Электродуговая сварка – самый популярный вид сварочного процесса. Электродуговая сварка основы
Основы дуговой сварки
Из множества известных видов сварки наибольшее распространение получила дуговая сварка с помощью электродов благодаря своей универсальности. Данная технология позволяет производить различные типы швов любого назначения, не меняя оборудования с инструментом (при рационально подобранном режиме дуговой сварки). Также он подходит для сварки на труднодоступных участках и во всех пространственных положениях.
Массово применяется ручная электродуговая сварка методом прямого действия. Устойчивость сварочного процесса достигается непрерывностью подачи электродной проволоки в область горения дуги, не допуская существенного изменения в ее длине. Слишком длинная дуга усиливает реакции окисления электродного металла, понижает глубину провара с увеличением разбрызгивания, а швы дуговой сварки при этом содержат заметные оксидные включения.
Технология и оборудование для дуговой сварки
Чтобы знать, как варить электродуговой сваркой, нужно иметь представление о процессе возбуждения, то есть зажигания, дуги. Оно возможно от краткого по времени замыкания сварочной электроцепи, когда производящий сварку касается обрабатываемой металлической заготовки электродным концом с мгновенным его отведением на расстояние в несколько миллиметров. В это время и зажигается электрическая дуга. Ее устойчивое горение в процессе дуговой сварки обеспечивается поступательными движениями конца электрода вдоль своей оси в ходе его расплавления. В ходе выполнения работы электрод для дуговой сварки также может перемещаться вдоль соединения, в направлении к заготовке по ходу процесса своего расправления, поперек соединения с получением шва требуемых формы с сечением.
В ходе выполнения дуговой сварки покрытыми электродами осуществляется расплавление как их покрытия, так и самих стержней. Расплавление покрытия сопровождается образованием газов со шлаком. Последний покрывает собой получаемые в ходе расплавления электрода металлические капли. Перемешиваясь с расплавом металла сварочной ванны, шлак образует особый покров, всплывая на ее поверхность. Это покрытие обеспечивает защиту металла от реакций с азотом, кислородом и другими элементами атмосферного воздуха. Помимо этого, шлак еще способствует очищению расплавленных материалов. Газы, выделяющиеся от расплавления электродного покрытия, вытесняют собой воздух из области действия дуги, что также обеспечивает хорошие защитные условия при электродуговой сварке металлов.
Различные электродные покрытия способны обеспечить не только защиту сварного соединения газами и шлаком от негативных атмосферных воздействий, но и эффективность металлургических процессов, происходящих с металлами в расплаве ванны. С помощью покрытых электродов соединяют различные сплавы из черных и цветных металлов при любой толщине заготовок. Использование этих электродов эффективно как в аргонно-дуговой сварке, так и в наплавке металлов. Рационально их применение для изготовления металлоконструкций при толщине обрабатываемых деталей свыше 2 мм с незначительной протяженностью соединений, в том числе располагаемых на труднодоступных участках, во всех пространственных расположениях.
Важнейшими достоинствами установок дуговой сварки являются простое оснащение с универсальностью его применения. А к недостаткам можно отнести необходимость использования ручного труда с не слишком высокой производительностью работ. Последнее объясняется плотностью тока электродуговой сварки, не допускающей больших значений. Это ставит производительность процесса в зависимость от физико-химических свойств материалов, состава электродов и режимов ручной дуговой сварки.
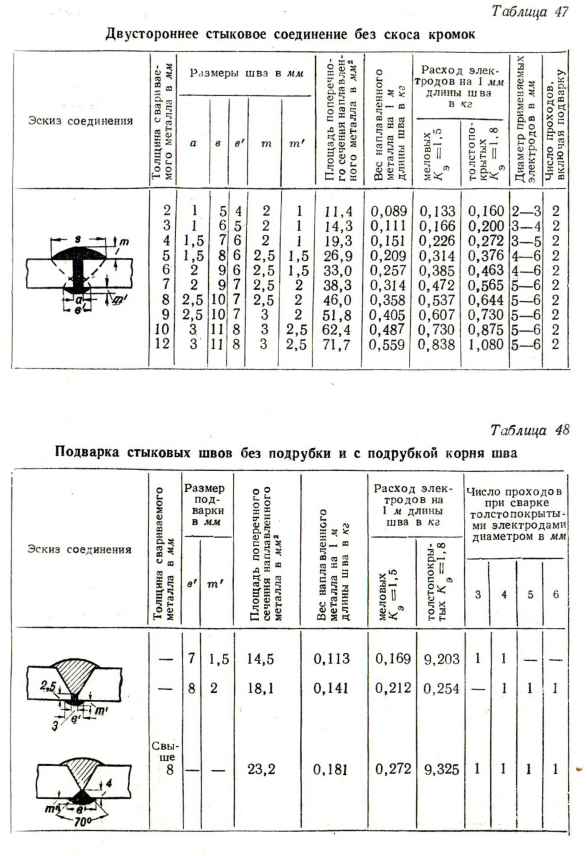
При производстве сварочных работ в качестве исходного металла используют поковки, литье, а чаще всего прокат. Зная, как правильно варить электродуговой сваркой, стоит уделять должное внимание подготовке изделий под сварку. Первоначальная обработка проката включает правку (вручную или с помощью правильных станков), зачистку и вырезку заготовок. Затем детали в случае их искривления в процессе резки правят и проводят подготовку свариваемых кромок, при необходимости с их отбортовкой и гибкой. При невозможности подготовки металла под сварку на промышленном оборудовании, например, в ходе строительно-монтажных работ, металлоконструкции собирают на месте с подгонкой деталей. Для производства дуговой сварки ГОСТ предусматривает основные варианты соединений и конструктивных элементов с размерами, исходя из толщин соединяемых материалов, а также формы подготовки кромок с размерами швов для различных соединений.
