Станки-автоматы. Станок автомат
Автомат токарный и его характеристики. Токарный станок-автомат многошпиндельный продольного точения с ЧПУ. Изготовление и обработка деталей на токарных автоматах
Токарным автоматом называют особый станок, обработка деталей на котором производится без участия рабочего. Стоит оборудование этого типа дороже обычного. Однако и в использовании считается более удобным. Все операции на таких станках производятся в автоматическом режиме. Рабочий следит лишь за загрузкой заготовок и осуществляет контроль качества изготовленных деталей.
Разновидности станков автоматов
Существует несколько типов такого оборудования. Изготовление деталей может производиться на одношпиндельных или многошпиндельных станках-автоматах. Конструктивно они отличаются мало чем. Отличие заключается лишь в том, что на таком оборудовании, как одношпиндельные токарные автоматы, точение производится с использованием только одного рабочего инструмента. В конструкции многошпиндельных станков их несколько. По виду обрабатываемых деталей все токарные автоматы подразделяются на:
винторезные;
карусельные;
лоботокарные;
токарно-фрезерные;
токарно-револьверные;
продольного точения.

Винторезные машины используются для выполнения всех видов токарных операций, карусельные — для обработки заготовок большой массы. Лоботокарные автоматы применяются для вытачивания цилиндрических, лобовых и конических изделий. Фрезерное оборудование используется для рельефной обработки. Токарно-револьверные автоматы применяют для изготовления деталей сложной формы. О том, для чего предназначены станки продольного сечения и каковы особенности их конструкции, во всех подробностях поговорим ниже.
Назначение токарных автоматов
Как и на обычных станках, на оборудовании этого типа производятся такие работы, как:
продольное точение цилиндрических и ступенчатых поверхностей;
обработка наружных конических;
прорезание канавок, обработка торцов и уступов;
растачивание отверстий;
сверление;
нарезка резьбы;
рифление;
фасонное обтачивание.
Общие особенности конструкции
Все токарные автоматы и полуавтоматы, как и обычные станки, таким образом, предназначены для удаления определенных частей заготовки при вращении последней. По конструкции разные виды этого оборудования могут сильно различаться. Однако основные черты для большинства типов являются общими. В конструкцию любого токарного станка входят: станина, передняя и задняя бабка, каретка. Последняя предназначена для удерживания инструмента и перемещения его в нужном направлении. Отвечает за этот процесс специальный механизм подачи.
На передней бабке такого оборудования, как токарный станок-автомат, крепятся шпиндель и механизм изменения скорости. Закрепляется она очень прочно, так как может вызвать вибрации, передающиеся к заготовке и снижающие качество готовой детали. Шпиндель в бабке фиксируется на подшипниках и оснащается специальными зажимными устройствами (петлями или патронами). В движение он приводится от отдельного электродвигателя через коробку передач.
Станины в токарных станках могут использоваться разные (перевернутые, V-образные, плоские). Расположен этот элемент конструкции должен быть максимально точно. Любые отклонения приводят к значительному снижению качества изготавливаемых изделий.
Задняя бабка используется для поддержания во время точения длинных заготовок. Располагается она обычно вдоль стола и фиксируется в максимально удобном для изготовления детали положении.
Автоматизироваться токарные станки могут с использованием контроллера или механического командоаппарата. От простых станков с ЧПУ оборудование этого типа отличается тем, что заготовки в данном случае на обработку подаются также автоматически. ЧПУ такие станки могут оснащаться дополнительно.
Отличие автоматов от обычных станков
Работы на машинах этого типа, таким образом, могут выполняться те же самые, что и на простом токарном оборудование. Отличие заключается в том, что обточка деталей на автоматах производится по жестко заданному циклу. На обычном станке рабочий, окончив изготовление одной детали, может сразу же приступить к вытачиванию другой. На автомате переналадка кулачков занимает несколько часов, а подготовка к ней — несколько дней.
Сфера использования
Токарные автоматы имеют гораздо большую производительность, чем обычные станки. Поскольку частые их переналадки ведут к потере производственного времени, используют это оборудование обычно на крупносерийных производствах. Кроме того, поскольку стоит такое оборудование довольно-таки дорого, применять его целесообразно только в том случае, если имеется необходимость в изготовлении деталей очень сложных форм с большим количеством переходов. Очень часто на предприятиях используют узкоспециализированные станки этого типа, предназначенные для производства какой-то одной детали или небольшой группы изделий.
Многошпиндельные автоматы
Эта разновидность токарного автоматического оборудования используется на предприятиях для массового изготовления деталей разных форм и размеров. Этим такие станки отличаются от одношпиндельных, применяемых в основном для производства серийных одинаковых изделий. Существует две разновидности таких автоматов:
Горизонтальные. Основным преимуществом таких станков удобство загрузки исходного материала. Поэтому используют их там, где применяется непрерывная подача прутка.
Вертикальные. Плюсом многошпиндельных станков этой разновидности считаются небольшие размеры. Места в помещении оборудование этого типа занимает не слишком много.

