Литье алюминия в домашних условиях. Литье из алюминия
Отливка алюминиевых деталей - это проще чем кажется! — Паркфлаер
ШАГ №1Емкость для плавки можно элементарно изготовить из куска стальной трубы, приварив к ней дно.(температура плавления дюрали около 650 градусов по Цельсию, поэтому сталь вполне подойдет)
Также рекомендую для большего удобства сделать сверху на трубе подобие "носика"
ШАГ №2Теперь приступим к самому сложному - к изготовлению ФОРМЫ для отливки.В зависимости от сложности отливаемой детали форма может состоять как из одной части, так и из нескольких (в моем случае форма собирается из двух половинок)В первую очередь вам необходимо максимально упростить деталь (заклеить скотчем все отверстия), чтобы в процессе отливки ничто не создавало препятствий на пути у расплавленной дюралиФорму для литья проще всего изготовить из гипса (алебастр не желателен!). Лучше всего использовать скульптурный гипс.Перед заливкой гипса емкость необходимо намазать чем-нибудь жирным, чтобы гипс не прилипал (масло, отработка, литол...), то же самое нужно сделать с моделью деталиЗаливать гипс следует осторожно, слегка потряхивая форму, чтобы выходили пузыри (некоторые даже используют специальные вибростолы)ПРИМЕЧАНИЕ: Гипс очень быстро твердеет, поэтому нужно не "проморгать" тот момент когда уже пора засовывать модель в гипс.Я забыл сказать, очень важно вместе с моделью положить в гипс какой-нибудь стержень(-ни) (палку), он будет впоследствии каналом(-ами) для заливки дюрали.После того, как первый слой застыл, подготавливаем его для дальнейшей заливки.Сверлим большим сверлом 4 неглубоких отверстия (они нужны, чтобы готовые половины форм не "ездили" относительно друг друга в процессе отливки), мажем верхнюю часть формы маслом.Заливаем второй слой прямо поверх первого.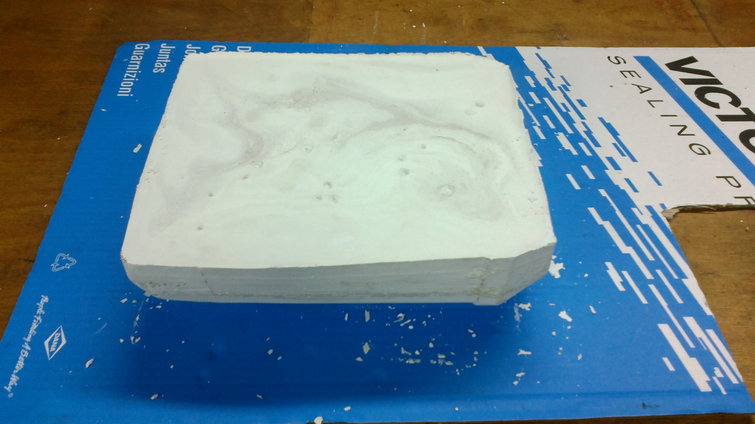
 После затвердевания вынимаем форму из емкости и аккуратно разъединяем полученные половинки.
