Большая Энциклопедия Нефти и Газа. Что значит усиление шва снять
Способ контроля качества сварных швов (после снятия валика усиления) изделий
ОПИСАНИЕ
ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
) 67063
Союз CîàeTñêèx
Соцмпнстнческих
Роспу Опик
"Фф М
Зависимое от авт, свидетельства М
Заявлено 12.Х1.1963 (И -865120/23-8) Кл. 42k, 46ое с присоединением заявки К0
Приоритет
Государственный ко итвт Ао д8лвм кзобр тйкий и открытий СССР
МПК G 01п
Опубликовано 12.М1.1964. Бюллетень _#_o 24
Дата опубликования описания 13 1.1965
УДК
У (! я (:й
Авторы изобретения
В. И. Рыжов-Никонов и И. Н. Ермолов
Центральный научно-исследовательскйй институт технологии и ма1пин0Строення
Заявитель
СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ (ПОСЛЕ СНЯТИЯ ВАЛИКА УСИЛЕНИЯ) ИЗДЕЛИЙ
Oooizucvaa группа Лб 116
Известны способы контроля качества изделий поверхностными ультразвуковыми волнами, с помощью которых выявляются дефекты по отражен ию от них поверхностных ультразвуковых волн. Однако эти способы нс позволяют измерить глубину провара сварных швов.
Предложенный способ контроля качества сварных швов (после снятия валика усиления) издел ий отличается тем, что, с целью измерения глубины провара сварного шва, частоту ультразвуковых колебаний варьируют и определяют граничное значение частоты, при котоpoiM происходит резкое возрастание и тепсивности отражения поверхностных ультразвуковых волн от сварного шва.
На чертеже изображена схема контроля выпускных клапанов с натриевым наполнением поверхностными ультразвуковыми волнами.
Ультразвуковые волны, возбуждаемые искателем 1, через слой контактной жидкости 2 подают на поверхность тарелки клапана 8 и возбуждают поверхностные волны 4, которые проходят через зону сварки 5. Для контроля сварного шва по всей его длине клапан поворачивают вокруг его оси на 360, Фиксация дефектов осуществляется по отражательному эхо-методу дефектоскопии. Однако для фиксации дефектов можно применить и теневой метсд, при этом источник ультразвуковых колебаний и приемник ультразвука располагают со стороны тарелки клапана по обе стороны сварного шва (на чертеже не покал н) 10 Прсдмет изобретения
Способ контроля качества сварных швов (после снятия валика усиления) изделий, например выпускных клапанов с натриевы м наполнением, состоящий в том, что вдоль по15 верхности изделия возбуждают поверхностные ультразвуковые волны, а наличие непровара или других дефектов сварного шва определяют но интенсивному отражению от них поверхностных ультразвуковых волн, отличающийся
20 тем, что, с целью измерения глубины провара сварного шва, частоту ультразвуковых колебаний варьируют и определяют граничное значение частоты, при котором происходит резкое возрастание интенсивности отражения поверх25 i".остных ультразвуковых волн от сварного шва.
Составитель Л. Н. Соколова
Редактор Л. М. Жаворонкова Техред Ю. В. Баранов Корректор M. П. Ромашова
Заказ 3599/13 Тираж 1050 Формат бум. 60)(908 Объем 0,13 изд. л. Цена 5 коп.