Многошпиндельный токарный автомат иногда может применяться и в малосерийном производстве. Но только в том случае, если оснащен ЧПУ.
Автоматы продольного точения
Оборудование этого типа в последнее время становится все более популярным. Используются станки продольного точения для изготовления в основном маленьких деталей очень сложной формы. Отличительной особенностью их конструкции является наличие подвижной шпиндельной бабки. Тип зажима в таких станках используется цанговый. Противошпиндель в автоматах продольного точения устанавливается на высокоточных линейных направляющих.
Особенностью станков этой разновидности, помимо всего прочего, являются небольшие габариты. Рабочая зона у них также не слишком обширная. Функционируют автоматы этого типа обычно на очень высокой скорости.
Токарный автомат продольного точения может применяться как в массовом, так и в серийном производстве деталей. Чаще всего оборудование этого типа используется в оптической, электротехнической и приборостроительной отраслях промышленности. Резцы в таких станках устанавливаются в суппортах и перемещаются только в горизонтальном направлении. На производстве используются автоматы продольного точения как одношпиндельные, так и многошпиндельные.
Токарный автомат продольного точения предназначен для выполнения таких операций, как:
обтачивание ступеней;
обработка канавок и конусов;
расточка неглубоких отверстий;
обработка фасонных поверхностей;
нарезка резьбы внутренней и наружной;
развертывание отверстий;
накатка наружных поверхностей;
фрезеровка шлицов у винтов;
сверление.
Поверхности на автоматах этого типа могут обрабатываться самые разные: конические, цилиндрические, ступенчатые и т. д. Для расширения возможностей станков продольного точения используются всевозможные дополнительные приспособления. К примеру, применение передаточных рычагов позволяет снизить износ кулачков и башмаков толкателей.
Особенности конструкции автоматов продольного точения
Шпиндельная бабка у таких станков закреплена на верхней плоскости станины. Впереди на ней имеется специальный платик, предназначенный для установки дополнительных приспособлений. На верхней ее плоскости установлен вертикальный суппорт, а на задней — качающийся упор. Управление таким оборудованием, как продольно-токарный автомат, производится посредством системы кулачков и распредвалов, закрепленных в станине.
Основные преимущества
К плюсам станков продольного точения в первую очередь относят:
возможность получения фасонных и конических поверхностей при использовании призматических резцов;
гладкую качественную поверхность готовых изделий;
возможность фрезерования как вдоль оси детали, так и поперек нее;
возможность накатывания мелких цифр, знаков и букв.
Обработка деталей на токарных автоматах этого типа может производиться с максимальной точностью.
Принцип работы
В процессе обработки исходному материалу на таких станках придается не только вращательное движение, как на обычных, но и поступательное — вдоль оси. Сами резцы в таком оборудовании, как токарные прутковые автоматы продольного точения, перемещаются только перпендикулярно прутку. Возникающие в процессе обработки радиальные усилия воспринимаются люнетом. Это позволяет устранить разного рода вибрации и прогибы и соответственно обеспечить высокую точность обработки.
Цикл движения бабки и инструментов в станках-автоматах продольного точения задается кулачками, настроенными именно на данную конкретную деталь. Последние установлены на специальный вал, число оборотов которого может меняться в том числе и при неизменной скорости движения шпинделя.
Обслуживание автоматов продольного точения
В эксплуатации станки этого типа просты. Однако, разумеется, определенного ухода они требуют. К примеру, для того чтобы система охлаждения функционировала бесперебойно, в ней нужно периодически менять масло. Также рекомендуется ежемесячно промывать ванну для жидкости. В конструкцию системы охлаждения также входит фильтр, который следует прочищать с той же периодичностью. Соблюдать эти рекомендации следует обязательно. Ремонт токарного автомата — дело дорогостоящее.

Машины с ЧПУ
Как уже упоминалось, станки, предназначенные для изготовления металлических деталей, могут дополнительно оснащаться ЧПУ. Такие системы управления обычно применяются в том случае, если автомат токарный предназначен для выпуска деталей в серийном или мелкосерийном производстве. Используемое в ЧПУ программное обеспечение позволяет:
автоматизировать процесс обработки;
улучшить качество обрабатываемых деталей;
значительно сократить время наладки станка.
Разного рода приводы и преобразователи в ЧПУ используются цифровые. Представляют они собой электродвигатели, работающие либо от переменного, либо от постоянного тока. В кинематическую схему станка при использовании ЧПУ встраиваются специальные датчики. Рабочий инструмент в станках, оборудованных ЧПУ, используется максимально прочный, так как функционируют они с очень высокой скоростью и производительностью. Конструкция основания у таких машин должна быть предельно жесткой.
Автомат продольного точения многошпиндельный с ЧПУ
Собственно само числовое программное обеспечение представляет собой ничто иное, как компьютерную систему с установленным на нее специальным ПО, управляющую приводами станка. Обычно стандартная комплектация автоматов, оборудованных ЧПУ, следующая:
шпиндель;
система охлаждения;
противошпиндель;
освещение для рабочей зоны;
датчик выброса обработанных деталей;
втулка переменная;
специальное устройство, предназначенное для приемки готовых изделий;
инструменты для наружного и внутреннего точения;
фронтальные и поперечные приводные инструменты;
сама система ЧПУ.