После затвердевания вынимаем форму из емкости и аккуратно разъединяем полученные половинки.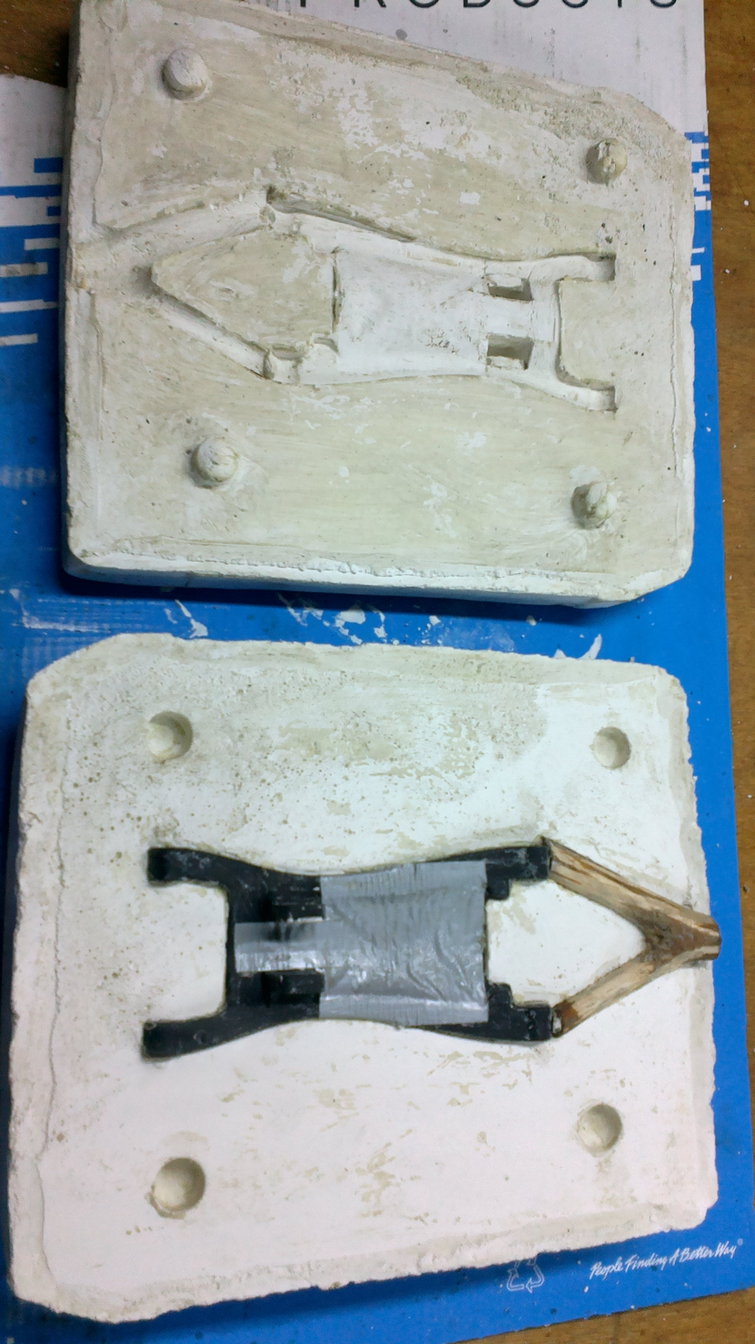
 Наждачкой или ножом зачищаем неровности, а также на одной из половин ножовкой по металлу делаем несколько неглубоких (2-3мм) пропилов.
Наждачкой или ножом зачищаем неровности, а также на одной из половин ножовкой по металлу делаем несколько неглубоких (2-3мм) пропилов. ПРИМЕЧАНИЕ: Сделать данные пропилы необходимо, т.к. они будут отверстиями для выхода газов при отливке (алюминий будет пузыриться, если их не сделать)Далее обе половины формы КРАЙНЕ ВАЖНО высушить (чем суше будет форма, тем более качественной будет деталь). Сушить можно где угодно (даже в печи).
ПРИМЕЧАНИЕ: Сделать данные пропилы необходимо, т.к. они будут отверстиями для выхода газов при отливке (алюминий будет пузыриться, если их не сделать)Далее обе половины формы КРАЙНЕ ВАЖНО высушить (чем суше будет форма, тем более качественной будет деталь). Сушить можно где угодно (даже в печи).Непосредственно перед отливкой форму нужно покрыть сажей, чтобы жидкий алюминий не прилипал. ШАГ №3Из заранее подготовленных кирпичей складываем подобие печки (сама по себе паяльная лампа не расплавит дюраль) и накрываем верхнее отверстие печки какой-нибудь железной пластиной.Плавим.
ШАГ №3Из заранее подготовленных кирпичей складываем подобие печки (сама по себе паяльная лампа не расплавит дюраль) и накрываем верхнее отверстие печки какой-нибудь железной пластиной.Плавим.
 В процессе плавления на поверхности жидкой дюрали будет скапливаться "шлак", его необходимо убирать.
В процессе плавления на поверхности жидкой дюрали будет скапливаться "шлак", его необходимо убирать.
Заливаем жидкий металл в форму и ждем пока остынет.
Ну вот собственно и вся технология. Пробуйте, интересуйтесь и помните, что нет ничего невозможного.
www.parkflyer.ru
Литье алюминия в домашних условиях
 В детстве многие пытались начать плавить свинец. Материал можно было взять из использованных аккумуляторов. Он легко плавился в огне и отлично выливался в простые формы.