Подготовленные к обработке аппаратом электродуговой сварки детали собирают, выдерживая нужные зазоры и совмещения кромок. Измерительными щупами, линейками и шаблонами проверяется точность сборки, после чего производят временное закрепление заготовок с помощью скоб, струбцинов или прихваток короткими швами. Число и размеры прихваток определяются условиями выбранной технологии ручной дуговой сварки. Размеры сечений выполненных прихваток не могут превышать трети основного шва, а их поверхность должна быть очищена от грязи и шлака.
На формы с размерами получаемых швов во многом влияет выбор режима электродуговой сварки, основными характеристиками которого считают напряжение дуги с диаметром электродов и параметры сварочного тока, его силу, род с полярностью. Повышение напряжения на дуге, возможное при ее удлинении, уменьшает глубину провара с увеличением ширины шва. С нарастанием силы сварочного тока возрастает и погонная энергия дуги, увеличивая глубину провара. При повышении скорости инверторной дуговой сварки ширина шва с глубиной провара уменьшаются.
Основы дуговой сварки
В основе дуговой сварки лежит выполнение таких операций, как возбуждение дуги, движения электродом в ходе выполнения сварочных работ и порядок наложения швов, исходя из особенностей производимого соединения. Во всех видах дуговой сварки важное место занимает постоянство длины дуги, зависимой от диаметров с марками используемых электродов. Оно имеет решающее воздействие на геометрическую форму производимого аппаратом аргонно-дуговой сварки шва и его качество. Увеличение длины дуги может подвергнуть металлический расплав азотированию с интенсивным окислением, что приводит к пористости сварного шва, а также усилить разбрызгивание металла. Способность поддерживать постоянную длину дуги – показатель высокой квалификации сварщика.
Подавать электрод или проволоку в дугу необходимо с той же скоростью, с какой происходит его расплавление. Наклон электрода в автоматической дуговой сварке выбирают с учетом положения производимых швов в пространстве, его диаметра с видом покрытия и его толщины, а также исходя из химических составов и толщин обрабатываемых металлоизделий. Для формирования сварного шва оборудование для дуговой сварки должно обеспечивать выполнение электродом определенных движений в трех вариантах. Первый из них представляет собой поступательное передвижение электрода по его оси. Выполняемое со скоростью электродного расплавления, оно обеспечивает требуемую длину дуги.
Движения электрода по второму способу в механизированной дуговой сварке достигается его перемещением вдоль оси валика образуемого соединения на скорости сварки. Эта скорость зависит от токов, поступающих с источника питания для дуговой сварки, диаметров электродной проволоки, видов швов. Третий вариант – колеблющиеся движения электродного конца поперек шовных осей, что необходимо для необходимого провара кромок, образования уширенного валика и предупреждения быстрого остывания сварочной ванны. Такие колебательные действия при дуговой сварке труб могут различаться в зависимости от особенностей выполнения швов, их размеров, положений, форм разделки кромок, навыков сварщика и свойств обрабатываемых материалов.
В повышении долговечности конструкций, выполненных из сталей ручной дуговой сваркой, уменьшении их деформаций и внутренних напряжений большую роль играет порядок заполнения сварного шва. Причем имеет значение как разделывание шва поперек сечения, так и процесс сварки по длине соединения. При заполнении швов по длине в электродуговой сварке труб используют прием «напроход» или обратноступенчатый метод. Первый заключается в выполнении сварного шва целиком в одном направлении, а второй предполагает разделение длинного шва на более короткие отрезки. Заполнение швов по сечению может быть одно- или многослойным, а также многослойным многопроходным.
promplace.ru
Электродуговая сварка – особенности, как выполняется + Видео
Электродуговая сварка – это наиболее популярный способ выполнения сварочных работ, при которых используется электрическая дуга.
1 Технология электродуговой сварки
Для данного вида сварочных работ требуется сильноточный источник питания с малым напряжением. К одному из зажимов такого аппарата подсоединяют электрод для сварки, к другому – свариваемое изделие. Расплавление кромок деталей, которые необходимо соединить, осуществляется дуговым электрическим разрядом. При этом указанная электродуга имеет температуру более 5 тысячи градусов, что выше температуры, при которой плавятся любые известные человечеству металлы.
Задача дуги состоит в том, чтобы преобразовать в теплоту электроэнергию. Под влиянием полученной теплоты происходит расплавление электродного металла и свариваемых поверхностей. Это приводит к формированию сварочной ванны, где металл сварочного стержня взаимодействует с металлом детали. А образующийся при таком процессе шлак уходит на поверхность, создавая пленку, выполняющую защитную функцию. После того как металл затвердевает, получается прочное и качественное соединение.

Рекомендуем ознакомиться
Для сварки электродугой применяют электроды двух видов:
- неплавящиеся;
- плавящиеся.
Если используется неплавящийся сварочный стержень, сварной шов создается за счет расплавления специальных прутков (проволоки), которые называют присадочными и вводят в саму ванну. Плавящийся электрод не требует применения такой присадки.

В некоторых случаях в электроды добавляют натрий, калий, другие элементы, характеризуемые легкостью ионизации. Делается это для того, чтобы сварочная дуга обладала большей устойчивостью. Сварной шов от окисления может предохраняться газами с защитными функциями:
- углекислым;
- гелием;
- полностью инертным аргоном.
Защитные газы подают при проведении сварки из сварочной головки.
В настоящее время электросварка дугой может выполняться постоянным либо переменным током. Меньший разброс расплавленного металла (его брызг) отмечается при использовании постоянного тока, так как отсутствует смена его полярности и переход через ноль.
2 Сварочная дуга – что она собой представляет?
Под дугой, используемой для выполнения сварочных мероприятий, понимают одну из разновидностей электроразряда в газах. При этом разряде отмечается прохождение через газовый промежуток электротока под влиянием электрического поля. По сути, речь идет именно об электрической дуге. Но так как применяют ее в процессе сварки, дугу называют не иначе как сварочной.
