Классификация электрической дуговой сварки. Классификация сварочных дуг
Классификация сварочной дуги | Сварка и сварщик
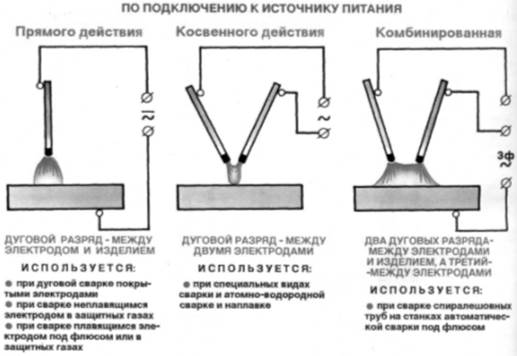
По подключению к источнику питания
Прямого действия

ДУГОВОЙ РАЗРЯД МЕЖДУ ЭЛЕКТРОДОМ И ИЗДЕЛИЕМ
ИСПОЛЬЗУЕТСЯ:
- при дуговой сварке покрытыми электродами
- при сварке неплавящимся электродом в защитных газах
- при сварке плавящимся электродом под флюсом или в защитных газах
Косвенного действия

ДУГОВОЙ РАЗРЯД - МЕЖДУ ДВУМЯ ЭЛЕКТРОДАМИ
ИСПОЛЬЗУЕТСЯ:
- при специальных видах сварки и атомно-водородной сварке и наплавке
Комбинированная

ДВА ДУГОВЫХ РАЗРЯДА МЕЖДУ ЭЛЕКТРОДАМИ И ИЗДЕЛИЕМ, А ТРЕТИЙ - МЕЖДУ ЭЛЕКТРОДАМИ
ИСПОЛЬЗУЕТСЯ:
- при сварке спиралешовных труб на станках автоматической сварки под флюсом
ПО ПРИМЕНЯЕМЫМ ЭЛЕКТРОДАМ
При плавящемся электроде

При неплавящимся электроде

ПО СТЕПЕНИ СЖАТИЯ ДУГИ
Свободная

Сжатая

ПО ПОЛЯРНОСТИ ПОСТОЯННОГО ТОКА
Прямая

Обратная

При обратной полярности температура на поверхности металла ниже. Используют при сварке тонкой или высоколегированной стали
ПО ДЛИНЕ

weldering.com
Классификация сварочной дуги
По подключению к источнику питания различают, дугу прямого действия (зависимую дугу) и дугу косвенного действия (независимую дугу). В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором - дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности).
По применяемым электродам различают способы сварки плавящимся электродом и неплавящимся (угольным, графитовым и вольфрамовым). Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вил сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше - многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание - сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.

По полярности постоянного тока различают дуги, питаемые постоянным током прямой (минус на электроде) или обратной (плюс на электроде) полярности или переменным током. В зависимости от способов сварки применяют ту или иную полярность. Сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
Расстояние от конца электрода до поверхности свариваемого металла называется длиной дуги. От длины дуги во многом зависит качество сварки. Очень большая длина приводит к насыщению металла кислородом и азотом воздуха. Увеличиваются потери тепла и разбрызгивание металла, ухудшается формирование сварного шва, образуются поры.

