







Сварка труб отопления. Сварка труб отопления полуавтоматом
Как правильно сварить трубу для отопления?
Апрель 27, 2017
Осуществить врезку в трубу отопления без использования сварки вполне возможно, однако исполнить это самостоятельно без применения специального оборудования не получится. Поэтому для подключения к магистральной отопительной системе тоже нужно будет использовать сварку. Для того чтобы качественно сваривать между собой металлические элементы разного рода, необходимо разобраться, что же именно представляет собой сварка.
Принцип данной технологии заключается в следующем: металлическая заготовка под воздействием высокой силы тока и определенного напряжения начинает расплавляться и состыковывается с аналогичным краем другой заготовки. Изделия начинают проникать друг в друга, их частицы пересекаются между собой на молекулярном уровне. Во многом за счет этого электросварку металлических труб отопления принято считать одной из наиболее надежных технологий, которая позволяет обеспечить очень высокий уровень прочности соединения.
Разновидности электродов
Электросварочный электрод является металлическим стержнем определенного диаметра, который обладает специальным покрытием для проведения сварных работ. Толщина данного расходника бывает различной – этот показатель следует выбирать в зависимости от того, металл какой толщины планируется соединять. Обмазка электрода предназначена для дополнительной защиты стальных элементов и сварной ванны от непосредственного воздействия внешней среды. Более того, она помогает сделать горение дуги значительно лучше.

Перед непосредственной покупкой электродов желательно проконсультироваться у сварщиков или у соседей, которые периодически занимаются проведением сварных работ в домашних условиях, какими именно расходными материалами они пользуются. Сварка металлических труб отопления поддельными или низкокачественными электродами приведет к возникновению низкокачественного соединения, которое с течением времени начнет протекать. Нужно сказать, что надежные электроды дешево стоить не могут.
При изготовлении домашнего трубопровода с помощью электросварки желательно использовать электроды, диаметр которых составляет от 2 до 5 мм. Покрытие тоже играет немаловажную роль. Оно бывает разных видов:
- основное – является универсальным, способствует получению высококачественного соединения даже при использовании холодной сварки. В течение последующей эксплуатации швы практически никогда не растрескиваются, обладают великолепными показателями вязкости;
- выполненное на основе целлюлозы и рутила. Предназначено для формирования сложных соединений, в частности вертикального шва, идущего строго сверху вниз;
- рутиловое покрытие будет смотреться наиболее привлекательно. С поверхности соединения можно с легкостью удалить шлак, очень легко зажигается дуга. Подобные электроды, как правило, используются в процессе создания прихваток или для формирования угловых швов;
- покрытие на основе рутила и кислоты позволяет получить не только качественный шов, но и шлак, обладающий собственной структурой. После завершения сварки труб отопления электросваркой его будет очень легко удалить;
- целлюлозное покрытие идеально подходит для конструкций, отличающихся большим диаметром. Благодаря такому покрытию можно быстро и надежно сформировать не только вертикальный, но и кольцевой шов.
Подготовка поверхности
Перед тем как приступить к непосредственному выполнению работ, поверхность соединяемых элементов следует тщательно высушить и зачистить щеточкой для того, чтобы получить металлический блеск, счистить все следы коррозии и так далее. Если труба имеет деформированный участок, то его нужно удалить. Зачищают примерно по два сантиметра с каждого конца заготовки.
Если труба имеет диаметр не больше 89 мм при толщине от 2 до 5 мм, то лучше всего использовать электроды, толщина которых около 3 мм. Более тонкие электроды не проплавят металл по всей глубине, а толстая продукция неудобна в процессе проведения работ.
Чтобы понять, как правильно варить, необходимо учитывать, что разновидностей сварных соединений существует несколько:
- стыковое;
- внахлест;
- угловое;
- тавровое;
- крест-накрест.
Технология проведения работ
Прежде всего вставляют электрод в держатель и зажигают дугу, чиркая им по основному металлу. Благодаря этому становится возможной сварка труб отопления электросваркой. Если все было сделано правильно, получится соответствующая электрическая дуга, за счет которой и будет производиться расплавление металла. Электрод нужно держать на расстоянии около 5 мм от поверхности заготовок на участке, где их планируется соединить. Варить трубу электросваркой следует под определенным углом – порядка 70 градусов. Шов накладывают осторожно, колебательными движениями, только в этом случае продукция соединение элементов будет наиболее качественным.
Можно проводить электродом по зигзагу серповидной траектории. В районе формирования дуги будет образовываться соответствующий валик. Когда соединение будет закончено или кончится электрод, надо дать стыку немного остыть, после чего сбить шлак с поверхности соединения. Вполне возможно, что нужно будет наложить несколько дополнительных швов. Главное, о чем следует помнить, – после каждого прохода требуется сбивать шлак.
Холодная сварка для труб отопления может использоваться даже в бытовых условиях начинающим сварщиком. Сам сварочный процесс начинается с формирования прихваток вне зависимости от типа соединения. Прихватки делают с помощью тех же электродов, которыми в дальнейшем будет образовываться весь шов. Если диаметр трубы не слишком большой, можно сделать всего две-три прихватки – они будут удерживать конструкцию в одном положении, не позволяя элементам смещаться относительно друг друга. В дальнейшем это значительно облегчит проведение работ.
Выбор сварочного аппарата
В последнее время наибольшей популярностью как в бытовых, так и в промышленных условиях пользуются инверторные сварочные аппараты. Они отличаются превосходным качеством, позволяют обеспечивать постоянное горение дуги и формирование надежной сварной ванны. В результате за счет использования данного аппарата можно получить наиболее качественное соединение.
Инверторное оборудование обладает не слишком большим весом, что позволяет с легкостью переносить его с одного места на другое – для удобства транспортировки оно оснащено специальной лямкой. При необходимости его разрешается использовать в автономном режиме – можно подключить к бензиновому или дизельному генератору.

