Сварка металлов технологии сварочного производства. Классификация сварных швов
Классификация сварных швов | Мир сварки
Классификация сварных швов
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации (затвердевания) расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
Сварные швы подразделяются:
Классификация по положению в пространстве| 1 - нижнее положение 2 - горизонтальное или вертикальное положения 3 - потолочное положение |  |
Сварка швов в нижнем положении по сравнению со сваркой других швов наиболее удобна и экономична (при прочих равных условиях).
Классификация по протяженностиПо протяженности швы подразделяют:
| Сплошные |  | |
| Прерывистые | цепные |  |
| шахматные |  |
Швы подразделяются:
| Продольный(фланговый) | усилие параллельно оси шва |  |
| Поперечный(лобовой) | ось шва перпендикулярна направлению действия усилий |  |
| Комбинированный | комбинация продольного и поперечного швов |  |
| Косой | ось шва располагается под углом к направлению действующих усилий |  |
Швы подразделяются:
Выпуклые швы лучше работают в соединениях при статических нагрузках, однако чрезмерный наплыв приводит к лишнему расходу электродного металла и поэтому выпуклые швы неэкономичны.
Плоские и вогнутые швы лучше работают при динамических и знакопеременных нагрузках, так как нет резкого перехода от основного металла к сварному шву. В противном случае создается концентрация напряжений, от которых может начаться разрушение сварного шва.
Классификация по условиям работы сварного узлаВ процессе эксплуатации изделия сварные швы подразделяют:
- рабочие — которые непосредственно воспринимают нагрузки
- нерабочие (соединительные или связующие) — предназначенные только для скрепления частей или деталей изделия
Швы делятся на:
- ниточные
- уширенные
Ниточные швы обычно выполняют при сварке тонкого металла, а уширенные швы - при наплавочных работах.
Классификация по числу проходов (слоев)По числу проходов (слоев) сварные швы подразделяются:
- однопроходные (однослойные)
- многопроходные (многослойные)
При сварке каждый слой многослойного стыкового шва, кроме усиления и подварочного шва, отжигается при наложении следующего слоя. В результате такого теплового воздействия улучшается структура и механические свойства металла шва.
Классификация по характеру выполнения- односторонние
- двусторонние
ЛИТЕРАТУРА
- Сварочные работы / В.И. Маслов. - М.: Издательский центр «Академия», 2002. - 240 с.
weldworld.ru
Классификация сварных швов по различным внешним признакам
Сварные швы конструкций из стали, цветных металлов и их сплавов различаются по ряду признаков.
По положению относительно действующего усилия Р швы могут быть лобовыми, косыми и фланговыми. Эти определения относятся к угловым швам нахле — сточных соединений (рис. 2.7). Лобовой шов расположен перпендикулярно усилию, фланговый — параллельно, а косой — под углом.
Разделение сварных швов по основным положениям сварки плавлением установил ГОСТ 11969—79*. Согласно ГОСТу положение сварки определяется уг-
|
Рис. 2.7. Расположение швов относительно действующего усилия Р а —лобовой, б — фланговый; в —косой; г — лобовой и косые швы |

|
Рис. 2.8. Форма швов а — выпуклые; б — без выпуклости; в — вогнутые |

лом наклона а продольной оси шва и углом поворота Р поперечной его оси относительно их нулевых положений. Если отдельные слои многослойного шва выполняются в разных положениях, обозначения относятся к каждому слою в отдельности. В табл. 2.1 показаны схемы различных положений и их обозначения. Стрелкой, направленной вверх, обозначена сварка на подъем, направленной вниз — сварка на спуСк. По удобству и легкости выполнения самое лучшее положение — это Л и Н, затем положения усложняются в таком порядке: Пв, Пг, В, Г, Пп и П, последние два — самые трудные для выполнения, их следует избегать.
Сварные швы различаются по их протяженности и бывают непрерывными и прерывистыми. В основном все швы выполняют непрерывными, однако иногда применяют прерывистые швы, если не требуется их сплошности и при малых нагрузках. При сборке конструкций под сварку часто употребляют сборочные
|
| |
| |
| |
|
| |
|
|
|
|
| |
|
| |
|
| |
|
| |
|
| |
|
| |
|
| |
|
| |
|
| |
|
| |
|
| |
| |
|
| |
|
| |
|
| |
| |
|
| |
| |






|
Примечания: 1. Предельные отклонения во всех положениях ±10°. 2. /о и I — положение продольной оси шва; Па и // — положение поперечной оси шва. |

