ИСТОЧНИКИ ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ. Источники питания для сварки
ИСТОЧНИКИ ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ

I.Сварочные трансформаторы.Одной из особенностей сварочной дуги переменного тока является периодическое изменение тока и напряжения ИП из-за перерывов в горении дуги при переходе кривой тока через нулевые значения (дуга гаснет). Внешне это проявляется резким звуком горящей дуги и повышенным разбрызгиванием жидкого металла. Все сварочные трансформаторы являются трансформаторами напряжения. Вольт-амперные характеристики трансформаторов, применяемых для ручной дуговой сварки, являются крутопадающими. Для повышения стабильности горения дуги увеличивают индуктивное сопротивление цепи дуги, для чего в цепь вторичной обмотки трансформатора обычно включают дополнительную реактивную катушку.Наиболее распространёнными являются трансформаторы с так называемым увеличенным магнитным рассеянием. В этих трансформаторах катушки обмоток разнесены по стержню магнитопровода. При работе трансформатора часть магнитных потоков замыкается в воздухе вне магнитопровода и рассеивается, что и дало название этим аппаратам. Регулировка тока в таких трансформаторах осуществляется изменением магнитных потоков путем раздвижения катушек обмоток по высоте магнитопровода (отечественные трансформаторы серии ТД) или введением в окно магнитопровода подвижных шунтов из магнитного материала (трансформаторы серии ТДМ). В более мощных трансформаторах, применяемых для автоматической и электрошлаковой сварки, используют регулировку магнитными шунтами - специальными дросселями, размещёнными в окне магнитопровода
и управляемыми током низкого напряжения  (трансформаторы ТДФ).
(трансформаторы ТДФ).
Трансформаторы с увеличенным магнитным рассеянием имеют, как правило, падающую или крутопадающую вольт-амперную характеристику.Другой, менее распространённый тип сварочных трансформаторов - трансформаторы с нормальным магнитным рассеянием. В этих аппаратах катушки первичной и вторичной обмоток располагаются концентрично на замкнутом магнитопроводе стержневого типа, поэтому рассеяние магнитных потоков практически отсутствует. Благодаря этому вольт-амперная характеристика получается пологопадающей или жёсткой. Регулировка таких трансформаторов осуществляется введением в цепь вторичной обмотки дополнительной индуктивности, за счёт которой и происходит настройка тока. В зависимости от расположения дополнительной индуктивности различают трансформаторы с совмещённой и с раздельной реактивной катушкой.Для сварочных трансформаторов специализированных источников питания используются схемы с так называемым дросселем насыщения. При этой схеме реактивная катушка собирается из нескольких обмоток на двухоконном магнитопроводе броневого типа; витки реактивной катушки намотаны на крайних стержнях магнитопровода, а на среднем стержне намотана управляемая обмотка, питаемая постоянным током, называемым током намагничивания. Регулируя ток намагничивания, можно изменять в широких пределах ток во вторичном контуре трансформатора, т.е. ток сварки. Отдельную группу составляют мощные промышленные трансформаторы с регулировкой тока посредством тиристорного ключа, подключенного во вторичном контуре. Примером такого оборудования могут служить трансформаторы серии ТДФЖ с жёсткой вольт-амперной характеристикой, применяемые для автоматической сварки под флюсом.II. Сварочные выпрямители.Сварка на постоянном токе обеспечивает получение сварного соединения более высокого качества по сравнению со сваркой на переменном токе. Из-за отсутствия нулевых значений тока повышается стабильность горения дуги, увеличивается глубина проплавления, снижается разбрызгивание, улучшается защита дуги, повышаются прочностные характеристики металла сварного шва, снижается количество дефектов шва, а пониженное разбрызгивание улучшает использование присадочного материала и упрощает операции зачистки сварного соединения от шлака и застывших брызг металла. Всё это привело к тому, что для сварки качественных швов ответственных соединений больше применяют сварку на постоянном токе. Кроме того, многие материалы - высоколегированные и теплоустойчивые стали, чугуны, титан, сплавы на основе меди и никеля - свариваются только на постоянном токе. В частности, для полуавтоматической сварки металлической проволокой в среде защитных газов (метод MIG/MAG) - наиболее производительного и универсального метода сварки - применяют именно ИП постоянного тока.Сварочными выпрямителями называются источники питания, в которых постоянный ток получается путём выпрямления переменного тока промышленной частоты с использованием полупроводниковых вентилей. Общими элементами для сварочных выпрямителей являются силовой трансформатор, выпрямительный блок и блоки пускорегулирующей, измерительной и защитной аппаратуры.
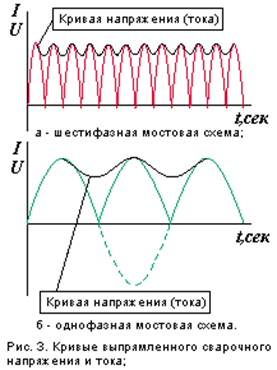
Наиболее рациональным в выпрямителях оказывается применение трёхфазного тока. Для питания выпрямительного блока (ВБ) обычно используют понижающие трёхфазные силовые трансформаторы, по устройству и принципу действия аналогичные описанным в предыдущем разделе. Сам ВБ собирается либо по трёхфазной мостовой схеме, либо по шестифазной мостовой схеме с уравнительным реактором - разнесёнными вторичными обмотками силового трансформатора, соединёнными в две "звезды" (схема Ларионова - Гретца). У обеих схем повторяемость напряжения равна шестикратной частоте питающего тока (для обычного переменного тока промышленной частоты - 300 Гц). Это позволяет получить выпрямленный ток, у которого пульсации напряжения меньше, чем при использовании обычной однофазной мостовой двухполупериодной схемы, собранной на четырёх вентилях (четырёхвентильные мостовые схемы обычно используются в более простых выпрямителях бытового класса).За счёт использования специальных стабилизаторов напряжения, включаемых в сварочный контур, удаётся получить гладкую кривую тока с минимальными пульсациями выпрямленного напряжения. Для выпрямления тока используют неуправляемые полупроводниковые вентили - кремниевые или селеновые диоды - и управляемые вентили - тиристоры (обычно кремниевые). Кремниевые диоды имеют небольшие размеры и высокую теплостойкость, но очень чувствительны к токовым перегрузкам. Селеновые вентили допускают меньшие значения силы тока, но имеют высокую стойкость к перегрузкам и малый разброс характеристик. Их использование значительно упрощает общую схему выпрямителя и повышает его стойкость к перегрузкам по току. Использование тиристоров требует применения специальных блоков управления открыванием тиристоров, и обычно тиристоры устанавливают на более мощном и дорогом промышленном оборудовании.Полупроводниковые вентили требуют определённого температурного и токового режима. Поэтому немаловажными элементами любого сварочного выпрямителя являются системы охлаждения ВБ: радиаторы охлаждения вентилей, вентилятор, включающийся перед пуском выпрямителя, блоки защиты от токовых перегрузок (плавкие предохранители или реле защиты по току) и тепловые предохранители - термостат и ветровое реле, отключающие выпрямитель при перегреве ВБ или при выходе из строя вентилятора.Регулирование тока сварки в сварочных выпрямителях осуществляется двумя путями - электромеханическим и электрическим. В выпрямителях с электромеханической регулировкой изменение тока происходит до ВБ, то есть на выпрямляющие вентили в каждой фазе поступает переменный ток, имеющий силу тока и напряжение заданных сварочных параметров. Применяемые в этом случае силовые трансформаторы с увеличенным магнитным рассеянием (с раздвижными катушками) и трансформаторы с нормальным магнитным рассеянием (с управляемым магнитным шунтом) описаны в предыдущем разделе.

