Выбор запчастей для сварочного полуавтомата. Детали для полуавтомата
основные элементы и их особенности
Довольно часто сварку приходится выполнять в специфических условиях, которые отличаются агрессивным характером. Необходимость в проведении подобных работ возникает на высотных стройках, во время устройства теплотрассы, а также для ремонта автомобильного транспорта.
И нередко во время сварки температура наружного воздуха не благоприятствует специалистам, которые занимаются подобным делом. И когда сварочные аппараты эксплуатируются в таких условиях, увеличивается риск получения ими повреждения. В случае возникновения неполадок в работе сварочного оборудования на его ремонт приходится выделять немало времени и средств. В результате приходится задумываться о поиске места, где бы владельцу могли предложить комплектующие для сварочных полуавтоматов. Обычно ему приходится подыскивать определенный набор комплектующих для сварочных полуавтоматов, включающих такие, как:
- блок управления;
- горелка;
- сварочный рукав.
Блок управления сварочным полуавтоматом
Подобный элемент необходим для сварочного аппарата, чтобы контролировать сварочный процесс, изменять при необходимости скорость подачи проволоки, время, затрачиваемое на продувку защитного газа, а также время, в течение которого происходит зажигание дуги. Вместе с тем на этот элемент возлагаются и другие важные функции:
- разгон и торможение двигателя;
- возможность задействования предпочтительного режима сварки;
- обеспечение защиты двигателя на случай возникновения перегрузок.
Горелки для сварочных полуавтоматов
Этот элемент относится к числу наиболее востребованных комплектующих. Горелки для сварочных полуавтоматов необходимы для обеспечения подачи проволоки и защитного газа в область сварочной дуги. Подавляющее большинство горелок объединяет наличие стандартной конструкции, благодаря которой исключаются проблемы при выборе этого элемента для определенной модели сварочного аппарата.
Чтобы не ошибиться с выбором горелки для сварочного полуавтомата, следует учесть такие важные параметры, как:
- качество сопла;
- токопроводящий наконечник.
Эксплуатация подобных элементов проходит в условиях повышенных температур, при которых они подвергаются механическому воздействию со стороны сварочной проволоки.
Сварочный рукав для полуавтомата
Этот элемент в сварочном оборудовании выполняет роль транспортного коридора. Благодаря ему защитный газ может поступать из баллона к горелке. Особенностью рукавов, которые изготовлены с соблюдением требований ГОСТ 9356-76, является способность выдерживать температурные колебания в диапазоне от — 35 до + 70 градусов Цельсия. Эта часть сварочного полуавтомата характеризуется наличием трехслойной структуры материала: для внутреннего и наружного слоя используется резина, а в середине располагается основа из хлопчатобумажной оплетки.
Механизм подачи проволоки
В нём подача проволоки к сварочной зоне осуществляется со скоростью, соответствующей скорости его расплавления, для чего используются подающие ролики. Этот процесс происходит в виде вытягивания проволоки в катушке, от которой она уже идет по пакету шлангов, имеющих на концах горелку.
Перед подающими роликами находится направляющий мундштук, основная функция которого заключается в придании проволоке необходимого положения. При этом непосредственно за роликами расположен приемный мундштук, куда и поступает проволока. Также у подобных механизмов может быть предусмотрено направляющее устройство. Оно необходимо для предотвращения изгиба проволоки, к появлению которого приводит наматывание ее на катушку.
Двигаться подающие ролики проволоки заставляет электродвигатель постоянного тока, для которого предусмотрена возможность плавного регулируемого выбора скорости вращения. Выпускаемые сегодня устройства, предназначенные для регулируемой сварки, оснащены тахометром, который обеспечивает контроль скорости поступления проволоки. Причем сам процесс ее регулировки осуществляется в условиях любой нагрузки. Если сварка выполняется в режиме МИГ/МАГ, то проволока обычно поступает со скоростью от 2 до 20 метров в минуту, а в высокопроизводительных приборах этот процесс может происходить еще быстрее. По этой причине между мотором и приводным валом установлена передача.
Особое внимание следует уделить тому, чтобы в результате работы механизма подачи проволоки не пострадала поверхность сварочной проволоки. По этой причине следует использовать подающие ролики подходящего размера, которые позволят избежать чрезмерного повышения удельного давления на поверхность проволоки. Приводы, состоящие из 4 роликов, отличаются от двухроликовых аналогов тем, что благодаря им проволока может поступать с незначительным давлением прижима, причем здесь исключается риск ее проскальзывания.
При необходимости можно добиться дополнительного уменьшения давления прижима между роликами, что возможно осуществить за счет увеличения количества роликов. Конструкция четырехроликовых приводов отличается тем, что в ней предусмотрена многозвеньевая связь, обеспечиваемая зубчатыми соединениями, а двигаться их заставляет мотор.