ЦНИИПИ Государственного комитета по делам изобретении и открытий СССР
Москва, Центр, пр. Серова, д. 4
Типография, пр. Сапунова, 2


www.findpatent.ru
Усиление - сварные шв - Большая Энциклопедия Нефти и Газа, статья, страница 4
Усиление - сварные шв
Cтраница 4
К наружным дефектам относятся занижение размеров и превышение усиления сварных швов, смещение шва от оси, подрезы ( рис. 156), наплывы, усадочные раковины, незаплавленные кратеры, наружная пористость, трещины, выходящие на поверхность шва или околошовной зоны. К наружным дефектам относятся также неравномерность ширины и катета шва и крупная чешуйчатость валика. [46]
Перед изготовлением выпуклых днищ из сварной заготовки необходимо снимать усиление сварных швов до выполнения штамповки. Снятие усиления сварных швов механическим способом предусматривают на всех участках, подлежащих пластической деформации или соприкосновению со штампом. [47]
Также возникают местные напряжения в зонах конструктивных концентраторов напряжений: усилений сварных швов, врезок, переходов. Локальные изгибные напряжения возникают в местах нарушений правильной формы сечения труб - вмятинах, гофрах, овалах. Существуют также компенсационные напряжения: мембранные и изгибные, обусловленные ограничениями свободы перемещения МГ. [48]
Результаты статистической обработки ( около 500 замеров) параметров Н, Ъ и R усиления сварных швов, выполненных на флюсо-медной подкладке и медном скользящем ползуне, показали характерный для этих способов сварки весьма плавный переход от шва к основному металлу. [50]
Фрезерная машина ФП-3 предназначена для фрезерования корней швов после сварки для последующей подварки, снятия усилений сварных швов, обрезки припусков на листах алюминиевых сплавов и для фрезерования пазов. [51]
В аппаратуре, изготовляемой из двухслойных сталей, и работающей в условиях коррозионной среды, снятие усиления сварных швов со стороны плакирующего слоя заподлицо с внутренней стенкой не рекомендуется. [52]
В результате ошибки, допущенной в проекте, потребовалось усиление сечений почти всех раскосов, а также усиление сварных швов, прикреплявших эти раскосы к узловым фасонкам. [53]
Новым в области усиления конструкций за последние годы является более смелое применение конструкций, усиливаемых под нагрузкой, и усиление сварных швов в напряженном состоянии. [54]
На свариваемых трубах обязательно надо снимать фаски под углом 35 - 45, притупление на скосе кромок так же, как и усиление сварных швов, необязательно. Для получения большой механической прочности сварного соединения в корне шва при сборке оставляют зазор 0 5 - 1 мм, который должен тщательно заполняться прутком диаметром 2 - 3 мм с тем, чтобы валик выступал несколько внутрь трубы. [55]
Магнитографический метод контроля осуществляется при автоматической сварке в защитных средах и ручной сварке без грубой чешуйчатости, если неровности на поверхности валика усиления сварных швов не превышают 1 0 мм, а высота валика усиления составляет 2 5 мм для труб с толщиной стенки до 8 мм и не более 3 мм для труб с толщиной стенки свыше 8 мм. Магнитографический метод контроля должен осуществляться современным магнитографическим оборудованием) ( МДУ-1, МДУ-2 и др.) специально подготовленными квалифицированными магнитографами. [56]
Надежность сварных стыков трубопроводов, изготовленных из жаростойких и жаропрочных сталей и работающих при высоких температурах в условиях ползучести, повышается при снятии усиления сварных швов и обработки их наружной поверхности до плавного сопряжения с основным металлом. [57]
Этот процесс весьма эффективен в прост в освоения, его используют для поверхностной обработки ( выборки канавок, удаления дефектов, разделки отливок, снятия усилений сварных швов и др.) углеродистых и легированных сталей. Несколько труднее обрабатываются чугун н цветные металлы, поскольку затруднено удаление малоподвижных продуктов расплавления. [58]