швы — прихватки, которые ставят с перерывами, для предварительного закрепления конструкций. В зависимости от веса собираемых элементов и их толщины назначают длину и сечение прихваток: чем больше вес и толщина, тем больше должно быть прихваток.
По внешней форме и количеству наплавленного металла различают швы выпуклые и вогнутые (рис. 2.8). Как правило, все швы выполняют выпуклыми с небольшим усилением, номинальная величина которого 0,5 мм установлена ГОСТ 5264—80. Иногда требуется делать швы без выпуклости, что должно быть указано в чертежах. Вогнутыми выполняют угловые швы, что также указывается в чертежах и требуется для улучшения работы сварных соединений при пере — менньщ нагрузках или по другой причине. Стыковые швы погнутыми не делают, вогнутость таких швов
Рис. 2.9. Многослойные швы
 а — стыковой; б — угловой
а — стыковой; б — угловой
является браком. Стыковые и угловые швы могут быть однослойными при небольшой толщине свариваемых деталей или многослойными (рис. 2.9) при большой толщине. Однослойные швы, как правило, бывают однопроходными, а многослойные — многопроходными. По характеру требований, предъявляемых к сварным! швам, они могут быть прочными или плотными (непроницаемыми для газов или жидкости). Как правило, сварные соединения (особенно стыковые) должны быть равнопрочны основному металлу, а также должны быть прочноплотными.
hssco.ru
Классификация сварных швов | Сварка металлов
Сварные швы подразделяют по типу сварного соединения и геометрическому очертанию сечения шва на стыковые и угловые (рис. 12). Стыковой шов характеризуется шириной е и усилением q, глубиной провара А, зазором b; угловой — катетом К.
Стыковые швы применяют для выполнения стыковых соединений. Угловые швы применяют в нахлесточных, тавровых и угловых соединениях. Размеры сечения швов установлены ГОСТ 5264-80.
Форма наружной поверхности
По форме наружной поверхности стыковые швы могут быть плоские или выпуклые. Угловые швы могут выполняться и вогнутыми. Сварные соединения с выпуклыми швами лучше работают на статическую нагрузку, чем соединения с плоскими или вогнутыми швами. Однако швы со слишком большой выпуклостью

Рис. 12. Геометрические параметры сварных швов

Рис. 14. Классификация сварных швов по протяженности (а), отношению к направлению действующих усилий (б), форме наружной поверхности (в)