В детстве многие пытались начать плавить свинец. Материал можно было взять из использованных аккумуляторов. Он легко плавился в огне и отлично выливался в простые формы.
Литье алюминия в домашних условиях тоже можно выполнить. Этот металл более выгоден и представляет некий интерес для многих мастеров. Однако для литья надо создавать в два раза большую температуру.
Алюминий: основные характеристики
Этот металл до нахождения и внедрения доступного способа промышленного получения, был драгоценным. Когда-то давно, этот материал считался дороже золотых слитков. Его свойства могли бы пригодиться в разных отраслях.
 Алюминий — простой и пластичный материал. Он поддается штамповке, разгибается, отлично отливается в сложные формы, особенно под давлением. Температурный режим его плавления составляет 660 °C, его можно достигнуть и без специального оборудования. А значит, отливка алюминия в доме, вполне реальна.
Алюминий — простой и пластичный материал. Он поддается штамповке, разгибается, отлично отливается в сложные формы, особенно под давлением. Температурный режим его плавления составляет 660 °C, его можно достигнуть и без специального оборудования. А значит, отливка алюминия в доме, вполне реальна.- Кому это будет нужно? Алюминий — материал качественный. Из него создавали и посуду, и детали для авиации и космической промышленности. Отливки, которые обладают прекрасной теплопроводностью, большой стойкостью и отличной прочностью, обожают любители мастерить. Материал подходит для создания сувениров, интересных элементов утвари, для ремонта или восстановления изделий и узелков в технике.
Отливка алюминия на дому
Дойти до температуры плавления, без применения специальных технологий можно разными методами. Раньше кузнецы ковали сталь и подогревали ее углем. Это первый способ, но для его выполнения потребуется печь со специальной подачей воздуха.
Второй способ — применение природного, или сжиженного газа. Процесс можно сделать в самодельной печке. Есть и иная возможность, если объемы плавления небольшие. В таком случае можно взять простую газовую плиту.
Отливка алюминия своими руками на дому тоже можно выполнить, если в хозяйстве есть ацетиленовый генератор и резак. Подойдет и способ с электрической специальной печкой. Такое оборудование уже можно относить к промышленному типу. Но если вы не хотите делать печь, его вполне можно взять на определенное время и заказать услуги оператора.
Технологический процесс
 В принципе, должна обыгрываться ситуация специального литья с оговорочкой на домашние условия. В любом случае нужно подготавливать сырье. Лом алюминия придется очистить от грязи, разных примесей, некоторых наполнителей. Большие части надо измельчить до определенного размера.
В принципе, должна обыгрываться ситуация специального литья с оговорочкой на домашние условия. В любом случае нужно подготавливать сырье. Лом алюминия придется очистить от грязи, разных примесей, некоторых наполнителей. Большие части надо измельчить до определенного размера.
Техника литья алюминия состоит из нескольких шагов. Подготовленный лом расправляют. При достижении текучей фазы с поверхности расплава стаскивается шлак. На последней фазе формочка наполняется жидким металлом. Одноразовая форма разламывается после остывания.
Предварительно надо выбрать, что предстоит отливать. Даже если это пробный вариант плавления, придется подготовить хоть какую-то форму. А вдруг получится достичь необходимой температуры? Любопытно же увидеть результат плавления и оценить свою работу: вид алюминия, его пористость и чистоту. Любой опыт, даже плохой, будет вам только в пользу.
Условия и специальное оборудование
- При плавлении вторичного материала обгорает покрытие, создаются испарения, появляется дым. Работать в условиях закрытой комнаты без сильной функционирующей вытяжки проблемно. Наилучший вариант — открытое пространство.
- Даже в таком случае будет нужен вспомогательный источник вентиляции. Формовочная отливка материала в пенопласт проходит с большим выделением продуктов горения. Вентилятор с боковым обдуванием какого-либо места будет убирать весь дым, что обеспечит прекрасные условия для литья своими руками.
- Оборудованное и полностью продуманное в организационном смысле рабочее пространство также важно. Лучше всего иметь в качестве основания на столике листовой металл или иную поверхность, не поддающуюся большой температуре расплавленного алюминия. Вероятность брызг и проливания жидкой массы очень велика. Помните о том, что стоит задуматься о необходимости выполнения работ в условиях простого помещения.