Хочется упомянуть о других типах электромеханической регулировки тока сварки в сварочных выпрямителях. В первую очередь, это наиболее распространённые выпрямители с секционированными обмотками силового трансформатора, у которых первичная обмотка силового трансформатора состоит из нескольких катушек на общем сердечнике, которые подключаются последовательно посредством галетного переключателя, при этом происходит ступенчатое изменение тока в первичной цепи силового трансформатора. Такие выпрямители дёшевы, просты в изготовлении и надёжны в эксплуатации. Они имеют жёсткую вольт-амперную характеристику и целесообразны для полуавтоматической сварки в среде защитных газов (метод MIG/MAG), т.е. в тех случаях, когда после ИП возможна ещё одна регулировка тока (плавная в пределах каждой ступени).Во-вторых, это выпрямители с вольтодобавочными трансформаторами (ВДТ), включаемыми последовательно во вторичную цепь силового трансформатора; встречное или согласное включение вторичных обмоток силового трансформатора и ВДТ позволяет ступенчато менять силу тока. Плавное регулирование (в пределах каждой ступени) осуществляется изменением напряжения в первичной обмотке ВДТ. Такие схемы позволяют получить жёсткие вольт-амперные характеристики (для полуавтоматической сварки в среде защитных газов) и проводить настройку режима сварки дистанционно. В этом типе выпрямителей используют силовые трансформаторы с нормальным магнитным рассеянием и дросселем насыщения. Это позволяет вводить обратные связи и стабилизирует работу ИП в заданном режиме, а сам выпрямитель имеет крутопадающую вольт-амперную характеристику, применяемую для ручной дуговой сварки плавящимися электродами (тиристорный выпрямитель ТИР-300 с дросселем насыщения ).Электрические схемы регулировки сварочных выпрямителей построены на изменении тока сварки после ВБ или непосредственно в ВБ. Выпрямители с транзисторными регуляторами тока основаны на принципе управления сильным током за счёт изменения более слабого тока. В этих схемах после ВБ последовательно сварочной дуге включается блок транзисторов, соединённых параллельно. Это позволяет в широких пределах изменять ток дуги. Применение транзисторных схем регулировки тока даёт крутопадающую вольт-амперную характеристику с широким спектром регулировок по току и высокостабильной дугой, что позволяет применять такие выпрямители для автоматической аргоно-дуговой сварки неплавящимся электродом (метод TIG) высоколегированных сталей и сплавов на основе меди или алюминия.Более простой и распространенной является схема выпрямителя с тиристорными регуляторами тока, в которых в качестве выпрямительных вентилей используют полупроводниковые тиристоры. Формирование вольт-амперных характеристик таких выпрямителей осуществляется за счёт временного сдвига управляющих импульсов тиристоров, подаваемых блоком фазоимпульсного управления. Изменением времени подачи управляющих импульсов регулируется поочерёдное открытие тиристоров той или иной ветви шестифазной мостовой схемы и меняется ток дуги. Это позволяет осуществлять плавную регулировку (в том числе и дистанционную) тока сварки и получать дугу с высокой стабилизацией по току и напряжению. По таким схемам построены широко известные выпрямители типа ВСВУ для ручной дуговой сварки плавящимися электродами (с крутопадающей вольт-амперной характеристикой) и ВДГ для полуавтоматической сварки в среде защитных газов (с пологопадающей вольт-амперной характеристикой). Дальнейшим развитием схемы выпрямителей с тиристорным регулированием явились выпрямители серии ВДУ с двойной вольт-амперной характеристикой - крутопадающей и пологопадающей.

Силовой трансформатор этих выпрямителей имеет две вторичные обмотки, и их переключение позволяет получать двойную вольт-амперную характеристику и делает возможным использование выпрямителя как для ручной, так и для полуавтоматической сварки.Для сварки в цеховых условиях часто используют многопостовые выпрямители, имеющие достаточную мощность и способные выдерживать большие перегрузки как по величине тока, так и по скорости нарастания тока сварки. В основном многопостовые выпрямители имеют жёсткие вольт-амперные характеристики и предназначены для ручной дуговой сварки плавящимися электродами. В этом случае к выходным клеммам ИП подключается шинопровод из двух медных или алюминиевых полос, закреплённых на изоляторах на стенах или металлоконструкциях цеха. Управление током каждого сварочного поста осуществляется так называемыми балластными реостатами, представляющими собой устройство с набором элементов сопротивления из фехралевой или нихромовой проволоки и переключателями для коммутирования ступеней сопротивления в параллельном соединении. Включение ступеней балластного реостата позволяет регулировать ток сварки одного поста, а за счёт падения напряжения формируется крутопадающая вольт-амперная характеристика. Такие схемы приняты при использовании многопостовых выпрямителей ВКСМ-1000, ВДМ-1001, ВДМ-1201, ВДМ-1601 с балластными реостатами РБ-301 или РБ-302. Все эти выпрямители называются неуправляемыми, так как на выходе всегда подаётся одно и то же значение сварочного тока, равное номинальному. К управляемым многопостовым выпрямителям можно отнести выпрямитель ВДУМ-4х401, имеющий двойную (жёсткую и пологопадающую) вольт-амперную характеристику и предназначенный для питания четырёх постов ручной или полуавтоматической сварки.

II.Сварочные генераторы.Во всех рассмотренных выше источниках питания преобразование тока происходит за счёт электрических и электромагнитных процессов при отсутствии вращающихся деталей и узлов (за исключением элементов механических систем регулировки тока), поэтому такие ИП называют статическими. Однако раньше статических ИП были разработаны вращающиеся источники питания, называемые сварочными генераторами. Отличительной особенностью сварочных генераторов является наличие в них вращающегося якоря, приводимого в движение внешним приводом. Принцип действия сварочного генератора аналогичен работе любого генератора постоянного тока. Сварочные установки на основе генераторов с приводом от электродвигателя называются сварочными преобразователями, с приводом от двигателя внутреннего сгорания (бензинового или дизельного) - сварочными агрегатами.За счёт взаимодействия магнитных потоков в якоре и статоре генератора происходит формирование сварочного тока. Генераторы имеют широкий спектр вольт-амперных характеристик: крутопадающие, крутопадающие в сочетании с пологопадающими, жёсткие в сочетании с возрастающими. Конструктивно различают генераторы с независимыми обмотками возбуждения статора и генераторы с самовозбуждающимися обмотками.Генераторы с независимыми обмотками возбуждения требуют дополнительно отдельного источника тока. Двойные вольт-амперные характеристики генераторов формируются за счёт подключения намагничивающих последовательных обмоток возбуждения; при их включении вольт-амперная характеристика будет иметь крутопадающую форму, при отключенной намагничивающей обмотке вольт-амперная характеристика генератора будет пологопадающей. Для питания намагничивающих обмоток возбуждения требуется автономный источник постоянного тока, поэтому такой тип генератора обычно применяют в тех случаях, когда в качестве привода используется электродвигатель переменного тока.В генераторах с самовозбуждением для получения постоянного напряжения на коллекторе устанавливают промежуточную щетку, расположенную между двумя основными. За счет постоянного сдвига фаз между промежуточной и основными щетками, равному p/4, напряжение между промежуточной щеткой и опережающей ее основной щеткой будет постоянным, и может быть использовано для питания намагничивающих обмоток возбуждения. Такие генераторы обычно применяют в мобильных сварочных агрегатах с приводом от двигателя внутреннего сгорания.

Вращающиеся сварочные источники питания просты и дёшевы в изготовлении и эксплуатации, однако вредные условия действующего производства (высокая влажность, масляные пары, пыль с наличием абразивных частиц) приводят к быстрому выходу из строя пары трения "щётки - коллектор", поэтому более совершенной является схема вентильного генератора, в котором роль коллектора выполняет бесконтактное полупроводниковое выпрямительное устройство. В этих генераторах обмотка возбуждения закреплена на корпусе статора, а обмотка самого статора является трехфазной и размещена на статоре с постоянным сдвигом фаз. При вращении якоря его магнитное поле индуцирует в статоре синусоидальные трехфазные токи со сдвигом фаз 2p/3. Частота этих токов определяется частотой вращения якоря и числом пар полюсов статора. Далее трехфазный ток, снимаемый с обмотки статора, преобразуется в постоянный в выпрямительном блоке, построенном обычно по трёхфазной мостовой схеме. За счёт большого индуктивного сопротивления обмотки статора вольт-амперная характеристика такого генератора будет падающей. Бесколлекторные генераторы (например, ГД-4004) надёжнее в работе, но более требовательны к температурным перепадам, условиям охлаждения полупроводниковых вентилей и точности выдерживания частоты вращения привода.
Сварочные инверторы.Наиболее современными и технически сложными источниками сварочного тока являются сварочные инверторы. В отличие от статических ИП так называемых "классических" типов (т.е. трансформаторов и выпрямителей), у инверторов отсутствует силовой трансформатор. Вся работа сварочного инвертора построена на принципе фазового сдвига (инверсии) напряжения, осуществляемого электронной микропроцессорной схемой с покаскадным усилением тока (обычно микропроцессором типа IGBT). За счёт применения такого принципа удаётся получить широкий спектр вольт-амперных характеристик - от крутопадающей до возрастающей - с очень гладкой кривой тока, отклонения которого снижены до уровня десятых долей процента, что позволяет добиваться высокого качества сварки.