Простые токарные автоматы многошпиндельные продольного точения без ЧПУ используются в основном для многосерийного изготовления большого количества разного рода мелких деталей, чаще всего длинных и небольшого сечения, сложной формы. Последние обычно служат элементами конструкции современного медицинского и лабораторного оборудования, электроники, часов и пр.
Установка ЧПУ на такие станки позволяет выпускать также большое количество изделий, но не одинаковой, а разной формы (то есть небольшими партиями). Обычные автоматы чаще всего настраиваются на производство какой-нибудь конкретной детали и только один раз. Дело в том, что механическое «перепрограммирования» оборудования этого типа, как уже упоминалось — процедура крайне сложная и длительная. Простаивание же производства при переналадке очень сильно влияет на его рентабельность. Поэтому использование обычных автоматов для производства мелких партий деталей разных форм считается нецелесообразным.

Установка ЧПУ помогает решить эту проблему и совместить преимущества автомата с возможностью расширения ассортимента изготавливаемой продукции. При наличии на станке системы числового программного управления перенастроить его можно очень быстро. К примеру, смена режущей пластины производится непосредственно на самом станке без снятия державки. Для изменения же скорости вращения инструментов и порядка их работы нужно только ввести определенные значения в окно программы на компьютере ЧПУ.
Изготовление деталей на токарных автоматах продольного точения с ЧПУ: особенности
Участие рабочего при использовании станков этого типа сводится к минимуму. Все что требуется от специалиста — это следить за бесперебойностью работы оборудования. Конечно же, качество выпускаемой продукции в данном случае напрямую зависит от точности настройки автомата. Поэтому программы ЧПУ должны быть максимально продуманными.
Главной задачей тех производств, на которых используется такое оборудование, как токарный автомат с ЧПУ продольного точения, является выпуск деталей с точно заданными параметрами и при этом низкой себестоимости. Прутки, используемые в качестве исходного материала на таких станках, обычно имеют геометрически не слишком выверенную форму (даже калиброванные). При этом все погрешности и неточности могут легко передаться готовой детали. Ведь произвольно изменить свое положение или скорость вращения без участия человека рабочие инструменты, конечно же, не могут. Эта особенность резки на автоматах называется «наследственностью» и является основной проблемой технических программистов предприятий. Решается она обычно путем снижения скорости режимов обработки по всей длине резания. Что разумеется, ведет к увеличению себестоимости выпускаемой продукции из-за повышения временных затрат.
Между тем избавиться от «наследственности» с минимальными потерями можно, используя специальные современные прикладные программы ЧПУ, разработанные с учетом обуславливающих ее динамических характеристик обрабатывающей системы. Их применение позволяет назначить режим максимально точного резания с сокращением потерь времени более чем в два раза.
Лучшие марки
Таким образом, правильная наладка автомата продольного точения с использованием программ ЧПУ позволяет сделать производство мелких деталей максимально рентабельным. Но разумеется, только в том случае, если само оборудование будет качественным. Ремонт автоматов продольного точения с ЧПУ отличается сложностью, дороговизной и длительностью по времени. Поэтому выбор таких машин — дело очень серьезное и ответственное.
При покупке такого оборудования, как токарный станок-автомат, в первую очередь следует обращать внимание на его производителя. Хорошие отзывы заслужили, к примеру, машины многошпиндельные продольного точения с ЧПУ следующих марок:
Автоматы Tornos
К достоинствам станков серии MultiSwiss относят в первую очередь высокую производительность и относительно простую конструкцию. Многошпиндельный токарный автомат с ЧПУ Tornos довольно-таки легко и быстро налаживается и переналаживается. Для того чтобы работать на такой машине, не нужно быть специалистом по многошпиндельным станкам. Управление производится полностью через ЧПУ. Технические характеристики станков этой линейки представлены в таблице.
Параметр | Значение |
Количество инструментальных суппортов | 7 шт. |
Максимальный диаметр прутка | 14 мм |
Максимальная длина изготавливаемой детали | 40 мм |
Количества шпинделей | 6 шт. |
Максимальная скорость вращения шпинделей | 8000 об/мин |
Мощность | 5.6 кВт |
Максимальный момент | 7.5 Нм |
Количество противошпинделей | 1 шт. |
Максимальная скорость вращения противошпинделя | 8000 об./мин |
Мощность противошпинделя | 5 кВт |
Система ЧПУ | Fanuc |
Масса автомата | 7000 кг |
Габариты | 1440x5920x2120 мм |
Модели ЛА155Ф30
Трехшпиндельные токарные автоматы этой марки относятся к классу точности «В». Основными достоинствами станков ЛА155Ф30 считаются надежность и долгий срок службы. Даже после длительного использования эти машины позволяют обрабатывать детали с максимальной точностью. Помимо этого, станки ЛА155Ф30 отличаются не слишком высокой стоимостью и ремонтопригодностью.
