Классификация покрытых электродов. Классификация покрытых электродов
Классификация покрытых металлических электродов.
По ГОСТ 9466—75 предусматривается следующая классификация электродов:
По назначению:
У - для сварки углеродистых, низколегированных сталей
Л – для легированных конструкционных сталей
Н - для наплавки поверхностных слоев с особыми свойствами;
Т– для сварки легированных теплоустойчивых сталей
В– для сварки высоколегированных сталей
По толщине покрытия:
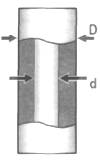
В зависимости от отношения Ǿ электрода (Д) к Ǿ стального стержня (d).
Такое отношение может иметь различное отношение, а следовательно, электроды имеют различную толщину покрытия.
D ≤ 1,2 - тонкое покрытии (М)
d
D
 1,2 ≤ d ≤ 1,45 - среднее покрытие (С)
1,2 ≤ d ≤ 1,45 - среднее покрытие (С)
d
D ≥ 1, 8 – особо толстое покрытие (Г)
d
По видам покрытия: (таблица 3)
А- кислое,
Б - основное,
Ц – целлюлозное
Р- рутиловое
Каждое покрытие имеет свой определенный состав, положительные и отрицательные свойства. Зная их, можно заранее предвидеть качество сварочного шва.
Таблица 3
| Название покрытия и условное обозначение | Состав покрытия | Положительные свойства | Отрицательные свойства | Типы и марки электрдов |
| Кислое покрытие А | Окислы железа и марганца, кремнезем, титановый концентрат и большое количество ферромарганца | 1. Пригодны для сварки низкоуглеродистых сталей на постоянном и переменном токе во всех пространственных положениях. 2.Малочувствительны к наличию ржавчины и окалины на кромках свариваемого металла (получаются плотные швы) | 1. Не пригодны для сварки среднеуглеродистых и легированных сталей. 2. Металла шва склонен к образованию горячих трещин, особенно при повышенном содержании серы. Возможны поры в шве. 3. Повышенное разбрызгивание металла. 4. Выделение в процессе сварки марганцовистых соединений, вредно влияющих не организм человека. | Э-42; АНО -5 АНО -6 АНО -1 СМ -5 |
| Рутиловое покрытие Р | В состав входит минерал рутил, кремнезем, в виде гранита, полевого шпата и слюды, карбонат кальция, магния и ферросплавы | 1.Во всех пространственных положениях, как на постоянном так и переменном токе. 2. Мало склонны к образованию пор 3. Обеспечивает устойчивое горение дуги, хорошее формирование шва и минимальное разбрызгивание металла 4. Малое выделение вредных газов 5. Является универсальным покрытием., объединяющее в себе положительные качества других покрытий | 1. Металла шва склонен к образованию кристаллизационных трещин. | Э - 46: АНО-3 АНО – 4 МР – 3 ОЗС – 3 ОЗС - 4 ОЗС - 6 РБУ – 4 |
| Основное покрытие Б | Состоит из карбонатов кальция, магния (мрамор, мел, ферросплавов). Не содержит окислов железа и марганца. | 1. Применяется при сварке углеродистых и низколегированных сталей больших толщин и при изготовлении ответственных конструкций (выдерживающие большие нагрузки) 2. Металл шва стойкий против образования трещин. Высокая пластичность шва. 3. для сварки во всех пространственных положениях | 1. Применяется преимущественно при сварке на постоянном токе. 2.Наличие плавикова шпата снижает устойчивое горение дуги. Дуга должна быть предельно короткой. | Э42А: УОНИ-13/45 СМ -11, ОЗС – 2 Э46А: Э138/45Н Э50А: УОНИ 13/55 |
| Целлюлозное покрытие Ц | Состоит их горючих органических материалов (оксицеллюлоза, крахмал), которые обеспечивают в дуге газовую защиты расплавленного металла | 1. Пригодны для сварки во всех пространственных положениях, как на переменном, так и постоянном токе 2. Для сварки сталей малых толщин ( толщиной до 3 мм) 3. Небольшое разбрызгивание металла 4.Малое количество шлака | 1. Пониженная пластичность шва | Э -506 ВСЦ - 4А ВСЦ -1 ВСЦ -2 ОЗЦ -1 |
