Сварка чугуна без подогрева. Фото сварка чугуна
Cварка чугуна – разные методы, особенности процесса + Видео
Чугун – современные реалии
Современное производство старается находить новые варианты для создания более прочных материалов с хорошими эксплуатационными качествами. Одним из таких является сплав железа и углерода, более известный как чугун. При этом углерод может присутствовать в виде графита, либо цементита, в зависимости от вида добавок выделяют серый, белый и ковкий чугун.
Долговечность черных металлов, к которым относится чугун, делает их лучшим материалом для изготовления решеток, ворот, элементов украшения дома. Чугунные трубы и батареи, которые можно было найти в каждом доме, сегодня заменяются современными вариантами, однако ценность материала от этого не уменьшается.
Типы сварки чугуна
Непосредственно на этапе создания нужного элемента может происходить холодная сварка чугуна, она позволяет в минимальные сроки очистить детали, создать качественную кромку, провести послесварочную проковку, чтобы окончательно обработать элемент и надежно закрепить его.
Несмотря на множество вариантов работы с чугунным материалом, самым надежным считается газовая сварка, она позволяет получить качественную наплавку, которая по свойствам будет сходна с основным материалом. Как правило, такой способ используют для устранения повреждений, например, прикрепление оторванной части конструкции, восстановление поврежденного гладкого отверстия.
Сварочная горелка, используемая в работе, – инструмент, с которым должен управляться высококвалифицированный профессионал, процесс занимает много времени, поэтому часто такой метод заменяют более простым. В случае, когда нет возможности подобрать деталь из идентичного материала, проводится сварка чугунных коммуникаций со сталью. Благодаря специальным электродам процесс работы проходит достаточно легко, сходный химический состав стали и чугуна дает возможность создания качественной замены.
Правильно установленная полярность тока на сварочном аппарате делает работу максимально легкой, а результат – долговечным.
Особенности сварки – действуем осторожно
Главная сложность, которой часто сопровождается электросварка чугуна, – образование холодных трещин. Специалисты, работающие с материалом, тщательно изучают состав чугуна и долю углеродных вставок. Подбирая правильный режим работы, можно избежать неприятных последствий.
Изучая общие и специфические особенности сварки чугуна, можно создавать качественные соединения и минимизировать риск образования трещин и разрывов. Крепкий материал не обладает пластичностью, быстро застывает и считается достаточно хрупким. В основном, именно с этой особенностью сплава связаны все проблемы сварки.
По словам специалистов, сварка чугуна горячая намного сложнее холодного варианта, однако она позволяет избавиться от риска образования трещин в переходных зонах швов. При сварке необходимо стараться равномерно прогревать большую часть поверхности изделия, слишком большая разница температур шва и основного элемента может стать причиной возникновения трещин и разломов.
Сложная сварка серого чугуна требует повышенного внимания со стороны специалиста, материал плохо поддается нагреванию и соединению с другими элементами. Кроме того, на данный момент существует несколько способов проведения процедуры, самый оптимальный выбирается в зависимости от состава сплава, процентного соотношения углерода и железа.
ogodom.ru
Сварка чугуна
Как думаете, можно починить сваркой ? или еще каким от способом ?
фрезер есть, но новую деталь такую не осилю, очень геометрия сложная.вот думаю заварить, и плоскость отфрезеровать, но не уверен в результате, сварщик я тот еще...
Мне тиски варили совдеповские... Работают, тока сварщик заставил канавки болгарить, чтоб было на что наваривать
спай 29-05-2015 13:48Ога... а про фаски по подробнее можно ?и медной проволокой надо место сварки обмотать ??