Характеристики токарных автоматов этого производителя такие:
диаметр обрабатываемого прутка мин/макс — 6/16 мм;
наибольшая длина изделия — 160 мм;
скорость вращения главного шпинделя — 80-8000 об./мин;
мощность электродвигателя — 5.5 кВт;
масса автомата — 2270 кг;
габариты с приставным оборудованием — 5600х900х1720 мм.

Станки HJM SQC38
Многошпиндельный токарный автомат этой марки также обеспечивает максимальную точность обработки деталей. Предназначено это оборудование для высокоскоростной обработки деталей (продольного точения и фрезерования). Ниже представлены технические характеристики HJM SQC38.
Параметр | Значение |
Количество приводного инструмента | 6 шт. |
Максимальный диаметр прутка | 38 мм |
Максимальная длина изделия | 210 мм |
Частота вращения приводного инструмента | 4000 об./мин |
Частота вращения противошпинделя | 8000 об./мин |
Вес автомата | 4500 кг |
Габариты | 2100х1450х1700 мм |
Заключение
Таким образом, современные токарные автоматы продольного точения с ЧПУ — оборудование очень удобное, производительное и в большинстве случаев надежное. Самое главное при его эксплуатации — это использовать максимально продуманное программное обеспечение. Это позволит повысить рентабельность производства и выпускать качественную продукцию с точными размерами.
fb.ru
Станок-автомат — Юнциклопедия
На многих современных заводах трудятся автоматические станки. Самостоятельно, без видимого участия человека они сверлят, фрезеруют, точат, нарезают резьбу. И все это станок делает быстро, аккуратно и с высокой точностью. Конечно, автоматический станок, или станок-автомат, работает не сам по себе — все свои действия он выполняет по заранее составленной программе.
Что значит изготовить деталь? Нужно выполнить последовательно друг за другом ряд производственных операций, и в результате заготовка превратится в законченное изделие. Например, надо изготовить болт. Шестигранный металлический стержень толщиной с головку будущего болта закрепляют в шпинделе токарного станка, обтачивают до диаметра тела болта, затем на нем нарезают резьбу, отмеряют нужную длину болта и головки и отрезают от стержня. При изготовлении болта, как и в любом другом производственном процессе, можно выделить рабочие операции (например, проточка стержня, нарезание резьбы) и вспомогательные действия (закрепление заготовки и снятие со станка готового болта). В производственный процесс входят и транспортные операции: детали перемещают от одного станка к другому (например, на автоматической линии) или с одного места обработки на сложном универсальном агрегате на другое.
Если в производственном процессе часть операций (вспомогательных, транспортных) производится рабочим вручную, а рабочие операции станок выполняет без участия человека, то такой станок называется полуавтоматическим или станком-полуавтоматом. Если же все операции — и вспомогательные, и рабочие, и транспортные — выполняются без участия рабочего, то такой станок называется автоматическим или станком-автоматом. Рабочий при этом лишь контролирует его работу. Первые станки-автоматы имели ограниченные возможности, выполняли одну-две рабочие операции. Такие станки нужны для изготовления отдельных деталей, например винта одного размера. Если же требуются винты других размеров, станок нужно переналадить, а это связано с определенными технологическими трудностями.
Поэтому в станках-автоматах стали применять программное управление. Такой станок, как правило, рассчитан на выполнение не одной, а нескольких рабочих операций. Но главное, его можно легко перевести с одного режима работы на другой, с одного размера обрабатываемой детали на другой. Даже уже в процессе работы станок самостоятельно меняет скорость резания или глубину сверления, т. е. технологический режим обработки изделия. Для этого надо лишь сменить программу. Специальное устройство управления —«электронный мозг»—«знает» все возможные действия станка и умело управляет его работой. Задание, программу работы записывают на перфокарту или магнитную ленту. Это «память» станка. В зависимости от того, какую деталь обрабатывает станок, устройство управления, сообразуясь с заданием, записанным в «памяти», вырабатывает управляющие сигналы. Они поступают на органы управления станка и приводят в действие его механизмы. Если меняют обрабатываемое изделие — меняют и программу, т. е. ставят новую перфокарту или магнитную ленту.
Станки с программным управлением универсальны, удобны для использования в автоматических линиях. Они не только выполняют свою работу, но и контролируют ее качество. Из квалифицированных исполнителей станки- автоматы превратились в универсальных мастеров, способных выполнять без помощи человека самые сложные производственные задания.
yunc.org
автомат - это... Что такое станок-автомат?
3.6 станок-автомат (automatic machine): Станок, в котором все технологические операции, включая загрузку и выгрузку разрезаемого материала и отрезанной заготовки, осуществляются автоматически; первый цикл инициируется оператором в процессе наладки, пока не будут достигнуты все условия, необходимые для автоматической работы станка.
