Пайка алюминия в домашних условиях – чем и как паять, флюсы, припои. Как запаять дюраль в домашних условиях
Пайка алюминия в домашних условиях: способы, технология, особенности
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.

Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.

Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.

Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
oxmetall.ru
Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.

Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
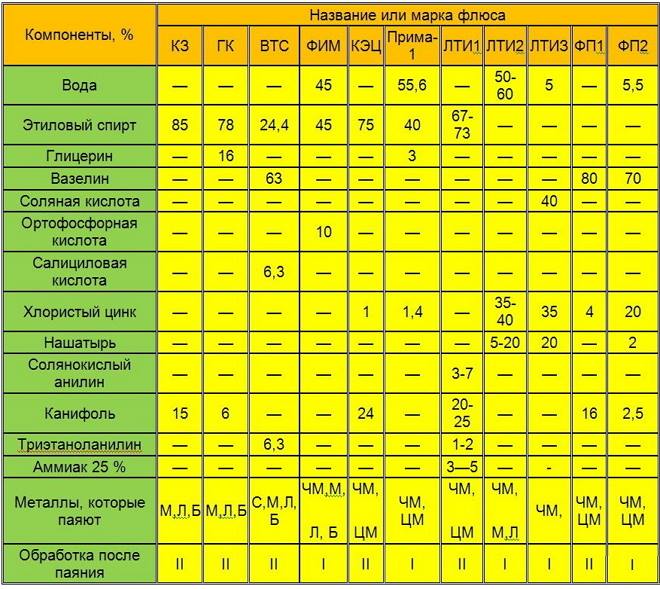
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.

Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.

Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.

Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.

Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.

Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.

При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.

