







Как правильно сваривать металл сварочным инвертором? Как научиться сваривать металл инвертором
Видеоурок по сварке для начинающих. Как научиться сваривать металл инвертором. Подготовка к работе с инвертором.
В домашнем хозяйстве часто возникает потребность в надёжном соединении каких-либо металлических деталей. В таких случаях оптимальным решением является сварка, позволяющая сделать работу быстро и качественно. Сварочные устройства инверторного типа эффективнее своих классических предшественников примерно в два раза. Научиться работать с ними можно самостоятельно после изучения предлагаемой инструкции.
Что необходимо подготовить:- Инвертор сварочный;
- Защитную одежду и обувь;
- Маску;
- Щётку стальную;
- Молоток;
- Электроды.
В сварке, как и в каждом стоящем деле, всё приходит с опытом. Постоянно практикуя, с каждым последующим разом сварочный стык будет выходить лучше. Освоение тонкостей сварочного дела позволит легко решать множество проблем, всегда появляющихся у себя дома или на даче.
Сварка – это одна из достаточно сложных, но крайне востребованных технологий работы с металлами. Куда не кинешь взгляд – обязательно используются сварные соединения. Без этого процесса не обходится ни одно промышленное производство, строительная компания, ремонтное или сервисное предприятие. Незаменимой становится сварка и при строительстве и благоустройстве собственного жилья.
Но вот проблема – сварные работы требуют определенной подготовленности. Можно, конечно, при необходимости обращаться к мастерам сварщикам по объявлениям, или к своим знакомым, владеющим необходимыми навыками. Но лучше все же поставить перед собой вопрос — как научиться работать электросваркой самостоятельно, чтобы не быть ни от кого зависимым. Сегодня, когда домашнее сварочное оборудование перестало быть проблемой, умение проводить такие работы, особенно для собственника индивидуального жилья – неоценимый плюс, так как множество проблем просто перестанет существовать.
Но прежде всего необходимо разобраться с основными понятиями электросварки и приобрести необходимое оборудование и снаряжение. Сварка – это такой технологический процесс, где от оснащенности рабочего места напрямую зависит и качество работы.
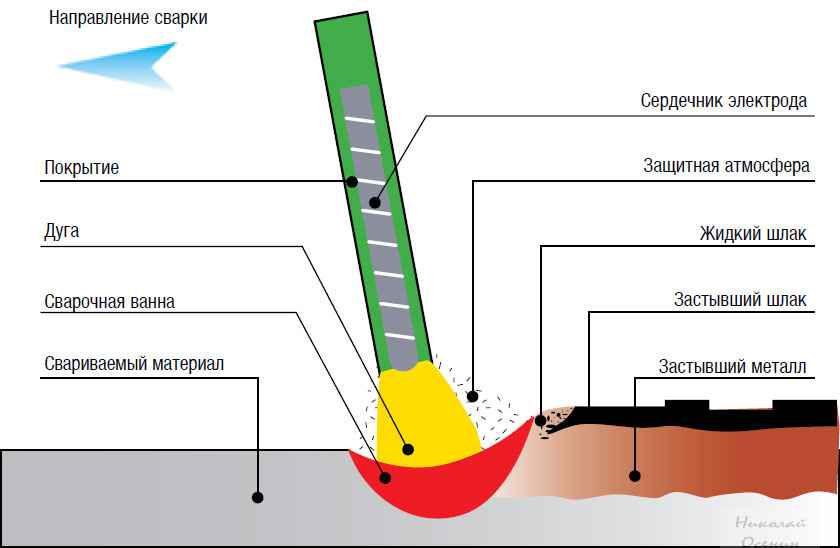
Сама суть электросварки заключается в следующем. Силовая установка вырабатывает мощный сварочный ток, который по кабелям подводится к рабочему посту. Между электродом и поверхностью свариваемого металла создается электрическая сварочная дуга – устойчивый разряд, характеризующийся высочайшими температурными показателями. Это приводит к плавлению металла и присадочного материала. Образуется так называемая сварочная ванна – область расплава, контролируя и направляя которую сварщик формирует шов. После снятия дуги происходит кристаллизация расплавленного металла и создается прочное монолитное соединение деталей.