Включение в схему высокочастотного генератора расширяет сферу применения инверторных источников питания и позволяет использовать их практически для любого метода дуговой сварки и для плазменной резки.За счёт небольшой массы инверторы малой мощности очень перспективны для использования при монтаже особо ответственных металлоконструкций и трубопроводов, к сварным соединениям которых предъявляются повышенные требования, а условия работы не позволяют применять громоздкое промышленное оборудование, предназначенное для работы в цеховых условиях. Мощные инверторы промышленного типа позволяют создавать сварочные комплексы для любого вида дуговой сварки, построенные по модульному принципу на основе одного источника тока. Все инверторы имеют плавную регулировку сварочного тока, а цифровая схема микропроцессора и введение ячеек памяти позволяет организовать запоминание нескольких наиболее часто применяемых режимов сварки.Наличие сложной и дорогой электроники, требующей особых условий охлаждения, резко увеличивает стоимость инверторных источников, но высокое качество получаемых сварных соединений и широкий спектр методов сварки делает их наиболее перспективными для промышленного применения, особенно при производстве сложных и ответственных металлоконструкций из различных материалов.
Читайте также:
lektsia.com
Источники питания переменного тока для дуговой сварки
Строительные машины и оборудование, справочник

Категория:
Машины и оборудование для арматурных работ
Источники питания переменного тока для дуговой сваркиПри дуговой сварке применяют переменный и постоянный ток и в соответствии с этим разнообразные источники питания: для переменного тока — сварочные трансформаторы, для постоянного тока — сварочные агрегаты, преобразователи и выпрямители.
Наиболее распространенным источником питания при ручной дуговой варке являются сварочные трансформаторы.
Падающая внешняя характеристика сварочных трансформаторов достигается включением в сварочную цепь реактора (регулятора), обладающего достаточным индуктивным сопротивлением. Реакторы выполняются в виде отдельных агрегатов или в комбинации с трансформатором, имеющем общий сердечник (рис. 18.40). Первичные обмотки трансформаторов изготавливают из голой меди на стандартное напряжение 220 и 3S0 В или с переключателями витков на 220/380 В.
Рис 18. 40. Соединения трансформатора и регулятора:1 — сеть; 2 — трансформатор; 3 — емкостный фильтр; 4 — регулятор; 5 — электрододержатель; 6,7 — свариваемые изделия
Промышленностью выпускаются несколько типов сварочных трансформаторов.
Сварочные трансформаторы типа ТСП. Переносные однопостовые трансформаторы, выпускаемые в двух исполнениях, предназначены для питания дуги при ручной дуговой сварке.
Трансформатор ТСП-1 имеет повышенную индуктивность рассеяния, необходимую для получения падающей внешней характеристики. Первичная и вторичная обмотки расположены надвухстержневом магнитопроводе, причем первичная обмотка имеется только на одном стержне. Особенностью трансформатора является то, что он не имеет подвижных частей в магнитопроводе. Регулировка сварочного тока производится переключением витков вторичной обмотки. Охлаждение трансформатора — естественное, воздушное.
Трансформатор ТСП-2 выполнен с подвижными катушками, поэтому регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. Оба трансформатора имеют однокорпусную конструкцию.
Сварочные трансформаторы типа ТС имеют большую мощность, но также являются однопо-стовыми. Сердечники трансформаторов стержневого типа. Катушки первичной обмотки неподвижны, а вторичной обмотки могут перемешаться с помощью ходового винта. Рукоятка этого винта выведена на крышку кожуха. Там же расположена шкала силы тока.
Сварочные трансформаторы типа СТЭ. Одно-постовые трансформаторы этого типа являются наиболее распространенными. Благодаря последовательно включенным регуляторам (реакторам) трансформаторы имеют падающие характеристики. Они имеют двухкорпусное исполнение и состоят из собственного однофазного понизительного трансформатора и регулятора, служащего для плавного регулирования силы сварочного тока и создания падающей характеристики. Регулятор, имеющий небольшую относительную массу, может легко перемещаться сварщиком, что обеспечивает удобство эксплуатации. Регулятор имеет одну обмотку из голой меди прямоугольного сечения.
Он снабжен механическим токоуказателем, шкала которого проградуирована в амперах, обеспечивающим погрешность показаний в пределах ±10%. Конструкция кожухов обеспечивает защиту от осадков, поэтому трансформаторы могут работать и на открытом воздухе.
Сварочный трансформатор ТД-500. Однопос-товой сварочный трансформатор предназначен для питания электрической дуги при ручной дуговой сварке, резке и наплавке металлов переменным током частотой 50 Гц.
У него два диапазона регулирования тока. Для диапазона малых токов (85—240 А) напряжение холостого хода увеличено до 76 В, что обеспечивает хорошее зажигание и стабильное горение дуги при сварке электродами диаметром 3—5 мм. Обмотки трансформатора выполнены с теплостойкой и влагостойкой изоляцией. Трансформатор-регулятор собирается на общем магнито-проводе.
Подъем (увеличение сварочного тока) и опускание пакета (уменьшение сварочного тока) осуществляются электродвигателем мощностью 0,25 кВт через систему передач, которая включается двумя магнитными пускателями, управляемыми двумя пусковыми импульсными кнопками. Точная регулировка силы тока должна производиться по амперметру пульта управления автомата.
Сварочные трансформаторы ТДФ-1001 и ТДФ-1601 являются более мощными однопостовыми трансформаторами, предназначены для питания дуги однофазным переменным током частотой 50 Гц при автоматической и полуавтоматической сварке под флюсом. Регулирование тока осуществляется подмагничиванием магнитного шунта. Схема управления обеспечивает стабилизацию сварочного режима.
Трансформаторы выполняются в однокорпус-ном исполнении.
Читать далее: Источники питания постоянного тока для дуговой сварки
Категория: - Машины и оборудование для арматурных работ
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Источники питания для электродуговой сварки
Источники питания для такого энергоемкого процесса, как электродуговая сварка, представляют собой специализированные электрические машины, предназначенные для получения постоянного и переменного тока.
Сварка на постоянном токе требует создания генераторов, способных устойчиво работать при переменных нагрузках, которые возникают в моменты возбуждения дугового разряда или замыкания дугового промежутка каплями расплавленного электродного металла, когда ток также сильно возрастает.
Условия работы сварочного генератора, таким образом, резко отличаются от условий работы обычных генераторов постоянного тока.

Рис. 14. Характеристики источников тока.
На рис. 14 приведены зависимости тока от напряжения для обычного источника и для сварочного генератора с так называемой крутопадающей характеристикой.
Напряжение сварочных источников питания при oтсутствии нагрузки принято равным 60—65 В. Это напряжение называется напряжением холостого хода генератора или трансформатора (Uxx). Его величина достаточна для возбуждения дугового разряда и его поддержания в процессе сварки, а с другой стороны, безопасна для сварщика в случае каких-либо нарушений техники безопасности при эксплуатации.
Генератор сварочного типа обеспечивает энергией все процессы при дуговой сварке (нормальный процесс сварки и короткие замыкания). В момент короткого замыкания напряжение может падать почти до нуля, обеспечивая максимальную силу тока. При появлении дугового разряда и установлении Uд ток будет нужной величины Iд. На рис. 14 нанесены несколько крутопадающих характеристик, при одном и том же напряжении Uл можно получать различные силы тока, что достигается соответствующей регулировкой генератора (плавной или ступенчатой).
Сварочный генератор соединен общим валом с электродвигателем, питающимся от сети переменного тока. Регулировка генератора возможна в основном за счет изменения магнитного потока в обмотках якоря машины.
Сварочные генераторы могут обслуживать один сварочный пост или несколько, однако к. п. д. однопостового генератора несколько выше.
В полевых условиях сварочный генератор может работать от двигателя внутреннего сгорания.
В последнее время для сварки начали применять выпрямители переменного тока полупроводникового типа.
Питание дугового разряда переменным током гораздо удобнее и проще. Сварочные трансформаторы отличаются от обычных силовых трансформаторов тем, что имеют крутопадающую характеристику, обеспечивающую устойчивую работу сварочного поста при переменных нагрузках, вызываемых процессом сварки.
Сварочные трансформаторы имеют напряжение холостого хода 60 В, а получение нужной характеристики и ее регулирование достигается изменением индуктивного сопротивления в цепи трансформатора. Схема сварочного трансформатора и его внешний вид показаны на рис. 15.

Рис. 15. Схема сварочного трансформатора.
Сварочные трансформаторы имеют высокий к. п. д. (80—85%), просты в обращении и устойчивы в работе. Сварочные трансформаторы в комбинации с полупроводниковыми выпрямителями, о которых уже упоминалось ранее, могут обеспечить снабжение сварочного поста постоянным током прямой и обратной полярности.
www.prosvarky.ru
ИСТОЧНИКИ ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ
9.1. ХАРАКТЕРИСТИКИ ИСТОЧНИКОВ ПИТАНИЯ ДУГИ И ТРЕБОВАНИЯ К НИМ
Для осуществления устойчивого дугового разряда между электродом и свариваемым изделием к ним необходимо подвести напряжение от специального источника питания электрическим током. Такой источник должен обеспечивать легкое и надежное возбуждение дуги, устойчивое горение ее в установившемся режиме сварки, регулирование мощности (силы тока). Одной из характеристик источников тока является внешняя вольтамперная характеристика, представляющая зависимость напряжения на выходных зажимах источника от силы тока нагрузки, выражаемая графически. Внешние вольтамперные характеристики источников питания сварочной дуги могут быть (рис. 9.1) падающими (напряжение уменьшается с увеличением сварочного тока), жесткими — уменьшения напряжения с увеличением силы тока не происходит, возрастающими — при увеличении силы тока напряжение возрастает.
