Гибка металлической полосы в кольцо и на ребро. Гнутье металла
Как согнуть металлическую полосу без потери прочности
При работе с металлом часто приходится иметь дело с изготовлением изделий из стальной полосы — скоб, хомутов, кронштейнов. Но как согнуть металлическую полосу без потери прочности и добиться необходимой точности конфигурации знают не все. Тем не менее, это достаточно простая операция, которая не требует инструментов особой сложности. Только в случае гибки полосы на ребро необходимо довольно сложное приспособление, которое самому изготовить непросто.
Гибка полосы под углом (60, 90, 1200…) в сторону плоскости производится на обычных слесарных тисках, если требуется изготовить единичное изделие или несколько штук. В случае мелкосерийного производства понадобится станок для гибки металлической полосы. При необходимости его можно сделать своими руками.
Гибка полосы при помощи тисков
Сначала рассмотрим вариант гибки на слесарных тисках под углом 900. Для этого необходим брусок квадратного сечения из стали. 
Зажимаем полосу вместе с бруском таким образом, чтобы брусок находился со стороны неподвижной губки тисков и выступал над верхней кромкой на 1-2 см.После того, как такой «сэндвич» будет крепко зажат, берем обычный молоток и легкими ударами загибаем полосу в сторону бруска. Если требуется, чтобы поверхность загиба не имела повреждений от ударов, то нужно использовать медную или латунную прокладку, по которой будем наносить удары молотком, а уже от нее усилие будет передаваться на полосу.
Таким образом можно согнуть полосу под любым углом, важно только подобрать опорный брусок с нужным углом среза. Без такой твердой опоры добиться нужного угла будет очень трудно.
Похожие операции производятся и при изготовлении хомутов, только в этом случае в роли матрицы используем толстостенную трубу или пруток нужного диаметра. Как и в случае с прямоугольной гибкой, удары молотком наносятся в сторону неподвижной губки тисков. Такая гибка полосы — процесс медленный и требует аккуратности.
Гибка полосы в кольцо
Более сложная операция — гибка полосы на кольцо. Здесь необходим небольшой и несложный в изготовлении станок, например, как показанный на видео . Он состоит из опорной плиты на которой закреплены три ролика — два опорных и один приводной, на рукоятке длиной 30-40 мм. Приводной ролик может перемещаться вдоль горизонтальной оси и прижимать полосу к опорным. Один из опорных роликов должен иметь возможность сдвигаться перпендикулярно направлению прижима. Таким образом регулируется диаметр получаемого кольца.
Полоса помещается между роликов и прижимается с помощью винтового механизма. При вращении приводного ролика полоса начинает двигаться между ним и опорными и загибаться в сторону привода. После полного прохода полосы получается практически идеальное кольцо. Если сделать рукоятку телескопической, чтобы можно были сделать длиннее плечо, то можно выполнять гибку на кольцо полосы практически любой толщины без особых физических усилий.
Такой самодельный станок для гибки полосы практически ничем не отличается от заводского. При правильном выборе металла для роликов и прижимного устройства, мелкосерийное производство, например для изготовления декоративных оград, ворот или каркасов козырьков и навесов, возможно даже в домашнем гараже, не говоря уже о слесарной мастерской.
Гибка полосы на ребро
Сложнее сделать станок для гибки на ребро. При изготовлении металлического декора такая операция требуется довольно часто. Принцип действия такого приспособления похож на описанный выше, но гибка стальной полосы на ребро требует значительно больших усилий, поэтому прижимной ролик не вращается , а движется на рычаге возвратно-поступательно. Кроме того, на линии подачи полосы необходимо установить прижимное устройство, чтобы полоса удерживалась в нужном положении. Этим приспособлением может служить обычная прижимная колодка на болтах или шпильках с прорезью, сквозь которую и будет проходить полоса.
Если гибка производится часто на полосах различной ширины, то нужно сделать несколько колодок с прорезями, соответствующими тому калибру, который обрабатывается. Но самодельный инструмент, при всей своей привлекательности и дешевизне, все же уступает промышленному, функционал которого значительно выше.