Эта очень упрощенно описанная схема реализуется в нескольки
cityshin.ru
Как научиться сваривать металл — советы для начинающих
Апрель 28, 2017
Современная сварочная техника имеет доступную цену и большие возможности по соединению металлических заготовок различными способами. Закономерное желание сэкономить не позволяет переплачивать сторонним специалистам или учиться на дорогостоящих курсах. Чтобы понять самому, как научиться сваривать металл, нужны советы для начинающих от более опытных людей. Лёгкие и мощные инверторные аппараты обладают набором нескольких полезных функций, существенно облегчающих рабочий процесс и саму процедуру обучения. Мы расскажем подробно об этих агрегатах и наиболее простых способах сварки различных материалов.
Сварка металлов и необходимые инструменты
Процесс сваривания металлов становится возможным, благодаря воздействию на заготовки мощного переменного постоянного или импульсного тока короткого замыкания. В этот момент температура в месте контакта детали и электрода достигает 6000оС, что позволяет расплавить металл и частично испарить его. Также испаряется флюс, создавая газовую сферу, защищающую зону сварочной ванночки от агрессивной кислородной среды.
Покрытый флюсом электрод или сварочная проволока и материал заготовки, расплавляясь, позволяют получить соединительный шов, который при остывании даёт цельное, монолитное соединение деталей.

Этот процесс делает возможным возникновение сварочной дуги, именно в зоне её действия происходит выделение большого количества теплового и светового излучения. Если правильно подобрать напряжение и силу тока, то с помощью дуги, длиной около 5 мм, можно достигать оптимального расплава в сварочной ванночке и соединять детали качественным, прочным швом.
Поскольку при работе появляются брызги расплавленного металла и мощное световое излучение с ультрафиолетовой и инфракрасной составляющей, то необходимо принять меры для защиты зрения и кожного покрова. Поэтому прежде чем понять, как научиться сваривать металл нужно приготовить защиту и подобрать инструменты для работы, а именно:
- защитные краги и специальная одежда сварщика;
- сварочная маска типа Хамелеон для защиты органов зрения;
- молоток и металлическую щётку для очистки шва от шлака;
- струбцины или специальные магниты для фиксации деталей в нужном положении;
- устойчивый и прочный сварочный стол;
- углошлифовальная машина (болгарка) используется для зачистки и раскроя заготовок;
- электроды, соответствующие толщине свариваемого металла;
- кабели с зажимом и держателем электродов, а также удлинитель;
- сварочный инверторный аппарат.
После подготовки инструмента нужно обеспечить надёжное электрическое соединение сварочных кабелей и сетевого подключения 220 В или 380 В в зависимости от типа инвертора. Покрытые штучные электроды для обучения лучше выбирать сухие и новые диаметром от 2 до 4 мм. Сетевой удлинитель не должен быть длиннее 25−30 метров с жилами сечением не менее 2,5 мм2, а сварочные кабели не более 3 метров длиной с сечением 50 мм2.
Очень важно перед началом работ ознакомиться с инструкцией по эксплуатации инверторного аппарата и способом подключения электрических кабелей, чтобы избежать поражения током.
Виды сварочных инверторов
Сварочная аппаратура нового поколения позволяет соединять металлы и разнообразные сплавы, включая алюминий, медь, чугун, оцинкованную и нержавеющую сталь, а также титан и бронзу. Для таких материалов крайне важно подобрать не только соответствующие электроды или сварочную проволоку, но и правильно выбрать инверторный агрегат с нужными характеристиками. Разнообразные модели с доступными ценами дают возможность варить металл разного качества и даже разнородный по химическому составу. Работа с тонкостенным листовым материалом при кузовном ремонте становится вполне осуществимой, а такая потребность возникает довольно часто.
Планировать, как сваривать те или иные материалы нужно со знанием свойств электродов и проволоки, используемой при работах. Существует огромное количество справочных материалов, но на начальном этапе любой грамотный консультант подскажет вам, как варить, какими электродами и в каком режиме.
Важно помнить о том, что материал электрода и покрытия должен максимально соответствовать свариваемым заготовкам, а диаметр согласовываться с толщиной детали и током сварки.