U
3
|
Рис. 9.1. Внешние вольтамперные характеристики источников питания дуги: 1 — крутопадающая; 2 — пологопадающая; 3 — жесткая; 4 — возрастающая і |

Наиболее часто используют источники с характеристиками первого типа. Между статической вольтамперной характеристикой дуги и внешней характеристикой источника питания должно быть определенное соответствие. При стабильном горении дуги требуется выполнение условия
|
|

При совмещении вольтамперных характеристик источника 2 и дуги 1 (рис. 9.2) такое условие может выполняться в двух точках: А и В. Однако устойчивый процесс существования дуги будет лишь в точке А.
|
|

/
Рис. 9.2. Совмещение характеристик внешней источника питания
дуги и статической дуги
В этой точке при уменьшении сварочного тока напряжение источника оказывается больше необходимого для горения дуги по ее статической характеристике, что приведет к возрастанию силы тока, и процесс вернется в точку А. Увеличение силы тока в точке А требует возрастания напряжения, необходимого для горения дуги, согласно статической характеристике. Однако напряжение источника, согласно внешней характеристике, будет меньшим, что, в свою очередь, вызовет снижение силы тока. Поэтому сила тока уменьшится и режим горения дуги вновь восстановится в точке А.
При рассмотрении процесса в точке В картина иная. При уменьшении силы тока здесь для поддержания дугового разряда, согласно статической характеристике дуги, требуется более высокое напряжение. Его значение становится больше, чем может дать источник при этом же токе, и дуга погаснет. Если в точке В сила тока увеличится, то напряжение дуги станет меньше напряжения источника. Избыток напряжения вызовет дальнейшее возрастание силы сварочного тока вплоть до значения, соответствующего силе тока в точке А. В результате процесс достигнет положения устойчивого горения в точке А.
Выбор источника питания по типу внешней характеристики производят в зависимости от способа сварки и конкретных условий ведения процесса. При ручной сварке применяют источники с крутопадающей внешней характеристикой. При этом частые изменения длины дуги сопровождаются незначительными изменениями сварочного тока и теплового режима сварки, что не отражается на размерах сварочной ванны и геометрических параметрах шва. Источники питания с пологопадающей внешней характеристикой применяют для автоматической сварки под слоем флюса и в среде защитных газов проволокой диаметром 1,6-2,0 мм. При этом поддержание постоянства параметров сварочного режима достигается за счет саморегулирования дуги. Оно заключается в изменении скорости плавления электродной проволоки при колебаниях длины дуги. Для этих условий необходимо, чтобы при небольших отклонениях длины дуги (а, следовательно, и напряжения) изменения силы тока были значительными. Это лучше обеспечивается при пологопадающей внешней характеристике источника. Сварка в защитных газах тонкой электродной проволокой на больших плотностях силы тока, когда статическая характеристика дуги имеет возрастающий характер, производится от источников тока, имеющих жесткую или слегка возрастающую характеристику. В этом случае процесс саморегулирования протекает более интенсивно, повышается устойчивость горения дуги, облегчается ее зажигание, уменьшается разбрызгивание.
С технологических позиций источник питания дуги должен легко настраиваться на нужный режим сварки. Для этой цели в них необходимы регулирующие устройства, позволяющие получать семейства однотипных внешних характеристик, различающихся значениями своих параметров (рис. 9.3).
|
|

/
/
Рис. 9.3. Семейство внешних характеристик источника питания дуги: аь. а2, а — режимы сварки при сварочном токе I], I2,I
Важны и динамические свойства источников питания дуги. Сила тока и напряжение в дуге в процессе сварки беспрерывно меняются. Это связано с переходом капель электродного металла и наличием коротких замыканий. В эти моменты напряжение дуги падает до нуля, а сварочный ток возрастает. При возобновлении дугового разряда напряжение дуги вновь начинает возрастать от нуля до напряжения зажигания. При этом источник питания дуги должен изменять напряжение от нуля до напряжения холостого хода. Источник должен быстро реагировать на все изменения, проходящие в дуге. При этом сила тока и напряжение источника принимают свои установившиеся значения не мгновенно, а в течение некоторого времени в зависимости от его магнитной инерционности. Способность источника быстро реагировать на изменения, происходящие в дуге, определяет его динамические свойства. Чем быстрее источник питания дуги восстанавливает напряжение, тем лучше его динамические свойства. При этом обеспечивается спокойный перенос металла с электрода в сварочную ванну, уменьшение разбрызгивания и улучшение качества сварки. Динамической характеристикой источника питания является время, необходимое для восстановления напряжения от нулевого значения в момент короткого замыкания, которое не должно быть более 0,05 м, до рабочего напряжения. При этом и скорость нарастания силы тока короткого замыкания также должна быть оптимальной. При больших скоростях нарастания силы тока наблюдается взрывной характер плавления электрода с сильным разбрызгиванием металла, при малых скоростях — затрудненное образование ионизованного промежутка и затрудненное возбуждение дуги. Источники питания дуги по современным стандартам характеризуются рядом параметров, получаемых при работе на установившихся режимах. К установившимся режимам относят работу источников при холостом ходе, рабочей нагрузке и коротком замыкании.
Номинальная сила тока определяет расчетное значение сварочного тока источника. Номинальные силы тока источников питания дуги соответствуют параметрическому ряду, обычно установленному для источников электрического тока. Номинальные силы тока большинства выпускаемых источников питания находятся в пределах 50-1000 А.
Пределы регулирования сварочного тока указывают минимальные и максимальные значения тока, которые могут быть использованы при сварке. В большинстве случаев за максимальную силу тока принимают номинальную силу тока. Отношение максимальной силы тока к минимальной показывает кратность регулирования. Обычно она изменяется от трех и выше.
Напряжение холостого хода в значительной мере определяет условия зажигания и повторного возбуждения дуги и регулируется на зажимах источника при отсутствии нагрузки в сварочной цепи.
Номинальное рабочее напряжение характеризует напряжение на зажимах источника под нагрузкой и условно определяется линейной функцией от сварочного тока. Для источников с номинальным значением сварочного тока до 600 А оно определяется по формуле
U = 20 + 0,04/св, (9.2)
где 1СВ — сила тока.
Для более мощных источников условное рабочее напряжение принимают равным 44 В и выше. Продолжительность работы источника при заданной мощности определяет возможность его перегрева.
Источники сварочного тока могут работать в одном из следующих режимов: перемежающемся, повторно-кратковременном и продолжительном.
В перемежающемся режиме работа под нагрузкой в течение времени txx чередуется с холостым ходом в течение времени tH, когда источник силы тока не отключается от сети. Такой режим характеризуется относительной продолжительностью нагрузки, определяемой по формуле:
ПН = ———х100%. (9 3)
tH ^хх
Такой режим работы характерен для источников при ручной дуговой сварке, а также для автоматической и механизированной сварки на постоянном токе. Для ручной сварки в большинстве случаев источники имеют номинальную ПН, равную 20,35 и 60 %.
В повторно-кратковременном режиме работа под нагрузкой чередуется с временем пауз, когда источник полностью отключается от сети на время 1п. Такой режим характеризуется относительной продолжительностью включения
ПН=—^х 100%, (9.4)
+tn
где ґП — время паузы. Такой режим характерен для автоматической и механизированной сварки на переменном токе и источники имеют ПВ, равную 60 % и более.
В данном случае tH + txx, tH + tn представляют собой расчетнопроверочный цикл ^, который принимают равным 5 или 10 мин. При этом расчетный ток выбирают при номинальном значении ПН или ПВ.