Рис. 13. Основные положения сварки и их обозначения
вследствие большого количества наплавленного металла неэкономичны. Стыковые соединения с плоскими швами и угловые, тавровые и нахлесточные соединения с вогнутыми швами лучше работают на динамическую или знакопеременную нагрузку, чем соединения с выпуклыми швами. Это объясняется тем, что при плоских и вогнутых швах нет резких переходов от основного к наплавленному металлу, в которых имеется концентрация напряжении и от которых может начаться разрушение соединения. В соответствии со стандартом допускается выпуклость шва при нижней сварке до 2 мм и не более 3 мм для швов, выполненных в остальных положениях. Вогнутость допускается во всех случаях не более 3 мм.
По положению
Согласно ГОСТ 11969 — 79, швы подразделяют по положению: в лодочку — Л, нижние — Н, полугоризонтальные — Пг, горизонтальные — Г, полувер- тикальные - Пв, вертикальные - В, полупотолочные — Пп, потолочные — П (рис. 13).
Сварка нижних швов наиболее удобна, легко поддается механизации. Наиболее сложен и труден потолочный шов, выполнение которого требует специальной тренировки. Выполнение горизонтальных и вертикальных швов несколько труднее, чем нижних, но легче потолочных. Вертикальные, горизонтальные и потолочные швы в большинстве случаев применяют в строительстве и монтаже крупных сооружений и значительно реже — в заводских условиях, где с помощью приспособлений удается почти полностью сваривать конструкцию только в нижнем положении. Многие сварщики высокой квалификации выполняют вертикальные швы с лучшим качеством, чем нижние, гак как в этом случае из сварочной ванны легче удаляются загрязнения и металл шва становится чище, плотнее и прочнее.
По направлению действуюищих усилий
По отношению к направлению действующих усилий швы подразделяют на фланговые (продольные, боковые), оси которых параллельны направлению усилия; лобовые (поперечные), оси которых перпендикулярны направлению усилия; комбинированные и косые (рис. 14).
По протяженности
По протяженности различают швы сплошные и прерывистые. Прерывистый шов может быть ценным или шахматным. Цепной шов представляет собой двусторонний прерывистый шов таврового соединения, в котором участки сварки и промежутки расположены по обеим сторонам стенки один против другого (рис. 14, а). Шахматный шов — двусторонний прерывистый шов таврового соединения. В котором промежутки на одной стороне стенки расположены против сваренных участков шва на другой стороне. Расстояние от начала проваренного участка шва до начала следующего участка называется шагом шва.
По условию работы
По условиям работы швы подразделяются на рабочие, воспринимающие внешние нагрузки, и связующие (соединительные швы), предназначенные только для скрепления частей изделия. Связующие швы часто называют нерабочими швами.
Классификация сварных соединений и швов
12 мая 2016 г.
Современная технология сварки при соответствующем выборе сварочных материалов позволяет получать сварные соединения с механическими свойствами не ниже аналогичных свойств свариваемой стали (таблица ниже).
Материалы для сварки сталей, временные и расчетное сопротивления металла швов сварных соединений
|
Марка проволоки для автоматической или полуавтоматической сварки |
Тип электрода для ручной сварки |
Rum МПа (кгс/мм2) |
Расчетное сопротивление на срез металла углового шва Rwf, МПа |
|
|
под флюсом |
в углекислом газе |
|||
|
Св-08 |
— |
Э42, Э42А |
410(42) |
180 |
|
Св-08А |
|
|
|
|
|
Св-08 ГА |
|
Э46, Э46А |
450 (46) |
200 |
|
Св-ЮГА |
Св-08Г2С |
Э50, Э50А |
490 (50) |
215 |
|
Св-ЮНМА |
|
|
|
|
|
Св-10Г2 |
Св-008Г2С* |
Э60 |
590 (60) |
240 |
* Только для угловых швов с катетом кf=8 мм.
Это нашло отражение в величинах расчетных сопротивлений сварных соединений и швов. В таблице выше приведены материалы для сварки сталей, а также временные и расчетные сопротивления металла швов сварных соединений. Необходимо, чтобы временное сопротивление металла шва Rwun (прочность наплавленного металла) было не ниже (или выше) временного сопротивления стали соединяемых элементов, т. е. Rwun > Run.
Сварные швы классифицируют по конструктивному признаку, назначению, положению и протяженности.
По конструктивному признаку швы разделяют на стыковые и угловые (валиковые). Если усилие действует вдоль углового шва, он называется фланговым, если поперек, то лобовым. Швы могут быть рабочими или связующими (конструктивными), сплошными или прерывистыми. По положению в пространстве во время их выполнения они бывают нижними, вертикальными, горизонтальными и потолочными (рисунок ниже).
Различают следующие виды сварных соединений (рисунок ниже): стыковые, внахлестку и впритык (тавровые и угловые). Стыковые соединения осуществляют швами встык, соединения внахлестку — угловыми швами, соединения впритык могут быть выполнены как угловыми, так и стыковыми швами.
Положение швов в пространстве

1 — потолочный угловой шов; 2 — нижний угловой шов «в лодочку»; 3 — горизонтальный стыковой шов; 4 — вертикальный угловой шов; 5,6, 7— нижние, вертикальные и потолочные швы
Виды сварных соединений