Отремонтированный в домашних условиях автомобильный радиатор
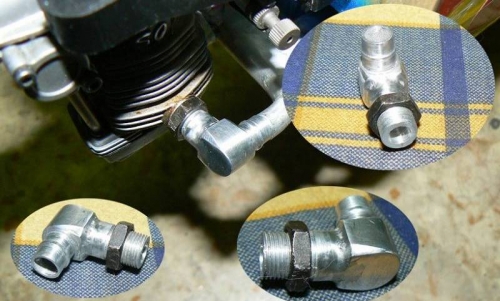
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.Оценка статьи:
 Загрузка...
Загрузка... Поделиться с друзьями:
met-all.org
Как паять алюминий паяльником: метод пайки алюминия
- Техника пайки алюминия
- Применение флюса для пайки алюминия
- Видео
Алюминий широко используется в качестве материала для самых разных конструкций. Он лишь немногим уступает стали по своей прочности. Алюминий гораздо легче обрабатывать, он имеет очень высокие показатели электро- и теплопроводности.
Однако существует серьезная проблема при решении вопроса, как паять алюминий паяльником, поскольку здесь существуют специфические особенности и сложности. Дело в том, что для алюминия не годятся обычные методы.
Техника пайки алюминия
Сложности при пайке алюминия обусловлены его способностью к образованию окисных пленок буквально за доли секунды. Поэтому для этой операции к паяльникам требуются специальные сменные жала или флюсы на ртутной основе.
Если алюминиевые провода сравнительно легко поддаются пайке, то с неудобными плоскими поверхностями возникает множество проблем. Чтобы их решить, необходимо провести тщательную подготовку к работам.
Процедуру пайки можно выполнять обыкновенным паяльником с обычным припоем и канифолью. В связи с высокой теплопроводностью алюминия, паяльник должен иметь повышенную мощность от 60 до 100 ватт. Если же имеющийся в наличии паяльник не в состоянии прогреть большие детали, они дополнительно прогреваются на электрической или газовой плите.
Перед началом пайки место соединения тщательно зачищается напильником, крошащимся кирпичом или наждачной бумагой. После того как с поверхности удалена толстая оксидная пленка, производится обезжиривание с помощью бензина или любого органического растворителя. После этого место спаивания смазывается флюсом. Одновременно, паяльник погружается в канифоль. Появление легкого дымка означает готовность к работе. Вместо канифоли может использоваться нашатырный спирт. Таким образом, жало паяльника очищается от окисей посторонних металлов.
Дальнейшая процедура практически не отличается от работы с обычными металлами. Очищенное жало паяльника опускается в припой и удерживается в нем пока полностью не покроется пленкой. После этого, небольшое количество припоя захватывается жалом, переносится на место спаивания и разравнивается по всей поверхности, предварительно залуживая ее. Затем наносится основное количество припоя, обеспечивающее прочное соединение алюминия. Необходимо подождать, пока припой остынет, а затем протереть место соединения влажной тряпкой. Окончательная зачистка производится с помощью напильника или наждачной бумаги.
Флюс для пайки алюминия
Особую роль в процессе спаивания алюминиевых деталей играет флюс. Он позволяет эффективно снимать оксидные пленки, образованные на воздухе, и жировые загрязнения. Кроме того, флюс обеспечивает защиту поверхностей от окисления во время спаивания.
Флюс для пайки алюминия продается в готовом виде, но его вполне возможно приготовить самостоятельно. Для приготовления флюса: берется 30 г хлорида цинка, 10 г хлорида аммония и растворяется в 60 миллилитрах воды.
Нередко вместо флюса используется так называемая паяльная жидкость или паяльная кислота. Она получается путем взаимодействия концентрированной соляной кислоты с металлическим цинком. С этой целью кислота наливается в посуду из стекла или фарфора. Это действие нельзя производить возле открытого пламени из-за взрывоопасности выделяемого водорода. Цинк в кислоту добавляется небольшими порциями. В результате химической реакции происходит образование хлорида цинка. После того как водород перестанет выделяться, посуда с полученным веществом помещается в теплую воду. Готовая жидкость смешивается с нашатырным спиртом.
При нормальном соблюдении технологии, прочность соединения получается выше, чем у многих металлов.
Пайка алюминия в домашних условиях
electric-220.ru
Паяем алюминий | Мастер-класс своими руками
Паяльник нужен по возможности мощный. Например, такой. Его мощность 65 Вт.
Паять будем дно алюминиевой пивной банки. Перед работой жало паяльника обязательно надо выровнять напильником (убрать все раковины) и залудить.
Куском наждачной бумаги зачищаем место пайки до блеска.
Наливаем на это место немного масла.
Далее растираем наждачной бумагой масляное пятно.
Этим самым мы удаляем оксидную плёнку, а масло не даёт образоваться новой плёнке.Паяльник к этому времени должен быть разогрет до рабочей температуры.Окунаем жало паяльника в канифоль, набираем как можно больше припоя, окунаем снова в канифоль и начинаем быстро с небольшим усилием тереть будущее место пайки. При этом масло начинает обильно выгорать. Поэтому канифоль не жалеем. Если всё сделали правильно, то у нас слой олова должен покрыть поверхность алюминия.
Иногда, для достижения желаемого результата, потребуется несколько раз повторить данную операцию.
Медный провод припаивается к залуженному алюминию очень легко.
Теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него изоляцию и зачищаем до блеска. Наливаем на залуженное дно банки машинное масло.
Далее провод нужно окунуть в масло и тереть наждачной бумагой.
Затем пытаемся залудить провод прямо в донышке банки. Если получилось, значит, всё сделали правильно. Если нет, снова работаем наждачной бумагой.
Провод то же прекрасно паяется к алюминиевой банке.
Вместо машинного масла, можно использовать ружейное. Если алюминиевая деталь больших размеров, то возможно потребуется её дополнительно прогревать. Например, на электрической плитке.
sdelaysam-svoimirukami.ru
Пайка латуни и дюралюминия
Доброго времени суток.Требуется спаять латунную и дюралевую детальки. Подсажите как ?С уважением.
Burchitai 27-08-2010 14:54пойти в магазин типа "все для сварки" и купить флюс по алюминию. По латуни он пойдет.
Compa 27-08-2010 16:20А паять лучше чем ? Горелкой ?
Burchitai 27-08-2010 17:12Паяльником
Compa 27-08-2010 21:48Я, как бы, не против, но ... Инет пишет про горелку в основном. Почему ?
Burchitai 27-08-2010 21:51Если детали большие, паяльник не прогреет, нужна горелка, если провод 1,5 - 100 Вт справится. Подойдет для подогрева и газовая плитка
Compa 27-08-2010 22:09Это не провод.Если коротко на пальцах то:Деталь номер раз - пластина дюралюминия шириной 2,5см толщиной 2ммДеталь номер два - латунный "пятак" диаметром 4см толщиной 3ммТак вот нужно к латунному пятаку припаять торцом дюралевую пластину.ЗЫ: если рыбаки есть - квок это, чтобы понятней было.
skippi 27-08-2010 22:13Квок проще из дерева вырезать?Для изготовления квока используют древесину рябины, вяза, черемухи или яблони. Идеальной наживкой для сома, может послужить либо лягушка, либо кусочек мяса или же воробей.
Compa 27-08-2010 22:15Во-первых - СИЛЬНО не проще.Во-вторых - деревянные есть, хочу попробовать металл.
Ножедел 27-08-2010 22:42quote: или же воробей.Причем желательно подпаленный на углях вместе с перьями!Compa 27-08-2010 22:51quote:Originally posted by Ножедел:Причем желательно подпаленный на углях вместе с перьями! Вы сами-то хоть одного на ЭТО поймали ? ))Я тоже читал эти сказки, только к действительности они мало отношения имеют. Окажетесь на острове без еды со снастью на сома и будете на воробья ловить (условно) - помрете с голоду.Из чего квоки резать - я знаю, спасибо. И понимаю, что цитировать статьи из интернета Вы умеете. Только мы от темы уходим )))spit 27-08-2010 23:03А не проще приклеить поксиполом?
Compa 27-08-2010 23:05Проще тогда вообще ничего не делать )))Нагрузки представляете при такой маленький площади склеивания ? Отвалится все через 5 минут.
Scunc 27-08-2010 23:08quote:Originally posted by Compa:Деталь номер раз - пластина дюралюминия шириной 2,5см толщиной 2ммДеталь номер два - латунный "пятак" диаметром 4см толщиной 3ммпаяльник ватт на 100 вполне справится, ток если паять будеш кислотой, ОБЯЗАТЕЛЬНО после пайки хорошо промой водой с чем нибудь мыльным, типа фейри итд(ибо коррозия ужасна!)горелкой посильнее будет, ну ет если паяло не справицо
Compa 27-08-2010 23:15Так вот я и пытаюсь выяснить, ЧЕМ паять.Просто сейчас нет для этого пока ничего, все покупать буду, нужно понять, что именно покупать.
Scunc 27-08-2010 23:21ну флюс для люминия вполне должон
Compa 27-08-2010 23:32А таки паяло или горелка ?
Ножедел 27-08-2010 23:36quote:Вы сами-то хоть одного на ЭТО поймали ? ))Если б не пробовал и не ловил, то и не советовал бы!А вообще - пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен! Что может быть проще - зайти в магазин с комплектующими для радиолюбителей и объяснить проблему, наверняка и флюс и припой подберут! (по крайней мере у нас, в Кирове, я по таким вопросам не парюсь)
Compa 27-08-2010 23:47Попробую до Чипа и Дипа доехать, там на месте посмотрю, что предложат по этой тематике.
Метролог 28-08-2010 12:42А пластину дюралюминия шириной 2,5см толщиной 2мм нельзя из латуни сделать? Но даже в этом случае паяное в торец соединение развалится в Вашем случае меньше чем за 5 минут. ИМХО.
taliban-alex 28-08-2010 12:50quote:А пластину дюралюминия шириной 2,5см толщиной 2мм нельзя из латуни сделать? Но даже в этом случае паяное в торец соединение развалится в Вашем случае меньше чем за 5 минут. ИМХО+ мильён,паять две тонкие пластинки? жёсткости точно не будет, я бы взял два одинаковых железки для пайки или склепал на заклёпки ИМХОOhotnik.SVK 28-08-2010 02:00"А вообще - пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен!" Алюминий не паяется обычным методом из-за МГНОВЕННО образующейся при контакте с воздухом тончайшей оксидной плёнки. Бесполезно пытаться зачистить и сразу же заканифолить: оксидная плёнка образуется прямо у вас под наждачкой!Когда-то давно вычитал в умной книге совет по пайке алюминия. Деталь греется, канифолится и ... посыпается образивным порошком. А затем обычный припой жалом паяльника втирается в деталь. То есть, зачистка происходит под слоем флюса, и алюминий-таки облуживается. Дальше- обычная пайка...Этот метод неоднократно и успешно опробован мной и моими учениками кружков радиоэлектроики и электронной автоматики. (В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще  ).
).
а метод кстати рабочий, сам пробывал и получилось, хотя сейчас у нас продают электроды для простой дуговой сварки, варят алюминий на ура и ни какова аргона ни надокот-рыжий 28-08-2010 06:15в свое время.... для паийки таких вещей использовал медный купорос разведенный с солью для омеднения поверхности.....паяетсо на ура... как писали выше или паяльником или горелкой.... будет интересно стукнись в мыло.... раскажу подробнее
bac75 28-08-2010 07:44За прошлую неделю 3 квока сделал. Один из дюральки - пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты - соединил холодной сваркой.
Compa 28-08-2010 12:31quote:Originally posted by bac75:За прошлую неделю 3 квока сделал. Один из дюральки - пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты - соединил холодной сваркой. Это все уже сделано. Я теперь еще пропаять соединение хочу.WAE 28-08-2010 13:34В качестве флюса для пайки алюминия можно использовать аспирин. Воняет он только сильно при этом.
Вайпер777 28-08-2010 15:54quote:можно использовать аспирин.я с помощью аспирина вобще много что паял, воняет, да, но это же кислота, еще бы не воняло! Зато всего лишь 18-ваттным паяльничком впаял 6 мм бронзовую втулку длиной 5 мм в латунную трубку без напрягов (дейдвуд для вала на судомодели).Дрогмот 30-08-2010 12:55Хммм... А почему нельзя обе детали сделать из латуни? Или из алюминия, и аргоном сварить?
Gunsmith51 30-08-2010 01:40Мягкие припои (оловянно-свинцовые) механической прочности не имеют, поставьте 3 заклепки, хоть из ляминевой проволоки, и можно не задумываться. Флюсы для ляминя, что продаются в радиолавках - это такая лажа, сам неоднократно пробовал. Были припои марки "АВИА", они облуживали ляминь без флюса, но рецепта у меня сейчас нет, в составе олово, кадмий, цинк, сварить - отдельная песня, литейщики пары цинка оченно не любят.
Burchitai 30-08-2010 05:45quote:Originally posted by Дрогмот:А почему нельзя обе детали сделать из латуни? Или из алюминия, и аргоном сварить? cварщик аргонщик за латунные говорит спасибоquote:Originally posted by Gunsmith51:отдельная песня, литейщики пары цинка оченно не любят+100 и не только ониDECEMBER 31-08-2010 08:40Для квока такие извращения? Не проще ли склепать буквой Т два алюминиевых уголка и доработать?
dr-feld 31-08-2010 11:20Мастера! Пожалуйста, чертежи и фото квока воткните! Сома навалом, квока в глаза ни разу не видал. В нете нашёл только туманные описания.Кстати, а серебром люминий паяется, или нет?
DECEMBER 31-08-2010 13:34quote:Originally posted by dr-feld:чертежи и фото квока воткните! Захотел ... В этом-то и ньюансы... Ложку без ручки представляешь? Крепим её дном к торцу изогнутой рукояти (чтоб с лодки было удобней по воде хлопать. Вогнутая плоскость - это внешняя сторона, ей и хлопаем). Надо поймать "бульканье" определённого тона. Вот каждый под свой водоём, под себя и ловит. Насколько точно поймал, настолько эффективно и будет работать. Сам я его не пробовал, мужик рассказал (каждый август на местном водохранилище ловит. Не сказать, что очень активно, но в этом году взял трёх 12, 14 и около 25кг. Последнего взвешивалили кусками )dr-feld 31-08-2010 14:56
... В этом-то и ньюансы... Ложку без ручки представляешь? Крепим её дном к торцу изогнутой рукояти (чтоб с лодки было удобней по воде хлопать. Вогнутая плоскость - это внешняя сторона, ей и хлопаем). Надо поймать "бульканье" определённого тона. Вот каждый под свой водоём, под себя и ловит. Насколько точно поймал, настолько эффективно и будет работать. Сам я его не пробовал, мужик рассказал (каждый август на местном водохранилище ловит. Не сказать, что очень активно, но в этом году взял трёх 12, 14 и около 25кг. Последнего взвешивалили кусками )dr-feld 31-08-2010 14:56И на том спасибо, бум пробовать! Наши местные кг до 10 растут, но то же ничего рыбка.
riff 31-08-2010 18:56quote:cварщик аргонщик за латунные говорит спасибо...и посылает к газосварщику!quote:Кстати, а серебром люминий паяется, или нет? Или нет!Только цинком.riff 31-08-2010 21:43quote:Аргоном варится латунь .Сам-то пробовал?И вообще, АРГОНОМ,ни чего не варится, а СВАРИВАЕТСЯ В СРЕДЕ АРГОНА(ГЕЛИИ и т.д.)!quote:И даже облегченный чугун -"Сейлуминь" как говорят продавци сковородок. Чугун бывает серый, белый и ковкий. Облегченного небывает, что-бы там не говорили продавцЫ сковородок. Силумин-алюминиеввый сплав.CTHUTQ007 31-08-2010 22:11Алюминий варится в аргоне, но сварщик должен уметь это делать. В авторизованных сервисах Ауди есть такие или в авиации.
------------------из этой жизни живым никто не выходил
Gunsmith51 31-08-2010 23:08Ляминь и сплавы сваривается и в углекислоте, те в любой защитной среде
riff 01-09-2010 19:36quote:Уважемый -riff - К вашему сожалению не Вы один в стране сварщик.С уважением Валерий.Уважаемый Валерий, о наличии коллег я осведомлен. Но вопрос остался открытым, есть-ли личный опыт сварки латуней в среде аргона? Дрогмот 01-09-2010 23:13У меня есть такой опыт! Латунь великолепно паяется серебром, с помощью дуги в среде аргона!
Правда ацетиленом это делать приятнее и проще. :-)
DECEMBER 03-09-2010 08:09quote:Originally posted by Дрогмот:Латунь великолепно паяется серебром, с помощью дуги в среде аргона! В общем-то речь идёт не о пайке латуни и алюминия отдельно (с этим нет проблем), а о пайке их МЕЖДУ СОБОЙ. Признаюсь - этой комбинации не пробовал. И пайка высокотемпературным припоем с горелкой (а тем более сварка, пусть и в защитной среде) представляется ОЧЕНЬ проблематичной. То есть остаётся вариант низкотемпературным припоем с отдельным облуживанием каждой из деталей. При этом прочность шва будет определяться применённым припоем.Дрогмот 04-09-2010 20:17По моему мнению, ерунда полнейшая получится. Проще сделать либо обе детали из алюминия и аргоном сварить, или из латуни и паять серебром. А вообще, квок из дерева вырезают. :-)или из пластика... И вообще, автор, а почему именно латунь с алюминием?
guns.allzip.org
Пайка алюминия своими руками | Строительный портал