На дуге фиксируется снижение напряжения. Она является одним из элементов сварочной электрической цепи. Электрод, подключаемый к "плюсовому" полюсу источника питания, при выполнении сварочных работ на постоянном токе именуют анодом. Если его подключают к "минусовому" полюсу – катодом. При работе на переменном токе каждый из сварочных стержней поочередно является то катодом, то анодом.

Дуговой промежуток – это расстояние между двумя электродами. Длина такого промежутка определяет длину электродуги. При малых температурах в стандартных условиях газы состоят из молекул и атомов с нейтральными характеристиками. Об их электропроводимости речи не идет. Добиться прохождения через газовую среду электротока можно исключительно тогда, когда в ней присутствуют ионы и электроны – элементы с определенным зарядом. Процесс формирования данных элементов принято называть ионизацией.
Заряженные частицы образуются в дуговом промежутке в результате того, что с поверхности катода начинается испускание электронов. Это приводит к ионизации паров и газов, находящихся в промежутке. Электрическая дуга может быть:
- сжатой;
- свободной (прямого действия).

В первом случае сечение электрической дуги могут уменьшать посредством регулирования газового потока, изменения сопла горелки сварочного аппарата, электромагнитного поля. Свободная же дуга неизменна.
3 Электродуговая сварка металлов – разновидности процесса
Для разных металлов рекомендованы различные виды осуществления сварочных работ. Для сварки изделий из чугуна, легированных сталей, некоторых цветных металлов, а также из нержавеющей стали обычно применяется ручная технология с защитой сварочной зоны. В данном случае электрод подсоединяют к электродержателю.
Конец стержня для сварки нагревается в тот момент, когда он прикасается к свариваемому изделию (наблюдается замыкание цепи тока). Нагретый электрод отводят от поверхности сварки (обычно на расстояние до 5 мм), что приводит к установлению дуги. Ток в дальнейшем поддерживается уже за счет дугового разряда.
Важнейшим условием получения качественного соединения при описываемой технологии является наличие обмазки – специального флюса густой консистенции, который окружает стержень для сварки. Обмазка предохраняет ванну и непосредственно электродугу от попадания в них газов из воздуха, обеспечивает высокую стабильность разряда, привносит раскислители, делающие сварочный металл более чистым.

По схожей схеме производится и сварка под флюсом. Правда, при ней роль электрода выполняет проволока, которую с катушки подают через пласт флюса в сварочную зону. Такой процесс можно считать практически полностью автоматическим. С его помощью несложно соединять изделия большой толщины, причем на отличном уровне производительности. Как правило, эту технологию применяют при выполнении больших объемов сварочных работ, так как предварительная подготовка изделий к соединению друг с другом требует немалого времени.
Достаточно популярной считается и технология сварки металлов в инертном газе при помощи вольфрамового неплавящегося электрода. Она предполагает защиту сварочной зоны гелием либо аргоном, которые подаются извне. При описанном способе вредные примеси из атмосферы не попадают в ванну. Чаще всего вольфрамовые стержни рекомендуются для соединения конструкций из нержавейки, никеля, алюминиевых сплавов.
Подробнее хочется рассказать о сварке плавящимися электродами по газоэлектрической технологии. По своей сути она напоминает процесс, выполняемый под слоем флюса, которым является газ, обволакивающий дугу, торец стержня и ванну. Газ подают через сварочное сопло. Целесообразность такой методики обусловлена тем, что при ней допускается получать дуговой разряд с разными параметрами, вводя смеси газов и кислород в незначительных количествах.

Газоэлектрический метод позволяет сваривать металлы с высокой химической активностью (например, медь, "нержавейку", магний и так далее). Он, кроме того, обеспечивает:
- удобство сварки в навесном и вертикальном положениях;
- высокую скорость процесса;
- визуальный контроль выполнения операции со стороны сварщика;
- отличную чистоту шва;
- возможность соединять изделия и с очень большими толщинами, и с очень малыми.
Реже сварка проводится электродами трубчатого типа. При данной операции электрический разряд формируется между трубчатым непрерывным стержнем (порошковой проволокой с флюсом) и изделием, подвергающимся сварке. Функцию присадочного материала при этом выполняет материал электрода, а сварочная ванна защищается элементами, образующимися в процессе разложения флюса.
tutmet.ru
технология процесса и безопасность труда
Министерство образования и науки Российской Федерации
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
ГОУ «МАТИ» - Российский государственный технологический университет
им. К. Э. Циолковского
Кафедра «Природная и техногенная безопасность и управление риском»
Курсовая работа по дисциплине
«Безопасность труда»
Тема:
«Электродуговая сварка: технология процесса и безопасность труда»
Москва 2008
Содержание
Введение
Описание процесса электродуговой сварки
Цех по сварке алюминиевых колен
Оценка факторов рабочей среды
Мероприятия по снижению влияния вредных факторов при ручной дуговой сварке.
Мероприятия по снижению влияния трех основных опасных факторов
Оценка факторов рабочей среды с учетом принятых мер
Заключение
Список литературы
Введение
Безопасность труда – это такое состояние его условий, при котором исключено негативное воздействие на работающих людей опасных и вредных производственных факторов. В наш век, век научно-технического прогресса, когда особенностью производства является применение самых разнообразных технологических процессов, сложных по своей физико-химической основе, использование высокотоксичных, легковоспламеняющихся веществ, различного рода излучений, а также внедрение новых материалов, которые часто недостаточно изучены с точки зрения негативных последствий их применения, особенно остро стоит вопрос о безопасности. И, несмотря на внедрение новых, более современных и безопасных для человека технологий, остается много отраслей, где травматизм являет собой значительную проблему. Таким образом, можно сказать, что уровень производственного травматизма в России сегодня в первую очередь определяется технологическим уровнем производства.
