволока поставляется в нагартованном состоянии или термически обработанной.
Поверхность проволоки должна быть чистой, гладкой и светлой (без дополнительной обработки после деформирования) либо оксидированной (термически обработанной) с цветами побежалости, без окалины (за исключением горячекатаной проволоки), ржавчины, плен, надрывов и усов. Следы мыльной смазки (без графита, серы и других примесей) допускаются на поверхности проволоки из стали всех марок, кроме высоколегированной.
По соглашению изготовителя с потребителем для предохранения от коррозии разрешается покрывать проволоку сплошным слоем чистой нейтральной смазки, хорошо растворимой в бензине.
Проволока поставляется партиями. Каждая партия должна состоять из проволоки одной марки, одной плавки и одного диаметра, оформленной одним документом о качестве.
ГОСТ 10543—75 содержит справочное приложение (табл. 23), в котором приведены твердость и примерное назначение металла, наплавленного проволокой конкретных марок.
Стальная наплавочная проволока других марок изготовляется по техническим условиям, разработанным, согласованным и утвержденным в установленном порядке
| 23. Твердость и примерное назначение наплавленного металла
|
hssco.ru
Наплавочная проволока, порошковая проволока для наплавки
Наплавка металла
Все сварочные работы можно условно разделить на ряд процедур. Собственно сварка, то есть соединение металлических компонентов сварочным швом. Резка, то же самое только наоборот, когда металлические части не соединяются, а разъединяются и наплавка.
Наплавка – нанесение металлического слоя на изделие. Одним из компонентов процесса наплавки является наплавочная проволока. Наплавка в ряде случаев применяется для восстановления изношенного изделия в тех случаях, когда замена изделия на новое невозможна по ряду причин. В этом случае на изделие наплавляют металл одинаковый по химическому составу с металлом основной детали.
Достаточно часто наплавку применяют для устранения брака литейного производства. Но в некоторых случаях используется наплавка металла обладающего особыми свойствами. Так получаются многослойные изделия. Это бывает необходимо, чтобы придать детали какие-то новые свойства, например, износостойкость или термостойкость.
Наплавка может осуществляться механизированным электродуговым способом. Для такой работы используется стальная наплавочная проволока. Вся наплавочная проволока маркируется буквенно-цифровым индексом, где первые буквы «Нп» и означают наплавочная проволока. Дальше идёт обозначение легирующих присадок и процентное содержание их в проволоке.
В качестве легирующих присадок используются термо и износостойкие метапллы.
Область применения проволоки для наплавки:
Углеродистая сталь
- Нп 30 – оси, валы
- Нп 50 – колёса, ролики
- Нп 85 – карданные крестовины, коленчатые валы
Легированная сталь
- Нп 40Г – оси, ролики, валы
- Нп 30ХГСА – обжимные прокатные валы, колёса кранов
- Нп 40Х3Г2МФ – детали подверженные абразивному изнашиванию
- Нп 40Х2Г2м – оси катков, коленчатые валы
- Нп 50ХНМ – штампы
- Нп 50Х6ФМС – валы трубопрокатных станов
- Нп 50ХФА – коленчатые валы, детали штампов
- Нп 30Х10Г10Т – лопасти гидравлических турбин, гребные валы и винты морских судов
- Нп Г13А – зубья ковшей экскаваторов
- Нп 03Х15Н35Г7М6Г – корпуса установок атомного и химического машиностроения
Из всего этого следует, что сварочная проволока для наплавки универсальна, и, используя её можно отремонтировать всё необходимое.
Кроме стальной сплошной наплавочной проволоки используется ещё порошковая наплавочная проволока. Она, как и любая сварочная проволока, представляет собой непрерывный электрод. Порошковая проволока так же имеет круглое сечение и изготавливается из тонкой стальной ленты. Лента свёрнута в полую трубку и заполнена порошком, который образует газ и шлак. Такая проволока называется самозащитной.
В процессе работы, за счёт компонентов, порошковая проволока для наплавки создаёт очень надёжную защиту сварочной ванны от воздуха. При использовании порошковой проволоки происходит легирование и чистка сварного шва.
Обозначение порошковой проволоки начинается с букв «Пп» – проволока порошковая. Буквенные обозначения легирующих металлов одинаковые для всех. Если в марке проволоки присутствует буква «Ч», то проволоку можно использовать для наплавки чугуна, а буква «О» указывает на то, что проволоку можно использовать с открытой дугой.