По условиям наблюдения за процессом горения дуги различают открытую, закрытую и полуоткрытую дугу. При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла - светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе - шлаке основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
Похожие статьи:
Основы сварочного дела Лекция №3 Электрическая дуга, виды электрической сварочной дуги.
СЛАЙД 12
Наиболее распространенными источниками тепла является электрическая сварочная дуга.
Электрическая сварочная дуга – мощный электрический разряд в сильно ионизораванной смеси газов и паров различных материалов, происходящий обычно при атмосферном давлении.
Впервые дуговой разряд наблюдал и описал академик В.В Петров в 1802г.
СЛАЙД 13 Различают следующие основные группы сварочных дуг:
- по виду воздействия на изделие – дуги прямого и косвенного действия;
- по роду тока – дуги постоянного и переменного тока;
- по типу электрода – дуги с плавящимся и неплавящимся электродами;
- по наличию ограничений развития дугового разряда в пространстве- свободные и сжатые дуги;
- по наличию препятствий для циркуляции газа в околодуговом пространстве;
- возможности наблюдения за дуговым разрядом – открытие и закрытие дуги.
СЛАЙД 14 В зависимости от числа электродов и способов включения электродов и свариваемой детали в электрическую цепь различают следующие виды сварочных дуг (рис. 2):
прямого действия, когда дуга горит между электродом и изделием – используется при: дуговой сварке покрытыми электродами; при сварке неплавящимся электродом в защитных газах; при сварке плавящимся электродом под флюсом или в защитных газах;
СЛАЙД 15 косвенного действия, когда дуга горит между двумя электродами, а свариваемое изделие не включено в электрическую цепь – используется при специальных видах сварки и атомно-водородной сварке и наплавке;
трехфазная дуга, возбуждаемая между двумя электродами, а также между каждым электродом и основным металлом – используется при сварке спиралешовных труб на станках автоматической сварки под флюсом.
СЛАЙД 16
а) б) в)
Рис. 2 Классификация сварочной дуги по подключению к источнику питания:
а – прямого действия; б – косвенного действия; в – комбинированная (трехфазная)
СЛАЙД 17 По роду тока различают дуги, питаемые переменным и постоянным током. При применении, постоянного тока различают сварку на прямой и обратной полярности (см. рис. 3). В первом случае электрод подключается к отрицательному полюсу и служит катодом, а изделие – к положительному полюсу и служит анодом; во втором случае электрод подключается к положительному полюсу и служит анодом, а изделие – к отрицательному и служит катодом. СЛАЙД 18 В зависимости от материала электрода различают дуги между неплавящимися электродами (угольными или вольфрамовыми) и плавящимися металлическими электродами.
СЛАЙД 19
а) б)
Рис. 3 Классификация сварочной дуги по полярности постоянного тока:
а – прямая полярность; б – обратная полярность.
В дугах с плавящимися электродами электрод и деталь расплавляются в общую сварочную ванну, а в дугах с неплавящимися электродами электрод является тугоплавким и не поставляет жидкий металл в сварочную ванну, хотя на торцах таких электродов и может появиться тонкая пленка жидкого металла. Для дуг постоянного тока характерны неизменность направления тока и, как правило, небольшие колебания его силы. В дугах переменного тока происходит непрерывное изменение направления и силы тока. Такие дуги угасают каждый раз при переходе тока через нуль и возбуждаются вновь при достижении между электродами необходимой для этой величины электродвижущей силы.
СЛАЙД 20 Дуга считается свободной, если ее развитие в пространстве ограничено только естественными свойствами. При наличии искусственных ограничений дуга называется сжатой. Дуга считается открытой, если около нее отсутствуют преграды (кроме самих электродов), задерживающие излучение дуги или препятствующие наблюдению за ней, исключающие или затрудняющие циркуляцию газа в околодуговом пространстве. В противном случае дуга считается закрытой. Примером закрытой дуги является дуга под слоем флюса.
studfiles.net
Классификация сварочных дуг | Машкрепеж