Трансформаторные сварочные аппараты более громоздкие и не слишком надежные. Они создают довольно серьезную нагрузку на электрическую сеть, что в дальнейшем может стать причиной возникновения короткого замыкания. Из-за этого их нежелательно подключать к разного рода генераторам бензинового или дизельного типа.
electrod.biz
Сварка металлических труб отопления – видео инструкция своими руками

Сварка стали
Не секрет, что для соединения металлических труб отопления чаще всего используется метод сварки. Благо на сегодняшний день выбор аппаратуры для этих целей огромен. Причем сварочные аппараты встречаются не только для промышленного, но и бытового применения. Это открыло большие возможности для людей, которые любят все по дому делать своими руками.
И если человек раньше никогда не сваривал детали, то у него возникает множество вопросов, как это сделать. Ведь при своей достаточной простоте сварка – сложный и опасный способ соединить металлические трубы. Поэтому стоит этот вопрос рассмотреть подробнее, а в качестве дополнения можно посмотреть обучающие видео инструкции.
Виды сварки
Видов сварки сегодня придумано довольно много. Среди них:
- Термическая. К этой категории относят все процессы, связанные с плавлением.
- Термомеханическая. Это применение магнитоуправляемой дуги, а также контактная сварка.
- Механическая. Это менее распространенный способ: взрывом и трением.
В промышленных масштабах чаще всего применяются автоматические и полуавтоматические методы. Для частных случаев характерной остается ручная дуговая.
Подготовка
Сначала следует выполнить подготовку поверхности и определиться с материалами.
Электроды