Наплавочная стальная проволока - Энциклопедия по машиностроению XXL
Проволока стальная наплавочная. Стандарт распространяется на стальную проволоку для механизированной электродуговой наплавки и не распространяется на стальную проволоку, предназначенную для производства металлических электродов. Стандарт содержит размеры и технические требования (диаметры проволоки и допускаемые отклонения от них, марки стали, химический состав), методы испытаний, правила упаковки, маркировки, хранения и транспортирования. [c.487]
Стальная проволока для наплавки. Для механизированной дуговой наплавки стальных деталей в основном используют горячекатаную и холоднотянутую стальную наплавочную проволоку по ГОСТ 10543—82, который предусматривает изготовление углеродистой проволоки четырех марок, легированной проволоки одиннадцати марок и высоколегированной проволоки одиннадцати марок. Проволоку применяют для наплавки под флюсом в защитных газах, при электрошлаковой наплавке. Для изготовления покрытых электродов указанная проволока не предназначена. [c.105]Проволока стальная наплавочная. Стальная ня-плавочная проволока выпускается по ГОСТ 10543—63 следующих диаметров 0,3 0,5 0,8 ,0 1,2 1,4 1,6 1,8 2,0 2,5 3,0 4,06 5,0 6,5 и 8,0 мм. Проволока диаметром 6,5 и 8,0 мм выпускается в виде горячекатаной проволоки — катанки. Проволока поставляется в мотках, размеры и масса которых приведены в табл. 15. [c.29]
Стальная сварочная и наплавочная проволока [c.48]
Стальная наплавочная проволока марок Нм выпускается по ГОСТ 10543— 82, стальная сварочная для наплавки марок Св — по ГОСТ 2246—70. Твердость слоев, наплавленных проволоками марок Нп, колеблется в пределах НВ 1600—3400 МПа (после наплавки) и HR 32—56 (после закалки) проволоками марок Св в пределах НВ 1200— 3000 МПа (после наплавки) и HV 5600—6000 МПа (после закалки). [c.148]
Стальная наплавочная проволока изготавливается диаметром 0,8...8 мм из углеродистой, легированной и высоколегированной стали (ГОСТ 10543-98). Проволока используется для наплавки под флюсом, в защитных газах и изготовления электродов для ручной дуговой наплавки. [c.182]
Пример условного обозначения проволоки стальной наплавочной, диаметром 3,0 мм, марки ЗОХГСА [c.182]
Химический состав стальной наплавочной проволоки приведен в табл. 2.33. [c.182]
Наиболее широкое применение в качестве электродного, присадочного и наплавочного материала находит сварочная сплошная проволока — стальная или из цветных металлов и сплавов. На основании многолетнего опыта разработан ряд государственных стандартов на нее. Кроме того, сварочную проволоку выпускают и поставляют по различным ведомственным техническим условиям. [c.92]
Сварочная сплошная проволока. Наиболее широкое применение в качестве электродного, присадочного и наплавочного материала находит сварочная сплошная проволока - стальная или из цветных металлов и сплавов. На основании многолетнего опыта разработаны государственные стандарты [c.56]
ГОСТ 10543-98. Проволока стальная наплавочная. [c.56]
Проволока стальная сварочная (ГОСТ 2246—70). Для изготовления стержней электродов и выполнения сварочных и наплавочных работ на автоматах и полуавтоматах, а также для газовой сварки применяют углеродистую и легированную проволоку различных марок. [c.191]
К сварочным и наплавочным материалам относятся стальная сварочная и наплавочная проволока, присадочные прутки из различных металлов, покрытия (обмазки), флюсы, электроды, горючие и защитные газы, карбид кальция. [c.92]
Все марки стальной наплавочной проволоки (табл. 75 и 78) предназначены для использования при механизированной дуговой наплавке. На изготовление электродов эта проволока не рассчитана. [c.92]
Стальная наплавочная проволока для механизированных видов электродуговой наплавки (ГОСТ 10543 — 63) [c.96]