Выбор силового кабеля
Для сварочного оборудования необходимо обеспечить силу тока определенного номинала. И часто для этого приходится подбирать соответствующий силовой кабель. При этом ошибки здесь недопустимы, а для этого необходимо знать ключевые критерии его выбора.
Материал проводника
Если обратиться к седьмому изданию «Правил устройства электроустановок», то там сказано, что ни в коем случае не должны применяться алюминиевые проводники, сечение которых менее 16 кв. мм. Выбор в пользу проводников с большим сечением целесообразен ввиду экономических причин, поскольку стоимость алюминия меньше меди. Причина отказа от его использования связана с высоким удельным сопротивлением: по этому параметру подобный проводник превышает медный почти в два раза. Таким образом, толщина алюминиевого кабеля должна быть в 2 раза больше медного, и это притом, что через оба проводника будет проходить одинаковое количество тока.
Чтобы соблюсти правила пожарной безопасности, необходимо выполнять соединение алюминия в соответствии с действующими нормами. Этот материал подвержен окислению, которое происходит за довольно непродолжительное время, что приводит к увеличению переходного сопротивления, в результате возникает перегрев соединения, а это создает угрозу пожара.
Применять клеммники для этой цели — не лучшее решение. По этой причине потребуется пайка алюминия, но вначале должна быть выполнена его обработка кислотным флюсом. Учитывая, что в некоторых случаях пайка этого материала может не получиться, желательно для этих целей использовать сварку. Но, думается, не каждый владелец согласится нести себе в квартиру большой газовый баллон, чтобы сварить несколько проводов.
Следует учесть, что алюминий является более хрупким материалом по сравнению с медью: разница по этому параметру достигает 10 раз. Поэтому желательно остановить выбор на медном кабеле, потому что помимо обычного соединения при помощи клеммника можно рассмотреть вариант с пайкой, а также скручиванием провода. Прочность — одно из весомых преимуществ проводников из меди.
Сечение
В современных условиях, когда в домах количество подключаемых к сети приборов все увеличивается, приходится рассматривать кабели, обладающие все большим сечением, которые исключат вероятность их перегрева и сгорания. Если будет достигнута номинальная мощность, то в этом случае может произойти нагрев проводника, сопровождающийся оплавлением изоляции.
Свести к минимуму риск ее возгорания и избежать неприятных последствий, если потребуется подключить к кабелю дополнительное устройство, можно путем выбора проводника с запасом сечения. Оптимальный вариант такого кабеля — проводник ½. При этом допустимо применять и любые другие кабели при условии, что их сечение как минимум в 1,5 раза превосходит необходимое для техники.
Такая характеристика, как число жил определяет гибкость кабеля. С увеличением жил уменьшается сечение каждой из них, что обеспечивает более высокую гибкость. Для наружной прокладки желательно выбирать гибкие проводники. А вот для штроб нет никаких ограничений, но при этом лучше всего, чтобы они были одножильные.
Изоляция
Обязательное требование, которому должен удовлетворять проводник — наличие качественной изоляции всех жил. Используемая изоляция должна отличаться рядом свойств: быть эластичной, переносить температурные колебания. Плюсом будет и наличие у каждой жилы своего цвета, что упростит процедуру подключения. Рекомендуется выбирать кабели, жилы которых заключены во внешнюю оболочку.
Качественная работа электросварочного оборудования во многом зависит от используемых комплектующих. Выбирая запчасти для инвертора, необходимо учитывать множество различных параметров, о которых может знать только специалист. Поэтому, если вам необходим аппарат для решения специфических задач, желательно его выбор делать совместно с опытным консультантом, который сможет подобрать для вас вариант с учетом ваших потребностей.
Оцените статью: Поделитесь с друзьями!stanok.guru
| 2-роликовый. Привод на нижний ролик. Производство "TBi Industures". 5193 р. |
2-роликовый. Привод на оба ролика. Производство "TBi Industures". 6676 р. | ||
| 2-роликовый. Привод на все ролики. Производство "TBi Industures".
6305 р. | 2-роликовый. Привод на нижний ролик. Производство "TBi Industures".
5786 р. | ||
| 4-роликовый. Привод на все ролики. Производство "TBi Industures". 15207 р. |
2-роликовый. Привод на нижний ролик.
2700 р. | ||
Ролик с V канавками. Для применения в полуавтоматах Контур 165, 180 и 205. 600 р. Нет на складе |
Ролик с V канавками. Для применения в полуавтоматах Контур 205. 1500 р. | ||
Ролик с V канавками. 742 р. |
Ролик с U канавками. Для применения в полуавтоматах Контур 180 и 205. 1600 р. Нет на складе |
")
")




kontur-svar.ru
Полуавтоматы сварочные, запчасти, комплектующие
Сварочные работы с использованием полуавтомата, помимо отличного качества, выгодно отличаются скоростью и удобством, с которыми выполняются задачи.