Самодельная печка для плавления
 Легче всего взять пару огнеупорных кирпичей и сделать из них очаг. Это комфортно выполнять в определенной металлической емкости (старенькая кастрюля), которая будет взята в качестве каркаса. Сбоку создается отверстие для выведения патрубка подачи воздуха. Можно поставить подходящий отрезок трубы из металла. К отрезку подсоединят часть пылесоса, фена или другого подающего воздух устройства.
Легче всего взять пару огнеупорных кирпичей и сделать из них очаг. Это комфортно выполнять в определенной металлической емкости (старенькая кастрюля), которая будет взята в качестве каркаса. Сбоку создается отверстие для выведения патрубка подачи воздуха. Можно поставить подходящий отрезок трубы из металла. К отрезку подсоединят часть пылесоса, фена или другого подающего воздух устройства.
Внутрь заложим древесный (каменный) уголь. Разожжем огонь, и тогда, включится подача воздуха. Сосуд, где будем плавить алюминий, ставится внутрь печки. С боков он тоже обкладывается углем. Лучше всего на печку сделать крышечку, чтобы тепло не ушло напрасно, а оставить только дырку для отводов дыма.
В идеале топливник создают цельным с круглым сводом. Применяют нужные смеси для кладки жаропрочного материала и футеровки печек. Такую конструкцию точно можно сделать из старого ведра. Внутренний свод создают, применяя пластмассовые цветочные горшки нужного размера. Внутрь массы для армирования можно вставить металлическую сеточку. После застывания смеси выйдет прекрасная печка, которая сможет выдержать не одну плавку и отливку форм. Не так-то и сложно заниматься литьем алюминия и делать формы, если немного потренироваться. Главное, это работать и не запрещать себе экспериментировать из-за страха.
instrument.guru
Отливки из алюминиевых сплавов - Литейное производство
 Отливки из алюминиевых сплавов
Отливки из алюминиевых сплавов Категория:
Литейное производство
Отливки из алюминиевых сплавов Для изготовления отливок используют пять групп алюминиевых сплавов: 1) на основе системы алюминий-кремний; 2) алюминий-медь; 3) алюминий-магний; 4) системы алюминий-кремний-медь; 5) прочие сплавы.
Алюминиевые сплавы имеют высокую удельную прочность при нормальной температуре, хорошо противостоят коррозии в атмосферных условиях, обладают высокими литейными свойствами.
Наибольшее применение в промышленности получили сплавы первой и четвертой групп.
Сплавы системы алюминий-кремний (силумины) широко применяются в авиационной, автомобильной, приборостроительной, машиностроительной, судостроительной и в электротехнической промышленности. По содержанию кремния они близки к эвтектическим и поэтому обладают лучшими, чем другие сплавы, литейными свойствами.
Двойные доэвтектические сплавы алюминия с кремнием имеют невысокую прочность. Поэтому в состав их вводят магний, образующий с кремнием химическое соединение Mg2Si, упрочняющее сплав в процессе термической обработки.
Наиболее вредной примесью для силуминов является железо. Образуя хрупкие тройные (Al-Fe-Si) и более сложные фазы, кристаллизующиеся в виде пластин, железо существенно снижает пластические свойства сплавов. Для нейтрализации вредного влияния железа в сплав вводят марганец. Десятые доли марганца способствуют переводу выделений железистой составляющей в более благоприятную (компактную) форму.
При литье в песчано-глинистые формы легирование силуминов магнием и марганцем не обеспечивает еще получения необходимых механических свойств из-за грубого выделения кремния в эвтектике. Поэтому при литье в разовые, низкотеплопроводные формы сплавы системы алюминий-кремний, содержащие не менее 6% Si, подвергают модифицированию. Для этой цели в расплав вводят 0,01-0,1% Na. В присутствии натрия эвтектический кремний выделяется в виде тонкодисперсных пластин, что благоприятно отражается на пластических свойствах. Аналогичное влияние оказывают на структуру сплава присадки кальция и калия, окислов щелочных металлов, сурьма, висмут, литий бор и т. д.
Сплавы на основе системы алюминий-медь обладают низкой коррозионной стойкостью и недостаточной пластичностью. В отличие от сплавов первой группы они хорошо обрабатываются резанием. Вследствие широкого интервала кристаллизации сплавы этой системы склонны к образованию усадочных трещин и рассеянной усадочной пористости. Отличительной особенностью алюминиевомедных сплавов является их теплопрочность. Механические и эксплуатационные свойства сплавов улучшают присадками марганца и титана (сплав АЛ 19) и термической обработкой.