а — стыковое; б — внахлестку фланговыми швами; в — то же, лобовыми швами; г— комбинированное; д — впритык тавровое; е — то же, угловое
ros-pipe.ru
Классификация сварных швов | Сварка металлов и материалов
Сварные швы конструкций из стали, цветных металлов и их сплавов различаются по ряду признаков.
По действующему усилию
По положению относительно действующего усилия Р швы могут быть лобовыми, косыми и фланговыми. Эти определения относятся к угловым швам нахлесточных соединений (рис. 2.7). Лобовой шов расположен перпендикулярно усилию, фланговый - параллельно, а косой - под углом.
По углу наклона
Разделение сварных швов по основным положениям сварки плавлением установил ГОСТ 11969-79*, Согласно ГОСТу положение сварки определяется углом
Рис. 2.7. Расположение швов относительно действующего усилия Р а - лобовой, б - фланговый; в -косой; г -лобовой и косые швы
Рис. 2.8. Форма швов: а - выпуклые; б - без выпуклости; в - вогнутые
наклона а продольной оси шва и углом поворота Р поперечной его оси относительно их нулевых положений. Если отдельные слои многослойного шва выполняются в разных положениях, обозначения относятся к каждому слою в отдельности. В табл. 2.1 показаны схемы различных положений и их обозначения. Стрелкой, направленной вверх, обозначена сварка на подъем, направленной вниз - сварка на спуск. По удобству и легкости выполнения самое лучшее положение - это Л и Н, затем положения усложняются в таком порядке: Пв, Пг, В, Г, Пп и П, последние два - самые трудные для выполнения, их следует избегать.
Таблица 2.1
Примечания: 1. Предельные отклонения во всех положениях. 2. Iо и I - положение продольной оси шва; II0 и II - положение поперечной оси шва.
По протяженности
Сварные швы различаются по их протяженности и бывают непрерывными и прерывистыми. В основном все швы выполняют непрерывными, однако иногда применяют прерывистые швы, если не требуется их сплошности и при малых нагрузках. При сборке конструкций под сварку часто употребляют сборочные швы - прихватки, которые ставят с перерывами, для предварительного закрепления конструкций. В зависимости от веса собираемых элементов и их толщины назначают длину и сечение прихваток: чем больше вес и толщина, тем больше должно быть прихваток.
По внешней форме
По внешней форме и количеству наплавленного металла различают швы выпуклые и вогнутые (рис. 2.8). Как правило, все швы выполняют выпуклыми с небольшим усилением, номинальная величина которого 0,5 мм установлена ГОСТ 5264-80. Иногда требуется делать швы без выпуклости, что должно быть указано в чертежах. Вогнутыми выполняют угловые швы, что также указывается в чертежах и требуется для улучшения работы сварных соединений при переменных нагрузках или по другой причине. Стыковые швы согнутыми не делают, вогнутость таких швов
Рис. 2.9. Многослойные швы: a - стыковой; б - угловой
является браком. Стыковые и угловые швы могут быть однослойными при небольшой толщине свариваемых деталей или многослойными (рис. 2.9) при большой толщине. Однослойные швы, как правило, бывают однопроходными, а многослойные - многопроходными. По характеру требований, предъявляемых к сварным швам, они могут быть прочными или плотными (непроницаемыми для газов или жидкости). Как правило, сварные соединения (особенно стыковые) должны быть равнопрочны основному металлу, а также должны быть прочноплотными.
Похожие материалы
www.metalcutting.ru
Классификация сварных швов - Сварные соединения
 Классификация сварных швов
Классификация сварных швов Категория:
Сварные соединения
Классификация сварных швов Сварные швы подразделяются по виду сварного соединения и геометрическому очертанию сечения шва на стыковые и угловые. Стыковой шов характеризуется шириной (b) и усилением Лв, глубиной провара hn, угловой — Катетом К, шириной В, толщиной Н. Стыковые швы применяют для выполнения стыковых, торцовых, отбортованных, а иногда и угловых соединений. Угловые швы применяют в нахлесточных, тавровых и угловых соединениях. Размеры сечения швов установлены ГОСТ 5264—69.