Стальная наплавочная и сварочная проволоки, наиболее часто применяемые при восстановлении автомобильных деталей механическими видами наращивания [c.110]
При наплавке стальных деталей наибольшее применение получили наплавочные электроды следующих марок ОЗН-250, ОЗН-300, ОЗН-350, ОЗН-400. Здесь цифры показывают среднюю твердость наплавленного металла по Бринелю. Стержень всех этих электродов изготовлен из сварочной малоуглеродистой проволоки. Изменение свойств наплавленного металла достигается за счет качественных электродных покрытий. > [c.143]
Проволока для изготовления электродов для сварки алюминия и его сплавов маркируется АО, А1, АД, АД1, АМц, АМг и т. д., где цифра показывает общее количество примесей. (ГОСТ 7871—63). Выпускается также стальная наплавочная проволока по ГОСТ 10543—63. [c.63]
Металлические стержни для электродов выбираются в зависимости от назначения электродов и регламентируются ГОСТ 2246—60 Проволока стальная сварочная . Эта проволока используется для электродов различного назначения, автоматической сварки под флюсом, сварки в защитных газах, газовой сварки. Для наплавочных работ выпускается проволока по ГОСТ 10543— 63, ГОСТ предусмотрены проволоки следующих диаметров (мм) 0,3 0,5 0,8 1,0 1,2 1,6 2 2,5 3 4 5 6 8 10 12, Химический состав и марки проволоки приведены в табл 10. [c.61]
Проволока стальная наплавочная [c.534]
Порошковую проволоку изготовляют на специальных волочильных станах из мягкой стальной ленты ленту сворачивают в трубку, в канал которой одновременно запрессовывают наплавочный порошок. Путем запрессовки порошка в стальную гофрированную ленту готовят порошковые ленточные электроды. [c.76]
| Таблица 6.20 Проволока стальная наплавочная (ГОСТ 10543—82) | 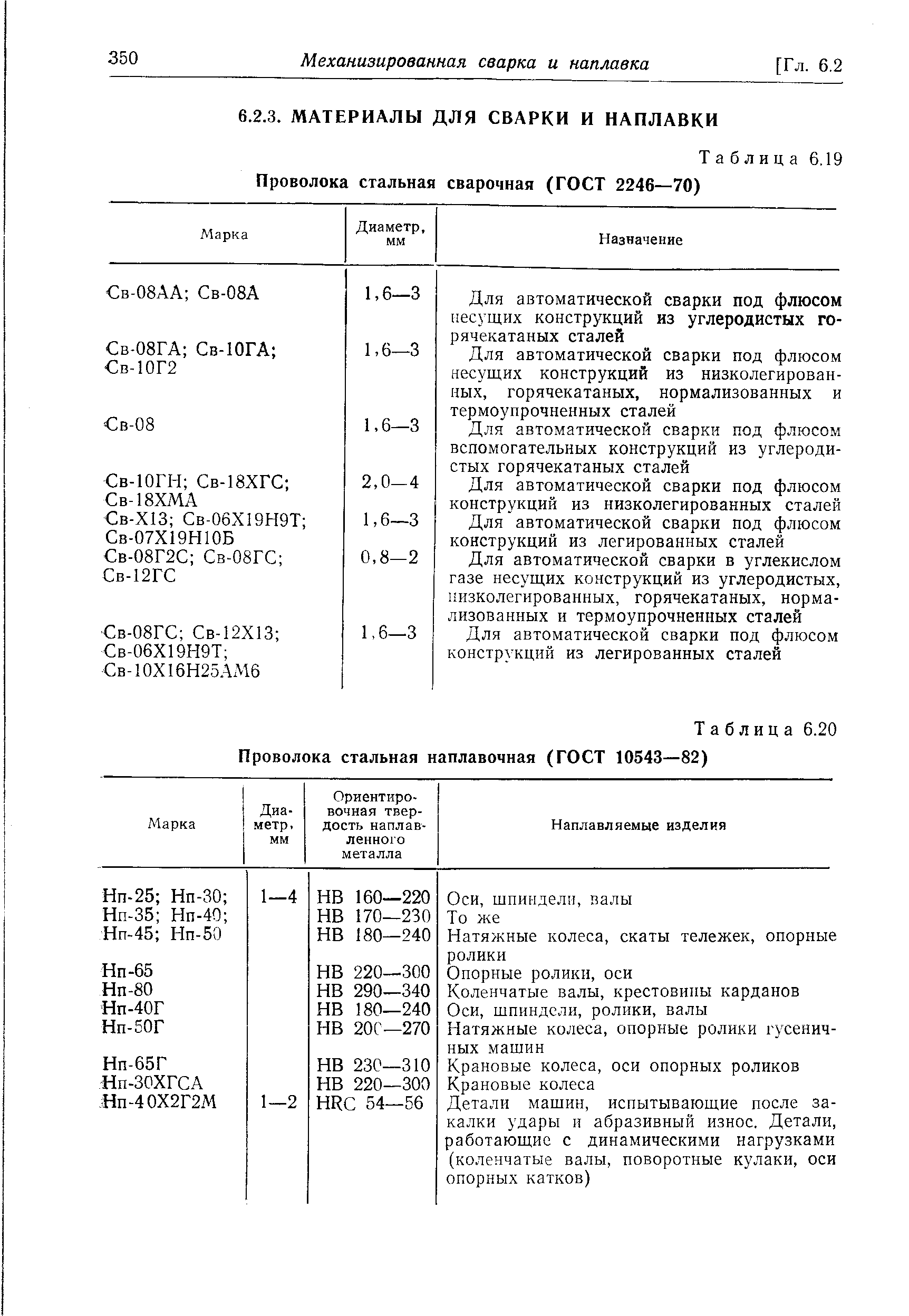 |
Стальную наплавочную проволоку выпускают следующих диаметров, мм 0,3 0,5 0,8 1 1,2 1,4 1,6 1,8 2 2,5 3 4 5 6 6,5 8. Твердость и назначение наплавочной проволоки указаны в табл. 4.1. [c.59]
В марках стальной сварочной и наплавочной проволоки буквы и цифры означают Св — сварочная Нп — наплавочная цифра после дефиса — среднее содержание углерода в сотых долях процента (например, 08 — 0,08 % С) последующая буква (или буквы) — обозначение легирующего элемента цифра после буквы-среднее содержание данного элемента в процентах отсутствие цифры означает, что данный элемент содержится в количестве [c.59]
В марках порошковой проволоки и ленты применяют следующие обозначения ПП — порошковая проволока ПЛ — порошковая лента У — углерод цифра после буквы У — содержание углерода в десятых долях процента Ч — проволока для сварки и наплавки чугуна буква О в конце обозначения указывает, что данную проволоку можно использовать для сварки открытой дугой. Значения остальных букв и цифр такие же, как и в марках стальных сварочных и наплавочных проволок. [c.65]
Для сварки под флюсом обычно применяют электродную проволоку сплошного сечения, изготовленную по ГОСТ 2246—70. Химический состав э.тектродной проволоки различных марок приведен в габл. 32 (гл. 5). Наплавочную стальную проволоку изготовляют по ГОСТ 10543—63. [c.135]
Проволока стальная наплавочная (ГОСТ 10543—63) для механизированной дуговой наплавки выпускается тех же диаметров, что и предыдущая (сварочная по ГОСТу 2246—60) до размера 6 мм, нормальной точности и диаметром 6,5 и 8,0 мм с точностью 0,5 мм (проволока катаная). Она подразделяется на 3 группы (углеродистая, легированная и высоколегированная), в которые входят 28 марок. Обозначение марок начинается с символа Нп (наплавочная), например, Нп-Х20Н80Т, где последующие буквы и цифры обозначают химический состав сплава согласно принятой системе обозначения марок (см. стр. 5—6). Примерное назначение приведено ниже. [c.44]
Проволока стальная сварочная и наплавочная выпускается различных номинальных диаметров с допускаемыми отклонениями (табл. 40). Проволотга поставляется в мотках с внутренним диаметром 150—800 мм и массой 1,5— 20 кг в зависимости от диаметра проволоки и марок сталей. [c.62]