По допустимым пространственным положениям:
1 -для всех положений;
2 – для всех положений, кроме вертикального «сверху вниз»;
3 - для нижнего, горизонтального и вертикального «снизу вверх»;
4 - для нижнего и нижнего «в лодочку»
Похожие статьи:
poznayka.org
Классификация покрытых электродов
| по назначению | обозначение | |
| Сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 МПа | 9 типов Э38, Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55, Э60 | У |
| Сварка легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа | 5 типов Э70, Э85, Э100, Э125, Э150 | Л |
| Сварка легированных теплоустойчивых сталей | 9 типов Э09М, Э09МХ и др. | Т |
| Сварка высоколегированных сталей с особыми свойствами | 49 типов Э12Х13, Э06Х13М, Э10Х17Т и др. | В |
| Наплавка поверхностных слоев с особыми свойствами | 44 типа Э10Г2, Э11Г3, Э16Г2ХМ и др. | Н |
| по виду покрытия | обозначение | |
| Сварка во всех пространственных положениях постоянным и переменным током. Не рекомендуется для сталей с повышенным содержанием серы и углерода. Недостаток: возможны трещины в швах, сильное разбрызгивание. | КИСЛЫЕ | А |
| Сварка во всех пространственных положениях постоянным и переменным током. | Рутиловые | Р |
| Сварка во всех пространственных положениях постоянным током обратной полярности металлов большой толщины. | ОСНОВНЫЕ | Б |
| Сварка во всех пространственных положениях постоянным и переменным током. Целесообразны при монтаже. Не допускают перегрева. Большие потери на разбрызгивание. | Целлюлозные | Ц |
| Сварка конструкций и трубопроводов во всех пространственных положениях шва, кроме потолочного, при низком расходе на 1 кг наплавленного металла. | Смешанного типа | РЦЖ* |
| *С железным порошком. |
| по допустимым пространственным положениям шва | по роду и полярности сварочного тока | |||||
| Для сварки во всех положениях | ||||||
| Переменный ток (Uxx, В) | Постоянный ток (полярность) | Обозна- чение | ||||
| Не применяется | обратная | |||||
| Для сварки во всех положениях, кроме вертикального сверху вниз | 50±5 | любая | ||||
| прямая | ||||||
| обратная | ||||||
| То же, кроме вертикального сверху вниз и потолочного | 70±10 | любая | ||||
| прямая | ||||||
| обратная | ||||||
| Для швов нижнего и нижнего «в лодочку» | 90±5 | любая | ||||
| прямая | ||||||
| обратная |
 | по толщине покрытия | обозначение |
| С тонким покрытием | D/d £ 1,2 | М |
| Со средним покрытием | 1,2<D/d £ 1,45 | С |
| С толстым покрытием | 1,45<D/d £ 1,8 | Д |
| С особо толстым покрытием | D/d > 1,8 | Г |
Похожие статьи:
poznayka.org
|
Пример условного обозначения электрода Обозначение типа электрода: Э46А, где Э - электрод 46 — гарантированное временное сопротивление металла, шва в кгс/мм2, А - указывает на повышенную пластичность и ударную вязкость (для низколегированных, углеродистых сталей). Для высоколегированных пишут тип проволоки однородный основному металлу: Э08Х18Н10Т. Марка, электрода: УОНИ 13/55 (универсальная: обмазка научно-исследовательского института 13 с временным сопротивлением разрыву металла шва не ниже 55 кгс/мм2, основное покрытие), МР-3, МР-4 (монтажные, рутиловые, модели 3, 4), ОЗС-3, ОЗС-4 (опытный завод по производству покрытых электродов, с основным покрытием, модели 3, 4 и др.), ОЗЦ-1 (опытный завод, с целлюлозой, модель 1), АНО-2 (Академия наук, институт электросварки им. Е.О. Патона, общего назначения, кислое покрытие, модель - марка 2), ВСЦ-1 (Всесоюзный научно-исследовательский институт строительства трубопроводов, для сварки, с целлюлозой, модель 1), СМ-11, АНО-11 (рутил-основное покрытие), и т.д. |
Классификация покрытых электродов - коллекция курсовых, шпаргалок, лекций, дипломов