Одна из отраслей, где вопрос о безопасности технологического процесса является наиболее актуальным, является отрасль металлообработки, где не последнее место занимает процесс сварки.
Сваркой называют технологический процесс получения механически неразъемных соединений, характеризующихся непрерывностью структур – структурной непрерывной связью.
Это технологический процесс, с помощью которого изготавливаются все основные конструкции гидротехнических сооружений, паровых и атомных электростанций, автодорожные, городские и железнодорожные мосты, вагоны, наводные и подводные корабли, строительные металлоконструкции, всевозможные подъемные краны и многие другие изделия.
Многообразие свариваемых конструкций и свойств материалов, используемых для изготовления, заставляют применять различные способы сварки, разнообразные сварочные источники теплоты. Для сварочного нагрева и формирования сварного соединения используются: энергия, преобразованная в тепловую посредством дугового разряда, электронного луча, квантовых генераторов; джоулево тепло, выделяемое протекающим током по твёрдому или жидкому проводнику; химическая энергия горения, механическая энергия, энергия ультразвука и других источников.
Все эти способы требуют разработки, производства и правильной эксплуатации разнообразного оборудования, в ряде случаев с применением аппаратуры, точно дозирующей энергию, со сложными схемами, иногда с использованием технической электроники и кибернетики.
Описание процесса электродуговой сварки
Электродуговая сварка – наиболее широко применяемая группа процессов сварочной технологии.
При электродуговой сварке кромки соединяемых деталей расплавляются электрическим дуговым разрядом. Для сварки необходим сильноточный источник питания низкого напряжения, к одному зажиму которого присоединяется свариваемая деталь, а к другому – сварочный электрод. Электрическая дуга представляет собой устойчивый длительный электрический разряд между двумя электродами в ионизированной газовой среде. Дуга состоит из анодной области, катодной области и столба. Главная роль дугового разряда – преобразование электрической энергии в теплоту. Температура дуги на оси газового столба достигает 6000...7500°С, что позволяет расплавить практически все металлы и сплавы. На поверхностях анода и катода температура дуги снижается до 3500 – 4000 0 С. Столб дуги окружен пламенем (ореолом). Из-за большого концентрации тепла и высоких температур при сварке тонкого или легкоплавкого металла, а также чувствительных к перегреву высокоуглеродистых, нержавеющих и легированных сталей электрическую дугу питают током обратной полярности. То есть минус источника тока подключают к изделию.
В результате очень высоких температур дуги возникают опасные факторы: интенсивное излучение сварочной дуги в оптическом диапазоне (ультрафиолетовое, видимое, инфракрасное) и интенсивное тепловое (инфракрасное) излучение свариваемых изделий и сварочной ванны.
Интенсивность излучения и его спектральный состав зависят от мощности дуги, применяемых сварочных материалов, защитных и плазмообразующих газов и т.п. При отсутствии защиты возможно поражение органов зрения (электроофтальмия, катаракта и т.п.) и кожных покровов (эритемы, ожоги и т.п.). А интенсивность инфракрасного (теплового) излучения зависит от температуры предварительного подогрева изделий, их габаритов и конструкций, а также от температуры и размеров сварочной ванны. При отсутствии средств индивидуальной защиты воздействие теплового излучения может приводить к нарушениям терморегуляции вплоть до теплового удара. Контакт с нагретым металлом может вызвать ожоги.
Электрическая дуга возникает в результате сильного нагрева торца электрода (катода), который под действием электрического поля начинает испускать свободные электроны (электронная эмиссия). В дуговом промежутке образуются положительно и отрицательно заряженные частицы – ионы. Положительные ионы – это атомы, потерявшие электроны; отрицательные ионы – это частицы, присоединившие электроны. В образовании дуги главную роль играют положительные ионы. Процесс образования ионов называют ионизацией; газ в дуговом промежутке, содержащий ионы, становится ионизированным, а дуговой промежуток – электропроводным.
Длина дуги. При горении дуги на поверхности свариваемого изделия образуется ванна расплавленного металла (сварочная ванна) с углублением – кратером. Расстояние от конца электрода до поверхности сварочной ванны называется длиной дуги. Длина дуги при ручной дуговой сварке металлическим электродом составляет от 2 до 6 мм. Практически можно считать нормальной дугу, длина которой приблизительно равна диаметру электродного стержня. Длинной называется дуга, длина которой более 1-1,5 диаметра электрода.
Сварку обычно выполняют короткой дугой. При сварке длинной дугой происходит сильное разбрызгивание, окисление капель расплавленного металла, что ведет к пористости шва и плохому сплавлению наплавленного и основного металлов. Так же искры, брызги и выбросы расплавленного металла и шлака могут явиться причиной ожогов.
При сварке угольным электродом длина дуги может достигать 15-20 мм. Напряжение дугового разряда связано прямой зависимостью с длиной дуги: чем длиннее дуга, тем выше напряжение разряда. Точная форма этой зависимости определяется условиями разряда – наличием или отсутствием защитной газовой атмосферы, свойствами покрытого электрода, наличием и свойствами флюса и т.д.
Температура дуги зависит от силы тока, приходящейся на единицу площади поперечного сечения электрода, — плотности тока. Чем она больше, тем выше температура дуги. При ручной дуговой сварке плавящимся электродом плотность тока от 10 до 20 А/мм2 и напряжение 18...20 В. Этим способом можно сваривать и наплавлять углеродистые и легированные стали всех марок толщиной от 1 м и выше, чугун и цветные металлы, а также наплавлять твердые сплавы.
В ремонтной практике для сварочных работ используют переменный и постоянный ток . Сварочная дуга на переменном токе малой плотности горит неустойчиво. Чтобы повысить стабильность дуги, увеличивают плотность тока. По этой причине при сварке мелких деталей возрастает опасность их прожигания, однако из-за простоты источников питания сварку на переменном токе применяют достаточно широко. При сварке на постоянном токе дуга горит стабильно. Это позволяет использовать малые токи и сваривать тонкие детали, кроме того, можно изменять полярность тока. Поэтому, несмотря на более сложное и дорогое оборудование источников питания, постоянный ток применяют в практике все шире.