Сварочная дуга представляет собой мощный электрический разряд в ионизированной области, образовавшейся в процессе сварки и включающей смесь газов, паров металла, флюса и компонентов покрытия сварочного электрода. Ионизированный воздушный промежуток в электрическом поле между металлом и сварочным электродом способствует большому выделению теплоты при прохождении через эту среду электрического тока с высоким значением плотности, которое зависит от расстояния между анодом и катодом, а также от вида источника питания и подаваемого к месту сварки напряжения.
Для возбуждения (зажигания) сварочной дуги при ручной дуговой сварке и образования начальной ионизации сварочный электрод сначала приводят в соприкосновение с поверхностью металла, а затем быстро отводят на некоторое расстояние. Это способствует значительному нагреванию материала изделия в точке соприкосновения с электродом и быстрому началу процесса испарения нагретого до высоких температур металла с поверхности изделия. При высокой температуре паров ионизация промежутка электрод-металл получается настолько существенной, что приводит к образованию сварочного дугового разряда. Если все факторы, поддерживающие ионизацию промежутка, являются стабильными во времени, то образовавшийся разряд продолжает существовать в виде стационарной устойчивой электрической сварочной дуги.
Классификация сварочных дуг производится по:
-
виду подключаемого источника питания (прямого, косвенного и комбинированного действия).
-
применяемым электродам (плавкие и неплавкие).
-
степени сжатия дуги (свободная или сжатая).
-
роду и полярности тока (переменного тока; постоянного тока прямой и обратной полярности).
-
длине (короткая, нормальная и длинная).
При увеличении силы тока в промежутке между сварочным электродом и металлом изделия возрастают площадь поперечного сечения сварочной дуги и электропроводность газа в ионизированной области. Это приводит к уменьшению электрического сопротивления внутри дуги и падению напряжения в электрической цепи, то есть для поддержания большего тока в цепи требуется меньшее напряжение. Такая зависимость между силой тока в сварочной дуге и напряжением в дуговом промежутке является однозначной и существует для тока величиной до 50 Ампер при постоянных составе газовой среды, свойствах электродов и длине самой сварочной дуги. Однако, при больших значениях силы тока, которые обычно используются при дуговой сварке, напряжение электрической дуги постоянной длины остается практически неизменным. Это происходит из-за того, что электропроводность дугового промежутка при увеличении силы тока до 50 А возрастает быстрее силы тока на его вольт-амперной характеристике, а при более высоких значениях их зависимость становится прямо-пропорциональной.
Источники питания сварочной дуги включают в свой состав стационарные и передвижные источники: переменного тока, постоянного тока прямой и обратной полярности, сварочные генераторы и сварочные инверторы.
Товары каталога:
Please enable JavaScript to view the comments powered by Disqus. comments powered bywww.rusbolt.ru
Классификация электрической дуговой сварки.
Все существующие способы сварки, как уже упоминалось выше, можно разделить на две основные группы:
Сварку давлением – контактная, газопрессовая – трением, холодная – ультразвуком,
Сварку плавлением – газовая, термитная, электродуговая, электрошлаковая, электронно-лучевая, лазерная.
Самое широкое распространение получили различные способы электрической сварки плавлением, а ведущее место занимает дуговая сварка, при которой источником теплоты служит электрическая дуга.
Электрическую сварку плавлением в зависимости от характера источников нагрева и расплавления свариваемых кромок можно разделить на следующие основные виды сварки:
электрическая дуговая, где источником тепла является электрическая дуга;
электрошлаковая, где основным источником теплоты является расплавленный шлак, через который протекает электрический ток;
электронно-лучевая, при которой нагрев и расплавление кромок соединяемых деталей производят направленным потоком электронов, излучаемых раскалённым катодом;
лазерная, при которой нагрев и расплавление кромок соединяемых деталей производят направленным сфокусированным мощным световым лучом микрочастиц-фотонов.
При электрической дуговой сварке основная часть теплоты, необходимая для нагрева и плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты дуги кромки свариваемых деталей и торец плавящегося электрода расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока. Классификация дуговой сварки производится в зависимости от степени механизации процесса сварки, рода тока и полярности, типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают сварку вручную, полуавтоматическую и автоматическую сварку. Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной сварке указанные операции, необходимые для образования шва, выполняются рабочим-сварщиком вручную без применения механизмов.
При полуавтоматической сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают дуги, питаемые постоянным током прямой (минус на электроде) или обратной (плюс на электроде) полярности или переменным током. В зависимости от способов сварки применяют ту или иную полярность. Сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
По типу дуги различают дугу прямого действия (зависимую дугу) и дугу косвенного действия (независимую дугу). В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором - дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности).
По свойствам электрода различают способы сварки плавящимся электродом и неплавящимся (угольным, графитовым и вольфрамовым). Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двух электродной сваркой, а если больше - многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание - сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают открытую, закрытую и полуоткрытую дугу. При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла - светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе - шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают следующие способы сварки: без защиты (голым электродом, электродом со стабилизирующим покрытием), со шлаковой защитой (толстопокрытыми электродами, под флюсом), шлакогазовой (толстопокрытыми электродами), газовой защитой (в среде газов) с комбинированной защитой (газовая среда и покрытие или флюс). Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки. Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне - и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
Применяются также магнитные покрытия, которые наносятся на проволоку в процессе сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходит электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа.
studfiles.net
Классификация сварочной дуги
По подключению к источнику питания различают, дугу прямого действия (зависимую дугу) и дугу косвенного действия (независимую дугу). В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором - дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности).
По применяемым электродам различают способы сварки плавящимся электродом и неплавящимся (угольным, графитовым и вольфрамовым). Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вил сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше - многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание - сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.


По полярности постоянного тока различают дуги, питаемые постоянным током прямой (минус на электроде) или обратной (плюс на электроде) полярности или переменным током. В зависимости от способов сварки применяют ту или иную полярность. Сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
Расстояние от конца электрода до поверхности свариваемого металла называется длиной дуги. От длины дуги во многом зависит качество сварки. Очень большая длина приводит к насыщению металла кислородом и азотом воздуха. Увеличиваются потери тепла и разбрызгивание металла, ухудшается формирование сварного шва, образуются поры.

По условиям наблюдения за процессом горения дуги различают открытую, закрытую и полуоткрытую дугу. При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла - светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе - шлаке основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
Дата добавления: 2017-12-03; просмотров: 42;
znatock.org
Классификация сварочной дуги — КиберПедия
По подключению к источнику питания различают, дугу прямого действия (зависимую дугу) и дугу косвенного действия (независимую дугу). В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором - дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности).
По применяемым электродам различают способы сварки плавящимся электродом и неплавящимся (угольным, графитовым и вольфрамовым). Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вил сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше - многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание - сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По полярности постоянного тока различают дуги, питаемые постоянным током прямой (минус на электроде) или обратной (плюс на электроде) полярности или переменным током. В зависимости от способов сварки применяют ту или иную полярность. Сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
Расстояние от конца электрода до поверхности свариваемого металла называется длиной дуги. От длины дуги во многом зависит качество сварки. Очень большая длина приводит к насыщению металла кислородом и азотом воздуха. Увеличиваются потери тепла и разбрызгивание металла, ухудшается формирование сварного шва, образуются поры.
По условиям наблюдения за процессом горения дуги различают открытую, закрытую и полуоткрытую дугу. При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла - светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе - шлаке основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
cyberpedia.su