Какой ток используется при сварке алюминия. Каким током варят алюминий
Каким током варить алюминий постоянным или переменным
Алюминий и сплавы с ним широко используются в различных отраслях промышленности. Такую популярность данный металл заслужил такими характеристиками, как низкая плотность, устойчивость к коррозии и большая удельная прочность.
Чистый алюминий используется в электротехнической, химической и пищевой промышленности, потому что имеет невысокую прочность. Сплавы из алюминия широко применяются в производстве, потому что некоторые из них по показателям превосходят такие металлы, как чугун, сталь и другие. Сваривание алюминия производится с использованием тока обратной полярности, а связано это с некоторыми особенностями и свойствами металла.
Главной особенностью сваривания алюминия является возникновение оксидной пленки при работе. Данная пленка покрывает свариваемый металл и характеризуется высокой тугоплавкостью. Помимо этого, пленка может появляться на поверхности сварочной ванны и значительно препятствовать образованию сварочного соединения, что сказывается на стабильности работы при сваривании и способствует возникновению непроваров в швах.
По указанным выше причинам сварочный процесс связан с тщательным и правильным подбором материала для сваривания и рода тока. Специалисты рекомендуют применять специальные вольфрамовые электроды при сваривании алюминия и его сплавов. Мнения некоторых специалистов различаются и одни говорят, что нужно использовать переменный ток, а другие твердят, что нужно применять только постоянный.
Постоянный ток можно использовать для сваривания алюминия, создавая для него обратную полярность. Если Вы используете ток прямой полярности, то вполне можете ожидать такие проблемы, как плохой поджиг дуги, прожоги в сварочном шве, сильное разбрызгивание металла, высокая скорость плавления присадочного прутка, сложность поддержания сварочной дуги.
Благодаря обратной полярности можно справляться с оксидной пленкой алюминия, которая затрудняет сваривание. С применением постоянного тока обратной полярности прекрасно можно сплавлять свариваемые части, но при данном способе сваривания нельзя увеличить плотность тока, потому как она ограничена в данном случае.
Сваривание алюминия переменным током производится в среде защитных газов, таких как аргон. Для качественного сваривания алюминиевых сплавов в аргоновой среде требуется соблюдать такие особенности данной технологии, как вертикальный угон наклона сваривания, расход газа от 5 до 12 литров в минуту и продувка газом вместе очищением электрода и зачисткой шва после окончания сварочных работ.
При использовании постоянного тока обратной полярности в некоторых случаях применяется инертный газ аргон и специальные ипульсно-дуговые устройства, предусмотренные программой сваривания.
3g-svarka.ru
Сварка алюминия постоянным током
 Сплавы на основе алюминия используются весьма широко при изготовлении различных конструкций. И чем выше применяемость этих материалов, тем выше стоит проблема ремонта алюминиевых деталей, в том числе и с использованием сварочных технологий. Проведение сварочных работ с алюминиевыми деталями несколько затруднительна из-за нескольких факторов: - образования на поверхности алюминиевых изделий весьма тугоплавкой оксидной пленки; - высокая тугоплавкость моментально образующейся оксидной пленки приводит к проваливанию сварочной ванны; - большой коэффициент расширения приводит к короблению свариваемой детали; - необходима достаточно химически чистая присадочная проволока; - шов свариваемых деталей склонен к возникновению трещин. Наиболее качественный сварной шов получают при сварке алюминия постоянным током с применением неплавящегося электрода. Технология данного вида сварки включает в себя: - применение специального вольфрамового электрода марок ВТ-15, ВЛ-10, ВИ и некоторых других, включающих в свой состав присадки некоторых редкоземельных металлов, в том числе тория, лантана или иттрия; - применение сварочной проволоки обязательно, если толщина свариваемых деталей превышает 2мм. Стоит отметить, что при сварке алюминия постоянным током на аноде выделяется порядка 70% всего образующегося тепла, а все остальное приходится на катод. Таким образом, вольфрамовый электрод подвергается весьма большим нагрузкам, что значительно снижает его качества, а также уменьшает срок службы. Для большей эффективности, а также получения более ровного, красивого и прочного шва, оксидную пленку, образующуюся на поверхности алюминия при сварке постоянным током, удаляют либо химическим путем, используя различные флюсы или растворы, например хлорида калия. В этом случае образуется чистый алюминий и диоксид калия. Более эффективно применение криолита, представляющего собой сложное соединение алюминия, азота и фосфора. Криолит активно растворяет оксид алюминия, а помимо этого способствует более эффективному образованию и переносу электродного