Проволока стальная наплавочная (ГОСТ 10543—75) горячекатаная и холод-нотяпутая, по размерам должна соответствовать данным табл. 40 (допуски во втором столбце). Проволока предназначается для механизированной электроду-говой наплавки. Выпускаемые марки и примерное назначение приведены да.тее. [c.63]
Механизированная наплавка под слоем флюса. Получение износостойких слоев на поверхностях деталей достигается различными способами. Многочисленные варианты способов легирования наплавленного под флюсом металла можно свести к четырем способам. Легирование наплавленного слоя по первому способу достигается применением легированной проволоки при обычном флюсе (ГОСТ 10543—63 Проволока стальная наплавочная ). По второму способу легирование осуществляется применением специальной проволоки , внутри которой находятся легирующие элементы в виде порошка. Легирование по третьему способу выполняется путем применения специального флюса, содержащего легирующие элементы при наплавке обычной проволокой или лентой. При четвертом способе легирование достигается укладкой на поверхность легированного присадочного прутка, посыпкой порошка, намазыванием паст и др. Наплавка производится обычным электродом под слоем флюса. Большое применение механизированная наплавка получила для упрочнения деталей металлургического оборудования, особенно прокатных валков станов. Износостойкость наплавленных сталью ЗХ2В8 валков по сравнению с закаленными (валки изготовлены из стали 60ХТ) повышается в 3—4 раза. Износостойкость наплавленного металла валков под флюсом КС-320 составляет 180—200% стойкости основного металла валков из стали 55Х. [c.285]
Плотные слои на стальные и чугунные детали наплавляют различными стальными, сварочными и наплавочными проволоками, такими, как, например Св-08, Св-08ГА, Св-08Г2С, Нп-ЗОХГСА, или углеродистыми и низколегированными проволоками, например из стали 08кп, 10, 20, 45, 65Г, 80 и др. Присутствие раскислителей в составе проволоки не обязательно. Наиболее целесообразно большинство стальных деталей наплавлять пружинной проволокой II класса (ГОСТ 9378—75). Могут применяться и другие проволоки, содержащие до 0,7 % углерода и легированные до 1 % марганца. [c.144]
Износостойкими наплавочными материалами также являются литые или спеченные карбиды, выпускаемые в виде трубчатых электродов, зерен (например, литые карбиды вольфрама - релит) и спеченных прутков, стержней, лент порошкообразные смеси металлов, ферросплавов с графитом, карбидами, боридами и другими компонентами (сталинитом, шихтой ВИСХОМ, смесями КБХ, БХ и др.), засыпаемые или запрессовываемые в стальную оболочку (трубчатые электроды, порошковая проволока), а также прокатываемые в ленту. [c.131]
Стальную наплавочную проволоку (из углеродистой, легированной и высоколегированных сталей) используют в качестве плавящегося электрода при восстановительной и износостойкой наплавке под флюсом, в среде углекислого газа и в смесях защитных газов. Холоднокатаную электродную ленту из коррознонно-стойкцх сталей используют для антикоррозионной наплавки в химическом, нефтяном и атомном мащикостроенни. [c.148]
Получение наплавленного слоя с особыми свойствами, как правило, связано с получением сплавов со значительным количеством легирующих элементов. В качестве наплавочных материалов используются покрытые электроды (ГОСТ 10051-75), стальная сварочная проволока (ГОСТ 2246-70, ГОСТ 10543-98), порошковая наплавочная проволока (ГОСТ 26101-84), наплавочные ленточные электроды, наплавочные литые нрутки (ГОСТ 21449-75, ГОСТ 16130-90), плавленые карбиды вольфрама, порошки из сплавов для наплавки (ГОСТ 21448-75), гибкие шнуры, флюсы для наплавки. Значительное количество наплавочных материалов изготавливается по отраслевым