Наличие подающего механизма наряду с автоматическим контролем сварочной дуги вывели процесс сварки на новый уровень, когда человек должен только следить за направлением и скоростью перемещения горелки, а их повсеместное распространение создало немалый спрос на запчасти к сварочному полуавтомату. Ниже мы постараемся рассмотреть основные его составляющие, их разновидности и назначение, а также посоветуем где можно купить запчасти для сварочного полуавтомата в Москве выгоднее всего.
Одним из важнейших различий между полуавтоматами сварочными является источник питания. По этому критерию они делятся на трансформаторные и инверторные. У каждого из них есть свои сильные и слабые стороны.
Например, сварочные полуавтоматы, использующие трансформаторные источники питания самые неприхотливые относительно негативного влияния внешних факторов. Они считаются самыми безотказными и надёжными, но всё это верно лишь при наличии стабильной величины напряжения в сети. Так как в случае, к примеру, резких перепадов в сети, использование таких полуавтоматов чревато прожигом детали.
Инверторные источники питания позволяют делать равномерный сварной шов при любом доступном оборудованию напряжении, причём дуга сохраняет свою интенсивность и при нестабильной работе сети. Однако инверторные полуавтоматы боятся влаги и требуют много более тщательного ухода, чем трансформаторные.
Любой сварочный полуавтомат имеет автоматический механизм подачи проволоки. Он может быть встроен в сам аппарат или вынесен в отдельный блок. Для последнего случая, желательно чтобы механизм помещался в специальный защитный кожух. В целом, подающий механизм состоит из двигателя с редуктором, приводящим в движение подающие и прижимные ролики. Существуют механизмы подачи проволоки, где прижимные ролики приводятся в движение через двузубчатую передачу от подающих.
Сила подачи проволоки зависит от мощности двигателя, конструкции механизма и материала проволоки и роликов, что в совокупности составляет величину усилия, с которым сварочная проволока прижимается к роликам. Она является ключевой, для процесса подачи проволоки и следует учитывать, что увеличение усилия может привести к её деформации.
Также для увеличения подающей силы можно повышать коэффициент трения между трущимися частями механизма, это достигается за счёт нанесения насечек и канавок на тело подающего ролика. Поэтому для каждого типа проволоки очень важно выбрать верный тип ролика - такой, который бы не оставил на ней следов.
Для проволоки сечением не более 1,2 мм чаще всего применяются цилиндрические подающие ролики с выполненной на них насечкой и шестерёнчатые ролики с канавкой.
Для порошковой самозащитной проволоки лучше использовать ролики с большим углом обхвата, чтобы ни в коем случае не деформировать оболочку.
Показатель сцепления - ещё одна из принципиальных характеристик устройства подачи проволок, которая напрямую влияет на силу подачи. Он зависит от количества роликов в механизме и материала их изготовления. Он имеет наилучшее значение при использовании четырёх металлических роликов.
Питание к подающему механизму от источника передаётся через кабель управления, который помимо этого, осуществляет ещё и управление основными функциями механизма подачи.
Со стороны источника питания, кабель управления вставляется в евроразъём - фланец. Он служит изолятором и защитным кожухом для вставки разъёма. Его конструкция зависит от формы лицевой панели полуавтомата.
В большинстве случаев, для сварки требуется защитный газ. Во время работы, он выходит из сопла и защищает металл сварочной ванны от отрицательного влияния атмосферных газов. Подачу защитной смеси из баллона регулирует газовый клапан. Он может быть выполнен как электромагнитный затвор с управлением от микросхемы, или как механический клапан.
Помимо непосредственной подачи газа в процессе сварки, наличие этой детали позволяет подать его к месту сварки до зажигания дуги, и продолжать его подачу на протяжении 1-2 секунд после прекращения сварки для дополнительной защиты сварочной ванны от окисления.