Инверторные аппараты, в отличие от сварочных трансформаторов, характеризует невысокое потребление энергии от сети общего пользования, устойчивая работа при неравномерном питающем напряжении и небольшой вес. Аппаратура инверторного типа бывает следующих видов:
- инверторы ММА для работы плавящимися покрытыми электродами, со сварочным током от 160 до 250 А, устойчиво варят при входных напряжениях от 160 до 260 В, имеют вес не более 5 кг;
- аппараты MMA+TIG предназначены для сварки тугоплавким вольфрамовым электродом с ручной подачей присадочного материала в зону плавления, работа происходит в среде инертного газа;
- агрегаты MIG/MAG с полуавтоматической подачей сварочной проволоки в зону шва и работе в среде защитного или активного газа.
Наиболее недорогим и приемлемым для обучения является лёгкий инвертор ММА, который очень дружелюбен к новичкам, поскольку у него, как и у большинства инверторов, присутствуют функции антизалипания электродов, форсажа дуги и горячего старта. Также он может работать в режиме постоянного или импульсного переменного тока и имеет довольно широкий диапазон регулировок.
В комплекте поставки присутствует ремень для переноски, что даёт возможность сваривать металл инвертором даже в труднодоступных местах или на высоте. Также заслуживает внимания новичка аппараты MMA+TIG, которые дают дополнительные возможности при сварке сплавов и разнородных металлов в среде инертного газа.

Сварочные работы
Для обучения сварке инвертором существуют разнообразные курсы и обучающие программы, но не все находят время и деньги для таких занятий. Чтобы наилучшим образом понять, как научиться сваривать металл выслушать советы для начинающих совершенно необходимо. Это позволит избежать грубых ошибок и сохранить аппаратуру в целости, а также не причинить вред здоровью.
Перед началом работ располагают инструменты в пределах шаговой доступности, и подключают кабели к инвертору. Далее необходимо настроить сварочную маску и убедиться в её срабатывании, направив на источник яркого света.
Обучение лучше начинать с электрода диаметром 3 мм, соответствующего по параметрам материалу заготовки для проб. До того как сварить две детали между собой, необходимо приобрести навык розжига дуги. Нужно подключить инвертор к сети, вставить электрод в держатель, включить питание и надеть маску. После этого, подключить прищепку массы к детали и постукивающими или чиркающими движениями добиться розжига и устойчивого горения дуги на черновом куске металла. Сварочный ток выставляется по следующему принципу:
- при толщине металла от 1 до 2 мм используем электрод диаметром 2 мм и выставляем значение тока в пределах от 50 до 70 А;
- толщина от 3 до 5 мм, подразумевает электрод от 3 до 4 мм в диаметре и сварочный ток от 110 до 150 А;
- заготовки толщиной от 6 до 8 мм сваривают электродами 4 мм и током от 130 до 160 А;
- детали толщиной 9−10 мм варятся электродом от 4 до 5 мм при токе от 170 до 260 А.
Эти данные являются ориентировочными и индивидуальны для каждого инвертора, поэтому требуют корректирования в ходе работ. После того как вы подобрали необходимый ток и научились поджигать дугу, нужно сделать на заготовке пробный шов. Таким образом, вы научитесь получать ровный и протяжённый валик с надлежащим проваром, отрегулировать скорость сварки, и подкорректировать ток.
Длина дуги должна находиться в пределах от 2 мм до 5 мм, если она будет длиннее, то это приведёт к плохому прогреву заготовок и потере качества соединения. Электрод следует держать под наклоном в сторону движения либо углом вперёд, либо углом назад под 30−60о от вертикали. Теперь можно произвести пробное соединение двух деталей между собой, соблюдая технику безопасности при сварочных работах.
Важно, следуя инструкции по эксплуатации, регулярно очищать радиаторы инвертора от пыли и беречь его от избыточной влаги, поскольку это может привести аппарат в негодность от перегрева или замыкания.
Подводим итог
Для начинающего сварщика важна забота о своём здоровье, знание принципа работы аппаратуры и состава соединяемых заготовок. Научиться сваривать различные металлы и сплавы, зная технологию работ, не так уж и сложно. Современные инверторы изготовлены с учётом потребностей человека и обладают удобными функциями для улучшения обучения и повышения качества сварочных работ.
electrod.biz
Сварка металла : Построй свой дом
Размещено 27 декабря 2016в рубрике Сварка металлов | Прокомментировать

И так мы выбрали сварочный инвертор. Но наличие сварочного аппарата еще не залог успеха. Необходимо научиться обращаться с этим устройством. Вот о том, как происходит сварка металла инвертором, мы и поговорим в этой статье.
