







Дуговая сварка Стоковые фотографии и лицензионные изображения. Фото сварка дуговая сварка
95 фото работы и соблюдение правил техники безопасности
Сейчас практически невозможно представить себе промышленность, в работе которой не использовались бы сварочные соединения. Без сварки зачастую невозможно обойтись и в домашнем хозяйстве. Поэтому аппарат для дуговой сварки может понадобится не только для профессиональной работы, но и для домашних нужд.

Умение работать со сваркой позволяет создать любые металлические конструкции, начиная от простого заборчика, заканчивая резными качелями.
Несколько десятилетий назад сложно было представить, что будет создано множество способов для того что бы варить металл, однако, сейчас это так.
Один из самых эффективный из них — с использованием дуговой сварки.
Краткое содержимое статьи:
Технология
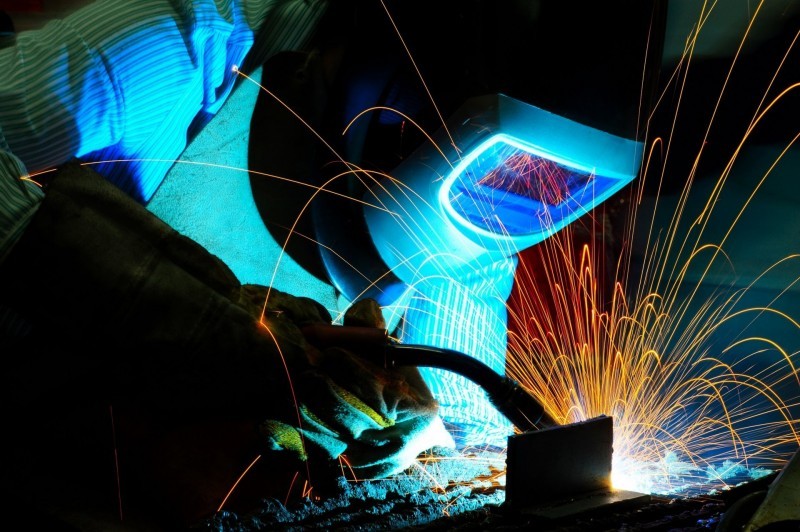
Работа с помощью сварки проста. Её главное достоинство заключается в том, что температура дуги увеличивается до пяти тысяч градусов. В результате этого возможно осуществить соединение любых материалов, ведь у большинства металлов температура плавления гораздо ниже. Фото дуговой сварки хорошо показывают её устройство.

Всё тепловое воздействие сконцентрировано по направлению дуги. Она может быть направлена прямо или быть косвенной.

Разница между ними заключается в том, что в первом случае огонь идёт между металлом и электродом, а во втором между электродами. Так же для работы с дугой второго типа не нужно применение сварочного тока, которым при первом способе необходимо обработать металл.

Зажигается дуга с того времени, как сквозь электрод идёт ток и его конец направлен на металл, который необходимо расплавить. С момента как это происходит, температура увеличивается, металл плавится. В это же время сам электрод начинает плавиться.

В расправленном металле образуется впадинка, так называемая «ванна». Она плавится до момента полного растворения в ней электрода.

При работе дуга не всегда располагается на одном месте, чаще всего её удобнее передвигать. При этом стоит учесть, что свариваемое пространство имеет способность довольно быстро охлаждаться и отвердевать. После чего становится виден шов. Швы дуговой сварки напоминают корку

Сварочные работы могут быть выполнены:
- автоматически;
- полуавтоматически.
Самые распространённые способы дуговой сварки это второй и третий. В них используется флюс. Он засыпается на зону горения и позволяет минимизировать риски дальнейшего окисления металла. Таким образом он наиболее приемлем для работы с цветными металлами, так как он позволяет увеличить срок их дальнейшей эксплуатации.

Сварка осуществляется и благодаря угольному электроду. Эта технология дуговой сварки нужна что бы работать с тонкими материалами. Она позволяет делать аккуратные швы, а так же уменьшает вероятность повреждения металла в процессе работы.

Распространена и сварка в защитных газах. Существуют следующие виды таких сварок:
- аргоно-дуговую;
- углекислая;
- атомно-водородная

Особенность первой разновидности заключается в том, что во время её применения металл становится защищён от воздействия вредных факторов путём применения инертного газа. Такой способ подходит для конструкций с тонкими стенками и для цветных металлов, которые чаще всего подвержены коррозии.