Ручная дуговая сварка труб отопления
Если используется ручная дуговая сварка, тогда расходным материалом выступают электроды. Выбор этих изделий огромен, поэтому с выбором могут быть проблемы, тем более, специально для каждого материала и условий состав и диаметр электродов отличается.
Но в целом эти расходные материалы можно условно объединить всего лишь в две группы:
- неплавящиеся;
- с плавящимся основанием.
Все определяется сердцевиной электрода, а точнее материалом, который использовался для ее изготовления. Неплавящиеся электроды имеют вольфрамовую, графитовую сердцевину. В некоторых случаях применяется электротехнический уголь. Плавящиеся же создаются из сварочной проволоки разного состава и диаметра.
Также электроды классифицируются по покрытию, каждое из которых создается для конкретных требований. И при выборе материала этот нюанс следует учитывать. Например:
- Марка В. С основным покрытием. Швы обладают высокой стойкостью к растрескиванию, отменными вязкостными характеристиками.
- Марка RC. С рутилово-целлюлозным покрытием. Для выполнения вертикальных швов.
- Марки R, RR. С рутиловым покрытием. Получаются внешне красивые швы. Эффективно применяются для выполнения угловых швов, прихваток.
- Марка RA. С рутилово-кислотным покрытием. Легко удаляется шлак.
- Марка С. Подходят для создания кольцевых швов на изделиях с большим диаметром.
Подготовка поверхности труб
Подготовка поверхности
Как и в любом техпроцессе, перед процессом поверхности труб требуется подготовить. Обработке подвергаются те области, которые будут свариваться.
Для начала изделия проверяются по таким параметрам:
- соответствие размеров;
- должен иметься сертификат;
- не должно быть деформации;
- толщина труб должна быть одинаковой;
- химический состав и механические свойства должны соответствовать ГОСТу.
Подготовка поверхности — очистка от масла, грязи, ржавчины и прочих загрязнений. Также следует проверить величину притупления, угол раскрытия кромки. Не обойтись и без проверки перпендикулярности торца оси трубы.
Если скос кромки не соответствует, необходимо применить, например, шлифмашинку. Угол раскрытия кромок должен составлять около семидесяти градусов.
Величина притупления зачастую — около 2 мм.
Процесс сварки

Процесс сварки труб
Сваривать трубы нужно правильно. Процесс начинается с монтажа прихваток. Они – составная часть шва. Выполняются прихватки теми же электродами, которыми будет выполняться шов.
Если трубы отопления имеют диаметр больше 30 см, потребуется 4-е прихватки. Они должны быть выполнены равномерно, на приблизительно равном расстоянии друг от друга. Длина прихваток должна быть 5 см, а высота – около 3-4 мм.
При толщине стенок труб отопления до 12 мм сварка выполняется в три слоя. При этом стремиться следует к тому, чтобы стыки делались в поворотном положении.
Поворотный метод
С помощью электродов диаметром 2-4 мм выполняется первый сварочный слой. Его высота должна быть на уровне 4 мм. Для формирования второго слоя необходимы электроды большего диаметра.
Процесс сваривания:
- выполняется деление стыка на 4-е сектора;
- в первую очередь выполняется 1-й и 2-й сектор;
- трубу поворачивают, выполнение слоя шва на других секторах;
- снова поворот изделия, создание шва на первых двух секторах;
- труба опять вращается, процесс аналогичен на остальных секторах;
- третий слой делается после вращения изделия.
Рекомендация: при небольших диаметрах (до 20 см) создавать сектора не нужно, все делается одним слоем при вращении изделия.
Металлические трубы отопления требуют особого подхода для их соединения. Поэтому выполнение сварки должно происходит с четким соответствием существующим нормам, что позволит создать надежную и прочную конструкцию.
trubygid.ru
Сварка труб отопления в квартире или доме

Сварка труб отопления
Сварка – это очень обширная тема и охватить ее полностью одной статьей просто невозможно. Ранее мы уже рассказывали о том, как найти и устранить течь в системе отопления. Сегодня более обширно рассмотрим, как правильно паять полипропиленовые трубы для отопления и сваривать сталь.
Работа с полимерами
Чтобы разобраться, как правильно паять полипропиленовые трубы для отопления, нужно знать, из чего они сделаны. Полипропилен – это полимер, который может состоять из различных по структуре частиц:
- гомополимеров;
- блок-сополимеров;
- рандом-сополимеров;
Также следует учитывать, что при сварке труб отопления придется иметь дело с армированными изделиями. Если армирование выполнено их стекловолокна, то это никак не влияет на процесс монтажа, а вот алюминиевое покрытие нужно зачищать на глубину проникновения в стык. Это касается изделий с расположением слоя фольги ближе к наружной поверхности. Есть изделия, в которых армирование находится ближе к внутренней поверхности, в этом случае зачистка не потребуется.