Страницы: 1 2 3 4
www.ngpedia.ru
Усиление шва, влияние на прочност
Следовательно, в стыковых соединениях низкоуглеродистой стали все дискретные шлаковые включения (см. табл. 2) при наличии усиления шва и проплава влияния на прочность не оказывают. Шлаковые включения, так же как и поры, начинают снижать выносливость при коэффициенте концентрации формы шва /Сф == 1, т. е. в стыковых швах, у которых полностью снято усиление шва [c.169]
Рассмотренный расчет на прочность по методу предельного состояния [88, 89] не учитывает возможной неравномерности в распределении напряжений и концентрации напряжений в сварной трубе вследствие отклонения сечения от правильной геометрической формы [60] из-за наличия усиления сварного шва, смещения кромок в нем, овальности и т. п. Предполагается, что если указанные зоны концентрации напряжений возникают в стенках трубы, то они сглаживаются за счет местной пластической деформации, и это не отражается на общей несущей способности трубы, которая определяется ее прочностью на разрыв от воздействия внутреннего статического давления. Указанное положение об отсутствии влияния концентрации напряжений на несущую способность труб при статическом нагружении было проверено рядо.м экспериментальных исследований. [c.140]
Поверхность сварного шва основной группы образцов снималась резцом заподлицо с основным металлом. У части образцов усиление шва не снималось для выявления влияния этого усиления и концентрации остаточных напряжений на усталостную прочность. [c.31]
Результаты исследования (см. табл. 3) свидетельствуют также о том, что остаточными напряжениями, не оказывающими заветного влияния на сопротивление усталости сварных соединений, в нашем случае являются напряжения 3—4 кгс/мм . Остаточные напряжения, достигающие 10—12 кгс/мм, могут снижать предел выносливости на 10—15%, а напряжения 20—30 кгс/мм на 20— 40%. Снижение усталостной прочности возрастает при наличии концентраторов напряжений (усиление шва, структурная неоднородность и т. п.). [c.39]
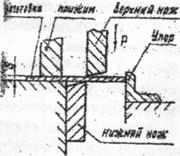
Испытания на длительную прочность при изгибе могут проводиться не только на трубчатых, но и на образцах другой формы сплошных цилиндрических (рис. 79, б) или плоских (рис. 79, в). В последнем случае толщина образца может быть принята равной толщине стенки, а усиление шва оставлено, что позволяет оценить влияние концентратора в вершине шва. Испытания проводятся либо на специальных установках, либо на обычных машинах на растяжение с использованием приспособления типа, показанного на рис. 81 [27]. Для цилиндрических образцов [c.136]
Под влиянием дефектов сварки произошло снижение усталостной прочности на 25—60%. Масштабный эффект для сварных деталей с концентрацией напряжений (усиление шва, подрез, резкий обрыв шва и др.) проявляется в большей степени, чем для деталей с устраненными концентраторами напряжений. [c.55]
| Рис. 37. Влияние угла 0 усиления шва на прочность стыковых соединений с прокатной окалиной ( ) и без нее (2) | 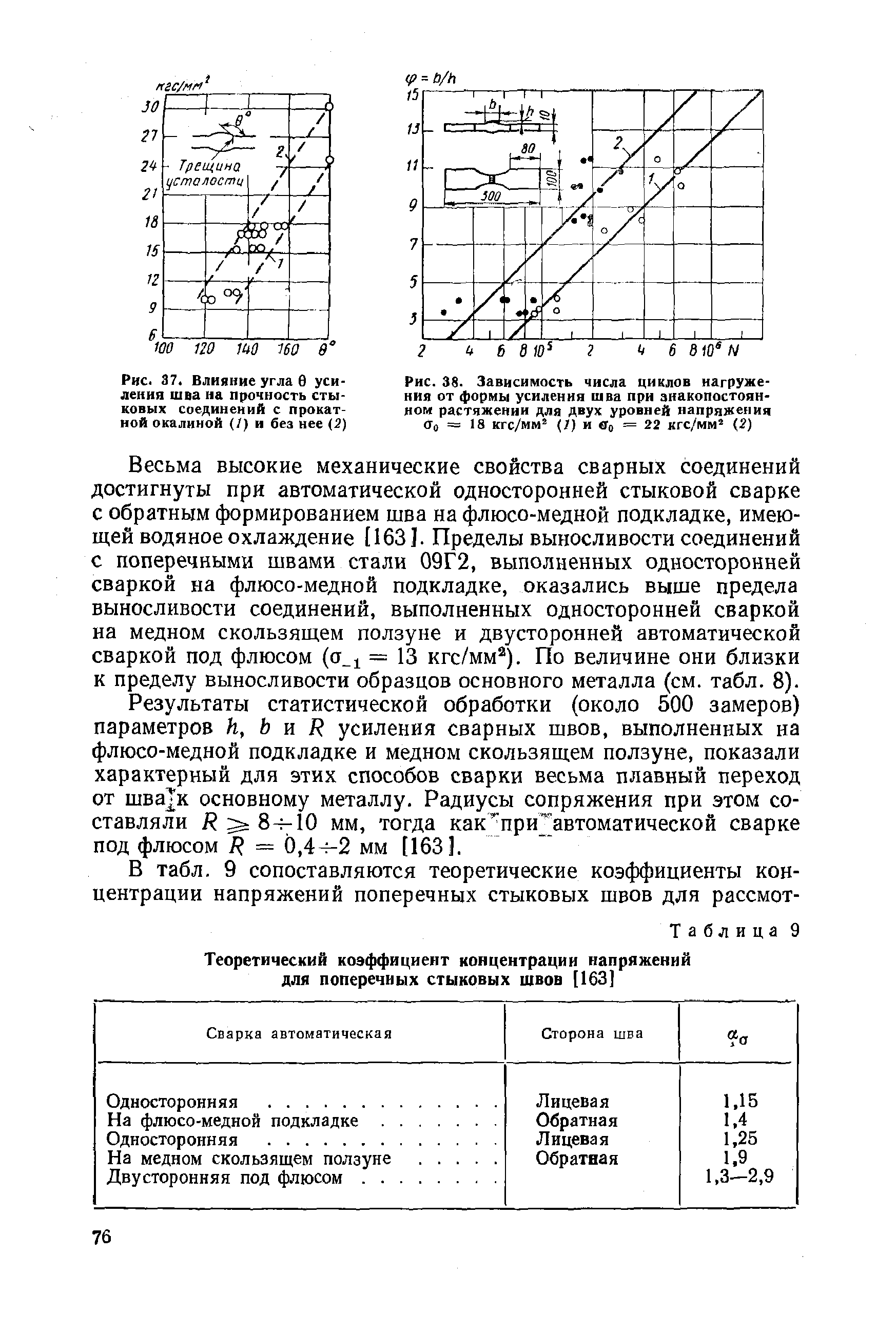 |
Усиление сварного шва и качество обработки поверхности шва. Изучение усталостных разрушений поперечных стыковых соединений показывает, что геометрическая форма усиления сварного шва оказывает существенное влияние на сопротивление усталости. Если в стыковом соединении углеродистой стали не имеется значительных дефектов, то при удалении усиления сварного шва можно ожидать повышения предела выносливости соединения, что подтверждается большинством испытаний. Однако количественное значение повышения прочности при удалении усиления зависит от качества сварки. [c.143]