Сварка металла инвертором
Сварка металла при помощи инверторного сварочного аппарата — несложный процесс, освоить который могут даже новички. При помощи инвертора можно быстро создать надёжные соединения металлических деталей. Особенно часто приходится работать инвертором владельцам автомобилей, самостоятельно производящим их ремонт.
Работа с инвертором
 Прежде всего, необходимо подготовить место где будет проходить сварка металла: освободить в радиусе 1 метра пространство от посторонних предметов и мусора, так как они могут легко воспламениться. Сварочный аппарат устанавливается на пол или землю и подключается к электросети. Также необходимо позаботиться о своей защите, для этого используется защитная спецодежда, а на лицо надевается маска со светофильтром. Перед подключением сварочного инвертора в бытовую электросеть обязательно уточните ее основные параметры и свойства. Это позволит вам предотвратить короткое замыкание, перегрев электропроводки и поломку сварочного аппарата. Стоит помнить, что чем большим будет диаметр электрода, тем больше электрической энергии будет использовать инвертор.
Прежде всего, необходимо подготовить место где будет проходить сварка металла: освободить в радиусе 1 метра пространство от посторонних предметов и мусора, так как они могут легко воспламениться. Сварочный аппарат устанавливается на пол или землю и подключается к электросети. Также необходимо позаботиться о своей защите, для этого используется защитная спецодежда, а на лицо надевается маска со светофильтром. Перед подключением сварочного инвертора в бытовую электросеть обязательно уточните ее основные параметры и свойства. Это позволит вам предотвратить короткое замыкание, перегрев электропроводки и поломку сварочного аппарата. Стоит помнить, что чем большим будет диаметр электрода, тем больше электрической энергии будет использовать инвертор.
Время работы инвертора
 Обязательно обратите внимание на такой параметр, как предельное время работы на полной мощности. В руководстве этот параметр обозначается как «Продолжительность включения» или «ПВ». Указывается он в процентах. К примеру, если в инструкции сказано, что ПВ для вашего сварочного аппарата составляет 60%, это значит, что 60% запланированного временного промежутка инвертор сможет работать на полной нагрузке, оставшиеся 40% ему нужно оставить на отдых. Традиционно используется деление рабочего времени на промежутки. Чаще всего делят на 10-минутные интервалы. В рассматриваемом примере аппарат можно использовать в течение 6 минут на полной нагрузке, после чего он потребует 4-минутного отдыха. Сверяйте эти показатели для своего инвертора.
Обязательно обратите внимание на такой параметр, как предельное время работы на полной мощности. В руководстве этот параметр обозначается как «Продолжительность включения» или «ПВ». Указывается он в процентах. К примеру, если в инструкции сказано, что ПВ для вашего сварочного аппарата составляет 60%, это значит, что 60% запланированного временного промежутка инвертор сможет работать на полной нагрузке, оставшиеся 40% ему нужно оставить на отдых. Традиционно используется деление рабочего времени на промежутки. Чаще всего делят на 10-минутные интервалы. В рассматриваемом примере аппарат можно использовать в течение 6 минут на полной нагрузке, после чего он потребует 4-минутного отдыха. Сверяйте эти показатели для своего инвертора.
Инструкция по сварке
Алгоритм безопасного производства работ сварочным инвертором, достаточно прост:
- Зажим заземления «-» крепится на одну из свариваемых поверхностей. В держатель инвертора вставляют сварочный электрод диаметром 3-5 мм. Далее выставляется ток. Если ток будет слишком низким, то сварочная дуга не возбудится, если наоборот, показания тока окажутся слишком высокими, то произойдёт оплавление металла. Сила выставляемого тока зависит от размера и типа электродов и определяется только эмпирическим путём. Для примера скажу, что при работе с электродом диаметром 3 мм вполне хватит тока 80 А.
- Розжиг дуги, осуществляется кратковременным соприкосновением электрода со свариваемым металлом. Электрод подносят к свариваемой металлической поверхности, слегка задевая её по касательной. При высоком токе может произойти залипание электрода, при этом электрод как бы приклеивается к металлу. Для отсоединения электрод необходимо быстро отклонить в противоположную сторону. Залипание также исчезает при выключении аппарата. Касание повторяется, пока не появляется устойчивая дуга.