спай 29-05-2015 13:57Блин глянул сколько электроды по чугуну стоят...http://www.kuvalda.ru/catalog/7767/
дешевле новые тиски купить )))
alex-wolff 29-05-2015 14:02цитата:Originally posted by спай:Блин глянул сколько электроды по чугуну стоят...http://www.kuvalda.ru/catalog/7767/дешевле новые тиски купить )))
поэтому и выложил видео с медной проволокой на обычном электроде.))))Кстати, если будешь варить, не забудь деталь прогреть, масса то большая, кмк, лишним не будет.....Но я бы новые тиски купил, если есть возможности.) Глазовские из стали делают.dim80 29-05-2015 14:13цитата:Originally posted by alex-wolff:не забудь деталь прогреть, масса то большаяа у меня тиски после сварки рядом лопнули (вдоль шва) - прогрели плохо
На днях лечили одну чугуняшку, большую шестеренку ручного привода от старой швейной машинки. Первая попытка, пайка латунью, горелка пропан+кислород, флюс 209. Не понравилось. Как-то местами растекается, местами нет. Счистили. Есть подозрение что флюс неудачный, надо было обычной бурой, но её под рукой в тот момент не нашлось.Вторая попытка - аргонно-дуговой аппарат, вольфрамовый электрод, присадка медь. Офигенно.
TEA737 29-05-2015 14:59цитата:Originally posted by Алексей С:Вторая попытка - аргонно-дуговой аппарат, вольфрамовый электрод, присадка медь. Офигенно.Может быть при небольшой толщине (5-10мм) с полной разделкой шва и сваркой с наплавлением. То-что на фото держать не будет судя по толщине, месту разлома и прилагаемой нагрузке. "Вылечить" можно, если сделать накладные щечки с обоих сторон с механическим креплением этих щечек стальными заклепками. Если место не позволяет - сделать выборку под щечки. Если у Вас есть самый простой фрезерный станок, тогда эта операция очень простая и недолгая. Но можно и слесарным способом все сделать.РОССА 29-05-2015 15:06цитата:Изначально написано спай:Блин глянул сколько электроды по чугуну стоят...http://www.kuvalda.ru/catalog/7767/В общем, я думал, думал и пришел к тому же выводу.сделаю ка я стальные накладки по бокам.
Всем большое спасибо за советы )))
Большой Бро 29-05-2015 17:11Чугун желательно подогреть до 300 гр перед сваркой, и после сварки греть горелкой - причем весь объем.
Греть горелкой чтоб спичка обугливалась от прикосновения, потом варить аргоном, вприсадку медный провод..хотя я б попробовал и компрессионные кольца 
Господа приветствую! Не стоит давать советов, основываясь на слухах!!!Существуют горячий и холодный способ сварки чугуна. При горячем сварка ведется обычным электродом с основной обмазкой и не менее 1,8% марганца(из наших УОНИ 13/55) :Нагрев до 600-800градусов-сварка и плавное охлаждение с печью или в песке в течение 3-4 часов. Но металл в околошовной зоне будет хрупким. Второй холодный: сварка ведется без нагрева электродами по чугуну, но только с 55-80% никеля в составе и графитом в обмазке, причем короткими проходами не более 10диаметров электрода(D4-40ммпроход) и с проковкой на горячую, молоточком( 4-6мм шарик на конце), чтобы снять напряжения и с промежуточным остыванием(деталь не должна нагреваться более 200градусов). Холодный способ более предпочтителен и надежен. Медь в данном случае не поможет, а может сделать еще хуже(это ошибочные мечты советов были, которые переросли в байки) Есть некоторые виды чугуна и при определенных режимах, где прокатывают и медные или медно-никелевые электроды(СЧ-4 например), но это лотерея.. Даже если и получится, околошовная зона будет хрупкой(выгорает графит).
Семен Михалыч 29-05-2015 23:38Чугун он разный,не раз заваривали трещины на коллекторах двигателей,в одном месте всё хорошо,в другом,через 15 минут,бдзыньк и снова трещина.
ПЛАТЯН 30-05-2015 04:30трещины засверливать надо
bellkinebay 30-05-2015 10:10Обматывать электрод медной проволокой это только от абсолютной безысходности и если детальку не жалко т.к. всё равно её на помойку . Советчиков такого метода надо сразу лопатой ***здить пока никто их совету не последовал . В более-менее приличном специализированном магазине по сварке электроды для сварки чугуна продаются ПОШТУЧНО или в развес от нескольких штук . Самые лучшие никелевые , ценник конечно кусается . Варил и коллекторы выхлопные и картеры и разное литъё , не трескается и нормально всё потом работает , трещины засверливать и разделывать фаски , и по 5-6мм аккуратно подваривать с перерывами .