металла, что повышает качество сварки. При сварке алюминия I или V - стыков острые кромки должны быть удалены механическим способом (шлифовальной машинкой или напильником). Иначе оксид не может удалиться из сварочной ванны. Неудаленные кромки приводят к: - неправильной форме сварного шва; - образованию оксидных включений; - образованию пор; - возникновению трещин. Разработана и успешно внедряется технология, позволяющая сваривать достаточно сложные соединения алюминия, в том числе алюминиево-магрганцевые сплавы, используя различные флюсы. Такая технология получила название сварка алюминия полуоткрытой дугой. Суть ее состоит в том, что имеющийся на поверхности детали слой флюса не закрывает электрическую дугу, но весьма эффективно защищает поверхность детали от окисления — путем образования газов и паров металла, вследствие высокой температуры. Именно такой способ сваривания алюминиевых деталей позволяет получить качественный шов без коробления всего изделия. Все работы производятся на алюминиевой подставке, а расход флюса в этом случае составляет порядка 25% по отношению к расходу сварочной проволоки.
Сплавы на основе алюминия используются весьма широко при изготовлении различных конструкций. И чем выше применяемость этих материалов, тем выше стоит проблема ремонта алюминиевых деталей, в том числе и с использованием сварочных технологий. Проведение сварочных работ с алюминиевыми деталями несколько затруднительна из-за нескольких факторов: - образования на поверхности алюминиевых изделий весьма тугоплавкой оксидной пленки; - высокая тугоплавкость моментально образующейся оксидной пленки приводит к проваливанию сварочной ванны; - большой коэффициент расширения приводит к короблению свариваемой детали; - необходима достаточно химически чистая присадочная проволока; - шов свариваемых деталей склонен к возникновению трещин. Наиболее качественный сварной шов получают при сварке алюминия постоянным током с применением неплавящегося электрода. Технология данного вида сварки включает в себя: - применение специального вольфрамового электрода марок ВТ-15, ВЛ-10, ВИ и некоторых других, включающих в свой состав присадки некоторых редкоземельных металлов, в том числе тория, лантана или иттрия; - применение сварочной проволоки обязательно, если толщина свариваемых деталей превышает 2мм. Стоит отметить, что при сварке алюминия постоянным током на аноде выделяется порядка 70% всего образующегося тепла, а все остальное приходится на катод. Таким образом, вольфрамовый электрод подвергается весьма большим нагрузкам, что значительно снижает его качества, а также уменьшает срок службы. Для большей эффективности, а также получения более ровного, красивого и прочного шва, оксидную пленку, образующуюся на поверхности алюминия при сварке постоянным током, удаляют либо химическим путем, используя различные флюсы или растворы, например хлорида калия. В этом случае образуется чистый алюминий и диоксид калия. Более эффективно применение криолита, представляющего собой сложное соединение алюминия, азота и фосфора. Криолит активно растворяет оксид алюминия, а помимо этого способствует более эффективному образованию и переносу электродного металла, что повышает качество сварки. При сварке алюминия I или V - стыков острые кромки должны быть удалены механическим способом (шлифовальной машинкой или напильником). Иначе оксид не может удалиться из сварочной ванны. Неудаленные кромки приводят к: - неправильной форме сварного шва; - образованию оксидных включений; - образованию пор; - возникновению трещин. Разработана и успешно внедряется технология, позволяющая сваривать достаточно сложные соединения алюминия, в том числе алюминиево-магрганцевые сплавы, используя различные флюсы. Такая технология получила название сварка алюминия полуоткрытой дугой. Суть ее состоит в том, что имеющийся на поверхности детали слой флюса не закрывает электрическую дугу, но весьма эффективно защищает поверхность детали от окисления — путем образования газов и паров металла, вследствие высокой температуры. Именно такой способ сваривания алюминиевых деталей позволяет получить качественный шов без коробления всего изделия. Все работы производятся на алюминиевой подставке, а расход флюса в этом случае составляет порядка 25% по отношению к расходу сварочной проволоки. nanolife.info
Сварка пищевого алюминия
При сваривании алюминия и алюминиевых сплавов, которые используются в пищевой промышленности, следует правильно подбирать сварочную проволоку. Алюминиевая проволока является достаточно сложным материалом. Это касается ее применения и хранения. При вскрытии герметичной упаковки, рекомендуется полностью и своевременно использовать всю проволоку, потому как при взаимодействии с воздухом начинается быстрое окисление сварочного материала и образовывается слой окиси алюминия. Температура его плавления в несколько раз выше, поэтому сложность сваривания повышается.