Второй вид получает гораздо большее распространение из-за того, что углекислый газ стоит дешевле. Кроме этого, его использование позволяет упростить наблюдение за работой.
У него есть и недостатки. Так, в виду большой окислительной способности данного газа его применение не рекомендуется на цветных металлах и их сплавах. Он эффективно используется при работе с нержавеющей сталью.

Третий вид незаменим в работе со сплавами. Он заключается в том, что дуга, располагаемая между электродами находится в смеси из азота и водорода.

Техника безопасности
При работе со сваркой ни в коем случае нельзя забывать о технике безопасности.

Инструкция дуговой сварки, обычно прилагаемая в комплекте с самой сваркой, обязательно должна быть вами прочитана. Не стоит пренебрегать её указаниям. Их исполнение в точности обеспечит вам эффективную работу без травм и полностью оправдает ваши ожидания по поводу итогового результата работы.

На сварщике во время работы обязательно должны быть защитный щиток и перчатки. Снимать их недопустимо даже во время перерыва в работе. Надевать их рекомендуется до подключения сварки.

Кроме этого необходим и специальный костюм, который не подвержен легкому возгоранию. Это связано с тем, что во время работы на тело может попасть расплавленный металл или искры. Поэтому нужно максимально себя обезопасить.

Стоит также внимательно отнестись к надежности крепления деталей, подлежащих сварки. Пренебрежение этим может повлечь попадание расплавленного метала на часть тела или на пол, что может вызвать ожог или возгорание, иными словами нанести ущерб как вашему здоровью, так и вашему имуществу.

При работе со сваркой постарайтесь исключить нахождение детей рядом со сваркой.

Фото дуговой сварки




































Инструменты из раздела:
zdesinstrument.ru
Картинки дуговая сварка, Стоковые Фотографии и Роялти-Фри Изображения дуговая сварка




worachatsodsri
5472 x 3648


































razvanchirnoaga
3300 x 3300


teddybearpicnic
3500 x 2333







ru.depositphotos.com
Электрическая сварочная дуга – Осварке.Нет
Сварочная дуга — длительный разряд электрического тока, горящий между сварочным электродом и сварочной конструкцией в ионизированной среде газов и паров металлов.

Виды сварочной дуги
Различают следующие виды дуги:
- прямого действия — дуга горящая между металлическим сварочным электродом и сварной конструкцией;
- непрямого действия — горение дуги происходит между двумя электродами, а основной металл не включается в электрическую цепь;
- трехфазная дуга — подведено по одной фазе на два сварочных электрода, а третья к сварочной конструкции;
- плазменная дуга — дуга сжатая газами.
Обязательным условием горения дуги является наличие заряженных частичек (электронов и ионов) в промежутке газов между электродом и металлом. При обычной среде газы не проводят электрический ток. Для того чтобы зажечь дугу необходимо замкнуть электрод касанием об изделие, после чего выделяется значительный потенциал тепла, который ускоряет движение свободных электронов в цепи. Когда конец электрода отрывается, находясь под воздействием электрического поля вылетают в межэлектродное пространство. Самостоятельный выход электронов с катода в газовое пространство называется электронной эмиссией. Источник питания сварной дуги постоянно поставляет новые электроны и дуга горит постоянно. Техника зажигания дуги при ручной дуговой сварке описана здесь.

Современное сварочное оборудование позволяет выполнять зажигание дуги бесконтактным методом — не касаясь электродом об изделие. Выполняется это при помощи использования генератора высокочастотных колебаний — осциллятора.
Строение сварочной дуги: катодное пятно, столб дуги, анодное пятно

Катодное пятно является источником и местом выхода электронов. Этот участок электрической дуги разогревается до температуры 2400-2600°C при использовании покрытых электродов, а количество тепла выделенного тепла на этом участке равняется 38% от общего. На этом участке дуги теряется 12-17 В напряжения сосредоточенных на разгон электродов и их эмиссию.
Столб дуги в отличии от катодного и анодного пятна является нейтральным участком дуги, где одновременно находится одинаковое количество позитивно и негативного заряженных частиц. Столб дуги выделяет приблизительно 20% об общего количества тепла. Потеря напряжения на этом участке сварочной дуги зависит от ее длины и становит 2-12 В. Температура столба дуги самая высокая 6000-8000°C.
Анодное пятно — место входа электродов в сварочную цепь с дуги. Температура 2400-2600°C, а количество выделяемого тепла 42% от общего. Спад напряжения 2-11 В. Анодное пятно под воздействием постоянной бомбардировки имеет вогнутую форму, которую называют кратером.
При сварке на постоянном токе различают прямую и обратную полярность. Меняют полярность в зависимости от вида свариваемого материала. Если требуется больший нагрев металла и глубина проплавления необходимо установить анод на изделие, где будет выделяться больше тепла — прямая полярность. При сварке на обратной полярности анод и катод меняются местами, поэтому на изделии выделяется меньше тепла.