Ручной инструмент производится в виде универсальных приспособлений, в которых только меняются насадки и рычаги, или в виде целых наборов, где каждый механизм выполняет только одну, максимум две функции.  Примером такого комплекта может служить «Холодная ковка» промышленного изготовления.
Примером такого комплекта может служить «Холодная ковка» промышленного изготовления.
Инструменты для гибки металлической полосы промышленного изготовления имеют перед самодельными то преимущество, что сделаны они из специальных марок стали и при гибке заготовок достаточно большой толщины не будут деформироваться. Они легко настраиваются на необходимые размеры и не требуют изготовления новых оправок и матриц каждый раз, когда необходимо изменить диаметр или угол загиба.
При этом их стоимость не слишком высока даже для домашнего мастера. Поиск необходимых деталей для самодельного станка, сборка, подгонка и настройка будет стоить не намного меньше, даже в случае надлежащей слесарной квалификации. Если не покупать самые дешевые инструменты, то работать станки для гибки будут на протяжении десятилетий.
wikimetall.ru
Гибка уголка с использованием подручных инструментов
Гибка уголка — это технологический процесс получения различных изделий заданных параметров и необходимых форм путем механического воздействия, в том числе на специальном профилегибочном оборудовании.
Получаемые при сгибании металлического уголка изделия находят широкое применение в различных сферах строительства. Они позволяют создавать надежные каркасы и различные металлоконструкции, которые способны при своей внешней легкости выдерживать значительные нагрузки.
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок



Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой. 
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:

wikimetall.ru
Suspend page
This Account Has Been Suspended
Your hosting account has been suspended. There are several reasons that might lead to this:
- Suspension due to non-payment of fees, account will be unsuspended automatically after payment for hosting.
- Your trial term of web hosting has expired.
- Suspension due to a violation of a rule or policy.
You can resolve all issues in yours billing account, and if you didn't find the response yor can also open ticket in Suport service.
If you have no opportunity to pay now you can take postponing on payment of a hosting for up to 14 days. To order postponing use the section in yours billing account "Postponing on a hosting".

Ваш хостинг-аккаунт заблокирован, причины могут быть следующие:
Все вопросы Вы можете решить в Вашем биллинг-аккаунте, а также открыть тикет в разделе Тех.поддержка, если не нашли ответа.
Если на данный момент у Вас нет возможности оплатить, Вы можете взять отсрочку на оплату хостинга сроком до 14 дней. Для оформления отсрочки воспользуйтесь разделом в Вашем биллинг-аккаунте "Отсрочка на хостинг". dlja-mashinostroitelja.info
Гибка металла - Гибка и правка металла
 Гибка металла
Гибка металла Категория:
Гибка и правка металла
Гибка металла Гибка — способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма. Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
Гибка деталей — одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).
Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом: на заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения, и если эти напряжения не превышают предел упругости материала, то деформация, получаемая заготовкой, является упругой и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
Однако при гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости и деформация заготовки в этом случае будет пластической, при этом внутренние слои заготовки подвергаются сжатию и укорачиваются, наружные слои подвергаются растяжению и длина их увеличивается. В то же время средний слой заготовки — нейтральная линия — не испытывают ни сжатия, ни растяжения и длина его до и после изгиба остается постоянной (рис. 1, а). Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала. Складывая длину внутренних сторон угольника или скобы, получаем длину заготовки детали.
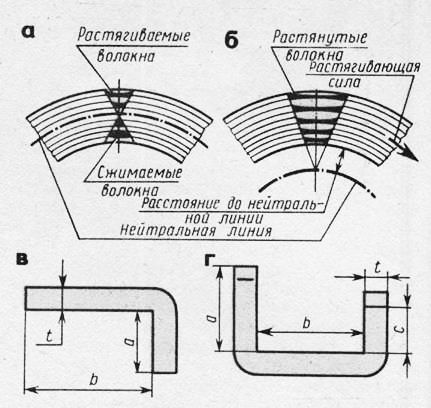
Рис. 1. Напряжения в заготовке при простом изгибе (а), при изгибе с растяжением (б), схемы для определения длины заготовок (в, г)
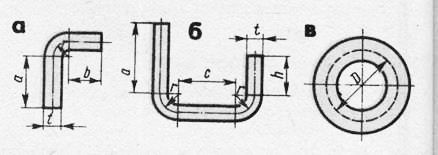
Рис. 2. Схема для определения длины заготовок: а — угольника с внутренним закруглением, б — скобы закруглением, в — кольца
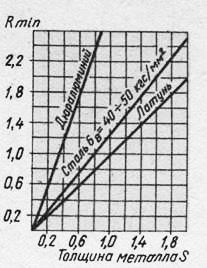
Рис. 3. График для определения радиуса загиба листового и полосового- материала
В процессе гибки в металле возникают значительные напряжения и деформации. Они особенно ощутимы, когда радиус гибки мал. Чтобы не появились при этом трещины в наружных слоях, радиус гибки не должен быть меньше минимально допустимого радиуса, который выбирается в зависимости от толщины и рода изгибаемого материала (рис. 3).