Хранение проволоки для сваривания пищевого алюминия – это гарантия снижения качеств присадочного материала. Ухудшение свойств будет только прогрессировать во влажной среде. Образовавшийся на поверхности слой окиси алюминия следует удалять. При положительной поляризации можно достичь очищающего эффекта. Непосредственно перед свариванием требуется очищать место будущего шва от загрязнений любого рода – жира, пыли, грязи и т.д.
Сваривание алюминия и его сплавов, применяющихся в пищевой промышленности, производится несколькими способами. Данный процесс ведется с использованием специализированного оборудования и специальных сварочных материалов. Зона сваривания защищается инертными газами или флюсами. Основными способами сварки пищевого алюминия является:
- - Ручное сваривание штучными электродами без применения защитного газа;
- - Сварка полуавтоматом в среде инертных газов с автоматической подачей проволоки;
- - Сваривание вольфрамовыми электродами с применением инертных газов;
Алюминий нельзя сваривать постоянным током прямой полярности. Для проведения сварочных работ используется переменный или постоянный ток обратной полярности. Если есть катодный распылитель, оксидная пленка будет разрушена, потому как это необходимо для качественного сваривания пищевого алюминия и его сплавов. В случае использования прямой полярности, не происходит катодное распыление и по этой причине пленка остается на проволоке и других элементах.
Перед свариванием металл вне зависимости от способа проведения работ, должен быть очищен от загрязнений разного рода. Подготовка свариваемых кромок – это залог высоких результатов сварки, но для этого необходимо провести очищение и разделку кромок, если необходимо, отбортовать их и удалить их окись на поверхности металла.
Непосредственно в сварочном процессе следует учитывать низкую температуру плавления алюминия и по этой причине следует вести горелку быстро, с высокой скоростью перемещения горелки, что позволит Вам избежать прожогов. В случае проведения предварительного подогрева металла, перед началом работы любое изделие будет оставаться относительно холодным, поэтому сваривание нужно начинать на максимальной силе тока. Постепенно проводя горелкой вдоль кромок свариваемого металла, Вы добьетесь быстрого, прочного и долговечного сварного шва пищевого алюминия.
3g-svarka.ru
|
Алюминий – материал легкий, относится к категории металлов, обладает хорошей теплопроводностью, что может несколько усложнить процесс сварки, а так же неплохой электропроводностью. Как известно, ни один процесс сварки не обходиться без детального анализа технических характеристик материала, с которым придется работать. На основании полученных данных уже должна строиться схема сварки, подбираться оборудование, а так же создаваться защитная среда. Что же касается самой сварки, одно дело проводить ее в промышленных условиях, в специализированной мастерской со всеми необходимыми компонентами, заранее подготовленной защитной средой, и совсем другое – выполнить сварку алюминия в домашних условиях. Эта затея изначально кажется утопичной, ведь в домашних условиях отсутствует постоянный ток, необходимый для нормальной работы сварочного оборудования. Так что, единственным решением может стать какая-нибудь альтернатива привычному оборудованию. К примеру, горелка какая-нибудь или подобие нее, способное работать с переменной подачей тока. Поискать такие можно на строительных рынках или других подобных местах, но они вряд ли будут предназначены для проведения сварочных работ. Когда Вы позаботитесь о добыче горелки, приступайте к созданию защитной среды. В защитную среду лучше включать инертные газы, они будут частично блокировать реакции алюминия с кислородом, предотвращая нежелательные последствия, которые могут возникнуть в процессе проведения сварочных работ. Лучше всего использовать аргон или гелий, но можно и совмещать. И все же, проводить такие эксперименты в домашних условиях – весьма не благодарная затея, все может обернуться очень плачевно, в конце концов, сварочные работы не предназначены для условий современной квартиры или дома и должны выполняться в отведенных для этого местах. К тому же, сложно себе вообще представить случай, при котором Вам необходимо было бы заняться сваркой именно дома. Как бы там ни было, измениться ли Ваше решение или нет, не забывайте о своей безопасности, носите защитную маску, перчатки, они обезопасят Вас от возможных неприятных последствий. А так же, не приступайте к работе без соответствующей подготовки, если таковая отсутствует – доверьте работу более опытному товарищу или обратитесь за помощью к профессионалам, благо, таковых сейчас предостаточно.