Примечание - Пример типичного цикла работы станка-автомата:
- подача разрезаемого материала автоматически;
- крепление разрезаемого материала автоматически;
- быстрый подвод отрезного инструмента к разрезаемому материалу автоматически;
- автоматический процесс резания;
- останов и автоматический отвод отрезного инструмента в исходное положение;
- выгрузка отрезанной заготовки автоматически;
- повторение цикла до получения сигнала останова.
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
Синонимы:- станок типа 3
- станок-качалка
Смотреть что такое "станок-автомат" в других словарях:
станок-автомат — сущ., кол во синонимов: 1 • станок (56) Словарь синонимов ASIS. В.Н. Тришин. 2013 … Словарь синонимов
станок-автомат — станок автомат, станка автомата … Орфографический словарь-справочник
станок-автомат — стан ок автом ат, станк а автом ата … Русский орфографический словарь
станок-автомат — (2 м 2 м), Р. станка/ автома/та … Орфографический словарь русского языка
станок-автомат — стано/к автома/т, станка/ автома/та … Слитно. Раздельно. Через дефис.
станок-автомат — стан/ок/ автомат/ … Морфемно-орфографический словарь
фрезерный станок-автомат — 3.1.2 фрезерный станок автомат (automatic milling machine): Станок, способный выполнять все рабочие движения, включая загрузку заготовок и выгрузку деталей по заданной программе без участия оператора. Источник: ГОСТ ЕН 13128 2006: Безопасность… … Словарь-справочник терминов нормативно-технической документации
станок — машина, механизм, устройство; основание, уставка, мольберт, станина, подставка, беннер, стойло, опора, девушка, лафет, станочек, триммер, станция; гениталии, жопа, задница; кровать Словарь русских синонимов. станок см. лафет Словарь синонимов… … Словарь синонимов
автомат — ▲ система ↑ автоматический автомат автоматическая система (станок автомат). механизм (выработать # принятия решений). ↓ , автоматизировать, ся. см. устройство … Идеографический словарь русского языка
автомат — См … Словарь синонимов
normative_reference_dictionary.academic.ru
автоматы | Инструмент, проверенный временем
Сварка в защитных газах позволяет полностью автоматизировать процесс сварки различных изделий, в том числе и малых размеров. Учитывая это, строят станки-автоматы, предназначенные для сварки однотипных деталей массового производства. Для примера рассмотрим некоторые из станков-автоматов.
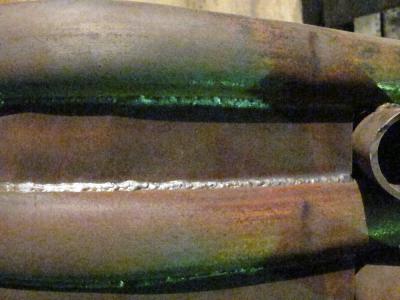
Станок-автомат типа Р-912 (рис. 77) предназначен для сварки деталей с кольцевыми швами диаметром 4—280 мм при вертикальной оси вращения детали. Сварку можно выполнять проволоками диаметром 0,5—1,4 мм на токах до 250 А. Станок — автомат состоит из следующих основных узлов: сварочной головки 1 с горелкой 2; трехпозиционного поворотного стола 4 со свободно вращающимися зажимными устройствами 3; станины 5, в которой смонтирована электроаппаратура управления станком, и вертушки 6 с запасом проволоки.
Сварочная головка изготовлена на базе подающего механизма полуавтомата типа ПШ-54 и обеспечивает подачу электродной проволоки со скоростями от 79 до 600 м/ч. Скорость вращения детали может изменяться от 1 до 30 об/мин. Поворот
| Рис. 77. Станок-автомат типа Р-912 (а) и детали, сваренные на нем (б) |
стола из одного рабочего положения в другое, а также установка и снятие деталей осуществляются вручную. Электрическая схема станка обеспечивает возможность выполнения сварки по следующим циклам:
1) вручную — начало и окончание сварки детали производится оператором;
2) по полуавтоматическому циклу — начало сварки детали производится оператором, а окончание сварки — автматически;
3) по автоматическому циклу — начало и окончание сварки детали происходит автоматически.
Максимальная мощность, потребляемая станком, 6,2 кВт.
На рис. 77,6 показаны детали, сваренные на станке Р-912. Производительность сварки аналогичных деталей на станке до 15 раз выше, чем при выполнении вручную. Применение станка вместо пайки деталей в высокочастотных печах не изменяет производительности, но существенно снижается стоимость работ и капитальные затраты на оборудование.
Станок-автомат типа Р-899 предназначен для сварки тонкостенных пустотелых шаров диаметром около 200 мм. Сварку можно выполнять проволокой диаметром 0,8—1,2 мм. На станке автоматически осуществляется сборка, сварка и выброс готовых шаров.
Станок-автомат типа Р-936 предназначен для сварки корпусов паяльных ламп.
Станок-автомат типа Р-964 предназначен для сварки кольцевых швов на деталях диаметром 20—300 мм при длине до 1500 мм и горизонтальной оси вращения детали. Станок имеет две сварочные головки. Сварку можно выполнять проволокой диаметром 0,8—2,0 мм.