Для сварки дугой переменного тока характерно менять полярность с частотой 50 Гц, поэтому на электроде и изделии выделяется одинаковое количество тепла. При сварке на переменном токе дуга горит менее стойко и усиливается разбрызгивание электродного металла.
osvarke.net
Ручная дуговая сварка и ее особенности
Для проведения качественной и надежной сварки требуется создать мощную электрическую дугу. В результате этого проходит процесс переноса расплавленного металла в сварочную зону. Здесь и проходит образование сварочной ванны при действии высокого температурного режима. Сила сварочного тока зависит от нескольких показателей, куда стоит отнести объем шва и диаметр электродов. Она может достигать 200 ампер.
Сварочный шов. Но как же проходит образование сварочного шва? Ответ на этот вопрос прост. Он появляется в результате прохождения электрода вдоль стыка при соблюдении дистанции между электродом и поверхностью, которая будет свариваться. В результате этого соединяется несколько частей изделий. Надо выбирать такой скоростной режим, чтобы соединительные кромки плавились до образования шва с однородными свойствами без прожиганий и непроваров. При этом надо выполнять линейные, зигзагообразные и короткие движения.
Возбуждение дуги. Специалисты выделяют несколько способов сварки, чтобы появилась электрическая дуга:
Режимы сварки. При таких работах используются различные сварочные режимы. Перейдем к рассмотрению критериев, которые их формируют:
Для того, чтобы правильно вычислить силу тока по отношению к диаметру электрода надо воспользоваться формулой, где 1 мм диаметра электрода равен 30-40 амперам. Поэтому при выполнении таких работ 4 мм электродами используется ток 120-160 ампер. Для надежной и качественной сварки должны использоваться качественные электроды. Они имеют различные марки и выпускают разными производителями. Материал электрода прямо зависит от свариваемого материала. Это характерно для покрытия. Здесь учитывает уровень напряжения сварки и ее полярность.
Разница швов. Лицо, которое проводит сварочные работы обязано помнить, что при различных стыках используется и соответствующая техника получения сварочного шва. Сейчас выделяют следующие виды швов:
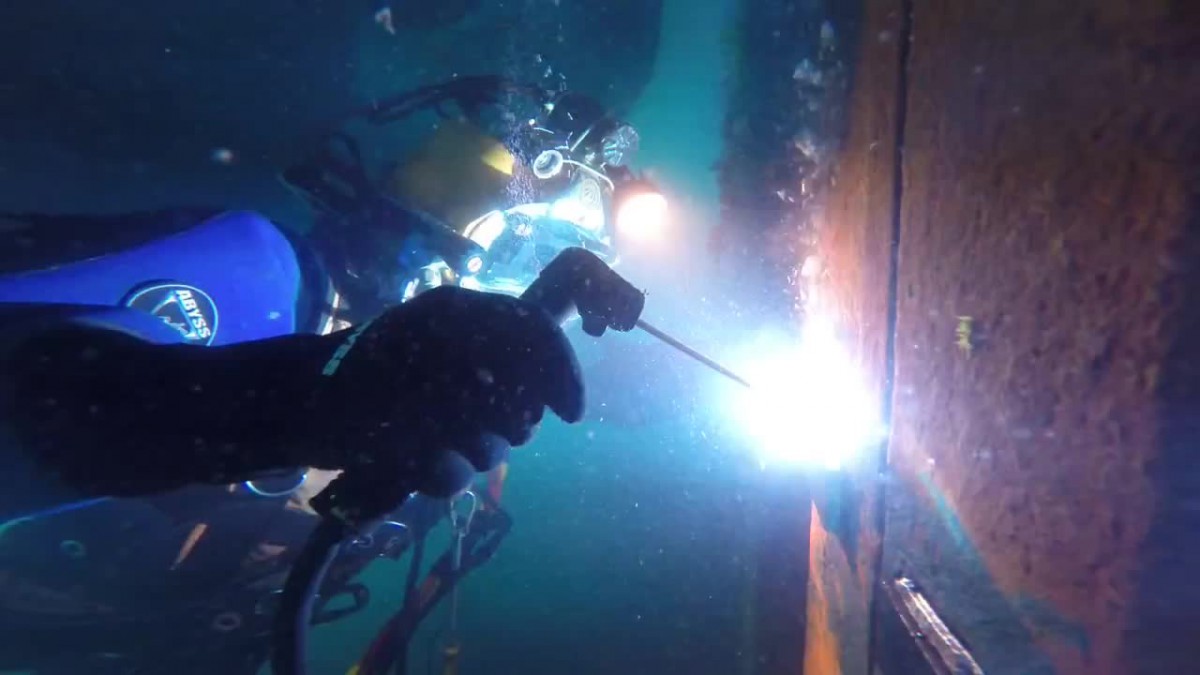
Целесообразность сварки. Эта сварка широко используется в быту. Она обладает мобильностью, соединения делаются в разных плоскостях и в сложных местах. Широкая номенклатура электродов дает возможность создать множество соединяемых металлов. Все оборудование можно перестроить за несколько минут. Основным недостатком такой сварки является то, что ее должен выполнять лишь квалифицированный специалист. Есть ограничения выполнения работы при высокой влажности.
Итак, подведем итоги. Такую сварку стоит отнести к наиболее популярным методам сварки. Она выполняется лишь подготовленными специалистами, имеющими опыт работы с таким оборудованием. Для такой сварки используются различные режимы и выполняются разные швы. Качество работы зависит от опытности мастера.
Помощь в подготовке статьи: http://elektroezhik.com.ua/svarochnoe_oborudovanie/invertornye-svarochnye-apparaty-postoyannogo-toka/
Источник
Тематические статьи
highlogistic.ru
принцип действия и особенности применения
Сегодня работу с металлом нельзя представить без ручной дуговой сварки. Ее используют для соединения отдельных элементов металлических конструкций. В наше время популярно применение сварки вместе с другими работами, например, литьём, штамповкой и прокатом деталей изделий. Всё о технологии дуговой сварки вы узнаете из данной статьи.
Краткое содержимое статьи:
Принцип работы дуговой сварки
Принцип действия дуговой сварки заключается в передаче электроэнергии от сторонних источников питания к электродам и обрабатываемым предметам.