|
3g-svarka.ru
Как варить алюминий в домашних условиях
Большинство из тех людей, которые регулярно работают с металлом, сталкиваются с необходимостью сваривания алюминия. На производстве используются специальные сварочные аппараты, сваривание алюминия которыми не представляет никакого труда. Такие аппараты обеспечивают необходимую частоту сварочного тока и напряжение с самим током.
Сваривание алюминия в домашних условиях – это невероятно сложный и не безуспешный процесс, однако существуют некоторые секреты.
Имея в своем распоряжении аппарат дугового сваривания, не столь важно, трансформаторный или инверторный, Вы сможете получить качественный сварочный шов без приложения огромных усилий. В данном случае работает сразу же два варианта. Первый из них заключен в том, что необходимо использовать специальные сварочные электроды для сваривания алюминия. Обязательным условием является наличие и применение осциллятора.
Осциллятор – это устройство, которое значительно повышает частоту тока сварочной дуги. Она должна находиться в пределах 10000 Герц. В сравнении со стандартной частотой сварочного тока, данная частота превышает ее в 200 раз.
Неплохие результаты можно получить при использовании газовой горелки. Пламя при сваривании получается в случае смешивания кислорода и ацетилена. Температура такого пламени намного выше, чем температура плавления. Наиболее проблемным является наличие окислов на поверхности свариваемых деталей.
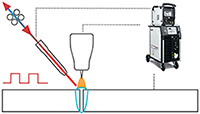
Сваривание алюминия можно производить с помощью полуавтоматического сварочного аппарата и осуществляется с использованием постоянного тока обратной полярности. При сваривании дуга горит в парах расплавленного металла. Катодное пятно, расположенное на поверхности сварочной ванны, постоянно получает приток ионов алюминия.
Достигнув поверхности металла, ионы проходят нейтрализацию и при этой реакции выделяют много тепла. При прохождении данного процесса происходит разрушение тугоплавкой пленки и окиси, которая образовывается на поверхности металла. Стоит помнить, что к такому разрушению подвержен только тонкий слой оксидов. Наиболее грубые образования перед свариванием алюминия с помощью сварочного полуавтомата удаляются механическим способом или с помощью метода травления.
При сваривании дуга между плавящимся электродом, свариваемыми деталями и электродной проволокой заполняет пространство между кромками, таким образом, образовывая сварочный шов.
Полуавтоматическое сваривание осуществляется в различных пространственных положениях. Выбирая, каким полуавтоматическим сварочным аппаратом Вы будете варить алюминий, остановите свой выбор на аппаратах с механической подачей тянущего типа.
Для сваривания алюминия и его сплавов иногда применяется импульсивно-дуговая сварка. Наложение импульса на сварочный ток позволяет снизить время нахождения металла в сварочной ванне в жидком состоянии. Такой метод делает сваривание проще и повышает качества сварочного шва.
3g-svarka.ru
Постоянный и переменный ток сварки, или почему нельзя сварить алюминий инвертором начального уровня.
Постоянный и переменный ток сварки, или почему нельзя сварить алюминий инвертором начального уровня.