Производительность сварки характеризуют количеством расплавленного электродного металла в единицу времени.
Под действием высокой температуры в зоне сварки молекулы кислорода и азота, попадающие из воздуха, частично распадаются на атомы. Кислород образует оксиды железа и способствует выгоранию ценных легирующих элементов (марганца, кремния и др.), тем самым резко ухудшая свойства наплавленного слоя. Азот образует нитриды, которые увеличивают твердость, снижают пластичность и способствуют образованию коробления и трещин. Водород, попадающий в зону сварки из влаги и ржавчины, способствует образованию пор и трещин. Чтобы уменьшить вредное воздействие этих элементов, место сварки зачищают, а зону сварки защищают нейтральными газами и шлаками. После сварки используются для зачистки швов ручные пневматические инструменты. Они являются источником локальной вибрации, что может привести к развитию вибрационной болезни у сварщика. Выделение сварочного аэрозоля, газов, пыли также является опасным фактором, т. к. наносит вред дыхательной системе рабочих.
Певмоприводы, вентиляторы, плазмотроны, источники питания, ультразвуковые генераторы, электроды могут быть источниками шума и ультразвука, что также негативно сказывается на рабочих.
mirznanii.com
Лекция 14. Ручная электродуговая сварка
Лекция 14. Ручная электродуговая сварка
Ручную дуговую сварку выполняют штучными электродами, которые сварщик подает к свариваемому изделию и перемещает в нужном направлении.
Используются электроды из сварочной проволоки диаметром 2–8 мм, на поверхность которых наносят различные покрытия–обмазки. Ручную сварку применяют для соединения металла толщиной от 1 мм и выше (до 30 мм) в любых пространственных положениях, любой протяженности и конфигурации, а также при наложении швов в труднодоступных местах. Сваривают стали, чугуны, алюминиевые и медные сплавы, некоторые титановые сплавы.
Существенным недостатком ручной дуговой сварки покрытыми электродами является невысокая производительность процесса и зависимость качества сварного шва от практических навыков сварщика, а также трудность сварки тонкого материала (менее 1–2 мм).
Ручную дуговую сварку можно осуществлять и неплавящимся угольным или вольфрамовым электродом.
Стальная сварочная проволока разделяется на низкоуглеродистую, легированную и высоколегированную. Всего выпускается 77 марок проволоки. Условное обозначение марок проволоки состоит: из индекса Св – сварочная и следующих за ним цифр, показывающих содержание углерода в сотых долях процента и буквенных обозначений элементов, входящих в состав проволоки. При содержании в проволоке менее 1% легирующих элементов ставят только букву этого элемента, если содержание легирующего элемента более 1%, то после буквы в целых единицах указывают содержание этого элемента. Буква А в конце условных обозначений марок низкоуглеродистой и легированной проволоки указывает на повышенную чистоту металла по содержанию серы и фосфора. Например, Св–08ГС, Св–06Х19Н10М5Т и др.
Сварочная проволока для сварки алюминия и его сплавов предусматривает 14 марок проволоки, химический состав которой идентичен свариваемому металлу (например, СвА97, СвА95, СвАМЦ, СвАМГ и др.).
Для сварки меди и ее сплавов применяют проволоку из меди и сплавов на медной основе.
Для сварки чугуна применяют стержни, отлитые из серого чугуна.
Для сварки титана используют сварочную проволоку из сплава ВТ1, ВТ5 и др.
Сварочная проволока используется и для изготовления присадочных прутков при сварке неплавящимся электродом.
Электроды классифицируют по следующим признакам:
-назначению
-типу и видам покрытия
-характеру жидкого шлака и др.
По назначению стальные электроды подразделяются на 4 класса:
-для сварки углеродистых и низколегированных сталей.
К этой группе относятся электроды типов Э34, Э42, Э42А,…,Э145. Цифры показывают прочность наплавленного металла в МПа, буква А – повышенную пластичность металла сварного шва. Например, Э34 – предел прочности 340 МПа или 34 кг/мм2. Для сварки сталей этого типа электроды выбирают с учетом равной прочности основного и электродного металла. Свойства наплавленного металла должны быть равны или несколько выше соответствующих свойств свариваемого металла.
-для сварки легированных теплоустойчивых сталей.
Электроды подразделяются на типы Э-М, Э-ХМ, Э-ХМФ, Э-Х5МФ, Э-ХМФБ и другие. Буквы Х, М, Ф,.Б означают легирование металла стержня соответственно хромом, молибденом, ванадием, ниобием, повышающими теплоустойчивость сварного шва. Электроды для сварки выбирают по признаку химического состава металла шва.
-для сварки высоколегированных сталей с особыми свойствами.
Наибольшее применение имеют хромистые и хромоникелевые стали. Главными легирующими элементами являются хром и никель, которые придают сталям высокую коррозионную стойкость.
а) сварка хромоникелевых сталей типа 12Х18Н9, 17Х18Н9, 12Х18Н10Т и др. Электроды выбирают по технологическим особенностям эксплуатации конструкции. То есть выбор зависит от того, в какой среде работает конструкция (слабой или сильной агрессивной) , при каких температурах (низких или высоких) и пр. Для этих целей установлено 34 различных типов электродов. Например, для слабой агрессивной среды ЭА-1а, для сильной агрессивной среды ЭА-1б. Буква А указывает на аустенитный класс сталей.
б) сварка хромистых сталей. Эти стали подразделяются на три основные группы: мартенситные с содержанием хрома до 12%; феррито-мартенситные – при содержании хрома 12-13%; ферритные стали, содержащие хрома 13% и выше.
