







Виды сварных швов и соединений. Какие типы сварных соединений бывают
Виды сварных швов и соединений
Сварным швом(в дуговой сварке) называется конструктивный элемент сварного соединения на линии перемещения источника сварочного нагрева (дуги), образованный затвердевшим после расплавления металлом.
Сварные швы классифицируются по конструктивному признаку, назначению, положению, протяженности и внешней форме.
По конструктивному признаку швы разделяют на стыковые и угловые(валиковые). Стыковые швы наиболее рациональны, так как имеют наименьшую концентрацию напряжений, но требуют дополнительной разделки кромок швы бываютV-,U-,X- иK-образные. ДляV- иU-образных швов, свариваемых с одной стороны, обязательна подварка корня шва с другой стороны для устранения возможных не проваров (рис.4.1), являющихся источником концентрации напряжений.
При автоматической сварке принимаются меньшие размеры разделки кромок швов вследствие большего проплавления соединяемых элементов (см. табл.4.1). Чтобы обеспечить полный провар шва, односторонняя автоматическая сварка часто выполняется на флюсовой подушке, медной подкладке или стальной остающейся подкладке.
При электрошлаковой сварке разделка кромок листов не требуется, но зазор в стыке принимают не менее 14 мм.
Угловыми швами, весьма часто применяемыми в конструкциях, являются поясные швы в балках и колоннах. Такими швами привариваются элементы конструктивного оформления (ребра, накладки), а также элементы в углах решетчатых конструкций и т.п. Угловые (валиковые) швы наваривают в угол,
образованный элементами, расположенными в разных плоскостях. Применяющаяся при этом разделка кромок изделий показана в табл. 4.1.
Угловые швы, расположенные параллельно действующему осевому усилию, называются фланговыми, а расположенные перпендикулярно –лобовыми.
Швы могут быть рабочими или связующими (конструктивными), сплошными или прерывистыми (шпоночными). По положению в пространстве во время их выполнения они бывают нижними, вертикальными, горизонтальными и потолочными (рис. 4.2.). Сварка нижних швов наиболее
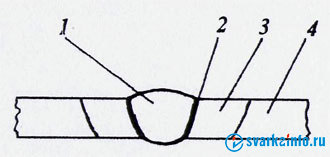
Рис. 4.1. Виды швов.
а – стыковой шов в однопроходном стыковом соединении; б –стыковой шов с подваркой корня в однопролетном стыковом соединении; в – фланговый и лобовой швы в нахлесточном соединении; г – угловые швы в тавровом соединении; д – прерывистые (шпоночные) швы в нахлесточном соединении; 1 – подварка корня шва; 2 – лобовой шов; 3 – фланговый шов; 4- угловые швы; 5 - прерывистые или шпоночные швы
удобна, легко поддается механизации, дает лучшее качество шва, поэтому при проектировании следует рассматривать возможность выполнения большинства швов в нижнем положении. Вертикальные, горизонтальные и потолочные швы в большинстве своем выполняются при монтаже. Они плохо
поддаются механизации, выполнить их вручную трудно, качество шва хуже, поэтому применение их в конструкциях ограничено.
Различают следующие сварные соединения: стыковые, внахлестку, угловые и тавровые (рис.4.3).
Стыковыминазываются соединения, в которых элементы соединяются торцами и один элемент является продолжением другого. Такие соединения наиболее рациональны, так как имеет наименьшую концентрацию напряжений при передаче усилий, экономичны и удобны для контроля.
Рис. 4.2.Положение швов в пространстве
1 – нижнее; 11 – вертикальное; 111 – потолочное; 1У – горизонтальное на вертикальной поверхности
Соединения внахлесткуназывают такие, в которых свариваемые элементы, частично находят друг на друга (рис.4.3,б). Эти соединения широко применяют для сварки листовых конструкций небольшой толщины (2-5 мм), в решетчатых и других видах конструкций. Разновидностью соединений внахлестку являются соединения с накладками с целью усиления стыков.
Соединения внахлестку с накладками просты, но менее экономичны по расходу металла и вызывают резкую концентрацию напряжений, поэтому их редко используют при переменных и динамических нагрузках, а так же при низкой температуре.
Угловыминазываются соединения, в которых свариваемые элементы расположены под углом (рис.4.3,г).