Сплавы алюминия с медью и кремнием широко используют для изготовления деталей, обладающих достаточной твердостью и прочностью, сохраняющих постоянство размеров в процессе эксплуатации и отвечающих требованиям по чистоте обработанной поверхности (корпусы различных приборов, автомобильные и тракторные поршни, детали авиационных двигателей). Среди сплавов этой группы наиболее благоприятными свойствами обладает АЛ7-4.
Сплавы системы алюминий-магний отличаются низкой плотностью и высокими коррозионной стойкостью и прочностью; их используют для изготовления отливок, испытывающих большие вибрационные нагрузки или подвергающиеся воздействию морской воды (АЛ8, АЛ22).
Вследствие повышенной склонности к окислению, образов а-нию усадочных трещин и рыхлот, взаимодействию с влагой формы, пониженной жидкотекучести — изготовление отливок из сплавов системы алюминий-магний вызывает технологические трудности.
Сплавы, не входящие в рассмотренные системы, относятся к группе сложнолегированных, и применяются для изготовления отливок, работающих при повышенных температурах и давлениях (АЛ 1), требующих повышенной стабильности размеров (ВАЛ4), для изготовления сварных конструкций (ВАЛ4) и деталей, хорошо обрабатывающихся резанием (АЛ11).
В зависимости от масштаба и специфики производства плавку алюминиевых сплавов в литейных цехах осуществляют в печах: электрических тигельных и отражательных; в тигельных, работающих на жидком и газообразном топливе, и в индукционных.
При плавке на воздухе алюминиевые сплавы окисляются и насыщаются водородом. В процессе окисления на поверхности алюминия образуется плотная и прочная окисная пленка. При достижении толщины пленки -2000 А окисление практически прекращается из-за малой скорости диффузии кислорода через пленку. Легирование алюминия магнием, медью, цинком и никелем усиливает окисление, так как окислы этих элементов обладают меньшей плотностью, чем окислы алюминия. Скорость окисления уменьшается при легировании алюминия церием и лантаном; большинство же легирующих элементов (Si, Мп и др.) не влияет на скорость окисления.
Алюминиевые сплавы склонны к газопоглощению. Особенно энергично в них растворяется водород, что способствует получению отливок с газовой пористостью и раковинами. Алюминиевые расплавы предохраняют от окисления и поглощения водорода плавкой под флюсами. В качестве покровного флюса при плавке млогих сплавов, содержащих не более 1% Mg, используют смесь (2% от массы шихты) хлоридов натрия и калия (45% NaCl и 55% КС1). Для обеспечения полного отделения окислов алюминия в состав флюсов вводят до 25% криолита (Na3AlF6).
Для алюминиевомагниевых сплавов в качестве покровного флюса используют карналлит (MgCl2-KCl) с добавками хлористого бария (ВаС12) или фтористого кальция (CaF2).
В тех случаях, когда невозможно применение флюса, защиту от окисления обеспечивают легированием сплавов бериллием (0,03-0,05%).
Однако как бы тщательно не проводилась защита расплавов, при плавке на воздухе они всегда оказываются загрязненными и перед заливкой в формы требуют очистки.
В зависимости от состава сплава и объема производства рафинирование (очистку) расплавов от взвешенных неметаллических включений и водорода осуществляют продувкой инертными (Аг, N) или активными (С1) газами, обработкой хлоридами (МпС12), ZnCl2, TiCl4, флюсами и выдержкой в вакууме.
При пропускании газов (0,2-0,8% от массы металла) через расплав они оказывают флотирующее действие на взвешенные включения; пузырьки рафинирующего газа выносят их на поверхность расплава. Поскольку внутри пузырька рафинирующего газа давление атомарного водорода равно нулю, растворенный водород диффундирует внутрь пузырька рафинирующего газа и выносится за пределы расплава. Очистка тем интенсивнее, чем мельче пузырьки рафинирующего газа и чем равномернее распределены они в объеме расплава.