В процессе работы образуется электрическая дуга, металл заготовки и электрода смешивается. Подобным образом при затвердении и образуются швы дуговой сварки.

Сварочные работы могут осуществляться от источника как переменного, так и постоянного тока. Это могут быть трансформаторы, инверторы, преобразовательные устройства и т. п.

Разновидности
Существуют следующие способы дуговой сварки:
- Ручная дуговая. Заключается в применении исключительно ручного труда, без использования каких-либо механизмов.
- Механизированная. Как показано на фото дуговой сварки такого типа, часть работ в этом случае механизирована, а отдельные операции производятся вручную.
- Автоматическая. Здесь все процессы и манипуляции автоматизированы. Поэтому это самый стабильный способ проведения сварочных работ.
Помимо этого, выделяют сварку:
Пучком. Несколько электродов связывают вместе, сваривают с одной стороны и устанавливают в держателе. Благодаря такой сварке есть возможность использовать более широкий круг токов.

Лежачим электродом. Подобный метод применяется при работе в местах с затруднённым доступом или в случае довольно большого горизонтального расстояния под сварку.

Наклонным электродом. Здесь электрод фиксируют в держателе, оснащённом обоймой, способной перемещаться по стойке. При зажигании дуги металл электрода будет постепенно плавиться, передвигая обойму вниз. А сам угол наклона электрода к поверхности обрабатываемого материала будет оставаться неизменным.