миха гаи 30-05-2015 10:26Я вот только одного всегда не мог понять... Нахуа обматывать электрод проволокой? Не проще варить "в присадку"
Коллектора-это отдельная тема. Все это ремонтируется, совершенно по другому, но нужно учитывать еще тепловое расширение материалов, т.к. в работе высокие температуры.
stardim 30-05-2015 10:36Миха Гаи:"На слухах? А ваша информация типа из учебника Славянова и Бенардоса???))) "Нет. Из личной практики сварщика 6 разряда по 4 видам сварки и технолога ремонтной и восстановительной сварки крупных европейских производителей сварочных материалов. и т.д. Да и ваша правда есть... Заканчивал кафедру сварки!:-)
миха гаи 30-05-2015 11:44Эээ...куда я со своим пятым лезу, и лабараторией пайки и сварки при впк завода мртз...ну вообщем где тв "юность"раньше делали...
Прямо целый диспут. Осталось только патоновцев сюда пригласить с их любимым изречением, что мол мы можем сварить всё что варится, всё что плохо варится и всё что в принципе сварить нельзя...если только это кому-нибудь нужно. 
А они правы!:-) "Миха гаи", не обижайся... Я просто по поводу гемора свариваемости и восстановления разных чугунов, сталей и цветных металлов пол страны по заводам объездил. До тошноты.. Вот и сложился свой не маленький, но субьективненький опыт!:-)))
миха гаи 30-05-2015 12:03Что нельзя сварить то клепают ... Ну а диспут тем и хорош, что разные мнения... Опять же возраст разный...))) я вот когда свой 5 разряд уже имел, мой собеседник-коллега по профессии только школу наверное окончил...))) тем и ценнее его повествование, разные времена , разные технологии...
Так я тока за!!! заодно и поднимусь информативно...)))
Между прочим,очень нужная тема.Недавно столкнулся,хотел резьбу восстановить в чугуне.Пробовал наплавить латунь,серебросодержащий припой,затем метчиком пройтись.Ни хрена не вышло,правда боялся сильно деталь греть,чтобы графит не выжечь.
TEA737 30-05-2015 13:26цитата:Originally posted by VadKudryavtsev:Между прочим,очень нужная тема.Недавно столкнулся,хотел резьбу восстановить в чугуне.Пробовал наплавить латунь,серебросодержащий припой,затем метчиком пройтись.Ни хрена не вышло,правда боялся сильно деталь греть,чтобы графит не выжечь.Самый простой способ завтулить, если место позволяет. По крайней мере такой способ никак не ослабляет соединение, а наоборот.oppozit4eg 30-05-2015 18:21Заваривал двое лопнувших тисков. Оба раза хватало на месяц интенсивной работы, дальше снова лопались, но не по шву, а рядом. Заварите и сразу ищите новую деталь, пока свареная живет.