Введение в расплав хлоридов марганца, цинка и других металлов сопровождается образованием хлористого алюминия, пары которого также влияют как аргон и хлор. Оптимальное количество хлоридов составляет 0,1-0,3% от массы расплава. Рафинирование алюминиевых расплавов газами осуществляют при 720-750° С в течение 1.0-12 мин в той же печи, где велось расплавление. После этого для выделения мелких газовых пузырьков расплав отстаивают в течение 15-20 мин.
Рафинирование флюсом осуществляют при 730-750° С. Флюс (0,5-1% от массы металла), предварительно переплавленный, засыпают на поверхность металла или вводят внутрь его специальным приспособлением. В некоторых случаях рафинирование осуществяют при разливке; флюс расплавляют, порцию его заливают в тигель, а затем через флюс в тигель заливают металл; неметаллические “включения при этом экстрагируются.
Для дегазации расплав может быть выдержан в атмосфере инертного газа или вакууме (15-20 мин при остаточном давлении 50-100 мм рт. ст.).
Рафинирование контролируют при помощи технологических проб, химического и газового анализа.
Сплавы, содержащие более 6% Si, перед заливкой в разовые формы подвергают модифицированию. Операция модифицирования измельчает выделения кремния и повышает механические свойства сплавов. Модифицирование осуществляют введением в расплав несколько сотых долей процента натрия. Для этой цели используют главным образом смеси хлористых и фтористых солей натрия и реже чистый натрий.
После этого соли замешивают в расплав и через 3-5 мин удаляют вместе со шлаком.
Тщательно очищенный расплав может быть вновь загрязнен в процессе литья. Падение струи металла с высоты более 300 мм сопровождается вспениванием и образованием окислов, часть которых попадает в отливку. Для алюминиевых сплавов недопустимы завихрения, образующиеся в местах удара струи о стенку формы. Воздух, захваченный вихревым потоком, загрязняет сплав окислами. В связи с этим формы заполняют алюминиевыми сплавами с минимальной линейной скоростью движения струи на выходе из литников, для чего используют расширяющиеся системы. Продолжительность заполнения форм регулируют изменением площади сечения литниковых каналов.
В условиях массового и крупносерийного производств многие отливки из алюминиевых сплавов изготовляют в металлических формах (кокилях). Низкая температура литья этих сплавов и наличие пленки А1203, образующейся на поверхности отливок, увеличивают стойкость кокилей и, следовательно, экономическую целесообразность их использования.
Для алюминиевых сплавов характерны расширяющиеся литниковые системы, предусматривающие отделение взвешенных неметаллических включений. Очень часто в шлаковиках устанавливают сетки (стеклоткань, титановая, железная, из стержневой смеси), усложняют каналы устройством шлаковыпоров, различных поворотов, используют кусковые фильтры. В некоторых случаях предусматривают два ряда шлаковиков.
Для предотвращения захвата воздуха при заполнении высоких (>300 мм) форм применяют многоярусные и щелевые литниковые системы, позволяющие получить наиболее благоприятное распределение температуры по высоте отливки.
Алюминиевые сплавы склонны к образованию усадочной пористости, устранение которой в отливках достигается установкой массивных прибылей, холодильников, а для ответственных деталей — кристаллизацией в автоклавах под давлением сжатого воздуха.
Очистку отливок производят на гидропескоструйных установках. В зависимости от состава сплава отливки проходят определенный режим термической обработки. Характерным является также пропитка пористых отливок различными лаками.
Читать далее:
Отливки из магниевых сплавов
Статьи по теме:
pereosnastka.ru
Отливка деталей из алюминия на заказ, цены, технологии литья
ООО «ЛитПро» изготавливает детали из алюминия с применением современных технологий литейного производства. Готовые изделия используются в качестве конструктивных элементов транспортных средств, применяются в машиностроении, судостроении, пищевой, сельскохозяйственной и мебельной сфере. Отливки изготавливаются в соответствии с ГОСТ, имеют необходимые физико-механические характеристики и геометрию. Наше предприятие изготавливает модельную оснастку, производит детали из алюминия на заказ по чертежам, заданным формам или на основе 3D моделей. За счет соблюдения всех требований технологичности и применения современных методов производства готовые изделия имеют высокое качество и невысокую цену.