Наибольшее распространение получили ферритные нержавеющие стали 12Х13, 20Х13, 30Х13, 15Х25Т, 15Х28. Сварку этих сталей производят по двум технологическим вариантам:
-применением сварочных материалов, электродов, обеспечивающих получение металла шва подобного основному металлу. В этом случае электроды выбирают по признаку химического состава и используют электроды типа ЭФ-Х13, ЭФ-Х17, ЭФ-Х25 и др. Цифра указывает содержание хрома в процентах в металле шва, буква Ф – класс свариваемой стали.
-использованием для сварки материалов, электродов аустенитного класса.
-для наплавки поверхностных слоев установлено 44 типа электродов. Обозначение электродов соответствует химическому составу наплавки и ее твердости по Роквеллу.
По толщине покрытия в зависимости от отношения диаметра электрода D к диаметру стержня d электроды изготовляются:
- с тонким покрытием
- со средним покрытием
- с толстым покрытием
- с особо толстым покрытием
Покрытия выполняют следующие функции:
газовая защита зоны сварки и расплавленного металла создается при сгорании газообразующих веществ и предохраняет расплавленный металл от воздействия кислорода, водорода и азота. Кислород, соединяясь с железом, образует закись железа , которая хорошо растворима в расплавленном металле. При кристаллизации сварочной ванночки закись железа вытесняется к границам зерен металла, и, как следствие, металл шва приобретает низкие прочностные свойства.
Поглощение сварочной ванной азота и водорода приводит, в первом случае, к образованию нитридов (FeN) и повышенной хрупкости металла, а во втором случае, – к образованию кристаллизационных трещин.
Газообразующие вещества вводят в покрытие в виде органических соединений: древесной муки, декстрина, целлюлозы, крахмала, пищевой муки и т.д. Защитное действие этих веществ заключается в том, что при их сгорании в зоне дуги выделяется большое количество газов, которые оттесняют от сварочной ванны кислород и азот воздуха.
Защита расплавленного металла от водорода достигается путем связывания его в соединение прочное при высоких температурах и нерастворимое в жидком металле. Например, в HF, ОН. Это достигается использованием в электродных покрытиях соединения СаF2.
раскисление металла сварочной ванны элементами, обладающими большим сродством с кислородом, чем железо применяют для удаления из сварочной ванны имеющегося в ней кислорода. Для этого в состав покрытия вводят марганец, кремний, алюминий, молибден, хром. Эти элементы, находясь в расплавленном металле сварного шва, легче вступают в химические соединения с кислородом и, будучи сами нерастворимыми в стали или имея ограниченную растворимость, в виде окислов всплывают на поверхность сварочной ванны.
шлаковая защита служит для защиты расплавленного металла от воздействия кислорода и азота воздуха путем образования шлакового покрытия на поверхности расплавленного металла шва. Шлаковое покрытие уменьшает скорость охлаждения и затвердевания металла шва, способствуя выходу из него газовых и неметаллических включений. Шлакообразующими компонентами являются титановый концентрат, каолин, мрамор, мел, кварцевый песок, доломит, полевой шпат и др.
легирование металла шва для придания специальных свойств наплавленному металлу. Легирование осуществляют хромом, никелем, молибденом, марганцем и др.
стабилизация горения дуги посредством соединений калия, натрия, кальция , бария.
В качестве связующего компонента применяют жидкое стекло. Оно связывает компоненты покрытия между собой и со стержнем электрода.
Компоненты покрытий просушивают, тонко измельчают в требуемых весовых соотношениях и после добавки жидкого стекла наносят на электродные стержни. Наносят обмазку двумя способами:
1)погружением в полужидкий замес
2)методом прессования.
После нанесения покрытия сырые электроды просушивают в течение 12-24 часов при комнатной температуре, а затем прокаливают при температуре 200–250оС в течение 1–2 часов.
По химическому составу жидких шлаков покрытия подразделяют на кислые и основные.
В шлаках кислых покрытий преобладает окись кремния SiO2.Кислые шлаки обладают хорошими раскисляющими свойствами, но через них нельзя в широких пределах легировать наплавленный металл в связи с интенсивным выгоранием легирующих примесей. В состав кислых шлаков входят марганцевая руда, полевой шпат, рутил и т.п. Электроды с кислыми покрытиями (руднокислым, рутиловым и органическим) применяют для сварки углеродистых и низколегированных сталей.
В шлаках основных покрытий преобладает окись кальция CaO. Основные шлаки обеспечивают достаточно хорошее раскисление и позволяют вводить в металл шва значительные количества легирующих элементов. В состав основных покрытий входят мрамор, плавиковый шпат CaF2 и ферросплавы. Электроды с основным покрытием (фтористокальциевым) используются для сварки легированных и высоколегированных сталей.
Важной характеристикой электрода является его марка – она определяет состав покрытия, технологические свойства электрода: род и полярность тока, возможность сварки в различных пространственных положениях и др (УОНИ–13/45, ЦЛ–18, ЦЛ–10, ОММ–5, ОМА–2 и др.).
Один конец электрода на 30–40 мм очищают от покрытия для закрепления его в электродержателе.
Электроды характеризуются коэффициентами расплавления, наплавки и потерь.
Коэффициент расплавления – количество расплавленного электродного металла в граммах в течение часа, приходящееся на один ампер сварочного тока
,
где: –коэффициент расплавления;
–масса расплавленного электродного металла за время t;
I–сварочный ток, А;
t–время горения дуги, равное 1 час.
в среднем составляет 8–12 г/А·час.
Коэффициент наплавки – количество наплавленного электродного металла в граммах в течение часа, приходящееся на один ампер сварочного тока
,
в среднем составляет 8-10 г/А·час.
Коэффициент потерь представляет собой
и составляет при сварке тонкопокрытыми электродами 10-20%, толстопокрытыми 5–10%, в защитных газах 3–10% под флюсом 1–3%.