Плюсы и минусы ручной сварки
Стоимость сварочного оборудования зависит от его параметров. Сварка ручного типа имеет следующие плюсы:
- Она позволяет сваривать детали при любом их положении в пространстве.
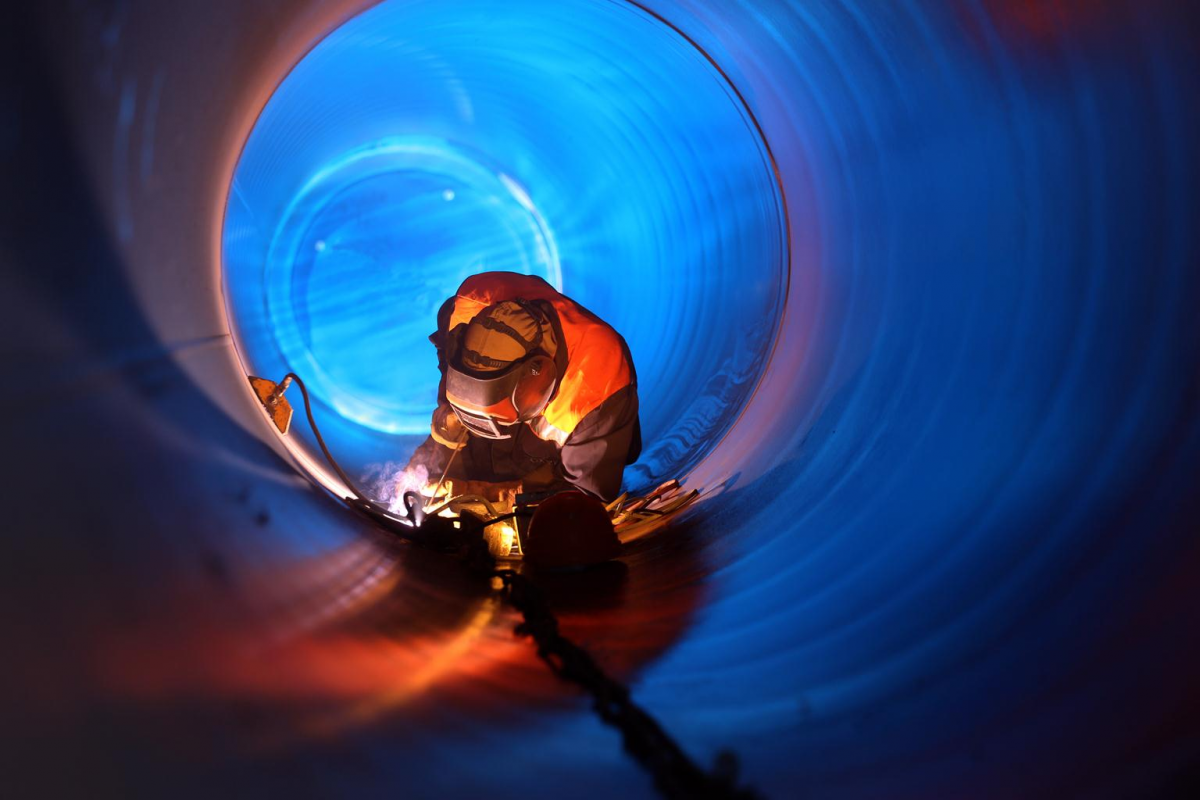
- Ручной дуговой сваркой можно работать в труднодоступных местах.
- Возможность довольно быстро переходить между соединяемыми элементами.
- Такой вид сварки можно использовать при работе с самыми разными сплавами.
- Простота применения и мобильность ручного сварочного оборудования.

К минусам относятся:
- вредные для здоровья испарения, которые образуются при сварочной деятельности;
- необходимость в наличии навыков и опыта, иначе качество швов будет оставлять желать лучшего;
- невысокий коэффициент полезного действия и более низкая производительность по сравнению с прочими технологиями сварки.

Специфика ручной электросварки
Как следует из инструкции дуговой электросварки, она может быть прямой или обратной полярности. Если вы выбрали первый вариант, то на электроды следует подвести « — », а на заготовки, которые вы планируете сварить — « + ». При втором варианте поступите с точностью наоборот.

В месте плавления свариваемых металлов формируется особая сварочная ванночка. Её защиту образует особый компонент, который входит в состав материала электрода. Она препятствует окислению металлоконструкций в процессе сварки.
От чего зависит качества сварных швов
О качестве сваривания судят по провару – степени проваривания шва. Провар вычисляется следующим образом: берётся толщина шва и делится на его глубину. Чем больше глубина сварного шва, тем он должен быть уже.

Также следует учитывать силу используемого тока – чем она больше, тем глубже проплав. Однако здесь играет роль и сорт металла. При одинаковом токе, чем больше плотность стали, тем глубже будет проплав.

Но толщина шва от этого не зависит. На нее оказывает влияние тип тока. Узкие швы даёт постоянный ток, а широкие – переменный.

Кроме того, параметры шва зависят от сечения электрода. Чем крупнее размер, тем более широким получится шов.

Последним фактором, который влияет на качественные характеристики шва, а точнее на его толщину, является напряжение дуги. Высокое напряжение даёт шов большей толщины и наоборот.

В заключение отметим, что, задумавшись о покупке аппарата ручной дуговой сварки, не следует жалеть времени на самостоятельное обучение работе на сварочном оборудовании. Информация никогда не бывает лишней. Удачи!

Фото ручной дуговой сварки






























Помогите сайту, поделитесь в соцсетях ;)
instrumentgid.ru