Усиление шва оказывает одинаковое влияние на вибрационную прочность при растяжении стыковых соединений без дефектов из низкоуглеродистой стали и стали ЗОХГСНА (без термической обработки после сварки), р=1,6-1-1,7. При симметричном изгибе чувствительность несколько выше (р = 2). С уменьшением толщины соединяемых листов влияние усиления шва проявляется в меньшей степени ( 3= 1,4 1,5). [c.59]
Исследованиями подтверждено также, что пористость в стыковых соединениях с неснятым усилением, характер которой изменяется в достаточно широких пределах (от единичных и групповых пор и до их расположения в виде цепочки внутри шва и на поверхности), не оказывает резкого влияния на снижение вибрационной прочности. [c.11]
С непроваром снижается не пропорционально изменению глубины непровара (рис. 2, кривая 2). В этом случае непровар необходимо рассматривать не только как фактор, уменьшающий сечение шва, но и как концентратор напряжений, влияние которого на прочность соединений, как будет показано ниже, не может быть скомпенсировано полностью увеличением усиления шва и проплава. Чувствительность или отсутствие чувствительности сварных соединений к дефектам по предлагаемой методике будет зависеть также от соотношения между прочностью металла шва ((т , а ) и основного металла. [c.155]
Влияние вольфрамовых включений на выносливость исследовали на сварных образцах из алюминиевых сплавов А1—Mg—Мп (МР5/60) сечением 6,3 х 32 мм с усилением и 6,3 X 22 мм без усиления шва. Испытания проводили при аксиальном пульсирующем растяжении на базе 5 10 циклов (г = 0) с частотой 1000 цикл/мин. При оценке влияния внутренних вольфрамовых включений на усталостную прочность учитывали суммарную вели- чину площади включений, определяемую по рентгеновским снимкам. [c.64]
Усиление шва заметно не влияет на статическую прочность. Усиление шва любых размеров, как правило, не снижает статической прочности, однако сильно влияет на предел выносливости сварных соединений. Чем больше усиление шва и, следовательно, чем меньше угол перехода от основного металла к наплавленному, тем больше его влияние на предел выносливости. [c.69]
Большое влияние на предел выносливости оказывает очертание поверхности швов. У выпуклых стыковых швов он более низкий, чем у гладких весьма хорошие результаты получаются при снятии усилений стыковых швов или при их обработке, обеспечивающей плавный переход от шва к основному металлу. Получить соединения с хорошей прочностью можно не только при сварке прокатных элементов, но и при сварке литых деталей или прокатных с литыми. [c.139]
Непровар в середине стыкового шва (рис. 4) оказывает меньшее влияние на прочность соединения, чем непровар корня. Это можно установить при сопоставлении результатов испытания образцов с непроваром корня шва (рис. 3) с результатами, полученными Е. К. Орленковым (МВТУ) при испытании плоских стыковых образцов без усиления с непроваром в середине шва на низкоуглеродистой стали, сваренной под флюсом ОСЦ-45 проволокой Св. 08А. Сварка по указанной технологии позволила получить наплавленный металл с rj =50 кГ/мм и 0 =30 кГ/мм при механических характеристиках основного металла Од =40 кГ1мм и аг=19 кГ1мм . При непроваре до 50 [c.50]Усталостная прочность сварных соединений. Усталостная прочность сварных соединений опреде 1яется глaвньJM образом тремя факторами конструктивным оформлением сварного соединения, качеством металла шва и околошовной зоны и наличием сварочных напряжений. Фактор конструктивного оформления—общий для сплавов различной основы, поэтому его влияние подобно влиянию на а сварных соединений стальных или алюминиевых конструкций. Исследованием усталостной прочности металла шва и околошовной-зоны установлена большая ее зависимость от качества присадочного материала, тщательности защиты от поглощения газов из воздуха расплавленным и нагретым металлом во время процесса сварки, наличия в сварном шве различного рода дефектов (непроваров, пористости и пр.) [ 148]. При определении пределов выносливости сварного соединения усиление шва механически удаляли, чтобы.в чистом виде вьшвить усталостную прочность сварного соединения по сравнению с таковой основного металла. [c.156]