Тавровыесоединения отличаются от угловых тем, что в них торец одного элемента приваривается к поверхности другого (рис.4.3,д).
Во всех видах сварных соединений применяются угловые швы (валиковые). Только стыковые соединения выполняются с помощью стыковых швов.
Работоспособность сварного соединения зависит от его качества, т.е. минимального числа дефектов. Наиболее часто встречающимися дефектами
сварного соединения являются:
а) подрезы,представляющие собой углубления (канавки) в металле, идущими вдоль границы шва;
б) непровары- отсутствие оплавления между металлом шва и основным металлом. При этом в местах непроваров обнаруживаются тонкие пленки оксидов и шланговые включения;
в) шлаковые(неметаллические)включения– частицы шлака, не успевшие всплыть на поверхность шва до затвердения металла шва;
г) поры– области, заполненные газом, выделяющимся в процессе сварки;
studfiles.net
Основные типы сварных соединений — какие бывают?
1. Технология сварки стали
Подготовка конструкций к сварке
Подготовка конструкций к сварке разделяется на три этапа:
1.
обработка кромок, подлежащих сварке;
2. сборка элементов конструкции под сварку;
3. дополнительная очистка, если она требуется, собранных под сварку соединений.
Обработка кромок конструкций, подлежащих сварке, производится в соответствии с чертежами конструкций и согласно требованиям ГОСТ 5264–80 и других ГОСТов на основные типы и конструктивные элементы швов сварных соединений. Кромки соединений под сварку обрабатывают на кромкострогальных или фрезерных станках, а также путем кислородной и плазменной резки на специальных станках. Размеры элементов кромок должны соответствовать требованиям ГОСТ.
Важным этапом подготовки конструкции к сварке является сборка под сварку. Под ручную дуговую сварку конструкции собирают при помощи сборочных приспособлений или прихваток. Состав сборочных приспособлений: струбцины 1 выполняют разнообразные операции по сборке углового металла, балок, полос и т.п.; клинья 2 используют для сборки листовых конструкций; рычаги 3 – для сборки углового металла и других конструкций; стяжные уголки 4 и угловые фиксаторы 8 – для сборки листовых конструкций; домкраты 5 – для стягивания обечаек, балок и других конструкций; прокладки с клиньями 7 – для сборки листовых конструкций с соблюдением величины зазора; стяжные планки 10 и угольники. И – для сборки листовых конструкций под сварку без прихваток. Применяют и другие типы приспособлений.
Перед сборкой обработанные элементы конструкций должны быть измерены, осмотрены их кромки, а также прилегающий к ним металл, тщательно очищены от ржавчины, масла, краски, грязи, льда, снега, влаги и окалины. В цеховых условиях элементы конструкций собирают на стеллажах – плитах, имеющих пазы для установки в них приспособлений (болтов, стяжек, штырей и т.п.), крепящих собираемые элементы по размерам, предусмотренным в чертежах. Используются также простейшие стеллажи из горизонтальных балок, установленных на стойках высотой 200–400 мм. На 13.3 показан пример сборки листовых конструкций с помощью простейших приспособлений и сборки конструкций из профильного металла – углового, двутаврового и т.п. Кромки собранных конструкций, подлежащие сварке, по своей форме и размерам должны соответствовать чертежам и стандартам.
Стыки конструкций по мере сборки закрепляют прихватками – короткими сварными швами для фиксации взаимного расположения подлежащих сварке деталей. Прихватки размещают в местах расположения сварных швов, за исключением мест их пересечения Длина прихваток для сталей с пределом текучести до 390 МПа должна быть не менее 50 мм и расстояние между ними – не более 500 м, для сталей с пределом текучести более 390 МПа прихватки должны быть длиной 100 мм и расстояние между ними – не более 400 мм При небольшой толщине собираемых деталей (4–6 мм) прихватки могут быть более короткими (20–30 мм) и расстояние между ними 200–300 мм. При сборке на прихватках громоздких тяжелых конструкций, кантуемых при сварке, расположение прихваток и их величина указываются в проекте производства сварочных работ. Кеудаляемые при сварке прихватки должны выполняться сварщиками, которые впоследствии будут сваривать прихваченные соединения.