Станок-автомат типа У-73 предназначен для сварки амортизаторов. Закрепление деталей, сварка и выброс детали автоматизированы. Производительность станка 200 деталей в час. Мощность станка около 6 кВт.
Кроме описанных станков-автоматов разработано много других типов станков для сварки тонкостенных труб, статоров электродвигателей, бобин для текстильных станков, приварки резцедержателей к коронкам буровых долот и других деталей.
hssco.ru
Станок-автомат » Детская энциклопедия (первое издание)
На многих современных заводах трудятся автоматические станки. Самостоятельно, без видимого участия человека они сверлят, фрезеруют, точат, нарезают резьбу. И все это станок делает быстро, аккуратно и с высокой точностью. Конечно, автоматический станок, или станок-автомат, работает не сам по себе — все свои действия он выполняет по заранее составленной программе.
Что значит изготовить деталь? Нужно выполнить последовательно друг за другом ряд производственных операций, и в результате заготовка превратится в законченное изделие. Например, надо изготовить болт. Шестигранный металлический стержень толщиной с головку будущего болта закрепляют в шпинделе токарного станка, обтачивают до диаметра тела болта, затем на нем нарезают резьбу, отмеряют нужную длину болта и головки и отрезают от стержня. При изготовлении болта, как и в любом другом производственном процессе, можно выделить рабочие операции (например, проточка стержня, нарезание резьбы) и вспомогательные действия (закрепление заготовки и снятие со станка готового болта). В производственный процесс входят и транспортные операции: детали перемещают от одного станка к другому (например, на автоматической линии) или с одного места обработки на сложном универсальном агрегате на другое.
Если в производственном процессе часть операций (вспомогательных, транспортных) производится рабочим вручную, а рабочие операции станок выполняет без участия человека, то такой станок называется полуавтоматическим или станком-полуавтоматом. Если же все операции — и вспомогательные, и рабочие, и транспортные — выполняются без участия рабочего, то такой станок называется автоматическим или станком-автоматом. Рабочий при этом лишь контролирует его работу.
Первые станки-автоматы имели ограниченные возможности, выполняли одну-две рабочие операции. Такие станки нужны для изготовления отдельных деталей, например винта одного размера. Если же требуются винты других размеров, станок нужно переналадить, а это связано с определенными технологическими трудностями.
Поэтому в станках-автоматах стали применять программное управление. Такой станок, как правило, рассчитан на выполнение не одной, а нескольких рабочих операций. Но главное, его можно легко перевести с одного режима работы на другой, с одного размера обрабатываемой детали на другой. Даже уже в процессе работы станок самостоятельно меняет скорость резания или глубину сверления, т. е. технологический режим обработки изделия. Для этого надо лишь сменить программу. Специальное устройство управления — «электронный мозг» — «знает» все возможные действия станка и умело управляет его работой. Задание, программу работы записывают на перфокарту или магнитную ленту. Это «память» станка. В зависимости от того, какую деталь обрабатывает станок, устройство управления, сообразуясь с заданием, записанным в «памяти», вырабатывает управляющие сигналы. Они поступают на органы управления станка и приводят в действие его механизмы. Если меняют обрабатываемое изделие — меняют и программу, т. е. ставят новую перфокарту или магнитную ленту.
Станки с программным управлением универсальны, удобны для использования в автоматических линиях. Они не только выполняют свою работу, но и контролируют ее качество. Из квалифицированных исполнителей станки-автоматы превратились в универсальных мастеров, способных выполнять без помощи человека самые сложные производственные задания.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Стандарт, стандартизация Станция юных техников.
de-ussr.ru
Станки автоматы.
Количество просмотров публикации Станки автоматы. - 169
Необходимая часть сварочных и сборочно-сварочных станков- автоматов — загрузочное устройство, обеспечивающее бесперебойную непрерывную подачу заготовок в станок. Каждое загрузочное устройство должно иметь накопитель для хранения запаса заготовок, и механизмы для отделения от всей массы одной заготовки и подачи ее в рабочую зону станка. В станках, предназначенных для изготовления изделий, состоящих из нескольких одинаковых деталей, в рабочую зону одновременно подается соответствующее количество заготовок
Накопители бывают магазинные и бункерные. В магазинных накопителях заготовки заранее укладывают в один ряд в определенном положении в специальный лоток или другую емкость. На рис. 171, а изображена схема вертикального магазинного накопителя. Очередная (нижняя) заготовка подается в рабочую зону толкателем 1, совершающим возвратно-поступательное движение. При этом он придерживает все остальные заготовки, т. е. выполняет функции не только питателя, но и отсекателя. При возвратном ходе толкателя заготовки, под действием собственного веса, опускаются и очередная заготовка оказывается подготовленной к выдаче. Толкатель приводится в действие обычно пневмо- или гидроцилиндром.