- Для поддержания сварной дуги нужно зафиксировать конец электрода в 2-6 мм от свариваемой поверхности. Если его приблизить слишком близко к металлу, произойдёт замыкание и залипание. Если расстояние будет слишком большим, то электрод израсходуется очень быстро. Лучший вариант — опускать руку с клеммой очень медленно, следя за сварной дугой.
- При наличии постоянной дуги происходит образование сварной ванны — лужицы из металла. Для создания прочного соединения необходимо медленно двигать электрод на протяжении всего места сварки, при этом сварная ванна движется за дугой. Конец стержня при движении совершает поступательные движения между свариваемыми деталями, обеспечивая максимально прочное соединение.
Сварка металла

Дуговой промежуток является зазором, который появляется во время сварки между металлической заготовкой и электродом. Важно непрерывно контролировать и поддерживать одинаковую величину данного промежутка. Если научиться контролировать длину дуги, появится возможность получить оптимальный результат. Дуга будет проходить через зазор и плавить металл. В результате образуется ванна сварки. Дуга также сможет обеспечить перенос металла, который попадает в ванну.
Если электрод во время сварки будет двигаться быстро, получится шов с дефектами. Линия ванны располагается ниже, чем основание металла. Если дуга будет быстро и глубоко проникать в металл, то она сможет толкать ванну назад, в результате чего начнет образовываться шов. Во время сварки необходимо следить, чтобы шов располагался на уровне металла. Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения.
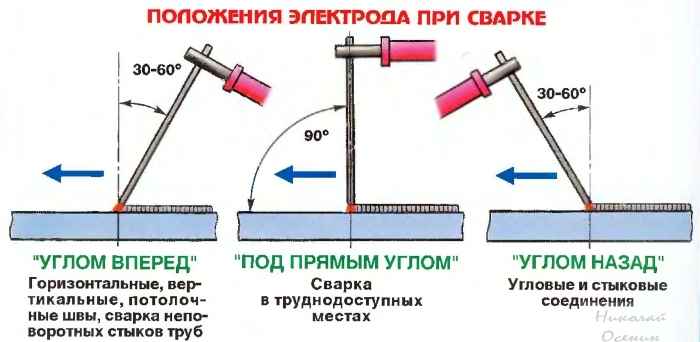
Если электрод слегка наклонить, вся сила тока будет направлена назад, в результате чего шов приподнимется (всплывет). Если электрод слишком сильно наклонится во время сварки, сила тока будет прикладываться по направлению шва, а это не даст полноценно управлять ванной. Самым оптимальным углом сварки считается угол наклона электрода от 45° до 90°. Эти углы дают возможность наблюдать за ванной и с легкостью производить сварку.
Как варить толстый металл инвертором
 Проблема, с которой часто сталкиваются обладатели сварочных аппаратов: как сваривать металл инвертором, если его толщина не превышает 3 мм? В этом случае электрод будет прожигать свариваемую поверхность. Чтобы этого не случилась необходимо взять самый малый электрод размером 1 мм, даже если придётся варить шов несколько раз. Если под рукой не оказалось электрода 1 мм, то можно взять обычный, но при этом изменить полярность на обратную. Электроды для сварки тонких листов металла нужно подключать “плюсом” к дуге устройства, а “минусом” – к листу металла.
Проблема, с которой часто сталкиваются обладатели сварочных аппаратов: как сваривать металл инвертором, если его толщина не превышает 3 мм? В этом случае электрод будет прожигать свариваемую поверхность. Чтобы этого не случилась необходимо взять самый малый электрод размером 1 мм, даже если придётся варить шов несколько раз. Если под рукой не оказалось электрода 1 мм, то можно взять обычный, но при этом изменить полярность на обратную. Электроды для сварки тонких листов металла нужно подключать “плюсом” к дуге устройства, а “минусом” – к листу металла.
Как заварить глушитель инвертором
Многие автовладельцы задаются вопросом: как качественно залатать глушитель с помощью инвертора? При наличии сварочного аппарата и подходящего фрагмента металла, который будет использоваться в качестве заплатки, сделать это можно самостоятельно, не тратя деньги на дорогостоящий ремонт. Для начала необходимо зачистить место, куда будет привариваться заплатка. Сварку нужно осуществлять непрерывным швом, чтобы обеспечить надёжное соединение. Все работы производить только на снятом глушителе.