Очевидно, чтобы купить запчасти к полуавтомату сварочному надо проанализировать рынок и выбрать лучшее. Мы рекомендуем Вам магазин сварочного оборудования Svarkaland.ru, где можно купить запчасти к полуавтомату по самой низкой цене не прогадав в качестве. Наши консультанты помогут Вам и посоветуют именно то, что нужно.
svarkaland.ru
Горелки для сварочных полуавтоматов и запчасти к ним
Всегда в продаже большой ассортимент горелок для полуавтоматической (MIG/MAG) сваркии запасных частей к ним
| Горелки для полуавтоматической сварки MIG/MAG различают по номинальному сварочному току, виду охлажения и разъему для подключения к сварочному аппарату.Длина рукава горелки MIG/MAG может составлять от 3 до 5 метров и выбирается в зависимости от задач призводства.Горелки с воздушным охлаждением обычно применяются для токов до 350 А при сварке короткими швами.Горелки с водяным (жидкостным) охлаждением применяются для сварки протяженных швов (вне зависимости от сварочного тока).
|
Прежде, чем предлагать Вашему вниманию имеющиеся в наших магазинах горелки MIG и цены на них, необходимо отметить следующее. Разумеется, такие известные производители, как Abicor Binzel, TBI, Trafimet, Kemppi, Esab и другие, производят отличные и надежные MIG горелки. Но за последние годы, китайские производители, точно копируя лучшие бренды, достигли, практически, такого же высокого качества этих горелок при более низкой цене на них. Мы, как розничные магазины, имеющие дело непосредственно с самими сварщиками берем на себя смелость утверждать, что те незначительные отличия "брендовых" горелок от китайских часто остаются просто незамеченными или сводятся на нет из-за небрежного отношением российских сварщиков к своему инструменту. Иному "сварщику" какую горелку не дай, он ее быстро прикончит. К тому же, очень многие сварщики, в том числе опытные, не часто утруждают себя выполнением такой важнейшей операции, как проверка и тщательная регулировка стабильности подачи проволоки (особенномягкой алюминиевой), да еще при длине горелки 5 м.
Итак, на текущий момент мы предлагаем следующие MIG горелки китайского производства.
|
Здесь будет уместно заметить, что цены на эти горелки, приведенные на многих других сайтах, не исправлены с осени 2014 г. Всегда звоните и уточняйте.
Кроме того, в наших магазинах у Вас всегда есть возможность принести с собой Вашу "убитую" горелку и получитьисчерпывающую консультацию поее ремонту или приобретению новой. А поменять гибкую подводку для проволоки (канал) поможем обязательно(там есть некоторые тонкости).
|
Принципиальная схема горедки для полуавтоматической сварки
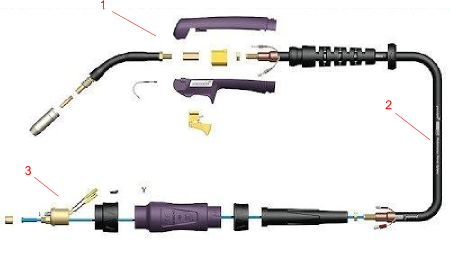 |
| 1 - Сварочная горелка MIG/MAG2 - Шлейф сварочной горелки3 - Соединительный контактный элемент |
Как видно из схемы, сварочная горелка состоит из трех основных частей:Сварочная горелка выполняет функции непосредственно связанные с процессом полуавтоматической сварки.По шлейфу сварочной горелки подается сварочнная проволока, охлажающая жидкость (если предусмотрено конструкцией) и сварочный ток.Соединительный контактный элемент служит для присоединения сварочной горелки непосредственно к источнику полуавтоматической сварки.
При эксплуатации сварочных горелок MIG/MAG необходимо соблюдать несколько простых правил
Расходные материалы для сварочных горелок MIG/MAGКаждый из элементов сварочных горелок для полуавтоматической сварки выполняет свою уникальную функцию от которой зависит качество сварки и долговечность самой горелки.
 1. Шейка горелки (гусак)2. Изолятор3. Держатель сопла/диффузор4. Сопло5. Токовый наконечник
1. Шейка горелки (гусак)2. Изолятор3. Держатель сопла/диффузор4. Сопло5. Токовый наконечник
Шейка горелки обычно требует замены из-за небрежного отношения. Меняется очень редко.Изолятор, в зависимости от конструкции горелки, может меняться отдельно или вместе с газовым соплом.Держатель сопла/диффузор обычно подвержен налипанию сварочных брызг, в основном его меняют, когда забиваются отверстия для подачи защитного газа.Сопло очень сильно подвержено налипанию сварочных брызг. Обычно его меняют когда налипшие частички металла препятствуют нормальному формированию потока защитного газа.Токовый наконечник имеет калиброванное отверстие для прохождения сварочной проволоки, он является наиболее изнашиваемой частью горелки. Обычно меняется, когда ухудшается контакт между подаваемой проволокой и самим токовым наконечником, что приводит значительному ухудшению качества сварки.По направляющим каналам происходит подача сварочной проволоки от механизма подачи по горелки. Они подвержены интенсивному абразивному износу. Их меняют при затрудненном прохождении сварочной проволоки.
Запасные части к горелкам
На страницу Сварочные полуавтоматы
masterweld.ru