Отливка деталей из алюминия на заказ
ООО «ЛитПро» практикует изготовление изделий небольшими партиями под нужды конкретного заказчика. Способ литья выбирается с учетом требований к технологичности детали, трудоемкости и экономической целесообразности. Благодаря такому подходу стоимость нашей продукции достойно конкурирует с предложениями других предприятий. Производственные мощности компании позволяют использовать различные технологии литья – центробежное, в кокиль, в землю и из жидких самотвердеющих смесей (ЖСС). Независимо от способа изготовления, любые типы заготовок практически не требуют дополнительной механической обработки. Для снижения массы деталей оставляются припуски на обработку в 2 мм. За счет отсутствия на поверхности посторонних включений готовые изделия легко поддаются зачистке. Литье алюминия позволяет выпускать детали с высокими антикоррозионными свойствами. Способность противостоять окислительным процессам сохраняется на протяжении всего жизненного цикла изделий. Конечная стоимость нашей продукции зависит от множества факторов – состава сплавов металла, его марки, геометрии, а также размера партии. Для изготовления модельной оснастки и деталей из алюминия производится свой расчет.
Этапы произведенного процесса
- Отливка деталей из алюминия выполняется поэтапно. Высокое качество изделий обеспечивается соблюдением выбранной технологии литья и многоуровневым контролем всего процесса.
- Подготовка проектного решения. На данном этапе разрабатывается конструкция детали с созданием 3D модели. С помощью математического моделирования задаются начальные и граничные условия, выбираются материалы и форма, выставляются прочие параметры. Технолог моделирует весь процесс, подбирает прототип будущего изделия.
- Изготовление модельной оснастки. Применение станков с ЧПУ исключает человеческий фактор и позволяет изготовить продукцию с точными геометрическими параметрами.
- Производство заготовок в заданном количестве. На нашем предприятии выпускаются мелкие и средние партии изделий, а также единичные экземпляры, в случае крупногабаритных отливок или деталей сложной формы.
Применяемые технологии литья деталей из алюминия
ООО «ЛитПро» выпускает отливки массой до 0,5 т. Способ производства определяется физико-механическими параметрами детали и минимальной трудоемкостью ее отлива. Наше предприятие использует следующие технологии:
- Литье в землю. Это простой бюджетный способ получения отливок массой до 500 кг. Заранее подготавливаются литейные модели в соответствии с заданием заказчика. Углубления в форме образуют внешнюю конструкцию отливки, с помощью установленных в полость стержней формируется ее внутренняя часть.
- Литье алюминия в кокиль. Это более качественна технология. Кокилем называют разборную форму для литья. Ее заливают металлом, который под действием силы тяжести заполняет модель и затвердевает. Затем кокиль раскрывают и извлекают отливку. Такая технология применяется для выпуска больших партий.
- Литье в ЖСС. При этом способе используется специальная формовочная смесь, состоящая из жидкой композиции и наполнителя. Затвердевание происходит в стержневом ящике или на модели. Данная технология применяется в любом виде производства.
- Литье центробежное. Заготовкам придается нужная конфигурация под действием центробежных сил, образуемых при вращении формы. Готовые изделия обладают высокой плотностью и механическими характеристиками.
Сфера использования отливок
Литье алюминия – доступный способ получения деталей с высокими эксплуатационными свойствами. Они прочные, легкие, не окисляются и не деформируются долгое время. Алюминий – экологичный материал, поддающийся вторичной переработке. Физико-механические свойства металла позволяют производить детали с точными размерами и геометрией, для которых не нужна дополнительная обработка. Детали из алюминия используются:
- В качестве конструктивных элементов агрегатов, машин и оборудования;
- При производстве мебельной фурнитуры;
- В пищевой и медицинской отраслях;
- Для изготовления деталей по индивидуальным заказам.
Качественно выполненное литье исключает дополнительные траты на последующую обработку и экономит денежные средства заказчика
bulatm.ru
Литье алюминия по моделям
 Завод «Zavod-Litja.ru» предоставляет вам хорошее и качественное литье алюминия по моделям. Пресс-формы, которые использует наш завод, дает нам право осуществлять производство деталей из алюминия, невзирая на сложность конструкции, а также использование наших отливок удовлетворят всевозможные пожелания и требования заказчика.
Завод «Zavod-Litja.ru» предоставляет вам хорошее и качественное литье алюминия по моделям. Пресс-формы, которые использует наш завод, дает нам право осуществлять производство деталей из алюминия, невзирая на сложность конструкции, а также использование наших отливок удовлетворят всевозможные пожелания и требования заказчика.