bellkinebay 30-05-2015 19:55цитата:Изначально написано TEA737:Прямо целый диспут. Осталось только патоновцев сюда пригласить с их любимым изречением, что мол мы можем сварить всё что варится, всё что плохо варится и всё что в принципе сварить нельзя...если только это кому-нибудь нужно.На патоновском производстве проволоку для полуавтоматной сварки чугуна делали , ПАНЧ-11 , варить ей было офигенно )) но ценник был ппц - там ~80-85% содержания никель )) Ездил к ним в Киев за этой проволокой brodyaga66 30-05-2015 22:04цитата:Заварите и сразу ищите новую деталь, пока свареная живет.Лучше найти стоящего грамотного сварного, был у нас в автобазе сварной Варил все, что угодно, в том числе чугунину, в том числе тиски, рецензий никогда не было! PS: не поверите, Варил дюраль и алюминий обычным автогеном, видел собственными глазами! Пьянка сгубила, весь район к нему в очередь!stardim 30-05-2015 22:18Дело в том, что если варить сплавом с содержанием никеля от 55-87% и не перегревать выше 200градуссов деталь из чугуна, то зона перегрева очень мала и ее хрупкость(диффузионно, как припой)компенсирует и связывает никель, а выгоревший графит восстанавливает графит из обмазки. Тогда соединение получается, порой, более прочным чем основная деталь и при этом приобретает пластичность. Образование трещин в околошовной зоне говорит о не правильной технологии, а точнее о перегреве. Я лично пробую между проходами с проковкой рукой около шва. Если рука терпит, варю дальше, если нет -жду пока остынет. Делали опыт: приваривал ст.45(пруток D40) торцом к чугунной плите. Потом молодец с 5-ти кг. кувалдой пытался отломать. Ему это удалось после ~ 15 раза, когда пруток согнулся под 45градусов. Причем вырвало чугун куском 100мм в диаметре. Излом получился в 2-3 см. от стального прута от сильных ударов, где чугун не подвергался термическим структурным изменениям. И подобных примеров в практике было множенство.
stardim 30-05-2015 22:25brodyaga66Очень даже поверю!!!:-))) При определенных условиях ничего сложного. Самому приходилось не раз. Просто шов не такой эстетичный как аргонником и более широкий..
stardim 30-05-2015 22:36цитата:Originally posted by миха гаи:Что нельзя сварить то клепают ... Ну а диспут тем и хорош, что разные мнения... Опять же возраст разный...))) я вот когда свой 5 разряд уже имел, мой собеседник-коллега по профессии только школу наверное окончил...))) тем и ценнее его повествование, разные времена , разные технологии... Свой 5 разряд я получил, когда мне было 19 лет в 1993г. Как сварщик аммиачных жидкостных магистралей Имел все допуски под высокое давление(14шт) и клеймо. Я тоже ранний!:-))))TEA737 30-05-2015 22:44цитата:Originally posted by bellkinebay:На патоновском производстве проволоку для полуавтоматной сварки чугуна делали , ПАНЧ-11 , варить ей было офигенно )) но ценник был ппц - там ~80-85% содержания никель )) Ездил к ним в Киев за этой проволокой В свое время тоже был у них в командировке. Договаривался сварить несколько бронированных МШ. В результате, сделали на Янтаре из корабельной стали. Получилось на 5тн тяжелее и намного дешевле... Но то, что патоновцы были лучшими, признавали все в СССР. Сейчас, поди остались только рожки, да ножки от былой славы.stardim 30-05-2015 22:53Институт Патона консолидировал в себе в то время все лучшие кафедры сварки, лаборатории и умы того времени, которые были из всего Союза, а не работали именно там. Множество якобы "Патоновских" разработок было сделано в Бауманке в МСК, в Ростове и-на-Дону и т.д.... Просто именно в и.Патона их проще было воплотить в жизнь. Да и что греха таить, в Украине работало много светлых голов.. Заводские базы позволяли выращивать достойные кадры!
Gustav 31-05-2015 01:23цитата:Изначально написано спай:Как думаете, можно починить сваркой ? или еще каким от способом ?[/URL]Вы же из Москвы судя по профайлу. Центральные Экспериментальные Сварочные МастерскиеКаланчевская 20.Опыт у них в таких делах большой. Ни одна чугунная деталь (а детали были серьезные по требованиям к геометрии и нагрузкам) после их сварки не развалилась. Но конечно смотреть желательно что и как делают чтоб ученики и близко не стояли.
stardim 31-05-2015 07:10"Ога... а про фаски по подробнее можно ?"
Да, забыл сказать.... На чугунах фаски необходимо разделывать не как на сталях U или V-образно, а более широко и плавные переходы зон. Чтобы не было острых углов. Это уменьшает напряжения в околошовных зонах и в самом шве.