—-
Слесарю очень часто приходится выполнять операцию, связанную с пластическим деформированием металла — гибку. Ни одна слесарная работа, пожалуй, без нее не обходится. При сгибании металла его волокна испытывают одновременно и сжатие и растяжение.
Поэтому в ходе гибки нужно соблюдать определенные правила, чтобы пластическая деформация изгиба не перешла в деформацию разрыва:— не следует выбирать радиус загиба меньше, чем толщина заготовки — это может привести к тому, что на металле появятся трещины или он сомнется на внутренней стороне загиба;— не стоит гнуть заготовки из стального прутка диаметром больше 10 мм. Полосовую сталь для такой операции лучше выбрать толщиной до 7 мм, а стальные листы — до 5 мм;— известно, что листовой металл легче гнуть, если его предварительно подогреть. А что делать, если такой возможности нет? Можно обойтись и без подогрева. На внешней поверхности в зоне сгиба необходимо нанести поперечные риски — лист согнется значительно легче.
Гнуть слесарю чаще всего приходится либо полосовую сталь, либо трубы.
Приемы работы с этими двумя видами металла существенно различаются.
Читать далее:
Гибка деталей из листового и полосового металла
Статьи по теме:
pereosnastka.ru
Гибка металла
Категория: Слесарные работы
Гибка металла
При работе с металлом очень часто приходится выполнять еще одну операцию, связанную с его пластическим деформированием, — гибку. Ни одна работа, пожалуй, без нее не обходится. При сгибании металла его волокна испытывают одновременно и сжатие и растяжение, нужно внимательно выбирать усилия и радиусы загибов, чтобы пластическая деформация не перешла в деформацию разрыва.
Не следует, например, выбирать радиус загиба меньше, чем толщина заготовки, — это может привести к тому, что на металле появятся трещины или он сомнется на внутренней стороне загиба.
Не стоит гнуть заготовки из стального прутка диаметром больше 10 мм. Полосовую сталь для такой операции лучше выбрать толщиной до 7 мм, а стальные листы — до 5 мм.
Известно, что листовой металл легче гнуть, если его предварительно подогреть. А что делать, если такой возможности нет? Можно обойтись и без подогрева. На внешнюю поверхность в зоне сгиба нужно нанести поперечные риски — лист согнется значительно легче.
Гнуть, как показывает практика, чаще всего приходится либо полосовую сталь, либо трубы. Приемы работы с этими двумя видами металла существенно различаются.
Гибка металла в тисках
Полосовую сталь удобнее всего гнуть в слесарных тисках. Для этого нужно установить заготовку таким образом, чтобы сторона с нанесенной на нее риской места загиба была обращена к неподвижной губке тисков. Риска должна выступать над губкой примерно на 0,5 мм. Удары наносить следует тоже в направлении неподвижной губки тисков.
Для того чтобы загнуть полосу под острым углом, необходимо воспользоваться оправкой, которая соответствует требуемому углу загиба. Ее нужно зажать в тисках вместе с заготовкой, расположив полосу высокой стороной к ней, и загнуть ударами молотка.
Для изготовления из полосовой стали скобы применяется брусок-оправка, равный по толщине проему скобы. Его нужно зажать в тисках вместе с полосой стали и легкими ударами молотка загнуть одну сторону скобы. Затем вложить брусок внутрь скобы и, снова зажав в тисках, поступить так же с другой стороной.