Руднокислые покрытия содержат окислы железа и марганца (обычно в виде руд), кремнезем, большое количество ферромарганца; для создания газовой защиты зоны сварки в покрытие вводят органические вещества
КЛАССИФИКАЦИЯ ПОКРЫТЫХ ЭЛЕКТРОДОВ
На основе химического состава покрытия проведена классификация качественных электродных покрытий:
1. Руднокислые покрытия содержат окислы железа и марганца (обычно в виде руд), кремнезем, большое количество ферромарганца; для создания газовой защиты зоны сварки в покрытие вводят органические вещества (целлюлозу, древесную муку, крахмал и пр.), которые при нагревании разлагаются и сгорают с образованием смеси защитных газов. Электроды имеют довольно большую скорость расплавления, коэффициент наплавки 8-11 г/А·ч, пригодны для сварки во всех пространственных положениях на постоянном и переменном токе; наплавленный металл соответствует типу электродов Э42 и содержит Рутиловые покрытия получают значительное применение в связи с развитием добычи минерала рутила, состоящего в основном из двуокиси титана TiO2. В покрытия, помимо рутила, введены кремнезем, ферромарганец, карбонаты кальция или магния. Покрытия по технологическим качествам близки к руднокислым, дают лучшее формирование, меньшее разбрызгивание и выделение газов, считаются менее вредными для сварщика. Наплавленный металл соответствует электродам типа Э42 и Э46; электроды могут применяться для более ответственных конструкций из низкоуглеродистых и низколегированных сталей.
3. Фтористо-кальциевые покрытия состоят из карбонатов кальция и магния, плавикового шпата и ферросплавов. Покрытия называются также основными, так как дают короткие шлаки основного характера, а электроды с таким покрытием называются также низководородистыми, так как наплавленный металл содержит водорода меньше, чем при других покрытиях.
Газовая защита ванны обеспечивается двуокисью и окисью углерода, образующимися при разложении карбонатов под действием высокой температуры. Электроды чаще используются на постоянном токе обратной полярности (плюс на электроде).
Наплавленный металл по составу соответствует спокойной стали, отличается чистотой, малым содержанием кислорода, азота и водорода; понижено содержание серы и фосфора, повышено — марганца (0,5-1,5%) и кремния (0,3-0,б%). Металл устойчив против старения, имеет высокие показатели механических свойств, в том числе ударной вязкости, и нередко по механическим свойствам превосходит основной металл. Электроды с этим покрытием рекомендуются для наиболее ответственных конструкций из углеродистых и легированных сталей.
Электроды с фтористо-кальциевым покрытием на протяжении многих лет являются наилучшими по качеству наплавленного металла. Чувствительны к наличию окалины, ржавчины, масла на кромках основного металла и в этих случаях дают поры, как и при отсыревании электродов. Свойства наплавленного металла можно менять в широких пределах, меняя количество ферросплавов в покрытии. Широко известен электрод этого типа, маркируе-мый УОНИ-13; он имеет несколько разновидностей; УОНИ-13/45, УОНИ-13/55 и т. д.; второе число указывает предел прочности наплавленного металла.
4. Органические покрытия состоят из органических материалов, обычно из оксицеллюлозы, к которой добавлены шлакообразующие материалы, двуокись титана, силикаты и пр. и ферромарганец в качестве раскислителя и легирующей присадки. Электроды пригодны для сварки во всех пространственных положениях на постоянном и переменном токе; малочувствительны к качеству сборки и состоянию поверхности металла, особенно пригодны для работы в монтажных и полевых условиях. Дают удовлетворительный наплавленный металл, соответствующий электродам типов Э42-Э50. Широко применяются на монтажных работах.