В бункерных накопителях заготовки укладывают в бункера обычно навалом, что является преимуществом этих накопителей, так как не требуется специальной операции по укладке заготовок в определенном положении (рис. 171, б). Из бункера 1 заготовки подаются толкателем 2 на лоток 3, где они задерживаются упором 5 и располагаются в один ряд. Отсюда питатель 4 выдает заготовки поштучно. Питатель 4 работает синхронно со веем станком, включаясь в работу в начале каждого цикла, а толкатель 2 включается по мере крайне важно сти — при уменьшении запаса заготовок на лотке 5 меньше допустимого. В этом устройстве лоток 3 с питателем 4 работает как самостоятельное загрузочное устройство магазинного типа.
На рис. 171, в показан штифтовый отсекатель, отделяющий по одной заготовке от остальной массы. Отсекатель состоит из двух штифтов 2 и 4, поочередно выдвигающихся в лоток 1. При этом нижний штифт задерживает движение всех заготовок, а верхний штифт 2 освобождает нижнюю заготовку, задерживая остальные (положение показано на схеме). Движение штифтов осуществляется с помощью рычага 3, связанного с приводным механизмом.
На рис. 171, г показана схема аналогичного по назначению устройства барабанного типа. При каждом повороте диска 1 на определенный угол очередная заготовка, захваченная гнездом диска, поступает к рабочей зоне. На схеме изображен диск с шестью гнездами, следовательно, угол поворота равен 1/6 полного оборота͵ т. е. 60°. Конструкция загрузочных устройств зависит от формы заготовок, а также их размеров и массы. Все рассмотренные схемы применяются в устройствах для круглых заготовок (цилиндров, труб, осей, шаров и т. д.). Загрузочные устройства для фасонных заготовок имеют более сложную конструкцию.
Рассмотрим устройство сварочных станков-автоматов на примере станка-автомата для шовной сварки цилиндров гидроамортизатора автомобиля. Станок состоит из вала 4 с двенадцатью радиальными оправками 2, загрузочного устройства 1 с толкателем 3, двух головок 6 со сварочными роликами 5, фрикционными приводными колесами 12 и пневмоцилиндрами 7, двух приводов 10 (рис. 172).
Цилиндры гидроамортизаторов с предварительно запрессованными проушинами укладывают в загрузочное устройство. Отсюда они пневмотолкателем 3 подаются на оправку 2. Вал 4 поворачивается периодически на угол 30°, и при каждом повороте очередная оправка с надетым на нее цилиндром оказывается между сварочными роликами 5. Пневмоцилиндры 7 прижимают к изделию ролики, получающие вращение от приводов 10 через карданные передачи 11 и фрикционные колеса 12. Осевое смещение изделия предотвращается пневмоцилиндром 8. Каждый ролик сваривает половину длины шва. После сварки ролики раздвигаются, вал поворачивается на 30° и сваренное изделие снимается съемником 9. В станке применена централизованная система управления автоматическим циклом — с помощью командоаппарата.
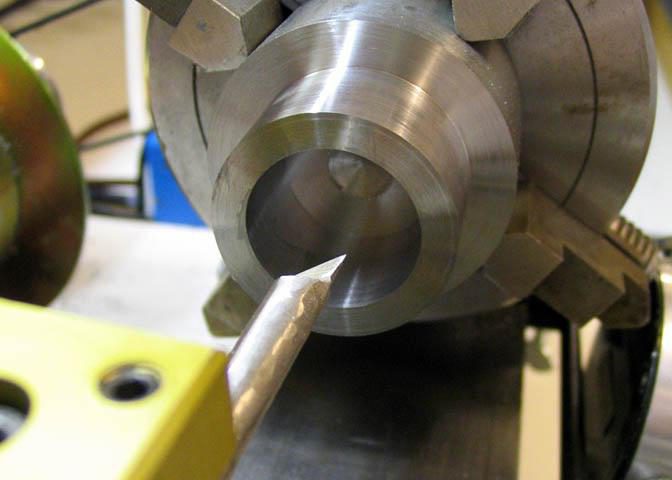
В качестве примера сборочно-сварочного станка рассмотрим станок-автомат Р-899 для сборки и сварки пустотелых стальных шаров. Станок (рис.173) предназначен для сборки и автоматической сварки в среде углекислого газа пустотелых шаров. Каждый шар диаметром 200 мм сваривается из двух полусфер, штампуемых из листовой стали толщиной 2 мм; кромки полусфер обтачиваются на токарном станке. Сварной шов должен быть прочноплотным, выдерживающим давление 40—50 кгс/см2 (4—5 МПа).
Станок состоит из механизма загрузки заготовок, передней и задней бабок с центрирующими конусами и пружинящими захватами, откидного ножа для точной установки заготовок, сварочной головки, пневмосистемы и аппаратуры управления.
Передняя бабка — приводная, снабжена редуктором со сменными шестернями; задняя бабка оборудована колодочным тормозом. Большинство механизмов станка (передняя и задняя бабки, тормоз задней бабки, откидной нож, отсекатели загрузочного устройства) приводится в действие пневмоцилиндрами. Передняя бабка приводится во вращение электродвигателем.