Ни для кого не секрет, что различают два рода тока – постоянный и переменный. Если говорить простыми словами: постоянный ток не меняет своего направления, переменный – меняет направление с определенной частотой. Для бытовой электросети это значение составляет 50 Hz. Но мало кто задумывается какой же ток нужен для сварки того или другого металла.
В сварочном деле источник тока играет определяющую роль в процессе формирования сварочной ванны. Также для сварки даже обычных низколегированных сталей, таких как ст3 и подобных, различают электроды, которые работают на постоянном и переменном, или только на постоянном токе (УОНИИ). Только исходя из этой информации можно сделать вывод, что род тока очень важен для сварки.
А что же с более сложными металлами – высоколегированной, нержавеющей сталью, алюминием? Здесь уже существуют жесткие ограничения по роду тока. Так, нержавеющую сталь можно сваривать только на постоянном токе, неважно аргонно-дуговым методом или ручной дуговой сваркой покрытым электродом. Для сварки алюминия и его сплавов применяется только переменный ток. В этой статье не будем затрагивать исключения в виде сварки алюминия постоянным током обратной полярности, но упомянуть что они существуют я был обязан.
Давайте более подробно рассмотрим почему же для сварки алюминия нужно использовать переменный ток, источники которого к слову стоят достаточно недешево. Главная причина – это наличие на поверхности этого металла оксидной пленки с достаточно высокой температурой плавления – немногим больше 2000 градусов по Цельсию. В то же время температура плавления алюминия составляет всего 660 градусов по Цельсию. Как результат оксидная пленка просто не даст образоваться стабильной сварочной ванне и сварка будет невозможна. Механически удалить пленку также не получится, так как она моментально образуется на поверхности алюминия снова при контакте с кислородом воздуха.
Зато тугоплавкую оксидную пленку можно достаточно эффективно разрушать постоянным электрическим током обратной полярности. Именно за счет этого существуют исключения, о которых упоминалось выше. Но дело в том, что при аргонно-дуговом методе сварки на постоянном токе обратной полярности очень быстро разрушается вольфрамовый электрод из-за перегрева, который вызывает бомбардировка заряженными частицами его поверхности. По этому на практике этой полярности избегают, нормальный процесс сварки возможен только на прямой полярности.
Что же нам дает переменный ток? Ответ на этот вопрос можно получить разобравшись что собой представляет этот род тока. В этом нам поможет простой график.

Рисунок 1. Кривая синусоидального тока.
Как видим переменный ток – это чередования положительных и отрицательных полупериодов, то есть полупериодов тока прямой и обратной полярности. Таким образом полупериод обратной полярности разрушает оксидную пленку на поверхности, а полупериод прямой полярности дает время остыть электроду и плавит свариваемый металл. Аргон, который подается в зону сварки при аргонно-дуговом методе, не дает свариваемому участку контактировать с воздухом, поэтому пленка в это время не образуется заново и сварочная ванна остается абсолютно чистой. Это делает возможным качественную сварку алюминия и его сплавов.
Стоит также отметить, что просто взять переменный ток из бытовой электросети для сварки этого металла не получится. Дело в том, что частоты 50 Hzнедостаточно для обеспечения качественного процесса сварки. К тому же профессиональные источники позволяют регулировать не только частоту тока, а и баланс полярностей, а выражаясь простыми словами – менять длительность полупериода обратной полярности. Это значит, что электрод будет разрушатся значительно меньше в случае когда обратная полярность составляет только 25 – 30%, а прямая до 70% времени сварки, а этого вполне достаточно для новых чистых деталей. Именно поэтому инверторные аппараты для сварки покрытым электродом начального уровня не пригодны для сварки алюминия. Они попросту не имеют сложных электронных блоков, которые дают на выходе нужный нам переменный ток с регулируемыми параметрами.
Отсюда можно сделать вывод, что не все так просто в сварке алюминия и его сплавов, но имея необходимое оборудование и опыт – нет ничего невозможного.
Горобей Александр, «Сварочное ателье», г. Киев, 2016.
Копирование и воспроизведение материалов этой статьи возможно только с согласия автора!
prostirservice.com.ua