Семен Михалыч 31-05-2015 16:44Госода, если тиски сломались когда были целые без сварки, то со сваркой тем более сломаются.))
Тиски на заклепках, ну не знаю, что это такое будет.)
Кстати советских фрезерных тисков не видел поломанными ни разу.
Колхозник64 04-06-2015 13:04picture uploading1117
Колхозник64 04-06-2015 13:09picture uploading1345
Колхозник64 04-06-2015 13:12Образовалась лишняя картинка и редактировать Ганза не даёт.Пишу следующим уже постом.Такой чугун варится. Хотя шоб приварить хорошо надо потратить достаточно времени и повозиться.1) Выбрать болгаркой до самого корня шва чтобы проварить насквозь и без непроваров.2) Первый, корневой, шов варить с медью и не дилетантски проволочкой мотать электрод , а вводить в дугу медную присадку так чтобы меди было чуть ли не больше железа. Такая техника схожа с техникой сварки газовой горелкой. Дуга ни в коем случае не должна хватать воздух.3) Прихватки тоже нужны и так же с медью.4) Электрод должен быть не толще 3мм. Чем слоёв больше тем лучше. Варить обязательно обратной ступенькой, коротким шагом. На фото видны и электрод и медь - для наглядности. Электроды того же типа что и УОНИИ 13/55 , полярность обратная.
ЗЫ. Надо учитывать тепловое расширение. Это как головку блока тянут не абы как , а в определённом порядке для равномерности напряжений.Так и тут , не тупо взял и попёр по прямой, а то там , то там, по обстоятельствам.
миха гаи 04-06-2015 20:11Вот!!! Наш человек
Путей много! Главное, чтобы был результат хорошим!;-)))
guns.allzip.org
Сварка чугуна — википедия фото
Сварка чугуна — технология сварка изделий из чугуна. Чугун является трудносвариваемый металлом. Он сваривается плавящимися или неплавящимися электродами с подогревом или без него.
Свойства чугуна
Чугун представляет собой сплав железа с углеродом. Содержание углерода в чугуне - около 2,14%. Углерод придаёт сплавам железа твёрдость, снижает пластичность и вязкость. Углерод в чугуне содержатся в виде цементита и графита.
Температура плавления чугуна — от 1 150 до 1 200 °C , что на 300 °C ниже, чем у чистого железа. Теплопроводность чугуна ниже, чем у сталей, коэффициент теплового расширения такой же. Электропроводность чугуна зависят от распределения включений графита.
При быстром охлаждении чугуна от температуры более 750°С металла, графит превращается в цементит, при это чугун превращается из серого в белый. Образуется закаленная структура с внутренними напряжениями, приводящими к трещинам.
Особенности сварки
Трудности сварки чугуна обусловлены образованием трещин из-за включений графита; выгоранием углерода и образованием пор в шве; образованием тугоплавких окислов с температурой плавления выше, чем у чугуна; его высокая жидкотекучесть.
Чугун сваривается ручной дуговой сваркой плавящимися (ЦЧ-4) или неплавящимися (вольфрамовый, угольный, графитовый) электродами в подогревом или без него. Сварочные напряжения, возникающие в шве при охлаждении металла снимаются проковкой швов.
При холодной сварке чугуна используются электроды марки Zeller:
- Zeller 855 предназначен для сварки и наплавки всех свариваемых видов чугуна: высокопрочного чугуна (с шаровидным графитом) и ковкого чугуна, а так же для сварки чугуна со сталью без предварительного нагрева. Идеально подходит для ремонтной сварки чугунных станин, корпусных деталей: блоков цилиндров, двигателей, коробок передач, штампов из модифицированного чугуна и т.д.
- Zeller 888 предназначен для сварки и наплавки тонких, замасленных деталей из серого чугуна, высокопрочного чугуна (с шаровидным графитом), ковкого чугуна, а также для сварки этих марок чугуна между собой и чугуна со сталью, без предварительного подогрева.