Если источник питания используется при ПН или ПВ, которые отличаются от указанных в паспорте, максимально допустимый сварочный ток определяется по формуле
/ =/ X ПННОМ SQ
1 доп ном лі YJP ■ Vу J)
V РАБ
Все сварочные источники в промышленности классифицируются по ряду признаков: переменного тока — сварочные трансформаторы, генераторы повышенной частоты; постоянного тока — генераторы, выпрямители. Далее разделение производят по конструктивным особенностям, виду внешних характеристик, по количеству подключаемых одновременно постов сварки и др. Требования к источникам и их характеристики определяются соответствующими ГОСТами.
hssco.ru
Источник питания для дуговой сварки
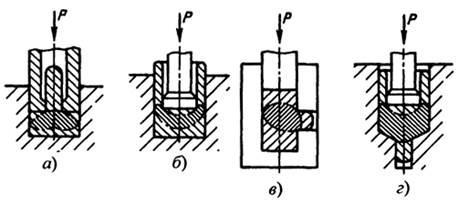
Изобретение относится к сварке, в частности к источникам для дуговой сварки, и может быть использовано в установках для дуговой сварки в различных отраслях машиностроения. Однофазный трансформатор источника питания содержит подвижный магнитный шунт, первичную и две вторичные обмотки. Вторичные обмотки имеют три секции. Одна из секций вторичных обмоток является общей для упомянутых обмоток. Один конец каждой секции подсоединен к общей точке. Другие концы каждой из секций подключены к диагоналям переменного напряжения двух мостов, состоящих из шести вентилей. Выходы мостов подключены параллельно выходу источника питания. Такое выполнение источника питания позволяет получить расширение номенклатуры марок электродов, которые позволяют получить устойчивое горение дуги при низком уровне электропотребления и снижение массогабаритных показателей источника, при этом обеспечивается плавное регулирование тока и высокая надежность в работе. 6 ил., 1 табл.
Изобретение относится к сварке и может быть использовано в установках для дуговой сварки. Известны источники питания для дуговой сварки, содержащие трансформатор, один неуправляемый выпрямитель и сглаживающий дроссель (Патон Б.Е., Лебедев В.К. Электрооборудование для дуговой и контактной сварки. Машиностроение, М., 1966; Закс М.И. Сварочные выпрямители. Энергоатомиздат, Л., 1983.). Они просты и надежны в эксплуатации, однако имеют повышенную массу меди и потребляют большую мощность из электрической сети. Для снижения этих показателей довольно часто в таких установках используют импульсные стабилизаторы дуги и другие устройства, обеспечивающие повышенное напряжение на дуговом промежутке при зажигании дуги (Пентегов И.В., Латанский В.П., Склифос В.В. Малогабаритные источники питания с улучшенными энергетическими показателями. В сб. "Новые сварочные источники питания". Киев, 1992). Кроме того, используются источники питания, в которых имеются два параллельно соединенных управляемых или неуправляемых моста, подключенных параллельно нагрузке, один из которых имеет повышенное напряжение холостого хода, необходимое для зажигания дуги (А.С. СССР №1687392, кл. В 23 К 9/00, 1988 г.; Бродягин В.Н., Гужавин А.А., Юркевич А.М. Разработка однофазных источников питания для дуговой сварки. В сб. трудов ВНИИ МСС. М.: 1997, с.42-46). Недостатками этих источников являются низкая надежность, трудность ремонта, что связано с использованием в них электронных схем и сложных систем управления ими. Некоторые из перечисленных источников, не имеющие электронных схем, отличаются повышенными массогабаритными показателями. В качестве прототипа изобретения выбран источник питания для дуговой сварки, содержащий однофазный трансформатор с подвижным магнитным шунтом, первичной и двумя вторичными обмотками (Патент РФ №2141888 на изобретение "Источник питания для дуговой сварки", Комарчев А.И., Сахно Л.И., Сахно О.И., Федоров П.Д. Бюл. №33, 1999). Напряжение холостого хода одной вторичной обмотки составляет 60-70 В, другой - в 1,5-2 раза меньше. Первая из обмоток с подключенным к ней мостом, состоящим из четырех неуправляемых вентилей, образует вспомогательный выпрямитель, который служит для возбуждения и поддержания устойчивого горения дуги, а другая обмотка с подключенным к ней мостом, также состоящим из четырех неуправляемых вентилей, образует основной выпрямитель, который обеспечивает основную часть рабочего тока при сварке. Устойчивость горения дуги постоянного тока при использовании этого источника питания зависит от сдвига фаз токов основного и вспомогательного выпрямителей, поскольку благодаря этому сдвигу выпрямленный ток в нагрузке источника в процессе сварки не уменьшается до нуля. Сдвиг фаз токов основного и вспомогательного выпрямителей жестко связан с напряжениями холостого хода (хх) этих выпрямителей, их рабочими токами и крутизной внешней характеристики источника. При изменении рабочего тока в диапазоне 40-150 А, указанных выше напряжениях хх основного и вспомогательного выпрямителей и крутопадающей внешней характеристике источника этот сдвиг не превышает 7°, а минимальное мгновенное значение выпрямленного тока составляет около 10 А.
Недостатком этого источника является небольшой сдвиг фаз токов основного и вспомогательного выпрямителей, который приводит к тому, что минимальное мгновенное значение выпрямленного тока при сварке недостаточно для устойчивого горения дуги при использовании некоторых марок электродов. К таким электродам относятся, например, электроды марок ЦЧ и МНЧ для сварки чугуна и электроды марки УОНИ для сварки углеродистых и низколегированных сталей, выпускаемые некоторыми фирмами. Опыты показали, что для обеспечения устойчивого горения дуги при использовании этих электродов необходимо увеличить минимальное мгновенное значение выпрямленного сварочного тока до 20-30 А.
В основу изобретения положена задача создать источник питания для дуговой сварки, имеющий по сравнению с прототипом увеличенное минимальное мгновенное значение сварочного тока, как за счет увеличения сдвига фаз между токами основного и вспомогательного выпрямителей, так и за счет повышения напряжения хх этих выпрямителей вблизи момента достижения минимального мгновенного значения сварочного тока. Благодаря этим свойствам заявляемый источник позволяет получить устойчивое горение электрической дуги при использовании любых марок электродов, в том числе электродов для сварки чугуна и цветных металлов. Поставленная задача решается тем, что в источнике питания для дуговой сварки, содержащем однофазный трансформатор с подвижным магнитным шунтом, первичной и первой и второй вторичными обмотками, и два выпрямителя, параллельно подсоединенные к выходам источника питания, каждый из которых имеет мост, состоящий из четырех неуправляемых вентилей, вторичные обмотки выполняются в виде трех секций - первой, второй и третьей, причем третья секция является общей для двух обмоток. Согласно изобретению одна вторичная обмотка имеет две секции - первую и третью, соединенные последовательно и согласно, а другая вторичная обмотка имеет две секции - вторую и третью, соединенные последовательно и согласно, при этом один конец каждой секции подсоединен к общей точке, а другие концы секций подсоединены к диагоналям переменного напряжения двух выпрямителей, состоящих из шести диодов, два из которых являются общими для двух выпрямителей.
Соединение трех секций вторичных обмоток между собой в одной точке привело к тому, что на разных интервалах периода изменения сварочного (выпрямленного) тока основной и вспомогательный выпрямители образуются разными секциями вторичных обмоток трансформатора и разными диодами, в результате чего изменяются основные параметры этих выпрямителей - напряжения хх и сопротивления ветвей, причем при мгновенных значениях выпрямленного тока, которые близки к его минимальному мгновенному значению, повышается напряжение хх как основного, так и вспомогательного выпрямителей по сравнению с напряжениями хх этих выпрямителей при мгновенных значениях выпрямленного тока, которые близки к его среднему значению. Основной и вспомогательный выпрямители заявляемого источника, так же как и прототипа, подключены параллельно нагрузке выпрямителя. Смена направления токов в этих выпрямителях, связанная с изменением полярности первичного напряжения, происходит в несколько этапов, причем после смены направления тока в одном из выпрямителей образуются контуры, благодаря которым ток в другом выпрямителе поддерживается в прежнем направлении. Повышению напряжения хх основного и вспомогательного выпрямителей вблизи минимального мгновенного значения выпрямленного тока, а также образование новых по сравнению с прототипом контуров для прохождения токов этих выпрямителей позволило увеличить сдвиг фаз токов основного и вспомогательного выпрямителей и минимальное мгновенное значение выпрямленного тока по сравнению с прототипом. Это обеспечило получение устойчивого горения сварочной дуги при использовании любой марки электрода, что расширяет номенклатуру используемых электродов.
Изобретение поясняется чертежами. На фиг.1 представлена электрическая схема заявляемого источника, на фиг.2 - осциллограммы токов в диодах заявляемого источника, на фиг.3 - электрические схемы, относящиеся к вторичной стороне источника для разных интервалов периода изменения выпрямленного тока, на фиг.4 - осциллограммы токов во вторичных обмотках трансформатора и выпрямленный ток заявляемого источника, на фиг.5 - внешняя характеристика заявляемого источника, в том числе внешние характеристики основного и вспомогательного выпрямителей, на фиг.6 - осциллограммы токов основного и вспомогательного выпрямителей прототипа, а также осциллограммы выпрямленных токов прототипа и заявляемого источников.