Для крепления труб и металлических стержней различного назначения часто используется хомут из полосовой стали. Он изготавливается на тисках. Для этого берут круглую оправку нужного диаметра, зажимают ее в тисках и двумя плоскогубцами загибают на ней полоску стали необходимой ширины и длины. Затем оправку нужно освободить из губок тисков и, зажав в них отогнутые концы хомутика, придать ему окончательную форму. Лучше наносить удары молотком не по самому хомутику, чтобы не оставить на нем забоев, вмятин и царапин, а через медную пластинку небольшой толщины, которая хорошо передает силу удара.
Полосовая гибка часто применяется при соединении металлических элементов — так называемых гибочных соединениях. Они носят самый различный характер и применяются очень широко. Соединение может быть целиком гибочным — крепежное усилие создается изгибом обоих элементов или одного. Гибочное соединение может играть вспомогательную роль и усиливать, например, резьбовое соединение, использоваться как стопорная шайба или шплинт в соединении гайка-болт.
Гибка металла с применением приспособлений
Если в домашней мастерской есть настольный ручной пресс, имеющий усилие 5-10 килоньютонов, его можно оборудовать очень производительными штампами, с помощью которых легко придавать металлическим листам изгиб нужного профиля. На основании пресса нужно установить матрицу с заранее выбранным профилем, верхнюю, силовую часть пресса оборудовать пуансоном соответствующей матрице формы. При изготовлении штампов следует помнить, что ширина пуансона должна быть меньше ширины ручья матрицы на удвоенную толщину металлической заготовки.
Заготовки из стальных прутков удобно гнуть на простейшем приспособлении, которое представляет собой два штифта различного диаметра, ввернутые в металлическую плиту-основание. Пруток нужно вставить в промежуток между штифтами и обворачивать его вокруг штифта большего диаметра. При необходимости можно использовать молоток (если пруток слишком толстый или короткий). Недостаток этого приспособления в том, что оно позволяет получать изгибы только одного диаметра, соответствующего диаметру большого штифта. Впрочем, при желании его можно усовершенствовать, сделав штифты сменными.
В тех случаях, когда требуется изогнуть стальную полосу на ребро, используется роликовое приспособление. При работе с ним следует учесть, что верхняя прорезь бруска основания должна точно соответствовать размерам полосы. Кроме того, верхнюю часть полосы, которая будет испытывать растяжение, а также рабочий ролик нужно смазать маслом.
Гибка труб
Необходимость часто требует изготовления всякого рода трубочных соединений. Делается это вручную с помощью несложных приспособлений. Трудность этой операции заключается в том, что трубы при изгибании часто ломаются, мнутся и заготовка приходит в негодность. Чтобы этого не случилось, в трубу предварительно помещают наполнитель, в качестве которого используется мелкий сухой песок или расплавленная канифоль. В некоторых случаях можно наполнить трубу водой и заморозить, но следует учесть, что в нагретом состоянии трубы гнуться значительно легче. Вместо наполнителя иногда применяются плотно навитые стальные пружины, которые загоняются внутрь тубы до места изгиба.
Вопрос о том, нужен ли в каждом конкретном случае наполнитель, решается в зависимости от того, какого радиуса изгиб требуется сделать. Если радиус меньше 50 мм, то трубы диаметром до 20 мм можно гнуть без наполнителя в холодном состоянии. Медные и латунные трубы перед гибкой необходимо отжечь в зоне загиба.
Самое простое приспособление для гибки труб — вертикально установленная двойная плоскопараллельная пластина, имеющая кривизну необходимого загиба. Трубу зажимают в хомутике и гнут вниз по пазу пластины, ширина которого соответствует внутреннему диаметру трубы.
Для гибки в горячем состоянии удобнее всего использовать устройство со сменным фасонным вкладышем, радиус которого соответствует кривизне необходимого загиба. Трубу разогревают в зоне загиба и небольшими усилиями сверху придают ей нужную форму.