- Zeller 866 предназначен для сварки и наплавки высокопрочного чугуна (с шаровидным графитом) и ковких видов, а также для сварки этих марок чугуна между собой, чугуна со сталью. Рекомендуется для сварки чугуна низкого качества, восстановления дефектов литья. Идеально подходит для соединения промасленного загрязненного примесями и ржавчиной чугуна, за счет более агрессивной сварочной дуги.
- Zeller 800 для наплавки первого связующего слоя на термонагруженный, перенасыщенный углеродом чугун и чугун низкого качества.
При горячей сварке металл предварительно подогревается до 500—700°С. Используются чугунные электроды со стержнями марок А и Б — ОМЧ-1 и УЗТМ-74. Электроды должны быть большого диаметра — от 8 до 16 мм.
Для повышения качества шва при сварке чугуна проводится подогрев детали и ее медленное охлаждение после сварки.
Литература
- Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. М.: Машиностроение, 1978.
- Глизманенко Д. Л. Сварка и резка металлов. М.: Высшая школа, 2002.
- Лашко Н. Ф. Лашко-Авакян С.В. Металловедение сварки. М.: Машгиз, 2002.
- Рыбаков В. М. Дуговая сварка. М.: Высшая школа, 2003.
- Соколов И. И. Дуговая сварка и резка металлов. М.: Высшая школа, 2003.
- Яковлев А. П. Фоминых В.П. Электросварка. М.: Высшая школа, 2002.
Ссылки
org-wikipediya.ru
Сварка чугуна без подогрева
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Холодную сварку чугуна выполняют различными электродами — стальными, чугунными, комбинированными, медными, медно-никелевыми, из никелевого аустенитного чугуна.
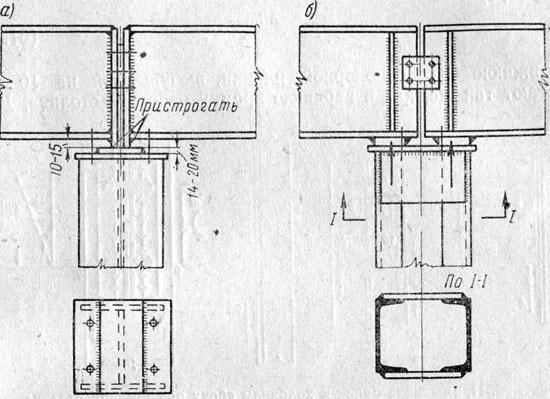
Сварку стальными электродами с применением шпилек применяют при ремонте тяжелых и громоздких чугунных деталей. В восстанавливаемой детали выполняют разделку под углом 90°, нарезают отверстия и вворачивают шпильки. Высота возвышения шпильки над поверхностью должна составлять 0,5...1 диаметра шпильки (но не более 5...6 мм), а глубина ее посадки — 1...2 диаметра. В процессе сварки сначала обваривают шпильки кольцевыми швами, затем участки между обваренными шпильками заполняют электродным металлом, обычно применяя электроды ф 3...4 мм. Сварку ведут при пониженной силе тока (для электродов ф 3 мм—90...100 А), что позволяет уменьшить отбеливание чугуна.
При ремонте неответственных чугунных изделий небольших размеров шпильки не применяют.
Сварку чугунными покрытыми электродами применяют для исправления дефектов чугунного литья. Прутки изготовляют из чугуна марок А и Б или из никелевого аустенитного. Этими электродами можно производить сварку только в нижнем положении.
Сварка медно-железными электродами обеспечивает достаточные пластичность и плотность шва; ее широко применяют для заварки трещин в блоках цилиндров. Наиболее широко используемые электроды — ОЗЧ-1 и МНЧ-1. Электрод состоит из медного стержня и основного покрытия, в состав которого входит 50 % железного порошка. При сварке используют постоянный ток обратной полярности; сила тока для электрода ф 3 мм составляет 90...120А, ф 4 мм — 120...140 А, ф 5 мм — 160...190 А. Сварку ведут участками длиной 30...50 мм с тщательной проковкой каждого слоя.