Паяльник для пропилена
Перед тем как паять полипропиленовые трубы для отопления потребуется приобрести электрический паяльник. Для того чтобы спаять пропилен применяется специальный паяльник, который состоит из:
- корпуса;
- электронного блока с катушкой, вмонтированного в корпус;
- нагревательной платформы;
- головки;
- также может иметь регулировку уровня нагревания платформы.
При пайке пластиковых труб для отопления из пропилена важное значение имеет степень нагревания деталей. В идеале верхний слой полипропилена должен расплавиться ровно настолько, чтобы создать однородную массу, при этом, не потеряв своих физико-химических характеристик. При нарушениях температурного режима соединение будет слабым, может залить расплавленным пропиленом условный проход, что сильно заузит путь теплоносителю.
Качество соединения напрямую зависит от того, как монтажник чувствует материал. Те, кто еще не набрался достаточно опыта пайки труб отопления, могут воспользоваться таблицей, в которой указано время нагревания разных изделий из полипропилена.

Время нагревания пропиленовых труб
Следует учитывать, что для сварки пластиковых труб отопления головка платформы нагревается до 260 градусов. Несмотря на то, что некоторые модели паяльников имеют возможность регулирования температуры платформы, на практике это не используется. Степень прогрева материала регулируется только временем нагревания. Перед тем как паять трубы отопления, ознакомьтесь со значениями таблицы:
Во время пайки труб отопления своими руками обратите внимание на то, как детали надеваются на головку нагревательной платформы. Это должно происходит с некоторым усилием, также плотно детали должны соединяться между собой. При соблюдении техники выполнения монтажа стык образует монолитное соединение, которое очень надежное. Об удовлетворительном качестве пайки свидетельствует кольцо из выдавленного со стыка расплавленного пропилена. Это значит, что материал заполнил все полости и выдавил весь воздух.
Склеивание полимеров
Это еще один метод монтажа контура отопления. Он применяется для изделий из поливинилхлорида (ПВХ). Только нас интересует не базовый ПВХ, а модернизированный. Изделия проходят дополнительный производственный процесс, который называется хлорирование. Вследствие этого у молекул ПВХ увеличивается количество связей между собой. Это делает материал более крепким и приспособленным для горячего водоснабжения и отопления. Хлорированный поливинилхлорид (ХПВХ) соединяется методом склеивания.
На трубу и муфту наносится специальный состав – это клей, который состоит из ХПВП, разбавленного растворителем. Попадая на поверхность полимера, он растворяет его верхний слой. Застывание происходит в течение десяти секунд.
Сварка стали (электрическая, газовая)
Сварка труб отопления из стали предпочтительней резьбового соединения. Этот метод основан на нагревании кромок соединения до температуры плавления. При этом образуется плавильная ванна с расплавленным металлом, в которую подается припой в необходимом количестве. Постепенно продвигаясь, расплавленный металл заполняет швы. После остывания получается монолитное соединение.
Если нужно заделать небольшое отверстие в контуре, можно воспользоваться двухкомпонентной холодной сваркой для труб отопления.
Методов сварки стальных труб отопления достаточно много. Мы будем рассматривать только те, которые могут быть применены при монтаже отопления в домах и квартирах. Главный критерий – это мобильность. Ест два основных подхода.
Электрическая дуговая сварка