Обычно пайку алюминия производят в рамках промышленных цехов. В домашних условиях эту процедуру провести достаточно проблематично, потому что после зачистки на поверхности металла почти сразу возникает оксидная пленка, которая и усложняет процесс. Однако не стоит расстраиваться, все-таки существует несколько способов пайки алюминия своими руками, когда пленка окислов, что покрывает деталь, разрушается непосредственно в момент проведения пайки.
Содержание:
- Характеристика алюминия как металла
- Применение алюминия и сплавов
- Особенности пайки алюминия
Характеристика алюминия как металла
Алюминий характеризуется высокими показателями электро- и теплопроводности, коррозионной и морозостойкости, а также пластичности. Температура плавления этого металла составляет около 660 градусов по Цельсию.
Зависимо от уровня очистки, первичный алюминий бывает высокой или технической чистоты. Технический алюминий получают путем электролиза криолит-глиноземных расплавов. Другой вид алюминия, высокой чистоты, образуется после дополнительной очистки технического алюминия. Главное различие между высоокоочищенным и техническим алюминием связано с отличием в коррозионной устойчивости металла к некоторым средам. Естественно, чем больше степень очистки алюминия, тем алюминий дороже.
Важное свойство алюминия состоит в его высокой электропроводности, он уступает по этому показателю только серебру, золоту и меди. Сочетание высокой электропроводности и небольшой плотности делает алюминий серьезным конкурентом меди в области производства кабельно-проводниковой продукции. Длительный отжиг алюминия при 350 градусах улучшает проводимость металла, а нагартовка - ухудшает. Электропроводность алюминия доходит до 60-65% от проводности меди и растет с уменьшением содержания примесей.