Поэтому в соединениях большой толщины (втавр, а такн[c.226]
По экспериментальным данным сопоставлена чувствительность сварных стыковых соединений из низкоуглеродистой стали, сталей Х18Н9Т, ЗО.ХГСНА и сплава Д16Т к технологическим концентраторам (непровару, усилению шва) при стат (ческих и вибрационных нагрузках. Показано влияние вида нагружения (растяжение, изгиб) и расположения концентратора (непровара) в сварном шве на прочность и пластичность стыковых соединений. Таблиц 4, иллюстраций 15, библиографий 6. [c.262]
Аналогичные данные о преобладающей роли формы сварного стыкового шва при оценке влияния пористости на прочность сварных соедипспий прь псроленных нагрузках получали при испытании плоских стыковых образцов с порами в середине шва и без пор из низкоуглеродистой стали (см. рис. 38). Разрушение соединений во всех случаях происходило по границе перехода от усиления шва к основному металлу. [c.63]
На сварных образцах из стали Х15Н9Ю в зоне термического влияния обнаружено интенсивное межкристаллитное разрушение. У сварных образцов из листов толщиной 10 мм наблюдалось усиленное разрушение основного материала на расстоянии 3— 5 мм от металла шва. На сварных образцах, подвергнутых термической обработке (нормализации при 950—975° С, обработке холодом и старению при 350—400° С), не обнаружено преимущественного разъедания в какой-либо зоне сварного соединения. Этот режим термической обработки обеспечивает также высокую коррозионную стойкость основного материала и совпадает с режимом, рекомендованным для получения высокой прочности стали марки Х15Н9Ю. [c.568]
А. А. Россошинский и Б. С. Касаткин исследовали влияние никеля, хрома, марганца и кремния на механические свойства сварных швов при автоматической сварке и установили, что введение от 1 до 2% никеля повышает прочность при сохранении пластичности и снижает температурный порог хладноломкости металла швов. Введение никеля свыше 2% сопровождается резким усилением дендритной неоднородности, снижением пластичности и ударной вязкости. Хром снижает пластичность и ударную вязкость металла шва. [c.493]
Исследовано влияние непровара на предел выносливости сварных образцов с усилением из стали СтЗ при пульсирующем цикле растяжение-сжатие. Непровары в центре Х-образного шва создавали ручной сваркой пластин без зазора с большим притуплением стыкуемых кромок. Непровары в корне У-образ-ного шва имитировали прорезами различной глубины. Непровары сильно снижают предел выносливости сварных швов У-образной формы. Непровары в центре Х-образного шва глубиной 20 —50% снижают предел выносливости на величину, составляющую до 20% прочности бездефектного шва. [c.48]
mash-xxl.info
Усиление шва снять что значит. Сварные швы и соединения. виды, обозначение, параметры, классификация сварных швов
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно -80 "Швы сварных соединений, ручная дуговая сварка" и -76 "Швы сварных соединений, сварка в защитных газах"):
- стыковое – "С"
- торцевое – "С"
- нахлесточное – "Н";
- тавровое – "Т";
- угловое – "У".
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Все сварные соединения могут быть выполнены:
| односторонними (SS)*, когда источник нагрева перемещается с одной стороны соединения; | |
| двусторонними (BS)*, когда источник нагрева перемещается с двух сторон соединения. В таком сварном соединении корень стыкового шва находится внутри сечения. |
* - обозначения, принятые в международных стандартах.
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 "Условные изображения и обозначения швов сварных соединений"
В соответствии со стандартом -72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
Буквенно–цифровое обоз
welder-gid.ru