Прихватки придают жесткость конструкции и препятствуют перемещению деталей от усадки при сварке, что может привести к образованию трещин, особенно в элементах большой толщины. Поэтому сборку на прихватках применяют при толщине металлов 6–10 мм, а при большей толщине используют сборочные приспособления, фиксирующие форму и размеры конструкций, однако допускающие ее незначительное перемещение от сварочной усадки. Такими приспособлениями являются клиновые стяжки (см. 13.1).
Непосредственно перед сваркой собранные стыки подлежат обязательному осмотру и при необходимости дополнительному исправлению дефектов сборки и очистке.
При сварке в вертикальном положении сила тока уменьшается на 10–20%, при сварке горизонтальных швов – на 15–20% и при сварке потолочных швов – на 20–25%.
Род тока и полярность определяют в зависимости от принятых для сварки электродов, например для электродов МР-3 может быть применен переменный или постоянный ток, для электродов УОНИИ-13/45 – только постоянный ток обратной полярности и т.п.
Скорость сварки (перемещения дуги) в значительной степени зависит от квалификации сварщика и его умения вести процесс сварки с перерывами только на смену электрода. Кроме того, на скорость сварки влияют коэффициент наплавки применяемых электродов и сила сварочного тока. Чем больше коэффициент наплавки и сила тока, тем быстре перемещается дуга и, следовательно, растет скорость сварки. Следует иметь в виду, что произвольное увеличение силы тока может вызвать перегрев электрода.
Коэффициент /С, определяемый по табл.
13.1, зависит от вида покрытия электродов. Например, для электродов с кислым или рутиловым покрытием максимальная величина коэффициента при диаметре 3–4 мм К=45; для электродов с основным покрытием диаметром 3–4 мм Д»=40; с целлюлозным покрытием того же диаметра /(=30.
На основании формулы погонной энергии сварки qn (гл. 3) была выведена приближенная зависимость погонной энергии от площади сечения валика шва, Дж/мм
Яп = Qo Fm t
где Qo – коэффициент, зависящий от типа применяемых электродов или проволоки при механизированных методах сварки; Fm–> площадь сечения валика, мм2.
Для электродов марок УОНИИ-13/45 и СМ-11 величина Qo=65 Дж/мм3. Таким образом, зная погонную энергию, можно легко определить сечение валика шва и наоборот.
2. Типы сварных соединений. Сварные швы
Термины и определения основных понятий по сварке металлов устанавливает ГОСТ 2601–84. Сварные соединения подразделяются на несколько типов, определяемых взаимным расположением свариваемых деталей. Основными из них являются стыковые, угловые, тавровые, нахлесточные и торцовые соединения. Для образования этих соединений и обеспечения требуемого качества должны быть заранее подготовлены кромки элементов конструкций, соединяемых сваркой. Формы подготовки кромок для ручной дуговой сварки стали и сплавов на железоникелевой и никелевой основе установлены ГОСТ 5264–80.
Стыковым соединением называют соединение двух элементов, примыкающих друг к другу торцевыми поверхностями.
ГОСТ 5264–80 предусмотрено 32 типа стыковых соединений, условно обозначенных Cl, C2, С28 и т.д., имеющих различную подготовку кромок в зависимости от толщины, расположения свариваемых элементов, технологии сварки и наличия оборудования для обработки кромок.
При большой толщине металла ручной сваркой невозможно обеспечить проплавление кромок на всю толщину, поэтому делают разделку кромок, т.е. скос их с двух или одной стороны. Кромки скашивают на строгальном станке или термической резкой (плазменной, газокислородной). Общий угол скоса (50±4)°, такая подготовка называется односторонней со скосом двух кромок. При этом должна быть выдержана величина притупления (нескошенной части) и зазор, величины которых установлены стандартом в зависимости от толщины металла. Шов стыкового соединения называют стыковым швом, а подварочный шов – это меньшая часть двустороннего шва, выполняемая предварительно для предотвращения прожогов при поседующей сварке основного шва или накладываемая в последнюю очередь, после его выполнения.
При подготовке кромок стали толщиной 8–120 мм. Обе кромки свариваемых элементов скашивают с двух сторон на угол (25±2)° каждую, при этом общий угол скоса составляет (50 ± ±4)°, притупление и зазор устанавливаются стандартом в зависимости от толщины стали. Такая подготовка называется двусторонней со скосом двух кромок. При этой подготовке усложняется обработка кромок, по зато резко уменьшается объем наплавленного металла по сравнению с односторонней подготовкой. Стандартом предусмотрено несколько вариантов двусторонней подготовки кромок: подготовка только одной верхней кромки, применяемая при вертикальном расположении деталей, подготовка с неравномерным пс толщине скосом кромок и др.