ТУ (техническим условиям). При дуговой наплавке плавящимся или неплавящимся электродом, в среде защитных инертных газов, плазменной электрошлаковой наплавке химический состав наплавленного металла по всем основным легирующим элементам примерно соответствует химическому составу электродного материала. Дополнительного устойчивого легирования наплавленного металла в результате металлургических взаимодействий наплавляемого металла с газовой фазой (например, азотом или кислородом, которые можно добавлять к инертному газу, как правило, аргону) обычно достичь не удается. [c.528]
Наплавкой называют процесс наплавления на поверхности изделия слоя металла для изменения размеров или придания специальных свойств (твердости, антикоррози-онности, износоустойчивости и т. д.). Наплавка может выполняться металлическими штучными электродами, стальной наплавочной проволокой (лентой) и твердыми сплавами. [c.207]
Маркп и химический состав стальной наплавочной проволоки (ГОСТ 10543—63) [c.247]
Полуавтомат пригоден также для заварки раковин стального литья и для наплавочных работ порошковой проволокой диаметром 3—3,5 мм. В этом случае пользуются корожим шлангом со спиралью диаметром 4—5,5 мм, модернизированной горелкой и подающими роликами о насечкой [c.435]
При наплавке стальных деталей наибольшее применение получили наплавочные электроды следующих марок ОЗН-300, ОЗН-350, ОЗН-400, ЦН-250, ЦН-350 (здесь цифры показывают среднюю твердость наплавленного металла по Брине,1ю). Стержень всех этих электродов изготовлен из сварочной проволоки св. 08 или св. 15. Изменение свойств наплавленного металла достигается за счет качественных электродных покрытий, в состав которых, кроме стабилизирующих и шлакообразующих элементов входят также легирующие вещества. [c.164]
mash-xxl.info
Проволока наплавочная из легированной стали — Мир Сплава
 Наплавочная проволока применяется для укрепления изделий из металлов в случае если деталь подвергается износу и трению или изготавливать все изделие из качественного материала нет необходимости или возможности.
Наплавочная проволока применяется для укрепления изделий из металлов в случае если деталь подвергается износу и трению или изготавливать все изделие из качественного материала нет необходимости или возможности.
Производство
Проволока для наплавки может быть горячедеформированной или холоднотянутой и производится углеродистой качественной, легированной, а также высоколегированной стали, в соответствии с требованиями ГОСТ 10543-98. «Холодным» способом изготавливается самая тонкая проволока, диаметр которой не превышает 7мм.
Применение
Наплавочная проволока используется для укрепления различных деталей в различных отраслях производства: машиностроительной и вагоноремонтной (валы, оси, элементы сцепки, зубья шестерни и т.д.), горнодобывающей для укрепления или восстановления режущих кромок, мельниц и дробилок, а также в химической и нефтедобывающей промышленности.
Приобрести наплавочную проволоку различного диаметра и характеристик Вы можете в компании «Мир Сплава». Чтобы уточнить наличие и стоимость товара и задать интересующие вопросы свяжитесь с нами по телефонам на сайте.
Проволока наплавочная
| Проволока наплавочная ГОСТ 2246-70 | 30ХГСА | 0,6 | 72 |
| Проволока наплавочная ГОСТ 10543-98 | 30ХГСА | 0,6 | 72 |
| Проволока наплавочная ГОСТ 26101-84 | 30ХГСА | 0,6 | 72 |
| Проволока наплавочная ГОСТ 2246-70 | 30ХГСА | 0,8 | 72 |
| Проволока наплавочная ГОСТ 10543-98 | 30ХГСА | 0,8 | 72 |
| Проволока наплавочная ГОСТ 26101-84 | 30ХГСА | 0,8 | 72 |
| Проволока наплавочная ГОСТ 2246-70 | 30ХГСА | 1 | 70 |
| Проволока наплавочная ГОСТ 10543-98 | 30ХГСА | 1 | 70 |
| Проволока наплавочная ГОСТ 26101-84 | 30ХГСА | 1 | 70 |
| Проволока наплавочная ГОСТ 2246-70 | 30ХГСА | 1,2 | 70 |
Остались еще вопросы?Оставьте заявку и мы Вам перезвоним.