Алюминий по теплопроводности уступает только меди и серебру, превышая втрое теплопроводность малоуглеродистой стали, что можно узнать и видео о пайке алюминия. Отражательная способность металла зависит от его чистоты. Отражаемость для фольги с присутствием алюминия 99,5% составляет 84%.
Алюминий сам по себе является химически активным металлом. Однако на воздухе металл покрывается тонкой пленкой окиси алюминия – около микрона. Обладая химической инертностью и большой прочностью, она защищает материал от окисления и определяет высокий уровень его антикоррозионных свойств во многих средах. Окисная пленка в алюминии высокой чистоты является сплошной и беспористой, имеет прочное сцепление с самим металлом.
Поэтому алюминий высокой чистоты очень стоек к неорганическим кислотам, щелочам, морской воде и воздуху. Сцепление алюминия с окисной пленкой в месте нахождения примесей заметно ухудшается, и эти места являются уязвимыми для коррозии. К примеру, по отношению к неконцентрированной соляной кислоте стойкость технического и рафинированного алюминия различается в 10 раз.
Применение алюминия и сплавов
Алюминий широко используется как конструкционный материал благодаря своим основным достоинствам — легкости, податливости штамповки, коррозионной стойкости, высокой теплопроводности, неядовитости его соединений. В частности, данные характеристики сделали алюминий популярным при изготовлении алюминиевой фольги, кухонной посуды и упаковки в пищевой промышленности.
Но металл из-за низкой прочности применяется исключительно для ненагруженных элементов конструкций в случаях, когда на первый план выносится электро- или теплопроводность, пластичность и коррозионная стойкость. Такой недостаток, как малая прочность, компенсируется путем сплавления алюминия с небольшим количеством магния и меди. Сплав называют дюралюминий.