Угловым соединением называют соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев. Таких соединений насчитывается 10: от У1 до У10.
Для толщины металла 3 – 60 мм кромку примыкающего элемента скашивают под углом (45±2) 1°, сварной шов основной и под-варочиый. При этой же толщине и сквозном проваре можно обойтись без подварочного шва. Часто применяют угловое соединение со стальной подкладкой, которая обеспечивает надежный провар элементов по всему сечению. При толщине металла 8–100 мм применяют двустороннюю разделку примыкающего элемента под углом (45±2)°.
Тавровым соединением называют сварное соединение, в котором торец одного элемента примыкает под углом и приварен угловыми швами к боковой поверхности другого элемента. Стандартом предусмотрено несколько типов таких соединений: с Т1 по Т9. Распространенным является соединение, для металла толщиной 2–40 мм. Для такого соединения никакого скоса кромок не делают, а обеспечивают ровную обрезку примыкающего элемента и ровную поверхность другого элемента.
При толщине металла 3–60 мм и необходимости сплошного шва между элементами, что предусматривается проектом конструкции, в примыкающем элементе делают разделку кромок под углом (45±2)°. На практике часто применяют тавровое соединение с подкладкой при толщине стали 8–30 мм, а также соединение с двусторонним скосом кромок примыкающего элемента при толщине стали 8–40 мм. Все эти соединения со скосом кромок примыкающего элемента обеспечивают получение сплошного шва и наилучшие условия работы конструкций
Нахлесточным соединением называют сварное соединение, в котором сваренные угловыми швами элементы расположены параллельно и частично перекрывают друг друга. Стандартом предусмотрено два таких соединения: HI и Н2. Применяют иногда разновидности нахлесточного соединения: с накладкой и с точечными швами, соединяющими части элементов конструкции.
ravon77.ru
Типы сварных швов.
Типы сварных швов.
Привожу небольшой теоретический материал по свойствам и характеристикам сварных соединений.
Никто Вас не обязывает все это знать, но есть тут некоторые моменты облегчающие Вам работу как при подготовке металлических деталей для электросварки, так и для получения качественных электросварных швов в конечном итоге.
Виды сварных соединений, которые делятся по:
- положению, в котором выполняется сварка; - конфигурации и протяженности; - способу удержания расплавленного металла шва; - количеству наложенных слоев; - применяемому для сварки материалу; - расположению свариваемых деталей относительно друг друга; - объему наплавленного металла; - форме свариваемой конструкции; - форме подготовленных кромок под сварку,По типу соединения сварные швы бывают стыковыми и угловыми. По расположению в пространстве швы сварных соединений подразделяются на:
- нижние, - вертикальные, - горизонтальные, - потолочные.По конфигурации сварные швы сварных соединений бывают:
- прямолинейными, - кольцевыми, - вертикальными, - горизонтальными.По протяженности сварные швы подразделяются на:
- сплошные, - прерывистые.Сплошные сварные швы подразделяются на:
- короткие, - средние, - длинные.По способу удержания расплавленного металла сварные швы сварных соединений подразделяются на:
- выполненные без подкладок и подушек, - на съемных и остающихся стальных подкладках: на медных, флюсомедных, керамических и асбестовых подкладках, флюсовых и газовых подушках.Сварной шов бывает односторонним и двусторонним.
По применяемому для сварки материалу сварные швы сварных соединений подразделяются на:
- соединения углеродистых сталей, - легированных сталей;По пространственному расположению свариваемых деталей сварные швы сварных соединений могут быть:
- под острым или тупым углом, - под прямым углом, - располагаться в одной плоскости.По объему наплавленного металла сварные швы делятся на:
- нормальные, - ослабленные, - усиленные.По форме и виду свариваемой конструкции сварные швы сварных соединений выполняются на:
- плоских конструкциях, - сферических конструкциях, по расположению на изделии сварочные швы бывают: - продольными, - поперечными.Сварные швы бывают:
- стыковыми, - угловыми, - нахлесточными, - тавровыми, - торцевыми.Стыковыми наз. соединения двух деталей своими торцами, расположенными в одной плоскости или на одной поверхности свариваемых деталей. Толщина свариваемых деталей может быть одинаковой или отличаться одна от другой. Обычно, на практике стыковое соединение чаще всего применяют при сварке трубопроводов и различных резервуаров.