Приведем несколько составов электродных покрытий. Электроды ОММ-5 — рудпокислого типа, предназначены для сварки низкоуглеродистых сталей. Электроды типа Э42 допускаются для изготовления всевозможных ответственных конструкций из низкоуглеродистых сталей, работающих с приложением статических, динамических и переменных нагрузок при нормальных, повышенных и пониженных температурах. Стержень электрода из проволоки Св-08 или Св-08А. Состав обмазки ОММ-5 приведен ниже. Компонент обмазки вес %
Титановый (ильменитовый) концентрат 37
Марганцовая руда (пиролюзит) 21
Полевой пшат 13
Ферромарганец 20
Крахмал 9
Титановый концентрат, т. е. обогащенная руда, состоит главным образом из минерала ильменита, представляющего собой титанат закиси железа FeО·TiO2. Марганцевая руда состоит в основном из пиролюзита — перекиси марганца. Полевой шпат — природный минерал — силикат алюминия, натрия и калия. Ферромарганец, применяемый для электродных обмазок, в среднем содержит около 70% Mn. Титановая руда, марганцевая руда, полевой шпат и жидкое стекло, сплавляясь и взаимодействуя с металлом и ферромарганцем, образуют при сварке шлак. Двуокись титана из титановой руды делает шлак коротким.
Кислород в закиси железа титановой руды и марганцевой руде окисляет ферромарганец с выделением значительного количества тепла, разогревает и разжижает шлак, заставляет кипеть ванну.
Щелочи полевого шпата и жидкого стекла повышают устойчивость дуги. Окислы марганца в шлаке уменьшают потерю марганца ванной. Ферромарганец раскисляет и легирует наплавленный металл, восполняя потери марганца и несколько повышая его содержание. Крахмал, разлагаясь, образует защитную газовую оболочку вокруг дуги. Приведем состав покрытия электрода ЦМ-9 рутилового типа: Компонент обмазки вес %
Рутил 48
Магнезит 5
Полевой шпат 30
Ферромарганец 15
Декстрин 2
Рутил — природный минерал, состоящий в основном из ТiO2;магнезит — минерал в основном из МgСО3; декстрин — производное крахмала, добавляется в небольшом количестве для повышения пластичности обмазочной пасты, что облегчает работу обмазоч-ных прессов. Примером электродов фтористо-кальциевого типа могут служить электроды УОНИ-13.
Компоненты УОНИ-13/45 УОНИ-13/55 УОНИ-13/55 УОНИ-13/85
Мрамор 53 54 51 54
Плавиковый шпат 18 15 15.5 15
Кварц 9 9 8 —
Ферромарганец 2 5 7 7
Ферросилиций 3 5 3 10
Ферротитан 15 12 15.5 9
Ферромолибден — — — 5
Механические свойства сварного соединения характеризуются высокой прочностью и вязкостью, например для УОНИ-13/45 и УОНИ-13/55 ударная вязкость составляет 25-30 кГм/см2, что является чрезвычайно высоким значением и далеко превосходит значения ударной вязкости основного металла.
Электроды рекомендуются для сварки в нижнем положении, но возможна также сварка в вертикальном и потолочном положениях. Ток постоянный, полярность обратная, т. е. плюс на электроде. При работе на переменном токе необходимо применение осциллятора. Существуют разновидности электродов УОНИ-13, в обмазку которых добавляют сильные ионизаторы, что дает возможность работать на переменном токе без осциллятора. Качество сварки электродами УОНИ-13 следует признать выдающимся, показатели механических свойств сварного шва и наплавленного металла получаются часто выше показателей основного металла.