Нагревать трубу можно паяльной лампой, газовой горелкой или в кузнечном горне. Необходимо нагревать только тот участок, на котором должен быть произведен загиб. При изгибе трубы на 45° должен быть нагрет участок длиной в три диаметра трубы, при изгибе на 90° — в четыре. Вообще радиус закругления всегда должен быть не менее трех диаметров трубы.
До какой температуры нужно нагревать трубы перед тем, как их изогнуть? Как ее измерить? Никаких приборов для измерения температуры нагрева не требуется, она определяется визуально. Стальные трубы следует нагревать до ярко-красного цвета, алюминиевые — до тех пор, пока от трубы не начнет обугливаться приложенная к ней бумага.
Нужно отметить, что гибка труб, особенно большого диаметра ручным способом, — операция малопроизводительная и тяжелая. Если есть возможность обойтись без изогнутых труб, то лучше ею воспользоваться.
Слесарные работы - Гибка металлаgardenweb.ru
Как согнуть листовой металл, арматуру, уголок
![gibka-armatury-svoimi-rukami-prisposoblenie-2[1]](/800/600/http/postroy-prosto.ru/wp-content/uploads/2015/06/gibka-armatury-svoimi-rukami-prisposoblenie-21.jpg)
Капитальные ремонтные работы заставляют пройти человека через массу испытаний. Дело в том, что ему придется выполнять сложные работы без особых навыков и спецоборудования. В качестве примера можно привести работы, требующие сгибания листового металла или арматуры.
Принцип сгибания листового металла
![a2[1]](/800/600/http/postroy-prosto.ru/wp-content/uploads/2015/06/a21.jpg)
Листовой металл сгибается при помощи молотка, выполненного из резины или дерева, клещей и ровной поверхности, роль которой может сыграть стол. При создании прямого угла другие инструменты не понадобятся. Лист из металла надо сначала свесить со стола, а затем в зоне изгиба производить не слишком сильные постукивания до получения требуемого искривления. При небольших размерах листа можно применить тиски. Их обхватывающими брусками металл надежно фиксируется, а само изгибание производится молотком.
Тонкий металл согнуть намного проще. На месте его искривления проделывается царапина при помощи правила или линейки из металла. Резаком может послужить фрагмент, вырезанный из ножовочного полотна. Толщину листа достаточно прорезать наполовину. В дальнейшем он легко изогнется по проведенной царапине.
Принцип сгибания оцинковки
![104253161[1]](/800/600/http/postroy-prosto.ru/wp-content/uploads/2015/06/1042531611.jpg)
Если оцинковка представляет собой лист из металла, то он сгибается по вышеописанному способу. При необходимости сгибания готового оцинкованного изделия в виде профиля следует применить значительные усилия. Чтобы создать солидный радиус кривизны профиля, имеющего форму квадрата или прямоугольника, следует вбить в оба отверстия деревянные колья. Далее производятся равномерные постукивания киянкой до тех пор, пока профиль не согнется. Для сгибания профиля, имеющего П-образную геометрию, придется воспользоваться еще и предмет-формой, конфигурация кривизны которой идентична кривизне, требуемой для детали. Чтобы облегчить работу, в оцинкованном готовом изделии (профиле) прорезаются треугольные фрагменты.
Далее профилем оборачивается предмет-форма. Затем профиль сгибается при помощи равных по силе постукиваний. Вообще молоточным ударам положено быть легкими и близкими друг от друга.
Существует еще один способ сгибания профиля. Но в этом случае придется воспользоваться болгаркой. С ее помощью производится пара разрезов в зоне изгибания с целью ослабления конструкции. Далее осуществляется загиб. В конце работы разрезанные места свариваются. Такой метод подходит для сгибания профиля, имеющего затейливую конфигурацию. Следует знать, что искривлять оцинкованные профилированные трубы или прочую оцинковку при помощи нагревания категорически запрещается.
Метод сгибания уголка
![post-38961-1363016398[1]](/800/600/http/postroy-prosto.ru/wp-content/uploads/2015/06/post-38961-13630163981.jpg)
Процесс сгибания уголка отличается сложностью и значительными временными затратами. Для получения цельного и аккуратного продукта необходимо производить постепенные и равносильные постукивания по верхней плоскости уголка. Сгибание будет выполняться медленно и поступательно. Для облегчения работы желательно воспользоваться газовой горелкой. С ее помощью прогревается зона изгиба. Многие умельцы с успехом применяют болгарку. Способ ее использования был описан выше. В некоторых слишком сложных случаях дешевле и проще приобрести готовую вещь, чем тратить время, силы и нервы на подобного рода работы.