Заявляемый источник питания содержит однофазный трансформатор 1 с первичной обмоткой 2 и тремя секциями 3, 4, 5 вторичных обмоток (фиг.1). Все три секции вторичных обмоток имеют общую точку соединения 6. Одна вторичная обмотка с напряжением хх 60-70 В состоит из секций 3 и 4, включенных последовательно и согласно. Напряжение хх секции 3 составляет приблизительно 90% напряжения хх секции 4. Другая вторичная обмотка с меньшим напряжением хх 40-45 В состоит из секций 4 и 5, соединенных последовательно и согласно. Один конец каждой секции подсоединен к точке 6. Другие концы секций подключены к диагоналям переменного напряжения двух выпрямителей. Первая вторичная обмотка (секции 3 и 4) подключена к диагонали 7 выпрямителя 8. Выпрямитель 8 имеет 4 диода - 9, 10, 11, 12. Вторая вторичная обмотка (секции 4 и 5) подключена к диагонали 13. Выпрямитель 14 также имеет 4 диода - 11, 12, 15, 16. В выпрямителях 8 и 14 диоды 11, 12 являются общими для них. Выходы выпрямителей 8 и 14 подключены параллельно дуговому промежутку 17. Индуктивность рассеяния секции 3 значительно больше индуктивностей рассеяния других секций, так как эта индуктивность определяет относительно небольшой ток (30-40 А) вспомогательного выпрямителя.
Источник питания работает следующим образом. При подаче напряжения на первичную обмотку 2 трансформатора 1 на разомкнутой нагрузке 17 источника устанавливается напряжение, равное сумме напряжений хх секций 3 и 4 и являющееся напряжением зажигания дуги. При включении источника (зажигание дуги) ток начинает протекать по секциям 3 и 4. При этом ток проходит попеременно по двум диодам 10, 11 или 9, 12. Ток в секции 5 большую часть периода отсутствует, так как к диодам 15, 16 приложено обратное напряжение, превышающее суммарное напряжение хх секций 5 и 4. Последовательно соединенные секции 3 и 4 и диоды 10, 11, 9, 12 образуют вспомогательный выпрямитель, напряжение хх которого определяет напряжение зажигания дуги. По мере увеличения тока в нагрузке (от зажигания дуги до ее нормального горения) напряжение на выходе вспомогательного выпрямителя снижается из-за значительного индуктивного сопротивления секции 3 и сравнивается с суммарным напряжением хх секций 4 и 5. После этого наступает режим нормального горения дуги, при котором ток протекает как по секциям 3 и 4, так и по секции 5. В этом режиме на каждом периоде изменения тока в нагрузке 17 (выпрямленного тока) заявляемого источника имеется семь моментов времени ωt1, ωt2,...ωt7, показанных на осях времени на фиг.2, 4, в которые происходят переключения токов с одного диода на другой, которые делят период на 6 промежутков. На фиг.2 показаны осциллограммы токов 18-23, протекающие в диодах 9, 10, 11, 12, 15, 16. Из этих осциллограмм видно, что в любой момент времени ток проводят три диода. На основе этих осциллограмм получена информация о направлениях токов в секциях вторичных обмоток заявляемого источника в зависимости от момента времени. Она отражена на фиг.3, на которой даны электрические схемы заявляемого источника, относящиеся к его вторичной стороне, для каждого из шести промежутков времени. На этих схемах стрелками показаны направления токов в секциях вторичных обмоток, а значком ∑ обозначена ветвь источника, по которой проходит ток, представляющий собой сумму токов двух других ветвей. Из этих схем видно, что смена направления тока во всех секциях вторичных обмоток 3, 4, 5, обусловленная сменой полярности переменного напряжения на первичной обмотке 2, происходит за время ωt2-ωt4 для одной полуволны напряжения и за время ωt5-ωt7 для другой полуволны. При этом на каждом интервале времени образуются разные сочетания секций вторичных обмоток, в которых токи протекают в одном направлении. Принимая во внимание то, что в любой момент времени ток в нагрузке является суммой токов в трех секциях 3, 4, 5 вторичных обмоток, и используя метод наложения, получим, что в любой момент времени к нагрузке заявляемого источника так же как и к нагрузке прототипа параллельно подключены два выпрямителя, каждый из которых образован диодным мостом, в диагональ переменного напряжения которого подключены две согласно соединенные секции вторичных обмоток выпрямителя, токи в которых протекают в одном направлении. Например, на интервале ωt1-ωt2 один из выпрямителей образован диодами 10, 11 и согласно соединенными секциями 3 и 4, а другой выпрямитель диодами 16, 11 и согласно соединенными секциями 4 и 5. При этом выпрямители имеют один общий диод 11 и общую секцию 4. Один из выпрямителей имеет более высокое напряжение и меньший ток по сравнению с другим выпрямителем, так как в него входит секция 3, имеющая большое напряжение хх и большую индуктивность рассеяния. Поэтому такой выпрямитель можно рассматривать как вспомогательный выпрямитель. Другой выпрямитель с более низким напряжением, по которому проходит основная часть рабочего тока, является основным выпрямителем. Параметры основного и вспомогательного выпрямителей в заявляемом источнике в отличие от прототипа являются переменными, зависящими от времени, при этом основной и вспомогательный выпрямители всегда имеют одну общую секцию вторичных обмоток. Ток в этой общей секции, который выпрямляют соответствующие диоды, и является током в нагрузке источника. Осциллограмма этого тока 24 показана на фиг.4, на которой также даны осциллограмма 25 тока в секции 3, осциллограмма 26 тока в секции 5 и осцилограмма 27 тока в секции 4. В соответствие с электрическими схемами на фиг.3 выпрямленный ток в каждой из этих секций на соответствующем промежутке времени является током в нагрузке источника.
Основная информация, обобщающая проведенный выше анализ работы заявляемого источника, сведена в таблицу 1. Данные в таблице 1 соответствуют напряжениям хх секции 3 UXX3=63,6 В, секции 4 - UXX4=9 В и секции 5 - UXX5=36 В. В этой таблице в столбце 4 указаны номера вторичных обмоток, выпрямленный ток в которых является током нагрузки, в столбце 5 указаны номера диодов заявляемого источника, которые проводят ток в каждом из шести интервалов периода выпрямленного тока. Столбцы 6, 7, 8 дают информацию о структуре вспомогательного выпрямителя - диодах, которые проводят ток, номерах секций вторичных обмоток, которые образуют выпрямитель, и действующем значении напряжения хх этого выпрямителя. Столбцы 8, 9, 10 дают аналогичную информацию об основном выпрямителе.
| Таблица 1 | ||||||||||
| № интервала времени | Интервал периода тока нагрузки | Номер обмотки с суммарным током | Диоды, которые проводят ток в источнике питания | Вспомогательный выпрямитель | Основной выпрямитель | |||||
| Начало-конец | Δωt° | Диоды, которые проводят ток | UХХВВ В | Секции вторичных обмоток | Диоды, которые проводят ток | UХХОВ В | Секции вторичных обмоток | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 1 | ωt1-ωt2 | 146° | 4 | 10, 16, 11 | 10, 11 | 69,6 | 3, 4 | 16, 11 | 45 | 5, 4 |
| 2 | ωt2-ωt3 | 10° | 3 | 10, 15, 11 | 10, 15 | 99,6 | 3, 5 | 10, 11 | 69,6 | 3, 4 |
| 3 | ωt3-ωt4 | 24° | 5 | 10, 15, 12 | 10, 15 | 99,6 | 3, 5 | 15, 12 | 45 | 5, 4 |
| 4 | ωt4-ωt5 | 146° | 4 | 9, 15, 12 | 9, 12 | 69,4 | 3, 4 | 15, 12 | 45 | 5, 4 |
| 5 | ωt5-ωt6 | 10° | 3 | 9, 16, 12, | 9, 16 | 99,6 | 3, 5 | 12, 9 | 69,6 | 3, 4 |
| 6 | ωt6-ωt7 | 24° | 5 | 9, 11, 16 | 9, 16 | 99,6 | 3, 5 | 16, 11 | 45 | 5, 4 |
Из этой таблицы видно, что основной и вспомогательный выпрямители в различные моменты времени образованы разными сочетаниями секций вторичных обмоток, имеют разные действующие значения напряжения хх (разница может составлять до 40% для вспомогательного выпрямителя и до 55% для основного выпрямителя), а ток в этих выпрямителях проводят разные диоды. При этом большую часть периода (более 80%) составляют интервалы ωt1-ωt2 и ωt4-ωt5. Токи в секциях вторичных обмоток на этих интервалах не меняют свое направление, а ток нагрузки достигает своего максимального значения. На интервалах ωt2-ωt4 и ωt5-ωt7, которые составляют около 20% периода, происходит последовательное изменение направления токов в секциях вторичных обмоток. Мгновенные значения тока нагрузки на этих интервалах значительно меньше, чем на интервалах с неизменными направлениями токов в секциях вторичных обмоток. Эксперименты показали, что ввиду небольших значений токов на этих интервалах и малой их длительности по сравнению с другими интервалами, можно пренебречь влиянием тока в нагрузке на этих интервалах на энергетические характеристики выпрямителя и считать, что основную часть тока нагрузки создает основной выпрямитель с секциями 4 и 5, подключенными к мосту 14, который имеет низкое значение напряжения хх 45 В. Внешняя характеристика UH=f(IH) (UH - среднее значение выпрямленного напряжения, IH - среднее значение выпрямленного тока) этого выпрямителя 28 дана на фиг.5. Секции 3 и 4, подключенные к мосту 8, дающие небольшую часть тока нагрузки и имеющие высокое напряжение хх 69,6 В, образуют вспомогательный выпрямитель, внешняя характеристика которого 29 показана на фиг.5. Ток в нагрузке 17 получается суммированием токов основного и вспомогательного выпрямителей. Внешняя характеристика 30 заявляемого источника дана на фиг 5. Так же как и в прототипе вспомогательный выпрямитель заявляемого источника служит для зажигания дуги и поддержания ее устойчивого горения, а основной выпрямитель - для обеспечения основной части тока нагрузки. Этим достигается низкое электропотребление и массогабариты заявляемого источника.