Прямая и обратная полярность при сваривании металла инвертором.
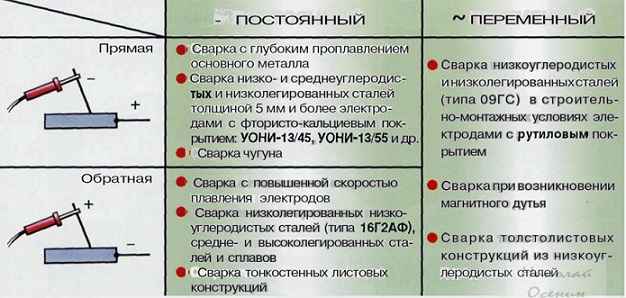
В зависимости от того, какой шов требуется получить применяют прямую или обратную полярность подключения электрода. При прямой полярности электрод подключается к минусу источника питания, а при обратной к плюсу.
В случае прямой полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет узкой и глубокой.
В случае обратной полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет широкой, но ее глубина будет небольшой. Есть возможность получить эффект очистки катодами основания, которое сваривается.
И так мы рассмотрели тему как происходит сварка металла инвертором. Надеюсь, что она поможет вам научиться обращаться с инвертором. В следующей статье я расскажу о неисправностях сварочных аппаратов.
Рекомендую еще почитать:
Kомментарии
www.ocenin.ru
Как правильно сваривать металл инвертором
21 ноября 2015
Просмотров: 1784
Многие из начинающих сварщиков задаются вопросом о том, как правильно сваривать металл инвертором. Сварочный инвертор представляет собой аппарат, позволяющий выполнять соединение металлических заготовок путем образования между ними сварного шва. По сравнению со сварочными выпрямителями и трансформаторами проведение сваривания при помощи инвертора является более легким и доступным.

Схема сварки тонкого металла.
Технология осуществления сваривания металла состоит из целого ряда последовательных операций, от правильного выполнения которых зависит конечный результат.
В случае точного выполнения всех технологических операций в процессе проведения сварки металла удается получить сплошное качественное и прочное соединение двух металлических заготовок.
Подготовка к проведению сваривания
На начальном этапе, перед проведением операций по свариванию металлических заготовок, следует подготовить рабочее место. В процессе подготовки на расстоянии 1 м от места проведения операций убираются деревянные, пластиковые и бумажные предметы. Это требуется сделать для того, чтобы предотвратить возможный процесс возгорания этих предметов от воздействия на них горячего расходного материала или искр, образующихся в результате действия сварочного аппарата.
Инвертор следует установить на бетонное основание или земляной пол и подключить к бытовой электрической сети. Рабочие кабели от клемм «+» и «-» закрепляются следующим образом: кабель от клемм плюса — при помощи зажима на поверхности одной из заготовок, подвергающихся свариванию; к кабелю, закрепленному на клемме минуса, присоединяется держатель электродов, в который вставляется сварочный стержень.

Схема прямой полярности.
Такой тип подключения носит название прямой полярности, он является наиболее распространенным типом подключения рабочего кабеля для проведения технологических операций при сварных работах. Человек, осуществляющий операции, должен быть защищен спецодеждой. В состав спецодежды входят:
- брюки;
- куртка;
- перчатки.
Все компоненты обмундирования должны быть изготовлены из негорючего или термостойкого материала. Глаза и лицо сварщик в процессе проведения операций должен защищать при помощи специальной маски со встроенным темным стеклом — светофильтром.
После подключения аппарата следует взять в руки клемму с держателем электродов и включить прибор при помощи тумблера. После включения агрегата появляется небольшой гул, сигнализирующий о запуске устройства. После запуска инвертора при помощи регулятора, расположенного на лицевой стороне прибора, осуществляется выставление требуемого значения силы тока. При использовании обычного стержня с диаметром 3 мм требуемая сила сварочного тока равна величине 100 А. После проведения подготовительных операций следует опустить защитную маску на лицо и приступить к выполнению работ по свариванию металлических заготовок.
Розжиг электросварочной дуги в начале процесса сваривания

Схема сварки при помощи электрода.
После проведения подготовительного этапа и этапа настройки инвертора приступают непосредственно к процессу сваривания металлических заготовок.