Заготовки поступают в станок попарно по наклонному лотку. В конце лотка расположены два откидных упора 1, первый из которых задерживает весь поток, а второй — очередную пару заготовок. В момент загрузки второй упор откидывается, и очередная пара заготовок катится по направляющим до неподвижного упора в станке. Здесь заготовки попадают вцентрирующие конуса передней 2 и задней 3 бабок, цилиндры которых прижимают их к плоскостям откидного ножа 4, находящегося при загрузке в верхнем положении. После этого шток задней бабки фиксируется тормозом 8, а передняя бабка отхода влево на 2 мм, освобождая откидной нож. Заготовки при этом удерживаются в конусах пружинящими захватами 6. Освобожденный нож откидывается в нижнее положение, передняя бабка подается вперед и обе полусферы плотно прижимаются друг к другу.
Благодаря наличию откидного ножа и тормоза на задней бабке стык располагается всегда в одной и той же вертикальной плоскости, перпендикулярной к оси вращения. Τᴀᴋᴎᴍ ᴏϬᴩᴀᴈᴏᴍ, обеспечивается расположение электрода сварочной головки 7, находящегося в этой же плоскости, над стыком, в любой момент сварки, независимо от неточности действительных размеров и формы заготовок. После прижима полусфер включается привод вращения и | начинается сварка, необходимая длительность которой обеспечивается реле времени.
Управление работой большинства механизмов осуществляется командоаппаратом 5, кулачки которого при вращении через пневмораспределители и конечные выключатели включают соответствующие пневмоцилиндры, двигатели и электромагниты — строго в заданной последовательности в соответствии с циклограммой процесса. Механизм загрузки включается с помощью путевого выключателя готовым шаром, скатывающимся по наклонному желобу из станка после сварки. Наблюдение за сваркой ведется через щиток с защитным стеклом.
Благодаря полной автоматизации всего процесса сборки и сварки шаров станок легко встраивается в автоматическую линию. Продолжительность цикла 70 с, непосредственно сварка занимает 55 с.
referatwork.ru
СТАНОК-АВТОМАТ

На многих современных заводах трудятся автоматические станки. Самостоятельно, без видимого участия человека они сверлят, фрезеруют, точат, нарезают резьбу. И все это станок делает быстро, аккуратно и с высокой точностью. Конечно, автоматический станок, или станок-автомат, работает не сам по себе — все свои действия он выполняет по заранее составленной программе, а иногда и требуется модернизация станков.
Что значит изготовить деталь? Нужно выполнить последовательно друг за другом ряд производственных операций, и в результате заготовка превратится в законченное изделие. Например, надо изготовить болт. Шестигранный металлический стержень толщиной с головку будущего болта закрепляют в шпинделе токарного станка, обтачивают до диаметра тела болта, затем на нем нарезают резьбу, отмеряют нужную длину болта и головки и отрезают от стержня. При изготовлении болта, как и в любом другом производственном процессе, можно выделить рабочие операции (например, проточка стержня, нарезание резьбы) и вспомогательные действия (закрепление заготовки и снятие со станка готового болта). В производственный процесс входят и транспортные операции: детали перемещают от одного станка к другому (например, на автоматической линии) или с одного места обработки на сложном универсальном агрегате на другое.
Если в производственном процессе часть операций (вспомогательных, транспортных) производится рабочим вручную, а рабочие операции станок выполняет без участия человека, то такой станок называется полуавтоматическим или станком-полуавтоматом. Если же все операции — и вспомогательные, и рабочие, и транспортные — выполняются без участия рабочего, то такой станок называется автоматическим или станком-автоматом. Рабочий при этом лишь контролирует его работу.
Первые станки-автоматы имели ограниченные возможности, выполняли одну-две рабочие операции. Такие станки нужны для изготовления отдельных деталей, например винта одного размера. Если же требуются винты других размеров, станок нужно переналадить, а это связано с определенными технологическими трудностями.
Поэтому в станках-автоматах стали применять программное управление. Такой станок, как правило, рассчитан на выполнение не одной, а нескольких рабочих операций.- Но главное, его можно легко перевести с одного режима работы на другой, с одного размера обрабатываемой детали на другой. Даже уже в процессе работы станок самостоятельно меняет скорость резания или глубину сверления, т. е. технологический режим обработки изделия. Для этого надо лишь сменить программу.
Специальное устройство управления —«электронный мозг»—«знает» все возможные действия станка и умело управляет его работой. Задание, программу работы записывают на перфокарту или магнитную ленту. Это «память» станка. В зависимости от того, какую деталь обрабатывает станок, устройство управления, сообразуясь с заданием, записанным в «памяти», вырабатывает управляющие сигналы. Они поступают на органы управления станка и приводят в действие его механизмы. Если меняют обрабатываемое изделие — меняют и программу, т. е. ставят новую перфокарту или магнитную ленту.
Станки с программным управлением универсальны, удобны для использования в автоматических линиях. Они не только выполняют свою работу, но и контролируют ее качество. Из квалифицированных исполнителей станки-автоматы превратились в универсальных мастеров, способных выполнять без помощи человека самые сложные производственные задания.
enciklopediya-tehniki.ru