Увеличение сдвига фаз токов основного и вспомогательного выпрямителей в заявляемом источнике достигается за счет того, что после смены направления тока в одном из выпрямителей появляются новые по сравнению с прототипом контуры, по которым ток в другом выпрямителе может протекать в прежнем направлении. Например, после изменения направления тока в секции 5 основного выпрямителя на интервалах ωt2-ωt4, ωt5-ωt7 образуется новый по сравнению с прототипом контур, состоящий из секций 3 и 5, по которому ток секции 3 может протекать в направлении, которое было до изменения полярности первичного напряжения. Индуктивность рассеяния секции 5, которая входит в этот контур, поддерживает ток в секции 3 в прежнем направлении. Это приводит к увеличению сдвига фаз токов основного и вспомогательного выпрямителей по сравнению с прототипом. Для иллюстрации на фиг.6 даны осциллограммы токов прототипа: 31 - ток основного выпрямителя, 32 - ток вспомогательного выпрямителя и 33 - выпрямленный ток. На этой же фигуре показана осциллограмма 34 выпрямленного тока заявляемого источника (она совпадает с осциллограммой 24 на фиг.4). При этом прототип и заявляемый источник имеют одинаковые напряжения хх вторичных обмоток, рабочие токи, в том числе рабочие токи основного и вспомогательного выпрямителей, а также одинаковые внешние характеристики. Из фиг.6 видно, что для прототипа сдвиг фаз токов основного 31 и вспомогательного 32 выпрямителей составляет около ϕПР≈7°, а для заявляемого источника на фиг.4 приблизительно ϕЗ.И.≈36°.
Повышение минимального мгновенного значения тока нагрузки заявляемого источника достигается не только за счет увеличения сдвига фаз токов основного и вспомогательного выпрямителей, но и за счет того, что на интервалах ωt2-ωt4, ωt5-ωt7, где мгновенные значения тока нагрузки достигают своего минимального значения, этот ток формируется под воздействием повышенных напряжений UХХВВ=97,4 В и UXXOB=69,6 В по сравнению с теми, которые формируют среднее значение выпрямленного тока на интервалах ωt1-ωt2 и ωt4-ωt5 UXXBB=69,6 В и UXXOB=45 В. Для рассматриваемого примера напряжение хх вспомогательного выпрямителя на интервале ωt2-ωt3 повышается примерно на 40%, а основного выпрямителя на 55%. Это привело к повышению минимального мгновенного значения выпрямленного тока 33 на фиг.6 с 10 А для прототипа до 25 А для выпрямленного тока 34 заявляемого источника.
Эффективность заявляемого выпрямителя подтверждается следующим примером. На базе серийно выпускаемого бытового сварочного выпрямителя ВСЕ-101 (Выпрямитель сварочный бытовой ВСБ-101, рекламный проспект АО "Электрик", СПб) аналога авторами разработан макет источника питания для ручной дуговой сварки, содержащий два параллельно соединенных неуправляемых выпрямителя, один из которых обеспечивает зажигание дуги, а другой - рабочий ток. Трансформатор имеет двухстержневой магнитопровод и магнитный шунт. Напряжение холостого хода источника составляет 69,6 В, отношение тока короткого замыкания 1,5. Регулирование сварочного тока плавное от 60 до 150 А (у аналога от 40 до 100 А). Продолжительность нагрузки ПН=60% при токе 130 А (у аналога ПН=20% при токе 100 А). Испытания источника показали его высокие сварочно-технологические свойства - легкость зажигания и устойчивость горения дуги, малое разбрызгивание металла, высокую эластичность дуги при использовании электродов для сварки чугуна, цветных металлов и электродов марки УОНИ независимо от фирмы - изготовителя. При этом достигнут низкий уровень потребления мощности из сети, например, при рабочем токе 100 А сетевой ток не превышает 21 А (у аналога 36 А). Масса макета 32 кг, аналога - 50 кг. По сравнению с прототипом заявляемый источник имеет следующие преимущества: легкость зажигания дуги и ее устойчивое горение при использовании электродов для сварки чугуна, цветных металлов и УОНИ независимо от фирмы - изготовителя.
По сравнению с аналогом масса выпрямителя снижена приблизительно на 50% при повышении номинального тока на 30% и увеличении ПН в 3 раза. Кроме того, снижен ток, потребляемый из сети. По сравнению с прототипом расширена номенклатура марок электродов, обеспечивающих легкость зажигания и устойчивое горение дуги. Таким образом, заявляемый источник расширяет номенклатуру марок электродов, которые можно использовать для получения устойчивого горения сварочной дуги при низком уровне электропотребления, сниженных массо-массогабаритных показателях источника и плавном регулировании сварочного тока в широком диапазоне.
Источник питания для дуговой сварки, содержащий однофазный трансформатор с подвижным магнитным шунтом, первичной и первой и второй вторичными обмотками и два выпрямителя, параллельно подсоединенные к выходам источника питания, при этом каждый из выпрямителей имеет мост, состоящий из четырех неуправляемых вентилей, в диагональ переменного напряжения которого включена одна из вторичных обмоток трансформатора, отличающийся тем, что первая и вторая вторичные обмотки состоят из трех секций, из которых третья секция является общей для обмоток, причем первая вторичная обмотка состоит из первой и третьей секций, соединенных последовательно и согласно, а вторая вторичная обмотка состоит из второй и третьей секций, соединенных последовательно и согласно, при этом один конец каждой секции подсоединен к общей точке, а несоединенные концы трех секций подключены к диагоналям переменного напряжения двух мостов, состоящих из шести вентилей, два из которых являются общими для двух мостов.
www.findpatent.ru
Источники питания сварочной дугиТребования к источникам питания. Электрическая дуга по своему характеру отличается от других потребителей электрической энергии. Особенности сварочной дуги предъявляют специфические требования к питающим ее источникам электрического тока. Для обеспечения легкого зажигания дуги напряжение холостого хода должно быть в 2—3 раза выше напряжения дуги, и в то же время оно должно быть безопасным для сварщика при условии выполнения им необходимых правил. При замыкании сварочной цепи в момент касания электрода с изделием возникает короткое замыкание, вызывая резкое увеличение сварочного тока,что может привести к загоранию сварочных проводов. Поэтому источник питания должен ограничивать силу тока короткого замыкания. Изменения напряжения дуги, происходящие вследствие изменения ее длины, не должны вызывать существенного изменения силы сварочного тока, а следовательно, изменения теплового режима сварки. Время восстановления напряжения от нуля до рабочего после короткого замыкания не должно превышать 0,05 с, что обеспечивает устойчивость дуги. Источник питания должен иметь устройство для регулирования сварочного тока. Устойчивое горение дуги и стабильность режима сварки зависят от условий существования дугового разряда, свойств и параметров источника питания. Основным параметром источника питания является его внешняя статическая вольтамперная характеристика, которая выражает зависимость между напряжением на зажимах источника и сварочным током. Источники питания могут иметь крутопадающую, пологопадающую, жесткую характеристику (рис. 11). В зависимости от способа сварки источник тока выбирают по типу внешней характеристики. Для ручной электродуговой сварки применяют источники с падающей внешней характеристикой, у которых при коротком замыкании напряжение снижается до нуля, что не дает расти силе тока короткого замыкания, а при возбуждении дуги, когда ток очень мал, на дуге обеспечивается повышенное напряжение. Источники питания с падающей внешней характеристикой позволяют удлинять дугу в разумных пределах, не боясь ее быстрого обрыва, или уменьшать ее без чрезмерного увеличения тока.