Сначала требуется разжечь электросварочную дугу. С течением времени и в процессе приобретения опыта в проведении этого типа операций разжигание дуги будет происходить очень легко. Для начинающего сварщика разжигание дуги является первой сложностью. Перед проведением розжига дуги стержень обстукивают о поверхность заготовки для удаления слоя обмазки с его торца. Для того чтобы разжечь дугу по холодному металлу на начальном этапе сваривания, используется метод чирканья. Этот метод схож с зажиганием спички. Зажигание электродуги осуществляется путем перемещения держателя с расходным материалом над металлом заготовки с легким прикасанием к поверхности свариваемой заготовки.
Неопытный сварщик сталкивается с проблемой залипания электрода, которая проявляется приклеиванием стержня к металлу заготовки. Для того чтобы отлепить стержень, его требуется резко наклонить в противоположную сторону. В случае если не удается отлепить электрод, требуется отключить питание на инверторе, после чего залипание исчезает.
Чирканье электродом проводится до тех пор, пока не возникнет электрическая дуга. Контролировать процесс следует при помощи светофильтра маски, так как электродуга имеет высокую степень яркости, что может негативным образом повлиять на органы зрения.
Для того чтобы поддерживать горение дуги, электрод следует удерживать на расстоянии 3-5 мм от поверхности заготовки, подвергающейся свариванию. Начинающему сварщику удерживать требуемое расстояние достаточно сложно. При слишком близком приближении стержня происходит короткое замыкание, вызывающее прилипание, а при большом удалении происходит потеря дуги. В процессе проведения работ происходит плавление электрода, а обмазка на его поверхности выгорает. В результате плавления электрода происходит заполнение шва между соединяемыми изделиями. Держатель с электродом постепенно перемещается по стыку металлических заготовок.
Образование сварной ванны и сварного шва
После формирования электродуги происходит образование зоны расплавленного металла. Эта зона носит название сварной ванны. Для того чтобы происходило соединение деталей путем формирования сварных швов, требуется осуществлять плавное перемещение электрода. За перемещением электрода происходит перемещение сварной ванны, которая формирует сварочные швы. В процессе перемещения стержня требуется совершать им колебательные движения слева направо и обратно. Такие движения обеспечивают качественное соединение заготовок между собой.
Если в процессе работы дуга теряется, то повторный розжиг происходит значительно легче. Для розжига дуги достаточно приблизить стержень на расстояние нескольких миллиметров к месту проведения работ. При израсходовании электрода до длины 5-6 см процесс проведения работ прекращают, аппарат выключают, а электрод заменяют. После завершения работ образовавшийся горизонтальный или вертикальный шов обстукивается молотком. Получающийся в результате сваривания шов имеет блестящую поверхность.
Выбор электродов для проведения сварки
Технология сварки инвертором предполагает использование в процессе проведения работ специальных стержней, называемых электродами. Электрод — металлический стержень, имеющий на наружной поверхности обмазку из специального состава, облегчающего процесс сваривания металлов и защищающего образующийся сварной шов. Электроды имеют различный диаметр металлического сердечника. Выбор диаметра электрода при сварке инвертором зависит от используемой силы тока и толщины свариваемых заготовок. При работе с заготовками из тонкого металла требуется использовать стержни, имеющие небольшой диаметр, а на регуляторе инвертора требуется выставлять небольшую силу рабочего тока.
Состав обмазки металлических стержней отличается между собой в зависимости от марки электродов. Помимо обмазки стержни различных сварочных электродов также различаются между собой, что позволяет варить различные по составу металлы.
Для осуществления работ с обычными углеродистыми сталями используются стержни, относящиеся к марке УОНИИ. Этот расходный материал можно применять при работе с коррозионно-устойчивыми сталями. Расходный материал марки УОНИИ используется при работе только прямым током.
Наиболее универсальным считается расходный материал, который относится к марке АНО. Эти стержни можно использовать как при прямом, так и обратном токе любой полярности. При выборе стержней для работы следует учитывать такие факторы, как направление сварки и тип сварного шва. Инверторы представляют собой устройства нового поколения, они значительно облегчают процесс сварочных работ и позволяют научиться профессиональному проведению сварки.
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
 Загрузка...
Загрузка... Похожие статьи
masterinstrumenta.ru