Электропроводность алюминия вполне можно сравнить с медью, но алюминий при этом стоит дешевле. Поэтому этот материал широко используется в электротехнике для производства проводов, их экранирования и при изготовлении проводников в чипах в микроэлектронике. Внедрение в строительстве алюминиевых сплавов уменьшает металлоемкость, увеличивает надежность и долговечность конструкций при использовании в экстремальных условиях.
На современном этапе эволюции авиации алюминиевые сплавы выступают основными конструкционными материалами. Последнее изобретение — пеноалюминий, который ещё называют «металлическим поролоном», ему предрекают большое будущее. Однако у алюминия как электротехнического материала имеется одно неприятное свойство – сложность пайки алюминия из-за прочной оксидной пленки.
Особенности пайки алюминия
Проблемы, которые касаются пайки алюминия, можно объяснить тем, что поверхность данного материала покрыта тонкой, весьма прочной и эластичной пленкой окисла. Из повседневного знакомства с предметами из алюминия или его сплава у многих сложилось неправильное представление, что подобно благородным металлам алюминий не склонен к окислению в атмосфере. Окисная пленка, как и большинство прочих окислов, инертна и плохо смачивается расплавленным металлом, поэтому эту пленку при пайке необходимо предварительно удалить.
Удаление окисной пленки
Окисел не удается удалить механическими методами, потому что при соприкосновении поверхности алюминия с водой или воздухом он снова моментально покрывается пленкой окисла. Флюсы, как правило, не растворяют окись. Вот почему пайка алюминия и изделий, изготовленных из него, считается достаточно сложной задачей, а технология пайки алюминия отличаются во многом от технологии паяния других металлов.
Для механической очистки поверхности от окисла рекомендуется зачищать металл под пленкой масла, однако масло должно быть в этом случае совершенно обезвожено, для чего его рекомендуется прогревать на протяжении некоторого времени при температуре близко 150-200 градусов. Лучше всего использовать минеральные масла или вакуумные ВМ-4, ВМ-1.
Предлагается также способ зачистки поверхности при помощи грубых железных опилок, что растираются по поверхности металла под слоем канифоли или масла жалом паяльника вместе с припоем. В этом случае опилки выполняют функцию абразива, одновременно происходит процесс облуживания. Более надежную пайку алюминия можно получить, облуживая металл по подслою меди, что электролитически нанесен на поверхность материала.
Для тех же целей можно использовать и подслой цинка, что нанесен также, как в рецепте хромирования алюминия. Пленка окисла более надежно удаляется с помощью специальных активных флюсов. Хорошо сочетать процедуру механической обработки поверхности с использованием активных флюсов.
Пайка с использованием канифоли
Для спаивания двух проводов из алюминия их нужно предварительно залужить. Для этого покрывают конец провода канифолью, помещают на шлифовальную шкурку, что имеет среднее зерно, и прижимают горячим залуженным паяльником к шлифовальной шкурке. Также для пайки можно использовать раствор известной нам канифоли в диэтиловом эфире. Паяльник при этом не отнимают от провода и добавляют на залуживаемый конец канифоль.
Провод залуживается отлично, но все манипуляции нужно повторять несколько раз. После этого пайка алюминия в домашних условиях идет обычным чередом. Также хороший результат можно получить, если взять вместо канифоли минеральное масло для швейной машины и точных механизмов или щелочное масло, что предназначено для чистки после стрельбы оружия.
Паяют алюминий хорошо нагретым паяльником. Чтобы соединить тонкий алюминий, необходимо, чтобы паяльник имел мощность 50 Вт, для металла толщиной около 1 миллиметра и больше желательна мощность порядка 90 Вт. При пайке материала, что имеет толщину больше 2 миллиметров, место пайки предварительно необходимо прогреть паяльником.
Электрохимическая методика
Второй способ пайки алюминия состоит в том, что перед непосредственной пайкой поверхность (пластинку или провод) необходимо предварительно омеднить, используя самую простую установку для гальванического покрытия. Однако вы можете сделать проще. Зачистите место пайки шлифовальной шкуркой и нанесите на него аккуратно пару капель насыщенного медного купороса.
Далее подключите к алюминиевой детали отрицательный полюс источника тока (выпрямитель, аккумулятор, батарейка от карманного фонаря), а к положительному полюсу присоедините кусок медного провода без изоляции толщиной 1— 1,2 миллиметра, который находится в специальном устройстве.