mirsplava.ru
Проволока наплавочная - Энциклопедия по машиностроению XXL
Проволока наплавочная —Применение — Общие данные 92 [c.290]
Примечания I. Индекс Нп указывает на то, что это проволока наплавочная. 2. Пример условного обозначения наплавочной проволоки из стали Нп-65Г диаметром 2 мм Проволока 2 Нп-65Г ГОСТ 10543—ИЗ. [c.30]
Стальная сварочная и наплавочная проволока [c.48]
Порошковые проволоки используют также и для наплавочных работ с целью упрочнения поверхностных слоев. [c.400]
Набухаемость лакокрасочной пленки 188 Навивание проволоки (метод испытания) 8 Нагреватели 40, 41 Наждак 266 Наждачная тесьма 259 Накладки фрикционные асбестовые 268 Намоточная электроизоляционная бумага 295 Наплавочная стальная проволока 44 Наплавочные сплавы 44—45 Наполнители 202 [c.341]Проволока и электроды наплавочные приведены в разделе Проволока и. электроды сварочные и наплавочные — см. с. 62. [c.48]
При автоматической сварке открытой дугой в качестве электродной проволоки используются обычная голая малоуглеродистая проволока (для наплавочных работ на постоянном токе), проволока со стабилизирующей обмазкой и крестовая проволока с качественной обмазкой. [c.346]
Наплавочные работы могут выполняться голой и обмазанной электродной проволокой. Рекомендуемые режимы для наплавочных работ [c.346]
Краткая характеристика ряда марок электродов для наплавочных работ дана в табл. 55 и 56, в которых также приведены марки проволоки и составы покрытий, [c.70]
Для получения более легированного слоя наплавленного металла, а также, в целях удешевления и облегчения условий производства наплавочных работ, когда нет проволоки специальных легированных марок, применяют автоматическую наплавку под керамическим флюсом или наплавку порошковой электродной проволокой под плавленым флюсом. [c.72]
Вибродуговая наплавка Наплавка порошковыми проволоками и лентами Установка УД-283 для наплавки коленчатого вала двигателя ЗИЛ-130 Наплавочная головка ОКС-6569 станка Наплавочный универсальный станок У-653. Установка УД-209 на базе токарного Гладкие и шлицевые валы Коленчатый вал двигателя ЗИЛ-130. Гладкие и шлицевые валы [c.44]
При автоматической наплавке изношенных торцов зубьев наплавляется каждый зуб с принудительным формированием слоя в охлаждаемой водой медной форме — кристаллизаторе. Наплавка выполняется высокоуглеродистой проволокой под слоем флюса. Высокая скорость наплавки и интенсивный отвод тепла в наплавочную форму и в тело зубчатого колеса сводят до минимума термическое влияние дуги на материал зубьев, что исключает повторную термическую обработку. Зубозакругление выполняют электрохимическим способом или на заточном станке. [c.371]
В большинстве случаев тантал сваривают без наплавочного прутка, однако можно использовать танталовую проволоку или пруток в качестве наплавочного материала или расходуемого электрода либо подпитки со стороны в дугу, зажигаемую е помощью вольфрамового электрода. [c.738]
Наплавочные материалы. Износостойкие материалы высокой твердости часто применяют в виде толстых слоев (единицы и десятки миллиметров), наплавляемых на поверхности деталей различными методами. Применяемые для этой цели материалы (электроды, проволоки, порошки) получили название наплавочных. Используются они для восстановления изношенных деталей (восстановительная наплавка) и для повышения надежности деталей (износостойкая и антикоррозионная наплавка). Наиболее распространенный вид наплавочных материалов — покрытые металлические электроды, применяемые для ручной дуговой наплавки. Восстановительную и антикоррозионную наплавку осуществляют сварочными электродами, износостойкую — наплавочными электродами. [c.146]
Стали, используемые для изготовления сварочной проволоки по ГОСТ 2246—70, дополнительно маркируются буквами Св, а наплавочной проволоки по ГОСТ 10543—82 — буквами Ни. [c.146]
Стальная наплавочная проволока марок Нм выпускается по ГОСТ 10543— 82, стальная сварочная для наплавки марок Св — по ГОСТ 2246—70. Твердость слоев, наплавленных проволоками марок Нп, колеблется в пределах НВ 1600—3400 МПа (после наплавки) и HR 32—56 (после закалки) проволоками марок Св в пределах НВ 1200— 3000 МПа (после наплавки) и HV 5600—6000 МПа (после закалки). [c.148]
Перечень материалов, применяемых при восстановлении деталей, состоит из 250...300 наименований. В этот перечень входят металлопрокат круглого и шестигранного сечений, листовой прокат, технические моющие средства - Лабомид и едкий натр для очистки, порошки для напыления, наплавочные проволоки и шнуры, хромовый ангидрид и серная кислота для хромирования, соляная кислота для пайки и железнения, бензин и масло для обкатки, технологические газы, СОЖ, пасты, смазки, пластмассы, клеи, прокладочные, лакокрасочные и антикоррозионные материалы и др. [c.83]