Угловыми наз. сварные соединения двух элементов, расположенных под углом относительно друг друга и сваренных в месте примыкания своих краев. Обычно, такие сварные соединения применяются в строительстве.
Нахлесточными наз. сварные соединения, которые предусматривают наложение одного элемента на другой в одной плоскости с частичным перекрытием друг друга. Обычно, такие соединения встречаются в строительно-монтажных работах, при сооружении ферм, емкостей и т.д.
Тавровыми наз. соединения, в которых к плоскости одного элемента приложен торец другого соединения под определенным углом.
Сварные швы различают по количеству слоев наложения, ориентации в пространстве, по длине и т.д. Если шов полностью охватывает соединение, то его называют сплошным. Если в пределах одного соединения шов разрывается, то его называют прерывистым. Разновидностью прерывистого шва является прихваточный шов, который применяют для фиксации элементов относительно друг друга перед сваркой. Если сварные швы накладывают один на другой, то такие швы называют многослойными.
По форме наружной поверхности сварные швы могут быть плоскими, вогнутыми или выпуклыми. Форма сварочного шва предопределяет его физико-механические свойства и на расход электродного металла, связанный с его формированием. Наиболее экономичны плоские и вогнутые швы, которые, к тому же, лучше работают при динамических нагрузках, так как отсутствует резкий переход от основного металла к сварному шву. Чрезмерный наплыв выпуклых, швов приводит к перерасходу электродного металла, а резкий переход от основного металла к сварному шву при концентрированных напряжениях может вызвать разрушения соединения. Поэтому при изготовлении ответственных конструкций выпуклость на швах снимают механическим способом( фрезами, абразивными кругами и т.д.).
Различают сварные швы по их положению в пространстве на:
- нижние, - горизонтальные, - вертикальные, - потолочные.Угол разделки кромок свариваемых деталей выполняется при толщине металла более 3 мм, поскольку отсутствие разделки кромок может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла; при отсутствии разделки кромок для обеспечения провара электросварщик увеличивает величину сварочного тока.
Разделка кромок свариваемых деталей позволяет вести сварку отдельными слоями небольшого сечения, при этом улучшается структура сварного соединения и уменьшается возникновение сварочных напряжений и деформаций в конструкциях.
Правильно установленный зазор между свариваемыми деталями перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого( корневого) слоя сварочного шва, если подобран оптимальный сварочный режим сварки.
Притупление кромок выполняется для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке.
Смещение кромок ухудшает прочностные свойства сварного соединения и способствует образованию непровара и концентраций напряжений. Допускается смещения свариваемых кромок относительно друг друга до 10% толщины металла, но не более 3 мм.
Сварные швы классифицируются по количеству наплавленных валиков: однослойные и многослойные; по расположению в пространстве: нижние, горизонтальные, вертикальные и потолочные; по отношению к действующим усилиям на: фланговые, торцовые; по направлению: прямолинейные, круговые, вертикальные и горизонтальные.
На качество сварных соединений влияет много факторов: свариваемость металлов, чувствительность металлов к термическим воздействиям, окисляемость металлов и т.д.
Свариваемость металлов определяет способность отдельных металлов или их сплавов образовывать при определенной технологической обработке соединения, отвечающие заданным параметрам, то есть оказывают влияние физические и химические свойства металлов, строение их кристаллической решетки, наличие примесей, степень легирования и т.д.
далее Основа электросварки.
ПОНРАВИЛОСЬ?ПОДЕЛИСЬ с ДРУЗЬЯМИ:
seosait21.ru
- Tig и мма сварка что это

- Боль в глазах после сварки чем лечить

- Сварка продольных швов

- Тип сварного соединения

- Холодная сварка титан

- Сварка продольного шва трубы
- Подготовка кромок под сварку

- Что делать если нахватался зайчиков от сварки
- Сварное соединение это
- Резка газом

- Обратноступенчатый способ сварки