Медный провод должен находиться в щетине зубной щетки таким способом, чтобы он не касался поверхности во время трения щетины - процедуры омеднения детали. Через определенное время на поверхности детали из алюминия в результате электролиза будет оседать слой красной меди, который лудят после промывки и сушки традиционным способом с помощью паяльника.
Как вариант, вы можете использовать при пайке алюминия своими руками вместо раствора купороса соляную аккумуляторную кислоту: необходимо капнуть немного вещества в место пайки и потом водить по контактной площадке медным приводом. Осаждение меди будет происходить быстрее, чем в первом варианте, но с кислотой следует обращаться осторожно.
Чтобы кислота не разъела лишний участок, его следует залить парафином или заклеить скотчем, оголив нужную площадь. Место пайки обязательно промывается тщательно водой. Таким образом, можно проводить надежную пайку алюминия и меди, а контактные площадки при этом будут иметь аккуратную форму.
Пайка алюминия припоями
При пайке алюминия припоем основная задача кроется в первоначальном покрытии поверхности металла слоем припоя и пайке деталей, что облужены припоем. Залуженные детали из алюминия можно спаивать не только между собой, но и с деталями, что изготовлены из других сплавов и металлов.
Вы можете производить паяние алюминия легкоплавкими припоями на основе цинка, олова или кадмия и тугоплавкими на основе алюминия. Припои легкоплавкие считаются удобными тем, что позволяют проводить процесс пайки алюминия оловом при низких температурах (150—400 градусов) и избежать тем самым существенного изменения первоначальных свойств алюминия.

Соединения алюминия, что спаяны легкоплавкими припоями, особенно это касается сплавов кадмия и олова, образуют нестойкую с коррозионной позиции пару и коррозионным разрушениям плохо сопротивляются. Наиболее надежными являются более тугоплавкие припои на основе алюминия, которые содержат медь, цинк и кремний.
Простейшим из них выступает сплав алюминия с кремнием (11,7%). Еще более надежный результат дает легкоплавкий сплав алюминия с 28% Сu и 6% Si. Пайку совершают обычным паяльником, его жало прогревают до температуры 350 градусов по Цельсию, с использованием флюса, который представляет из себя смесь йодида лития и олеиновой кислоты.
Пайка сплавов алюминия
Используя припой 34А и флюс 34А, вы сможете паять не только сам алюминий, но также определенные его сплавы. Пайке легче всего поддаются сплавы АМц и авиаль, сложнее — дуралюмин, В95, АК4 и литейные сплавы, которые имеют более низкую температуру плавления. Паять сплав В95 и дуралюмин припоем 34А можно исключительно при изготовлении мелких изделий и с большой осторожностью для избегания пережога или образования в процессе пайки расплавления металла.
Вследствие большого нагрева при пайке, сплав В95 и дуралюмин переходят в отожженное состояние, при этом наблюдаются потери не меньше 30% прочности материала в области пайки, а его прочность в случае пережога материала падает больше чем вдвое.