Для механизированной наплавки по ГОСТ 10543-98 выпускается специальная наплавочная проволока типа Нп диаметром 0,3 0,5 0,8 1,2 1,4 1,6 2,0 2,5 3,0 4,0 5,0 6,5 и 8,0 мм. Наплавочная проволока разделена на три группы из углеродистых сталей из легированных сталей и высоколегированных сталей (табл. 3.7). На практике в наплавочных работах находит также применение стандартная сварочная проволока по ГОСТ 2246-70 и проволока, предназначенная для изготовления пружин по ГОСТ 9389-75. [c.169]
Химический состав наплавочной проволоки [c.170]
Наплавочные покрытые электроды представляют собой электродный стержень с толстым электродным покрытием. Как правило, для электродного стержня применяют низкоуглеродистую сварочную проволоку, [c.177]
Вылет электрода влияет на распределение тепла, расходуемого на нагрев электродной проволоки и материала детали. Эта величина вместе с другими параметрами отвечает за образование высококачественного покрытия. При использовании наплавочной проволоки диаметром [c.279]
При новом способе обеспечивается надежная защита металла сварочной ванны от азота, а окисление углекислым газом устраняется применением электродной проволоки с повышенным содержанием раскислителей. К. В. Любавский и Н. М. Новожилов на основе данных, полученных при сварке под флюсом, применили для сварки в углекислом газе плавящую, легированную кремнем и марганцем электродную проволоку и увеличенные плотности тока в электроде, что обеспечило значительное повышение качества сварных соединений и производительности процесса при низкой его стоимости (углекислый газ в 10—15 раз дешевле аргона). Способ легко поддается механизации и автоматизации. Этот способ сильно потеснил шланговую полуавтоматическую сварку под флюсом при укладке швов в труднодоступ пых местах, а также при сварке швов небольшой длины, при сварке тонкого металла и монтаже (например, в строительстве). Кроме того, сварка в углекислом газе успешно применяется для исправления дефектов литья и при наплавочных работах. [c.127]
Проволока стальная наплавочная (ГОСТ 10543—63) для механизированной дуговой наплавки выпускается тех же диаметров, что и предыдущая (сварочная по ГОСТу 2246—60) до размера 6 мм, нормальной точности и диаметром 6,5 и 8,0 мм с точностью 0,5 мм (проволока катаная). Она подразделяется на 3 группы (углеродистая, легированная и высоколегированная), в которые входят 28 марок. Обозначение марок начинается с символа Нп (наплавочная), например, Нп-Х20Н80Т, где последующие буквы и цифры обозначают химический состав сплава согласно принятой системе обозначения марок (см. стр. 5—6). Примерное назначение приведено ниже. [c.44]
Для образоваипя качественного сварного соединения и наплавочного слоя в зависимости от химического состава свариваемых пли защищаемых iie-таллов сварочные и наплавочные стали и сплавы должны иметь оиределенпый химический состав. При этом учитывается вид сварки (или наплавки). При сварке (наплавке) покрытыми электродами, сварке под слоем флюса и элек-трошлаковой сварке состав флюсов должен способствовать образованию высококачественного шва и наплавленного металла при сварке в среде инертных газов необходимо в состав сварочной проволоки ввести соответствующие элементы. [c.62]
Проволока стальная сварочная и наплавочная выпускается различных номинальных диаметров с допускаемыми отклонениями (табл. 40). Проволотга поставляется в мотках с внутренним диаметром 150—800 мм и массой 1,5— 20 кг в зависимости от диаметра проволоки и марок сталей. [c.62]
Проволока стальная наплавочная (ГОСТ 10543—75) горячекатаная и холод-нотяпутая, по размерам должна соответствовать данным табл. 40 (допуски во втором столбце). Проволока предназначается для механизированной электроду-говой наплавки. Выпускаемые марки и примерное назначение приведены да.тее. [c.63]
Наплавочные сплавы разделяются на три основных вида а) порошкообразные, представляющие собой механическую смесь порошков ферросплавов и углерода б) литые — стеллиты на кобальтохромовой или никелево-хромовой основе (стеллиты) или же сплавы ка железной основе в) наплавочные электроды, представляющие собой куски электродной проволоки с обмазкой, в состав которой входят различные компоненты, образующие при наплавке твердые соединения (ферросплавы, графит и др.). [c.108]
Механизированная наплавка под слоем флюса. Получение износостойких слоев на поверхностях деталей достигается различными способами. Многочисленные варианты способов легирования наплавленного под флюсом металла можно свести к четырем способам. Легирование наплавленного слоя по первому способу достигается применением легированной проволоки при обычном флюсе (ГОСТ 10543—63 Проволока стальная наплавочная ). По второму способу легирование осуществляется применением специальной проволоки , внутри которой находятся легирующие элементы в виде порошка. Легирование по третьему способу выполняется путем применения специального флюса, содержащего легирующие элементы при наплавке обычной проволокой или лентой. При четвертом способе легирование достигается укладкой на поверхность легированного присадочного прутка, посыпкой порошка, намазыванием паст и др. Наплавка производится обычным электродом под слоем флюса. Большое применение механизированная наплавка получила для упрочнения деталей металлургического оборудования, особенно прокатных валков станов. Износостойкость наплавленных сталью ЗХ2В8 валков по сравнению с закаленными (валки изготовлены из стали 60ХТ) повышается в 3—4 раза. Износостойкость наплавленного металла валков под флюсом КС-320 составляет 180—200% стойкости основного металла валков из стали 55Х. [c.285]