По форме наружной поверхности стыковые швы могут быть плоские или выпуклые. Угловые швы могут выполняться и вогнутыми. Сварные соединения с выпуклыми швами лучше работают на статическую нагрузку, чем соединения с плоскими или вогнутыми швами. Однако швы со слишком большой выпуклостью вследствие большого количества наплавленного металла неэкономичны. Стыковые соединения с плоскими швами и угловые, тавровые и нахлесточные соединения с вогнутыми швами лучше работают на динамическую или знакопеременную нагрузку, чем соединения с выпуклыми швами. Это объясняется тем, что при плоских и вогнутых швах нет резких переходов от основного к наплавленному металлу, в которых имеется концентрация напряжений и от которых может начаться разрушение соединения. В соответствии со стандартом допускается выпуклость шва при нижней сварке до 2 мм и не более 3 мм для швов, выполненных в остальных положениях. Вогнутость допускается во всех случаях не более 3 мм.
По положению в пространстве различают швы нижние, вертикальные, горизонтальные и потолочные.
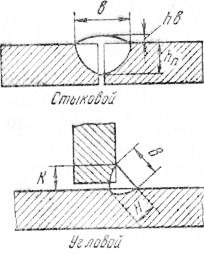
Рис. 1. Классификация сварных швов по геометрическому очертанию сечения
Сварка нижних швов наиболее удобна, легко поддается меха низации. Наиболее сложен и труден потолочный шов, выполне ние которого требует специальной тренировки. Выполнение гори зонтальных и вертикальных швов на вертикальной плоскости не сколько труднее, чем нижних, но легче потолочных. Вертикаль ные, горизонтальные и потолочные швы в большинстве случаев применяют в строительстве и монтаже крупных сооружений и значительно реже — в заводских условиях, где с помощью приспособлений удается почти полностью сваривать конструкцию только в нижнем положении. Многие сварщики высокой квалификации выполняют вертикальные швы с лучшим качеством, чем нижние, так как в этом случае из сварочной ванны легче удаляются загрязнения и металл шва становится чище, плотнее и прочнее.
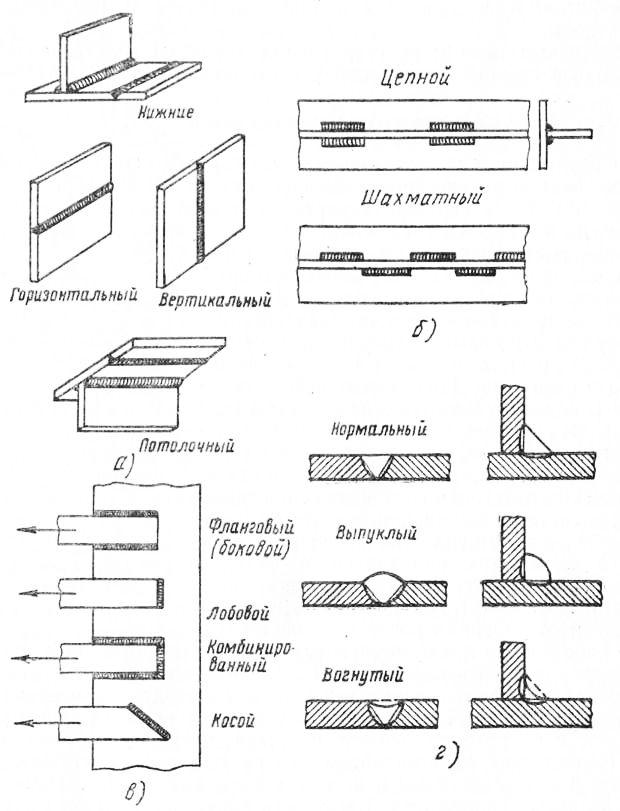
Рис. 2. Классификация сварных швов: а — по положению в пространстве, б — по протяженности, е — по отношению к направлению действующих усилий, г — по форме наружной поверхности
По отношению к направлению действующих усилий швы подразделяются на фланговые (боковые) и продольные, оси которых параллельны направлению усилия; лобовые, оси которых перпендикулярны к направлению усилия; комбинированные и косые.
По протяженности различают швы сплошные и прерывистые. Прерывистый шов может быть цепным или шахматным. Цепной шов представляет собой двусторонний прерывистый шов таврового соединения, в котором участки сварки и промежутки расположены по обеим сторонам стенки один против другого. Шахматный шов — двусторонний прерывистый шов таврового соединения, в котором промежутки на одной стороне стенки расположены против сваренных участков шва на другой стороне. Расстояние от начала проваренного участка шва до начала следующего участка называется шагом шва. Прерывистые швы применяют в соединениях, не требующих герметичности (непроницаемости) и когда сплошные швы слабо нагружены. Сварные соединения со сплошными швами лучше выдерживают знакопеременную нагрузку и меньше поддаются коррозии, чем соединения с прерывистыми швами. Особо ответственные сварные изделия, как правило, выполняются со сплошными швами.
По условиям работы швы подразделяются на рабочие, воспринимающие внешние нагрузки, и связующие (соединительные швы), предназначенные только для скрепления частей изделия. Связующие швы часто называют нерабочими швами.
Читать далее:
Условные обозначения швов сварных соединении
Статьи по теме:
pereosnastka.ru