Способ сгибания арматуры
![1_525505a51642d525505a51646c[1]](/800/600/http/postroy-prosto.ru/wp-content/uploads/2015/06/1_525505a51642d525505a51646c1.jpg)
Согнуть толстую арматуру под силу только физически подготовленному человеку. С этой целью необходимо воспользоваться двумя фрагментами труб из стали. При этом их диаметр должен превышать диаметр арматуры. В этом случае можно получить выигрыш в силе благодаря рычагу. Для сгибания арматура помещается внутрь обрезков трубы. При этом один фрагмент трубы должен быть надежно зафиксированным. Второй обрезок призван выполнять роль рычага, которым и искривляется стержень из металла.
ООО «Электровек-сталь»+7(495)639-93-00 Москва+38(056)790-91-90 Днепропетровскwww.evek.orgна правах рекламы
postroy-prosto.ru
Что такое гибка металла?
При обработке металла очень часто требуется выполнить операцию, связанную с его пластическим деформированием, — гибку.
Гибка металла — это возможность придать новую форму заготовке механическим или ручным способом (с использованием специальных приспособлений).
При таком воздействии на металлическую поверхность, происходит растяжение ее внешних слоев с одновременным сжатием внутренних, результатом этого становится перегиб одной части заготовки на определённый угол по отношению к другой.
При выполнении гибки металла в домашних условиях следует придерживаться следующих основных правил:
- Радиус загиба не должен быть меньше, чем толщина заготовки. Это сможет предупредить появление трещин и разрывов в сплаве.
- Не рекомендуется сгибать в домашних условиях металлические листы толщиной более 10 мм. Для выполнения гибки таких листов нужны специальные условия.
- При работе с металлом следует выбирать более пластичные сплавы (например, железо, имеющее в своем составе малое количество примесей углерода, будет наиболее пластичным).
- Не следует забывать, что при нагревании повышается пластичность металла. В некоторых случаях это прекрасная возможность произвести гибку без механического повреждения металла и возможного появления на нем трещин.
- При проведении работ могут быть использованы тиски для зажима металла и молоток. При этом следует помнить, что чем толще металл, тем мощнее должны быть тиски во избежание их поломки.
Инструмент и оборудование для гибки металла.
В небольших кузнечных мастерских при изготовлении кованых изделий используется специальный ручной инструмент для гибки металла, позволяющий производить работы с более толстым и прочным металлом. С его помощью можно производить гибку углов, дуг, колец, а также устанавливать металлические заклепки. Для механизации процесса можно использовать станок для гибки листового металла, листогибочные прессы, вальцы и роликовые станки для гибки.
В настоящее время многие компании предлагают большой выбор оборудования для гибки металла в промышленных условиях:
- гидравлические трубогибы с электронным управлением или ручным приводом;
- гибочные станки;
- станки для гибки арматуры и многие другие.
Современное оборудование широко используется при проведении строительных и монтажных работ. Применение специального оборудования для гибки металла позволяет выполнять большой объем работ в короткие сроки, значительным образом повышает качество гибки.
Технология гибки листового металла.
Гибка листового металла производится в специальных гибочных штампах. Лист до упора помещают в листогибочный пресс и закрепляют в нем. Сверху на лист оказывает давление пресс и происходит сгибание.
Такая технология сгиба позволяет получать разнообразные конструкции из металлического листа. Деталь, полученная данным способом, отличается прочностью и привлекательным внешним видом. Это значительным образом упрощает изготовление корпусных и иных деталей без применения сварки.
Мы предоставляем услуги гибки металла на заказ на профессиональном оборудовании. Наши специалисты имеют большой опыт работы в данной области, что позволяет им быстро и на высоком уровне справляться с поставленными задачами любой сложности.
Воспользовавшись нашими услугами гибки металла, Вы будете уверенность в надежности и долговечности получаемой в результате работы конструкции.
Возврат к списку
sfera21.su