Электрод ручной дуговой сварки
Суть сварки труб отопления электросваркой заключается в том, что на электрод подается напряжение (обычно плюс, но не обязательно), а к контуру подводится минус. Движение электронов направлено от плюса к минусу. Когда от электрода для сварки труб отопления до рабочей поверхности остается совсем немного (расстояние приблизительно равно его диаметру) возникает электрическая дуга. Она настолько мощная, что плавит металл. С этого момента начинаются отличия. Подача металлической проволоки может выполняться вручную, либо же автоматически. Сварка труб отопления электросваркой бывает:
- ручной;
- полуавтоматической (аргонной).
В обоих случаях процесс плавления проволоки в варочной ванной происходит в газе, который выталкивает кислород и улучшает сплавление металла. Для ручной сварки нужны электроды – это металлический плавящийся стержень в специальной обмазке. При горении обмазки выделяется газ и шлак, которые защищают варочную ванну.
В полуавтоматической сварке из баллона подается аргон. Электрод для сварки труб отопления состоит из вольфрама, температура плавления которого 3000 град. Сварка может быть на постоянном и переменном токе. На переменном варят алюминий. При сварке используют присадочную проволоку, аргоновый стержень выступает в качестве нагревателя, по аналогии с газовой сваркой. Также электросварка труб отопления бывает импульсной и безимпульсной.
Есть много вариантов, как заварить трубу отопления, а также траекторий движения электрода, которые выполняются с отрывом и без отрыва.
Как варить трубы отопления:
- двигать электрод от стенки к стенке, ёлочкой;
- чередовать движения вперед и назад по прямой;
- чередовать движения вперед по прямой и назад по наружному краю. Края каждый раз чередуются.
Важный момент – это формирование корня шва. Также имеет значение расположение электрода относительно рабочей поверхности. Трубу с обратной стороны варят, смотря в зеркальце, такое получается не у каждого. Как видите, тема очень обширная и сварщик должен обладать определенным багажом знаний и, конечно же, опытом.
Газовая сварка металлических труб отопления

Газовый резак
Звук, когда загорается пламя на резаке газовой сварки, нельзя перепутать ни с чем. Это как взлет маленького реактивного самолета. Как сваривать трубы отопления:
- на резак подается из баллона ацитилено-воздушная смесь. У нее очень высокая температура горения;
- вентилями на резаке регулируется подача;
- факел пламени расплавляет металл, создавая варочную ванну, и вручную в нее макается проволока;
- нельзя давать варочной ванне остыть и потихоньку продвигать ее вдоль шва.
Остается вопрос о том, как правильно варить трубы отопления с обратной стороны. При таком методе чтобы заварить стояк со стороны стенки, нужно совершить дополнительную процедуру. На лицевой стороне, в месте соединения, нужно вырезать окошко и через него с внутренней стороны стояка заварить шов. После этого окошко закрывается тем же вырезанным клочком и заваривается. Газовая сварка труб отопления предпочтительней при работе с малыми диаметрами и тонкостенными катушками.
Сварка меди

Пропан-бутановая горелка
Газовая сварка ацетилен-воздушной смесью допускается только для труб диаметром больше 108 мм. Такие трубы в отоплении домов и квартир не используются. Сваривание меди, по сути, ничем не отличается от других материалов. Суть же везде одна – формирование плавильной ванны и ее подпитка. Метод применяется в редких случаях.
Медные системы отопления паяют двумя способами:
- жесткая пайка медных труб отопления.
Также именуемая как высокотемпературная. Это менее технологичный способ. Пропан-бутановой горелкой соединённые детали нагреваются докрасна, а потом по стыку проводят проволокой с припоем. Она плавится, и пропой просачивается внутрь соединения. После остывания получается надежный узел с превосходными механическими характеристиками. Минус один – стык меняет свой цвет и становится темнее. Вся эстетика медной системы сводится на нет, притом, что иногда она становится чуть ли не решающим фактором выбора этого материала;
Этот метод характеризуется тем, что температура пайки ниже. Этот эффект достигается благодаря тому, что соединение смазывается флюсом. Таким методом можно паять только системы, по которым будет циркулировать жидкость, это связано с тем же флюсом. Нельзя допускать его нахождения на металле. Снаружи лишний флюс вытирается тряпкой, а изнутри он должен быть смыт водой.
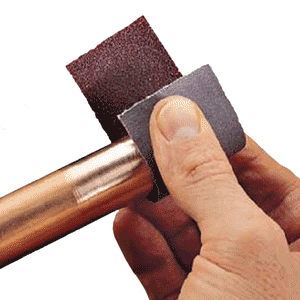
Как паять медные трубы отопления с флюсом:
- наждачной бумагой зачищаются соединяемые поверхности;
- на обе детали наносится флюс;
- труба с муфтой соединяются, выдавленные остатки флюса удаляются тканью;
- соединение нагревается до температуры плавления припоя, который скрепляет детали.
В качестве припоя используется серебряная проволока, которая, расплавляясь, затекает в стык и равномерно в нем распределяется. После этого визуально соединения остаются такими же, как были.
utepleniedoma.com