Режимы ручной сварки
1. Диаметр электрода выбирают в зависимости от толщины металла и типа сварного соединения. При этом можно руководствоваться ориентировочно следующими данными
| Толщина металла, мм | 0,5 | 1–2 | 2–5 | 5–10 | Свыше 10 |
| Диаметр электрода, мм | 1,5 | 2–2,5 | 2,5–4,0 | 4–6 | 4–8 |
2. Величина сварочного тока зависит от диаметра электрода. Ориентировочно можно определить по формуле
, А
где d–диаметр электрода, мм.
3. Длина дуги определяется по формуле
, мм
Чем короче дуга, тем выше качество наплавленного металла.
4. Напряжение горения дуги зависит от длины дуги и определяется по формуле:
.
Автоматическая сварка под слоем флюса
Основным современным видом сварки при изготовлении ответственных конструкций является дуговая сварка под слоем флюса. Характерные особенности этого вида сварки заключаются в следующем:
сварка ведется непокрытой электродной проволокой
защита дуги и сварочной ванны осуществляется флюсом
перемещение электрода в вертикальном направлении и вдоль сварного шва механизированы.
Автоматическую сварку под флюсом целесообразно применять для выполнения кольцевых, прямолинейных, стыковых и угловых швов протяженностью 0,8 м и более на металле толщиной 3 − 100 мм со свободным входом и выходом сварочной головки для начала и конца шва.
Преимущества сварки:
1. Хорошая и сравнительно дешевая защита расплавленного металла от воздействия атмосферного воздуха.
2. Производительность при автоматической сварке под флюсом по сравнению с ручной дуговой увеличивается в 5–25 раз за счет увеличения скорости сварки с 2 м/час до 30 м/час; увеличения силы сварочного тока в результате отсутствия опасения разбрызгивания металла.
3. Более низкий расход электродного металла вследствие уменьшения доли электродного металла в образовании шва (с70 до 30%), снижения потерь на угар, разбрызгивание и огарки.
4. Отпадает необходимость защиты глаз от светового излучения и не требуется квалифицированная рабочая сила.
Недостатки автоматической сварки под флюсом:
1. Возможность сварки только в нижнем положении;
2. Необходимость более тщательной (по сравнению с ручной сваркой) подготовки кромок и более точной сборки деталей под сварку;
3. Невозможность сварки стыковых швов на весу, то есть без подкладки или предварительной подварки корня шва.
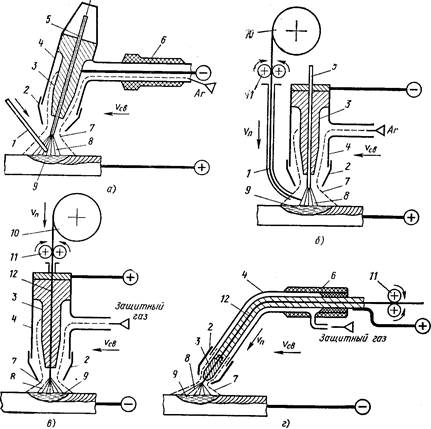
1–токопровод
2–ролики
3–электродная проволока
4–ванна жидкого шлака
5–гранулированный флюс
6–шлаковая корка
7–сварочный шов
8–основной металл
9–ванна жидкого металла
10–дуга
Дуга горит между электродной проволокой и основным металлом. Столб дуги и сварочная ванна закрыты слоем флюса толщиной 30–50 мм. Часть флюса расплавляется, образуя ванну жидкого шлака. При поступательном движении электрода постепенно происходит затвердевание сварочной и шлаковой ванн, образование сварного шва, покрытого твердой шлаковой коркой, которая впоследствии легко отделяется от наплавленного металла.
Нерасплавленный в процессе сварки флюс пневматическим устройством отсасывается со шва и используется в дальнейшем при сварке.
При сварке под флюсом к электродной проволоке предъявляются строгие требования по химическому составу, чистоте поверхности и калибровке ее сечения. Отклонения размеров проволоки по диаметру нарушают работу роликов автоматической головки и ухудшают качество шва.
Сварку под флюсом можно осуществлять переменным и постоянным током. Предпочтение должно быть отдано сварке на постоянном токе, обеспечивающем, как правило, высокое качество сварных швов. Высоколегированные коррозионно-стойкие стали сваривают на постоянном токе обратной полярности.
Оборудованием для сварки являются сварочные автоматы. Они имеют:
механизм подачи электродной проволоки в зону дуги (автоматическая головка)
механизм перемещения головки или механизм перемещения изделий.
Сварочный автомат, у которого головка закреплена на самоходной тележке, имеющей самостоятельный привод, называют сварочным трактором.
Сварочные флюсы
Флюс представляет собой зернообразный продукт с размером зерен 1–3 мм.
По способу изготовления флюсы подразделяются на плавленые и керамические.
Плавленые флюсы получают сплавлением исходных компонентов в пламенных или электрических печах с последующей грануляцией. Исходными компонентами являются только шлакообразующие компоненты: марганцевая руда MnO, кремнезем SiO2, полевой и плавиковый шпат, доломит, известняк СаО. Компоненты замешиваются на жидком стекле. Эти флюсы пассивны в металлургическом отношении и служат только для образования шлаков.
Плавленые флюсы применяются при сварке углеродистых сталей.
Керамические флюсы кроме шлакообразующих компонентов содержат также раскислители и различные легирующие элементы. Их технология изготовления подобна технологии изготовления покрытий качественных электродов. Компоненты тщательно размалывают и в установленной пропорции перемешивают с жтдким стеклом. Приготовленную однородную смесь протирают через сито и получают флюс в виде влажных крупинок размером 1–3 мм. После просушивания и последующего прокаливания при 600–700оС крупинки упрочняются и флюс становится пригодным для использования.