Назначение отдельных компонентов покрытия УОНИ-13 может быть объяснено следующим образом. Основная составная часть мрамор СаСО3при нагревании разлагается на окись кальция СаО, идущую в шлак, и газ СО2, частично восстанавливающийся до СО. Двуокись углерода СО2производит окисляющее действие и связывает водород, попавший в зону сварки в водяной пар h3O. Газы СО2, и СО практически нерастворимы в металле. СО2 заполняет зону сварки, вытесняя из нее воздух и создавая защитную атмосферу. Окислительное действие СО2 на металл компенсируется наличием сильных раскислителей в сварочной ванне. Плавиковый шпат СаF2 снижает температуру плавления и вязкость шлака. При нагревании СаF2 частично разлагается, освобождающийся фтор образует с водородом очень прочный фтористый водород, не растворяющийся в металле.
Покрытие негигроскопично, не включает компонентов, содержащих водород, и при изготовлении прокаливается при температуре 300-400° С. В результате содержание водорода в наплавленном металле сводится к минимуму, устраняя источник образования пор и трещин, оно в несколько раз меньше, чем при рудно-кислых покрытиях. Кварц вводят в покрытие для разжижения шлака и уменьшения выгорания кремния в металле. Ферромарганец и ферросилиций вводят для легирования металла. Ферротитан с содержанием около 23% Ti вводят как сильный раскислитель и модификатор наплавленного металла; титан в процессе сварки выгорает почти полностью и в составе наплавленного металла практически не обнаруживается.
Вес приведенных качественных покрытий составляет 30-40% веса электродного стержня. Для составления обмазочной пасты к сухой смеси добавляют 30% водного раствора жидкого стекла плотностью 1,40 или 12-13% в пересчете на сухой остаток.
Существуют специальные электроды, дающие повышенную производительность по наплавленному металлу. Для этой цели в покрытие электродов добавляется железный порошок, изготовляемый на специальных заводах. Количество вводимого порошка железа меняется в разных электродах от 5 до 50% веса электродного стержня и более; вес покрытия может достигать 100-180% веса стержня. Коэффициент наплавки повышается до 12-20 г/A·ч против обычных значений 8-10 г/A·ч; производительность наплавки может быть увеличена в 1,5-2 раза при том же токе.
studentik.net
Классификация покрытых электродов
| по назначению | обозначение | |
| Сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 МПа | 9 типов Э38, Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55, Э60 | У |
| Сварка легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа | 5 типов Э70, Э85, Э100, Э125, Э150 | Л |
| Сварка легированных теплоустойчивых сталей | 9 типов Э09М, Э09МХ и др. | Т |
| Сварка высоколегированных сталей с особыми свойствами | 49 типов Э12Х13, Э06Х13М, Э10Х17Т и др. | В |
| Наплавка поверхностных слоев с особыми свойствами | 44 типа Э10Г2, Э11Г3, Э16Г2ХМ и др. | Н |
| по виду покрытия | обозначение | |
| Сварка во всех пространственных положениях постоянным и переменным током. Не рекомендуется для сталей с повышенным содержанием серы и углерода. Недостаток: возможны трещины в швах, сильное разбрызгивание. | КИСЛЫЕ | А |
| Сварка во всех пространственных положениях постоянным и переменным током. | Рутиловые | Р |
| Сварка во всех пространственных положениях постоянным током обратной полярности металлов большой толщины. | ОСНОВНЫЕ | Б |
| Сварка во всех пространственных положениях постоянным и переменным током. Целесообразны при монтаже. Не допускают перегрева. Большие потери на разбрызгивание. | Целлюлозные | Ц |
| Сварка конструкций и трубопроводов во всех пространственных положениях шва, кроме потолочного, при низком расходе на 1 кг наплавленного металла. | Смешанного типа | РЦЖ* |
| *С железным порошком. |