Кроме электродов ОЗЧ-1 и МНЧ-1, изготовляемых промышленностью, применяют и самодельные электроды: медный стержень 0 3...6 мм с оплеткой из жести или проволоки, покрытый меловой обмазкой; медный стержень в железной трубке со стабилизирующим покрытием; пучок из медных и стальных электродов.
Сварку медно-никелевыми покрытыми электродами применяют для устранения дефектов чугунного литья. Никель и медь не растворяют углерод и не образуют структур с повышенной твердостью после нагрева и быстрого охлаждения. Однако недостатком медно-никелевых сплавов является большая объемная усадка, способствующая образованию горячих трещин. В связи с этим их применение может быть рекомендовано только для исправления дефектов объемом до 10...12 см3.
При сварке медно-никелевыми электродами необходимо выполнять следующие требования: глубина расплавленного основного металла должна составлять не более 0.5...2 мм; длина шва не должна превышать 40...60 мм; толщина накладываемого слоя должна быть минимальной; следует тщательно проковывать швы по горячему металлу.
Силу тока выбирают в пределах, рекомендованных для сварки медно-железными электродами.
См. также:
www.autowelding.ru
Особенности сварки чугуна
 Сварщик – профессия, которой нужно обучаться. Есть мастера, которые сами научились, при этом чаще всего дело касается обычной стали. А если дело касается цветных металлов, либо тугоплавких – здесь начинаются трудности. Для решения которых требуются знания и опыт.
Сварщик – профессия, которой нужно обучаться. Есть мастера, которые сами научились, при этом чаще всего дело касается обычной стали. А если дело касается цветных металлов, либо тугоплавких – здесь начинаются трудности. Для решения которых требуются знания и опыт.
Чугун
Этот сплав входит в группу тугоплавких металлов. Его применяемость имеет широкий круг: машиностроение, станкостроение, декоративно-интерьерные элементы, различная утварь и пр. Чугун отличается длительным сроком службы, относительной дешевизной, имеет хорошие литейные свойства.
При это имеет определенные особенности, которые накладывают некоторые сложности с обработкой, в частности со свариваемостью: высокая хрупкость, низкая прочность. Самый частый дефект для данного материала, обусловленный это структурой и составом – трещины. Их можно устранить с помощью сварки.
Особенности сварки чугуна
Одной из особенностей является отсутствие промежуточного пластичного состояния. От нагрева до плавления почти сразу чугун переходит из твердого состояния в жидкое. Прежде чем приступать к процессу сварки – необходимо детально изучить состав. В частности, наличие и долю углеродных вставок. Только после этого можно выбрать верный режим и технологию сварки.
Если большая часть углерода в чугуне присутствует в виде цементита, то такой чугун обладает высокой твердостью и сложно поддается обработке. Такая разновидность сплава называется «белой».
Чугун с большим содержанием графита, за счет присутствия кремния, имеет структуру «серого» чугуна. Он лучше поддается обработке, чем «белый» чугун.
Основное внимание нужно уделить именно области шва, именно здесь могут таиться неприятности. Самая частая проблема при сварке чугуна – это образование трещин. Большое влияние на место шва оказывают кислород и азот, которые содержатся во внешней среде. При их взаимодействии с металлом происходя – нежелательные химические процессы.
Важнейшим моментом является нагрев и охлаждение металла. Абсолютно не желательно быстрое остывание свариваемых частей, иначе могут возникнуть трудности с дальнейшей обработкой. Несмотря на эти затруднения, можно получить качественные сварные швы одним из способов:
- газовой сваркой как без флюса, так и с флюсом;
- электродуговой сваркой плавящим электродом;
- электродуговой сваркой не плавящим угольным электродом;
- аргонно-дуговой сваркой.
Выделяют две основных технологии сварки: холодная и горячая.
При горячей сварке, свариваемые части нагревают до 650оС. Эта технология позволяет получить отличные результаты. Она сложнее и при проведении работ необходимо равномерно прогревать поверхность.