Керамические флюсы применяются для сварки легированных сталей, включая коррозионностойкие, цветных металлов и сплавов.
По химическому составу флюсы классифицируют по содержанию кремния и марганца:
-низкокремнистые флюсы, содержат менее 35% SiO2
-высококремнистые флюсы, содержат более 35% SiO2
-марганцевый, содержит более 1% MnO
-безмарганцевый, содержит менее 1% MnO
-бескислородные флюсы, состоят в основном из фторидных и хлоридных солей металлов. Их применяют при сварке химически активных металлов. Например, флюс АН-А1 для сварки алюминия и его сплавов состоит из 50 %KCl; 20 % NaCl; 30 % Na3AlF6.
Кроме автоматической сварки под слоем флюса есть полуавтоматическая сварка. Она отличается от автоматической тем, что перемещение электродной проволоки вдоль шва производится вручную. Применяется для коротких и прерывистых швов, а также криволинейных, которые нельзя сварить автоматической сваркой.
Так как объем сварочной ванны достаточно велик (10–20 см3, а при ручной дуговой 1–2 см3), то во избежание стекания жидкого металла и флюса сварка этими способами осуществляется только в нижнем положении, т.е. когда шов располагается в горизонтальной плоскости или при очень небольших наклонах свариваемых листов, как правило, не более 7о.
Особенностью сварки под флюсом является возможность глубокого проплавления основного металла. Поэтому при сварке под флюсом металл большой толщины можно сваривать без разделки кромок, но с применением обязательного зазора между листами.
Важное значение имеет качество сборки деталей под сварку. Необходимо обеспечить:
- постоянную величину зазора по всей длине шва;
- защиту обратной стороны шва от вытекания металла из зазора.
Сборка и сварка конструкций производится на специальных стеллажах или приспособлениях. Необходимый зазор и взаимное расположение листов фиксируется прихватками. Чтобы не возникли продольные трещины при переваривании сборочных прихваток в швах, прихватки должны быть длиной 50 мм и отстоять друг от друга на расстоянии 500 мм. При сварке соединений с разделкой кромок прихватки ставят с обратной стороны шва.
Для удержания жидкого металла в зоне сварки применяют специальные технологические приемы.
1. Флюсовая подушка.
К нижней стороне свариваемых листов прижимается слой флюса, который препятствует вытеканию металла сварочной ванны из зоны сварки. Для массивных деталей прижатие обеспечивается собственным весом конструкции.
При сварке листовых соединений из металла толщиной 2–8 мм необходимое прижатие флюса обеспечивается при помощи специального приспособления (резиновой трубки с сжатым воздухом).
Сварка кольцевых швов производится на флюсоременной подкладке при одновременном вращении обечайки и перемещении ремня, на котором находится флюс, с одинаковой скоростью.
2. Сварка на медной и флюсомедной подкладке.
Когда необходимо получить сварное соединение, у которого нижняя сторона гладкая (без усиления), производится сварка на медной подкладке. В отдельных случаях, особенно при сварке листовой стали толщиной 1,5–2,5 мм, хорошее сварное соединение получается при прижатии детали к медной подкладке, в которой имеется треугольная канавка – выточка шириной 12–20 мм, глубиной 1,5–2,5 мм, в которую насыпается флюс.
3. Сварка по ручной подварке.
В случаях, когда детали кантовать (переворачивать) нельзя, производят предварительную подварку корня шва, с одной или с двух сторон.
А–автоматический шов
Р–ручная подварка
4. Сварка угловых соединений.
Чтобы в процессе сварки расплавленный металл не стекал по вертикальной стенке вниз, сварку производят в «лодочку».
10
refdb.ru
Принцип действия электродуговой сварки
Принцип действия дуговой электросварки: дуговой разряд преобразует электрическую энергию в тепловую. Температура достигает 3000–5500 градусов Цельсия, тогда газ в разряде переходит в ионизированные частицы, влияющие на присадочный металл. На характер разряда влияют используемый присадочный металл, характеристики электрической цепи и защитной среды. Напряжение дуги зависит от ее длины. Электродуговая сварка может быть ручной или выполняться с помощью сварочного оборудования. Ручная сварка с защитой зоны сварки является наиболее распространенным видом электросварки. Данная технология используется для сварки стали легированной и мягкой, нержавейки, чугуна и цветных металлов. Электрод представляет собой стержень диаметром до 1 см, который закрепляется электрододержателем. Затем, электрод прикасается к свариваемой детали и замыкает электрическую цепь. При этом происходит нагревание конца электрода. После этого электрод отводится от детали на 3–5 мм, и возникает дуговой разряд, который продолжает поддерживать ток в цепи. В непосредственной близости от дугового разряда происходит интенсивный нагрев и в месте стыка основной металл детали расплавляется. Конец электрода также начинает расплавляться, и оба металла соединяются в сварочной ванне.
Важно следить за тем, чтобы размер дуги не менялся, и вести электрод таким образом, вдоль кромок стыка. В процессе прохождения электрода вдоль кромок стыка образуется сварочная ванна из расплавленного основного и электродного металлов, которая сразу же затвердевает. В результате чего образуется сварочный валик по контуру сварки. В данной технологии важным является создание плотного флюса — защитной обмазки электрода, который защищает дугу и сварочную ванну от загрязнения атмосферными газами, способствует очистке сварочного металла окислителями, повышает стабильность дугового разряда и ускоряет наплавку. При работе сварочным оборудованием можно использовать переменный или постоянный ток. Также существует сварка неплавящимся электродом из вольфрама или графита, когда расплавляется только основной или дополнительный присадочный металл, сварка косвенной дугой между двумя неплавящимися электродами и сварка трехфазной дугой, которая идет между самими электродами и между электродом и основным металлом.Двухфазные портативные сварочные трансформаторы. Плавная регулировка тока. Защита от перегрузки. Укомплектованы аксессуарами.
nikkey.ru