| по допустимым пространственным положениям шва | по роду и полярности сварочного тока | |||||
| Для сварки во всех положениях | ||||||
| Переменный ток (Uxx, В) | Постоянный ток (полярность) | Обозна- чение | ||||
| Не применяется | обратная | |||||
| Для сварки во всех положениях, кроме вертикального сверху вниз | 50±5 | любая | ||||
| прямая | ||||||
| обратная | ||||||
| То же, кроме вертикального сверху вниз и потолочного | 70±10 | любая | ||||
| прямая | ||||||
| обратная | ||||||
| Для швов нижнего и нижнего «в лодочку» | 90±5 | любая | ||||
| прямая | ||||||
| обратная |
 | по толщине покрытия | обозначение |
| С тонким покрытием | D/d £ 1,2 | М |
| Со средним покрытием | 1,2<D/d £ 1,45 | С |
| С толстым покрытием | 1,45<D/d £ 1,8 | Д |
| С особо толстым покрытием | D/d > 1,8 | Г |
Дата добавления: 2017-12-03; просмотров: 37;
znatock.org
Классификация покрытых электродов - Сварка металлов
 Классификация покрытых электродов
Классификация покрытых электродов Категория:
Сварка металлов
Классификация покрытых электродов В настоящее время в нашей стране для сварки углеродистых и легированных конструкционных сталей применяют электроды по ГОСТу 9467—60, в основу которого положены механические свойства наплавленного металла или сварного соединения, выполняемых электродом. Кроме того, ограничивается содержание серы и фосфора в наплавленном металле.
Тип электрода обозначается буквой Э; следующее за буквой число обозначает нижнее значение предела прочности. ГОСТ предусматривает типы электродов от Э34 до Э145; если после числа следует буква А, то это означает, что электрод обеспечивает повышенные значения пластических свойств наплавленного металла или сварного соединения.
Электрод типа Э34 дает наименьшую прочность и малую пластичность металла и относится к электродам с тонким стабилизирующим покрытием, допускается только в производстве менее ответственных сварных конструкций; Э42 и Э46 пригодны для ответственных конструкций из углеродистых сталей, Э50 и Э55 — для среднеуглеродистых и низколегированных сталей; Э60, Э70, Э85, Э100, Э125 и Э145 — для легированных сталей повышенной прочности, причем для типов Э85—Э145 сварное соединение после сварки проходит термическую обработку. Типы Э34—Э70 имеют стержень из проволоки Св-08; Э85—Э145 — из легированной проволоки.
Но электрод одного и того же типа, например Э42, можно получить с различными покрытиями, придающими электроду существенные технологические особенности, не отмеченные в ГОСТе. Поэтому сохраняется еще марка электродов, устанавливаемая изготовителем электродов и вносимая в паспорт электрода. Обозначения марок совершенно произвольны, и марка может отличаться, например, лишь количеством наносимого покрытия при том же составе.
На основе химического состава покрытия проведена классификация качественных электродных покрытий: ( 1- Руднокислые покрытия содержат окислы железа и марганца (обычно в виде руд), кремнезем, большое количество ферромарганца; для создания газовой защиты зоны сварки в покрытие вводят органические вещества (целлюлозу, древесную муку, крахмал и пр.), которые при нагревании разлагаются и сгорают с образованием смеси защитных газов.
При плавлении электрода идет интенсивная экзотермическая реакция марганца и углерода кислородом окислов, разогревающая сварочную ванну и обеспечивающая гладкую поверхность наплавленного металла с небольшой чешуйчатостью. При большом содержании марганцевой руды образующийся дым вреден для сварщика и при недостаточной вентиляции может постепенно отравлять его соединениями марганца. Электроды широко применяются в производстве всевозможных изделий из низкоуглеродистых и низколегированных сталей, но на ряде предприятий Советского Союза применение этих электродов ограничено или запрещено из-за их токсичности.