Холодная – без предварительного подогрева, либо с незначительным нагревом с применением специальных электродов: из низкоуглеродистой стали, цветных металлов, аутентичного чугуна. При этом способе охлаждение после работы происходит быстрее, что ведет к хрупкости и может даже привести к появлению трещин.
Самым лучшим способом сварки считается газовая или как по-другому называют – газопламенная. Такой тип сварки будет иметь положительный эффект при устранении повреждений, обеспечивая хорошее качество наплавки. Газопламенная сварка позволяет постепенно и равномерно нагреть детали, что создает хорошие условия для создания надежного шва.
Есть ещё разновидность технологии – TIG, которая также идет с применением газа, чаще всего аргона. Последний вариант в большей степени зарекомендовал себя как подходящий вариант сварки для чугуна.
 Loading ...
Loading ... Похожие статьи:
Статьи по теме:
domdvordorogi.ru
Сварка чугуна электродами
Чугунные изделия плохо поддаются сварке, так как они обладают высоким уровнем хрупкости. Существует метод с применением электродов, который позволяет наиболее эффективно соединить этот сплав.
Перечень факторов, способствующих плохому свариванию чугуна:
- Образование тугоплавких оксидов, возникающих вследствие окисления элементов в сварочной ванне, которые образуют неповаренные участки на сплаве.
- Образование в сплаве твёрдого цементита после быстрого охлаждения соединений методом сварки чугуна. Цементитные места сплава не очень хорошо поддаются дальнейшей обработке.
- При плавке чугуна трудно удерживать сплав и формировать соединение. Так как расплавленный металл вытекает из электродов.
- Для предотвращения трещин на чугунных изделиях, необходимо расплавленный металл постепенно охлаждать. А также медленно доводить до полного расплавления.
- Сплав при полном расплавлении выделяет газы. Они способствуют пористой структуре сварочного шва.
Какие используют виды электродов для сваривания чугуна?
Электроды для сваривания этого типа металла разделяются в зависимости от их стержня. Стрежни изготавливают из таких материалов:
- проволока, состоящая из стали с легирующими добавками;
- проволока из углеродной стали для сварки;
- округлые чугунные прутки;
- проволока из меди.
Для сварки изготавливают электроды из стали, покрывают составом с содержанием ферросилиция. Этот элемент в свою очередь способствует образованию сварочного шва из чугунного сплава. Чаще всего электроды применяют для сваривания простых изделий, не требующих сильных нагрузок в дальнейшем.
Такие электроды используют при сварке чугуна в домашних условиях. Однако, перед началом сварочной работы, следует тщательно изучить технологию, просмотреть видео по данной теме. Привлекая специалистов в результате всего рабочего процесса можно получить высококачественный сварочный шов с использованием электродов.
Проволока, которая необходима для изготовления электродов, маркируется как Св-08 и Св08А. По практическим данным, наиболее востребованы в эксплуатации следующие электроды:
- Электроды из низкоуглеродистой стали (ЭМЧС). Имеют многослойное покрытие, которое обеспечивает защиту места сварки, способствует газообразованию и соединению сварочного шва. Для использования данного типа электродов, нет необходимости нагрева чугуна. Применять их можно только для сварки чугунных изделий толщиной не более 10 миллиметров.
- Электроды марки ЦЧ-4. Этот вид наиболее часто используют при сварке чугунного сплава. Составляющие стальные компоненты при взаимодействии с углеродом образуют соединения из карбида, которые не растворяются в металле.
- Электроды МНЧ-1. В них стержень состоит из сплава меди и никеля. При сварке шов получается довольно устойчивым к повреждениям, хорошо обрабатывается. Также за счёт графитизации шва и малого количества растворимых углеродов снижается риск образования цементитна в соединениях сплава.
- Электроды с чугунным стержнем. Производятся с двумя видами покрытия: состав углекислого бария с карборундом и графитообразующих элементов. Первый тип соединяется жидким стеклом. Также электроды для сваривания чугуна могут быть произведены из комбинированных стержней.
Loading ... Похожие статьи:
Статьи по теме:
domdvordorogi.ru