При нагреве также нужно учитывать риск коробления металла, поэтому пайку горелкой нагруженных и крупногабаритных деталей из сплава В95 и дуралюмина рекомендовать не будем. Пайку мелких изделий из дуралюмина также безопаснее и целесообразнее производить в печи, а не горелкой, где можно регулировать температуру пайки точнее и благодаря этому избежать коробления и пережога деталей.
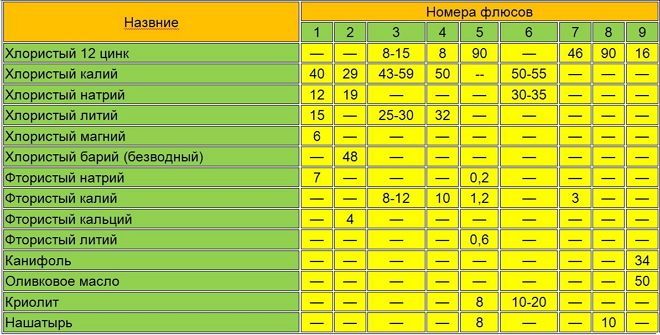
Для снятия стойкой окисла Аl2О3 принято использовать особо активные флюсы. Самое широкое применение получили при пайке алюминия флюсы на алюминиевой основе, что известны под индексами НИТИ-18 и 34А. При употреблении флюса 34А стоит помнить, что он способен вызывать сильную коррозию металла, поэтому остатки флюса после пайки должны быть удалены.
Паяное изделие с этой целью нужно подвергнуть специальной обработке:
- Промыть щетками в горячей воде (температура 70—80 градусов) на протяжении 15—20 минут;
- Промыть в холодной проточной воде ещё 20—30 минут;
- Обработать в растворе хромового ангидрида;
- Промыть в холодной воде;
- Просушить при температуре около 80—120 градусов по Цельсию в течение 20 минут – получаса.
Таким образом, чтобы спаять данный металл нужно запастись специальным оборудованием для пайки алюминия и выбрать один из методов пайки: паяние с механическим разрушением окисла или с химическим разрушением пленки.
strport.ru
Пайка алюминия в домашних условиях возможна при соблюдении рекомендаций
Домашним мастерам довольно часто приходится сталкиваться с проблемой ремонта, а также изготовления изделий из алюминия. Если с механической обработкой проблем нет (металл легко пилится, обтачивается и гнется), то процесс соединения частей между собой вызывает трудности.
О сварке речь не идет, это вопросы масштабного ремонта. Чаще всего приходится паять детали традиционным способом.
- Наиболее частая проблема — прохудившаяся посуда, или отвалившиеся части бытовой алюминиевой утвари. Склеивание подходит не всегда, из-за низкой термостойкости и плохой эстетики шва. Заклепки не могут обеспечить герметичность. Остается пайка алюминия оловом.
- Еще одна необходимость качественного соединения — электроприборы. Довольно часто приходится соединять алюминиевые проводники с клеммами, или просто поверхностью электрооборудования. Сращивание проводов также будет надежнее, если вместо скрутки будет прочная спайка.
Как и любой металл, алюминий можно и нужно паять. Он обладает хорошей пластичностью и теплопроводностью. А вот с адгезией есть проблема. На открытом воздухе металл моментально покрывается прочной пленкой окислов, которая мало того, что является теплоизолятором, на нее практически невозможно нанести припой.
Поэтому качественный флюс для пайки алюминия — первый помощник в работе. С его помощью, также можно припаять алюминий к другим металлам.

Общие принципы пайки алюминия в домашних условиях
- Поверхность должна быть тщательно зачищена от краски, грязи и жирных жидкостей
- Место пайки шлифуется, все неровности желательно выровнять до глубины самого большого дефекта
- Между очисткой и нанесением флюса должно пройти минимальное время
- Необходимо правильно выбрать нагревательное устройство, в соответствии с объемом металла
- Алюминий обладает отличной теплопроводностью, температура рассеивается по всей площади, и нагретый участок будет быстро остывать
- Перед пайкой алюминий обязательно надо залудить. Под слоем припоя окислы не образуются.

Маленькие секреты. Если у вас под рукой нет специального флюса, можно воспользоваться абразивной защитой от моментального окисления поверхности:
- Энергично потрите место пайки кусочком кирпича. Образовавшуюся пыль не нужно сдувать. Наберите на жало паяльника большое количество обычной канифоли, и залейте ей место пайки прямо поверх кирпичной пыли. Затем облудите поверхность, сильно нажимая жалом паяльника на металл.
Плоским срезом надо как бы втирать пыль в алюминий. Абразив сотрет тонкий слой окисла и обеспечит соединение с припоем. Можно использовать просеянный песок мелкой фракции.
- Еще один способ – использование железных опилок. Можно просто сточить толстый гвоздь среднезернистым напильником. Наливаем на место пайки жидкую канифоль и засыпаем опилками. Когда канифоль затвердеет – набираем припой на жало паяльника и интенсивно втираем его поверх опилок. Оловянное покрытие обеспечит моментальную защиту от окисления.
Использование трансформаторного масла
Пайка алюминия в домашних условиях, обычно выполняется паяльником.
Можно смешать паяльную пасту с трансформаторным маслом, и нанести ее на только что зачищенную поверхность. Затем также интенсивно потереть паяльником, пока не появится устойчивый слой припоя.
Важно! Подобные работы следует производить с вытяжкой, или в хорошо проветриваемом помещении. Перегретое масло выделяет едкий дым.
А есть более простой способ. Обрабатываем будущее место пайки с помощью мелкой наждачной бумаги. Затем без промедления наливаем масло.

Еще раз интенсивно трем поверхность наждачкой, после чего с усилием втираем разогретым паяльником припой.

Поддеваем слой олова тонкой отверткой, чтобы проверить прочность соединения. Если края припоя отрываются от алюминия – повторяем процедуру еще раз. После получения стойкого лужения, к этому месту можно припаивать как медный, так и алюминиевый провод.