Рис. 11. Внешние характеристики источника питания1 — крутопадающая; 2 — пологопа-дающая; 3 — жесткая; 4 — возрас тающая
Рис. 12. Электрическая принципиальная схема трансформатора ТДМ-401У2С — фильтр защиты от радиопомех; К — переключатель диапазонов токов; — обмотка первичная; Источники питания переменного тока. Такими источниками являются сварочные трансформаторы, преобразующие электрический ток одного напряжения в электрический ток другого напряжения. Сварочные трансформаторы представляют :обой регулируемое индуктивное сопротивление, необходимое для получения требуемой внешней характеристики, т. е. устойчивого горения сварочной дуги. В старых конструкциях трансформаторов это достигалось с помощью индуктивных дросселей, включаемых последовательно в цепь вторичных обмоток трансформаторов. В современных трансформаторах для обеспечения нормального процесса сварки используется принцип перемещения вторичной обмотки относительно неподвижной первичной,что позволяет изменять индуктивное сопротивление и создавать падающую внешнюю характеристику. В подавляющем большинстве выпускаемых промышленностью трансформаторов применяется этот принцип. Наибольшее распространение при ручной сварке получили трансформаторы типа ТД и ТДМ, в которых для регулирования процесса сварки используют повышенное магнитное рассеяние — индуктивное сопротивление. Это обеспечивает специальная конструкция магнитной цепи и расположение обмоток, искусственно увеличивающие магнитные поля рассеивания, что усиливает индуктивность рассеяния обмоток, а следовательно, их индуктивные сопротивления. Перемещая катушку одной из обмоток, можно плавно регулировать индуктивные сопротивления обмоток и устанавливать необходимый сварочный ток. На рис. 12 представлена схема сварочного трансформатора ТДМ-401У2. Трансформатор однофазный, стержневого типа. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной обмотки неподвижные и закреплены у нижнего ярма. Катушки вторичной обмотки — подвижные. Через верхнее ярмо сердечника трансформатора пропущен ходовой винт, который ввинчивается в ходовую гайку, вмонтированную в обойму подвижных вторичных катушек. При вращении ходового винта, осуществляемого с помощью рукоятки, находящейся сверху трансформатора, перемещаются вторичные катушки и тем самым изменяется расстояние между обмотками. Бесперебойная работа трансформаторов во многом зависит от правильной их эксплуатации. Перед сдачей трансформатора в эксплуатацию его следует тщательно осмотреть, устранить механические повреждения; проверить обмотки на обрыв, изоляцию обмоток от корпуса; правильно заземлить трансформатор. При установке трансформаторов на открытом воздухе их следует защищать от атмосферных осадков, так как при отсыревшей изоляции обмоток возможен пробой изоляции и замыкание между витками. Однако перегрев трансформатора (установка около печи, горна, паропровода) также вредно отражается на изоляции обмоток. В процессе эксплуатации трансформаторы необходимо регулярно осматривать. При плохом уходе слой грязи может достигнуть такой толщины, что нарушит охлаждение рабочих частей и приведет к перегреву обмоток, а это вызовет замыкание токоведущих частей на корпус. Особенно опасной является грязь с металлической пылью. Плохие контакты, особенно в сварочной цепи, вызывают большие падения напряжения и недопустимые перегревы. Значительная часть сварочных трансформаторов выходит из строя из-за небрежного подключения сварочного провода к зажимам и нерегулярной проверки состояния контактов. Источники питания постоянного тока. К этой группе относятся сварочные преобразователи, выпрямители и агрегаты. Сварочный преобразователь состоит из коллекторного или вентильного (безколлекторного) генератора постоянного тока и асинхронного двигателя, установленных на общем валу. В коллекторных генераторах переменная э. д. е., индуктируемая в якоре, выпрямляется во вращающемся контактном устройстве, называемом коллектором. Внешние характеристики сварочных генераторов и ограничение тока короткого замыкания достигаются с помощью соответствующих электрических схем генераторов. Коллекторные генераторы выпускают следующих схем: с независимым возбуждением и размагничивающей последовательной обмоткой; с самовозбуждением и размагничивающей последовательной обмоткой (с намагничивающей параллельной и размагничивающей последовательной). Генератор с самовозбуждением менее чувствителен к кратковременным колебаниям напряжения электрической сети, чем гене-патор с независимым возбуждением. У универсальных сварочных генераторов получение падающих и жестких внешних характеристик происходит в зависимости от схемы включения или выключения последовательной размагничивающей обмотки. Вентильный сварочный генератор — генератор с самовозбуждением состоит из индукторного пульсационного синхронного генератора повышенной частоты (200 или 400 Гц) особой конструкции и бесконтактного выпрямительного устройства. Правильный уход за преобразователями во многом предопределяет их надежность и долговечность работы. На строительно-монтажной площадке преобразователи необходимо защищать от дождя и снега. Но при этом нельзя нарушать нормальное охлаждение машины — входные и выходные отверстия для прохода воздуха закрывать нельзя. В противном случае произойдет перегрев обмоток. При эксплуатации сварочного преобразователя в первую очередь нужно следить за коллектором, щетками, щеткодержателями и подшипниками. При нормальном состоянии у коллектора нет следов нагара. Пыль с коллектора следует систематически удалять чистой тряпкой, смоченной в бензине. Шум шарикоподшипников должен быть глухим, ровным, без щелчков и резких звуков. Щетки необходимо регулярно осматривать и изношенные своевременно удалять. В последние годы сварочные преобразователи вытесняются выпрямителями, у которых отсутствуют вращающиеся части, работают они бесшумно, имеют меньшие потери энергии при холостом ходе, более высокий КПД, более широкие пределы регулирования сварочного тока и напряжения, меньшую массу, равномерную загрузку трехфазной сети. Сварочный выпрямитель состоит из понижающего трансформатора с устройством для регулирования тока или напряжения; выпрямительного блока, включающего селеновые или кремневые вентили; вентилятора для охлаждения выпрямительного блока. Выпускают одно- и многопостовые сварочные выпрямители. Однопостовые выпрямители имеют жесткую и пологопадающую или крутопадающую вольтамперную характеристику. Универсальные выпрямители обеспечивают крутопадающую и жесткую характеристику. Сварочный ток регулируется чаще всего изменением расстояния между обмотками трансформатора. Выпускают передвижные и стационарные выпрямители. В процессе эксплуатации выпрямители необходимо периодически осматривать, чтобы устранить мелкие нарушения, которые могут привести к аварии. Очень внимательно нужно следить за работой вентилятора, так как его неисправность приведет к перегреву полупроводниковых элементов и выходу из строя выпрямителя. Один раз в 3 месяца следует тщательно очищать полупроводниковые элементы от пыли и грязи с помощью сжатого воздуха. Выпрямитель, не эксплуатировавшийся более года, перед работой необходимо включить на 20 мин на напряжение, равное половине номинального, а затем на 4 ч на номинальное напряжение без нагрузки. Это необходимо сделать для подформовки полупроводниковых элементов. Получение тока от сварочных агрегатов обходится дороже, чем от трансформаторов, преобразователей и выпрямителей. Поэтому применять их целесообразно только при отсутствии электрической сети. Сварочный агрегат состоит из сварочного генератора и дизельного двигателя, установленных на общей раме и соединенных эластичной муфтой. У однопостовых сварочных генераторов при коротком замыкании резко возрастает нагрузка, а при холостом ходе сильно падает. Поэтому для поддержания постоянной частоты вращения двигатели внутреннего сгорания имеют автоматические регуляторы частоты вращения, обеспечивающие быстрое восстановление ее при переходе от короткого замыкания к холостому ходу. При возбуждении сварочной дуги в связи с увеличением нагрузки частота вращения ротора падает. Однако срабатывает автоматический клапан и частота вращения двигателя восстанавливается. При холостом ходе нагрузка уменьшается, и клапан снижает частоту вращения, а затем поддерживает ее уменьшенной. Читать далее:Сварочные флюсыСварочные электродыОбщие сведения о сварке арматурыПротивопожарные мероприятия при сваркеБезопасность труда при сварке технологических трубопроводовБезопасность труда при сварке строительных металлических и железобетонных конструкцийЗащита от поражения электрическим током при сваркеТехника безопасности и производственная санитария при сваркеУправление качеством сваркиСтатистический метод контроля |
stroy-server.ru