Литье алюминия по моделям
Работники нашего завода осуществят все виды литья из черных и цветных металлов от 1кг, а также других сплавов металла и литье меди, имеющие стенки толщиной от одного мм. С размерной четкостью, соответствующая пятому классу точности ГОСТ Р 53464-2009, и с поверхностью высокого качества.
Пришлите ваши чертежи или эскизы на [email protected]
Либо звоните 8-800-250-88-72. Доставка по России и СНГ!!!
Завод имеет высокую мощность, а это дает возможность производить целый производственный цикл изготовления, уже готового товара с применением инновационных технологий, базируясь на основе чертежей или же моделей осуществляется подготовка прототипа продукции, по выжигаемым моделям производится:
- четкое литье,
- механическая обработка которая включает в себя токарную и фрезерную обработку,
- шлифование и сверление.
В основе завода лежит инновационная технология точного литья металлов с учетом моделей, включающая ряд достоинств, а именно:
- хорошее качество деталей,
- исполнение геометрии деталей различной сложности, неосуществимые другим способом изготовления,
- минимальные затраты во времени которое было затрачено на изготовление модельной оснастки,
- хорошая ценовая политика на производство непростых изделий.
Литье алюминия по моделям является одним из древних способов. Эта технология была придумана ювелирами для личных потребностей, а после уже разошлась в другие сферы. На данный момент этот способ востребован для производства точнейших и непростых по форме отливок, а именно для деталей имеющих цельный корпус и корпусные части, изделий которые имеют форму цилиндра, сферической и лучевой формы, деталей с тонкими стенками.
Завод «Zavod-Litja.ru» предоставляет изготовление отливок в песчаных формах, а также объемный круг услуг по металлообработке, и непременно литье алюминия в выплавляемых моделях.
Обширная характеристика способов литья с применением выплавляемых моделей
Основой этой технологии является то, что мы получаем литейную форму при помощи выплывки модели из состава, который имеет легко плавленый эффект – расположен внутри оболочки из огнеупорного материала.
Этот способ дает возможность заводу производить товар с хорошей точностью, даже до тринадцатого квалитета. А это дает минимальную потребность в дальнейшей механической обработке изделия. Технический процесс по производству отливок имеет основные стадии, а именно:
- производительность мастер-модели, которая будет основой пресс-формы,
- производство моделей из воскоподобных модельных смесей в основе которых лежит парафин и стеарин, к примеру — П50С50, П70С30,
- производство огнеупорных форм по выплавляемым моделям,
- заполнение форм для того, чтобы получить готовое изделие.
Метод производства отливок при использовании выплавляемых моделей непростой, потому как при их изготовлении потребуется брать в счет свойства, которые имеет металл и сплав, требования к качеству покрытия. Наш завод предоставляет литье алюминия по моделям которое соответствует требованиям ГОСТ.
Мы работаем с литьем алюминия, и предоставляем производство деталей имеющих всевозможную сложность с применением объемного спектра сплавов. Их перечень включает такие марки как:
- 3-х компонентные с наличием кремния и магния: АК12, АК7, АК7ч, АК9ч;
- 3-х компонентные с наличием кремния и меди: АК5М, АК6М2;
- двухкомпонентные с медью: АМ5;
- 2-х компонентные с магнием: АМг6л, АМг7.
Отливки, изготовленные из сплавов алюминия, имеют совокупность свойств, например легкость, хорошая прочность, несложная обработка и формовка, наличие второстепенного применения, не подвергается на воздействие влаги, сохраняет технические качества на протяжении долгого времени применения.
Пришлите ваши чертежи или эскизы на [email protected]
Либо звоните 8-800-250-88-72. Доставка по России и СНГ!!!
«Zavod-Litja.ru» предоставляет осуществление высокоточных деталей из алюминия для различных областей промышленности. Наличие на заводе инновационного оборудования, внедрение современных технологий, хороший опыт наших сотрудников, дает возможность наладить оперативный технологический процесс, в ходе которого производится качественные детали. На данный период времени мы оснащены хорошими производственными мощностями, которые нужны для литья под давлением сплавов из алюминия, и именно поэтому мы имеем возможность осуществлять заказы на производство деталей имеющих всевозможные параметры и формы, вес не более двухсот кг. Предоставляем сто процентную гарантию на качество продукции. Все выпускаемые детали подвергаются строгому контролю качества.
zavod-litja.ru