2. Рутиловые покрытия получают значительное применение в связи с развитием в Советском Союзе добычи минерала рутила, состоящего в основном из двуокиси титана ТЮ2. В покрытия, помимо рутила, введены кремнезем, ферромарганец, карбонаты кальция или магния. Покрытия по технологическим качествам близки к руднокислым, дают лучшее формирование, меньшее разбрызгивание и выделение газов, считаются менее вредными для сварщика. Наплавленный металл соответствует электродам типа Э42 и Э46; электроды могут применяться для более ответственных конструкций из низкоуглеродистых и низколегированных сталей.
3. Фтористо-кальциевые покрытия состоят из карбонатов кальция и магния, плавикового шпата и” ферросплавов. Покрытия называются также основными, так как дают короткие шлаки основного характера, а электроды с таким покрытием называются также низководородистыми, так как наплавленный металл содержит водорода меньше, чем при других покрытиях.
Газовая защита ванны обеспечивается двуокисью и окисью углерода, образующимися при разложении карбонатов под действием высокой температуры. Электроды чаще используются на постоянном токе обратной полярности (плюс на электроде).
Наплавленный металл по составу соответствует спокойной стали, отличается чистотой, малым содержанием кислорода, азота и водорода; понижено содержание серы и фосфора, повышено — марганца (0,5—1,5%) и кремния (0,3—0,6%). Металл устойчив против старения, имеет высокие показатели механических свойств, в том числе ударной вязкости, и нередко по механическим свойствам превосходит основной металл. Электроды с этим покрытием рекомендуются для наиболее ответственных конструкций из углеродистых и легированных сталей.
Электроды с фтористо-кальциевым покрытием на протяжении многих лет являются наилучшими по качеству наплавленного металла. Чувствительны к наличию окалины, ржавчины, масла на кромках основного металла и в этих случаях дают поры, как и при отсыревании электродов. Свойства наплавленного металла можно менять в широких пределах, меняя количество ферросплавов в покрытии. Широко известен электрод этого типа, маркируемый УОНИ-13; он имеет несколько разновидностей; УОНИ-13/45, УОНИ-13/55 и т. д.; второе число указывает предел прочности наплавленного металла.
4. Органические покрытия состоят из органических материалов, обычно из оксицеллюлозы, к которой добавлены шлакообра-зующие материалы, двуокись титана, силикаты и пр. и ферромарганец в качестве раскислителя и легирующей присадки. Электроды пригодны для сварки во всех пространственных положениях на постоянном и переменном токе; малочувствительны к качеству сборки и состоянию поверхности металла, особенно пригодны для работы в монтажных и полевых условиях. Дают удовлетворительный наплавленный металл, соответствующий электродам типов Э42—Э50. Широко применяются в США на монтажных работах; начинают применяться и в нашей стране.
Приведем несколько составов электродных покрытий.
Электроды ОММ-5 — руднокислого типа, предназначены для сварки низкоуглеродистых сталей. Электроды типа Э42 допускаются для изготовления всевозможных ответственных конструкций из низкоуглеродистых сталей, работающих с приложением статических, динамических и переменных нагрузок при нормальных, повышенных и пониженных температурах. Стержень электрода из проволоки Св-08 или Св-08А. Состав обмазки ОММ-5 приведен ниже.
Титановый концентрат, т. е. обогащенная руда, состоит главным образом из минерала ильменита, представляющего собой тита-нат закиси железа FeO -ТЮ2. Марганцевая руда состоит в основном из пиролюзита — перекиси марганца. Полевой шпат — природный минерал — силикат алюминия, натрия и калия. Ферромарганец, применяемый для электродных обмазок, в среднем содержит около 70% Мп. Титановая руда, марганцевая руда, полевой шпат и жидкое стекло, сплавляясь и взаимодействуя с металлом и ферромарганцем, образуют при сварке шлак. Двуокись ‘итана из титановой руды делает шлак коротким.
Кислород в закиси железа титановой руды и марганцевой руде окисляет ферромарганец с выделением значительного количества тепла, разогревает и разжижает шлак, заставляет кипеть ванну.