Полуавтоматическая наплавка в среде углекислого газа тонкой проволокой позволяет механизировать про-десс при наплавке практически всех деталей проточного тракта гидротурбин. Основной объем наплавочных работ при ремонте проточного тракта гидротурбин приходится выполнять в потолочном положении (лопасти [c.70]
Наплавка рабочих колес и улиток ба-герных насосов. Наплавку лопаток боковой поверхности дисков и внутренней поверхности улиток, изготовленных из углеродистой стали, производят штучными наплавочными электродами Т-590, Т-620 при помощи ручной сварки и полуавтоматическим способом полуавтоматами А-765, А-1114 и др. порошковой проволокой ПП AH-17Q или ПП АН-125. Наплавку порошковой проволокой указанных марок производят в один слой толщиной до 6 мм. Ширина валиков 20—30 мм. Вылет электрода — не более 50 мм. При скорости подачи порошковой проволоки более 3 м/мин допускается вылет электрода до 100 мм. Такая величина выле- [c.128]
Плотные слои на стальные и чугунные детали наплавляют различными стальными, сварочными и наплавочными проволоками, такими, как, например Св-08, Св-08ГА, Св-08Г2С, Нп-ЗОХГСА, или углеродистыми и низколегированными проволоками, например из стали 08кп, 10, 20, 45, 65Г, 80 и др. Присутствие раскислителей в составе проволоки не обязательно. Наиболее целесообразно большинство стальных деталей наплавлять пружинной проволокой II класса (ГОСТ 9378—75). Могут применяться и другие проволоки, содержащие до 0,7 % углерода и легированные до 1 % марганца. [c.144]
Разработан комбинированный способ восстановления зубчатых колес. Технологический процесс восстановления состоит в наплавке зубьев проволокой Нп-ЗОХГСА под слоем флюса АН-348А на специальной установке, созданной на базе наплавочного станка У-653 без кристаллизатора и без ограничения сварочной ванны. Перед наплавкой детали предварительно нагревают до температуры 250— 300 °С. Для получения припуска по толщине зубьев наплавленный венец нагревают ТВЧ до температуры 1150—1200 °С и осаживают в открытом штампе на серийном гидравлическом прессе с усилием 1600—2500 кН. После этого зубчатый венец подвергают нормализации, формируют размеры отверстия ступицы прошивкой на гидравлическом прессе в холодном состоянии, а затем выполняют обработку резанием, химико-термическую и финишную обработки зубчатых колес. [c.372]
Износостойкими наплавочными материалами также являются литые или спеченные карбиды, выпускаемые в виде трубчатых электродов, зерен (например, литые карбиды вольфрама - релит) и спеченных прутков, стержней, лент порошкообразные смеси металлов, ферросплавов с графитом, карбидами, боридами и другими компонентами (сталинитом, шихтой ВИСХОМ, смесями КБХ, БХ и др.), засыпаемые или запрессовываемые в стальную оболочку (трубчатые электроды, порошковая проволока), а также прокатываемые в ленту. [c.131]
Изменение или восстановление свойств поверхности металлических деталей или изделий путем наплавки на них сплавов различного состава может производиться кроме порошковой проволоки сплошными металлическими электродами (наплавочными), металлокерамическими электродами или присадочными прутками (лентой, брикетами), а также при помощи шихт — по-рошкообразны.х смесей, либо брикетов из [c.95]
Стальную наплавочную проволоку (из углеродистой, легированной и высоколегированных сталей) используют в качестве плавящегося электрода при восстановительной и износостойкой наплавке под флюсом, в среде углекислого газа и в смесях защитных газов. Холоднокатаную электродную ленту из коррознонно-стойкцх сталей используют для антикоррозионной наплавки в химическом, нефтяном и атомном мащикостроенни. [c.148]
mash-xxl.info
Наплавочная порошковая проволока - Расходные материалы
Еще (плюс пятый) - вертикал снизу вверх без отрыва (вообще любой контурный) - это как раз порошок, у нее нет явления выплеска жидкого металла из ванны при потолочном и вертикале. Так что горелка с гибким наконечником подлезет даже в 5 см под трубу, дальше по зеркалу будет проще, прощает остановки, в этом превосходит Ацетиленовый процесс, одна рука, вторая свободнаТочки от порошка мало чем выделяются, разве что их легко удалять, это нужно редко.Есть марки - эквиваленты электродов варящих в жидкости, заплав герметичности емкостей тогда становится забавой, разве что остывание происходит быстро (но это учтено самим флюсом и сплавом марки).
websvarka.ru