Какой припой применяется для пайки алюминия
На выбор припоя влияет способ соединения алюминиевых деталей.
- Если вы используете обычный паяльник – вам нужен материал с низкой температурой плавления. При электрических соединениях обычно используется традиционный припой. Это следующие виды сплавов: цинково-оловянный, медно-оловянный и висмутово-оловянный. Нам они более известны, как радиолюбительские припои серии ПОС.
Эти сплавы легко плавятся, на них отводится мало тепла от паяльника (что немаловажно, учитывая высокую теплопроводность алюминия). К тому же, такой материал нетрудно купить по доступной цене. Однако соединения с помощью легкоплавкого припоя обладают малой прочностью. Такой способ годится лишь для электромонтажа.
Если же вы припаяли носик к алюминиевому чайнику, или заделали прогоревшую дырку в кастрюле – под воздействием высоких температур соединение быстро разрушится.
В крайнем случае, можно применить распространенный тугоплавкий припой ЦОП-40, состоящий из олова и цинка. Такое соединение достаточно хорошо держит температуру, но обладает невысокой прочностью на разрыв.
- Для механически прочных соединений применяются тугоплавкие припои. К тому же, они не расплавятся при высокой температуре. В состав обязательно должен входить собственно алюминий.Наиболее распространены такие сплавы: алюминий-медь-кремний.
Алюминий хорошо растворяется в остальных компонентах состава, и обеспечит соединение с заготовкой на молекулярном уровне. Медь добавит пластичности, а кремний сделает соединение прочным. Излюбленный припой домашних лудильщиков – отечественный состав 34А.

Более дорогой (это не означает прибавки в качестве) – импортный «Aluminium — 13». Преимущества таких припоев – ими можно качественно сваривать детали, которые затем работают под нагрузкой.
Конечно, до прочности дуговой сварки эти припои не дотягивают, но ремонт посуды с их помощью, дает хороший результат.
Однако припои на основе алюминия плавятся при температуре порядка 600° С. При помощи паяльника такого результата не достичь.
Для механически прочных и термостойких соединений применяется пайка алюминия газовой горелкой.
Обратите внимание
Несмотря на внешнюю схожесть и качество соединения, пайка с помощью горелки не имеет ничего общего со сваркой. Плавится только припой, базовый металл заготовки остается твердым во время всего процесса.

Преимущества пайки горелкой перед сваркой в среде аргона:
- Нет необходимости в приобретении дорогостоящего оборудования. Для пайки используется ручная газовая горелка. Такой инструмент можно приобрести в магазинах инструмента, или даже среди туристических товаров.
- Электросварка при любом способе подвергает материал термическому стрессу. Возникают очаги разной напряженности металла, вблизи шва алюминий меняет геометрию. При качественной пайке эстетика соединения остается на высоком уровне
- Для соединения компактных деталей, особенно выполненных из тонкого металла – альтернативы пайке просто нет
- Работы можно производить в домашних условиях – искры не летят, нет едкого запаха горящего алюминия, отсутствует ультрафиолетовое облучение кожи
- Вы можете легко контролировать температурные режимы прямо во время работы, просто меняя интенсивность пламени.

Как правильно паять с помощью горелки
Без подготовки места соединения не обойтись, как и при пайке паяльником. Металл следует очистить от грязи, отшлифовать до получения ровной поверхности. Затем надо закрепить детали с помощью любого кондуктора – будь то струбцины или тиски.
При работе с горелкой, алюминиевые заготовки разогреются по всей поверхности. А учитывая высокую теплопроводность металла – на деталях просто не будет места, за которое можно взяться рукой, даже в защитных перчатках.
Рабочая зона должна быть очищена от легковоспламеняющихся предметов и жидкостей. Обеспечьте интенсивное проветривание – даже без едких выделений, нагретые флюсы источают неприятный запах. Позаботьтесь о средствах пожаротушения.
Надо приготовить проволочный припой с запасом по длине. Вы не сможете использовать каждый прутик полностью, остается 10% длины на удержание припоя. А бросать нагрев, и идти за новой упаковкой – нерационально.
Важно! Более качественный шов получается при непрерывной пайке. Если вы прервали процесс (вынужденно), перед продолжением работ полностью прогрейте все место спайки, в том числе уже застывший припой. Тоже самое следует проделать при накладывании нескольких слоев. Сначала прогреваем застывший слой, затем кладем следующий.
Пламя горелки всегда направлено в сторону от вас. На его пути не должно быть никаких предметов.
Допускается изменение цвета алюминиевой заготовки до ярко-оранжевого. Металл не расплавится, а при нагреве до максимальной температуры припой будет ложиться более равномерно.

Обязательно использование флюса. Есть проверенные составы на основе хлоридов лития и калия, а также хлористого цинка. Это такие марки, как Ф-59А, Ф-61А, Ф-64А. Для более высокотемпературной пайки лучше использовать Ф-34А. В нем присутствует фторид натрия.
Флюс для пайки алюминия можно приготовить своими руками. Однако делать это не рекомендуется, поскольку в его состав обязательно входят едкие вещества. Лучше приобрести готовый состав в магазине.
Важно! Вдыхать пары флюса при пайке очень вредно. Воспользуйтесь респиратором или портативной вытяжкой.
obinstrumente.ru