Щелочи полевого шпата и жидкого стекла повышают устойчивость дуги. Окислы марганца в шлаке уменьшают потерю марганца ванной. Ферромарганец раскисляет и легирует наплавленный металл, восполняя потери марганца и несколько повышая его содержание. Крахмал, разлагаясь, образует защитную газовую оболочку вокруг дуги.
Рутил — природный минерал, состоящий в основном из ТЮ2; магнезит — минерал в основном из MgC03; декстрин — производное крахмала, добавляется в небольшом количестве для повышения пластичности обмазочной пасты, что облегчает работу обмазочных прессов. Примером электродов фтористо-кальциевого типа могут служить электроды УОНИ-13 (табл. 4).
Механические свойства сварного соединения характеризуются высокой прочностью и “вязкостью, например для УОНИ-13/45 и УОНИ-13/55 ударная вязкость составляет 25—30 кГм/см что является чрезвычайно высоким значением и далеко превосходит значения ударной вязкости основного металла.
Электроды рекомендуются для сварки в нижнем положении, но возможна также сварка в вертикальном и потолочном положениях. Ток постоянный, полярность обратная, т. е. плюс на электроде. При работе на переменном токе необходимо применение осциллятора. Существуют разновидности электродов УОНИ-13, в обмазку которых добавляют сильные ионизаторы, что дает возможность работать на переменном токе без осциллятора. Качество сварки электродами УОНИ-13 следует признать выдающимся, показатели механических свойств сварного шва и наплавленного металла получаются часто выше показателей основного металла.
Назначение отдельных компонентов покрытия УОНИ-13 мо>“ет быть объяснено следующим образом. Основная составная часть мрамор СаС03 при нагревании разлагается на окись кальция СаО, идущую в шлак, и газ С02, частично восстанавливающийся до СО. Двуокись углерода С02 производит окисляющее действие и связывает водород, попавший в зону сварки в водяной пар Н20. Газы С02 и СО практически нерастворимы в металле. С02 заполняет зону сварки, вытесняя из нее воздух и создавая защитную атмосферу- Окислительное действие С02 на металл компенсируется наличием сильных раскислителей в сварочной ванне. Плавиковый шпат CaF2 снижает температуру плавления и вязкость шлака. При нагревании CaF2 частично разлагается, освобождающийся фтор образует с водородом очень прочный фтористый водород, не растворяющийся в металле.
Покрытие негигроскопично, не включает компонентов, содержащих водород, и при изготовлении прокаливается при температуре 300—400° С. В результате содержание водорода в наплавленном металле сводится к минимуму, устраняя источник образования пор и трещин, оно в несколько раз меньше, чем при рудно-кислых покрытиях. Кварц вводят в покрытие для разжижения шлака и уменьшения выгорания кремния в металле. Ферромарганец и ферросилиций вводят для легирования металла. Ферротитан с содержанием около 23% Ti вводят как сильный раскислитель и модификатор наплавленного металла; титан в процессе сварки выгорает почти полностью и в составе наплавленного металла практически не обнаруживается.
Вес приведенных качественных покрытий составляет 30—40% веса электродного стержня. Для составления обмазочной пасты к сухой смеси добавляют 30% водного раствора жидкого стекла плотностью 1,40 или 12—13% в пересчете на сухой остаток.
Существуют специальные электроды, дающие повышенную производительность по наплавленному металлу. Для этой цели в покрытие электродов добавляется железный порошок, изготовляемый на специальных заводах. Количество вводимого порошка железа меняется в разных электродах от 5 до 50% веса электродного стержня и более; вес покрытия может достигать 100—180% веса стержня. Коэффициент наплавки повышается до 12—20 г/а-ч против обычных значений 8—10 г/а-ч; производительность наплавки может быть увеличена в 1,5—2 раза при том же токе. Применение высокопроизводительных электродов с железным порошком пока невелико; одна из причин в том, что часто решающим фактором является скорость расплавления не электродного, а основного металла.
Читать далее:
Производство электродов
Статьи по теме:
pereosnastka.ru