Аппарат для сварки полипропиленовых труб какой выбрать — полезные рекомендации. Сварка полипропилена аппарат
Сварка листового полипропилена строительным феном и экструдером
Одним из самых распространенных методов соединения полипропилена является его сварка. Такая технология является самой востребованной и эффективной, это объясняется термопластичностью и прочностью материалов. Сварка листового полипропилена происходит вследствие их соединения встык или под прямым углом. Для соединения также можно использовать экструдер, фен или стыковой сварочный станок.

Лист полипропилена: природа материала для заготовки
Данный материал производится путем выдавливания гранул вещества полимера из специальных отверстий. Такая технология позволяет получить в итоге лист любой длины и ширины. Сам лист полностью состоит из гранул. Покрытие такого материала может быть или глянцевым или матовым, если лист покрыт глянцем, то сверху накрывается пленкой.
Основными преимуществами полипропилена является: 
- диэлектричность;
- достаточная гидрофобность;
- стойкость к стиранию;
- химическая прочность.
Благодаря особым характеристикам сварка листов полипропилена не представляет самой объемный процесс и отличается доступностью. Весь процесс сварки заключается в доведении краев материала до вязкого состояния и сильно прижатия друг к другу. Такой механизм поможет получить в последующем цельную деталь.
Диффузионная сварка
Перед началом работы, необходимо подготовить рабочее место и весь материал. Чтобы швы склейки были как можно ровными и незаметными, следует с полной серьезностью подойти к процессу и выбрать такой способ сварки, который будет для вас наиболее доступным и удобным. Одним из наиболее эффективных способов соединения листового полипропилена является диффузная сварка. Такой механизм соединяется на специально оборудованном сварочном станке.
Сварка полипропиленовых листов происходит с помощью укладки двух частей на станок и их фиксации. Концы листов будут прижиматься к нагревательному элементу. Для получения наилучшего эффекта листы следует нагревать продолжительное время. После достижения необходимой температуры, листы прижимаются с помощью фиксирующего механизма. Шов, который получается с помощью оборудования для сварки, будет являться самым прочным и надежным.
Очень важным при такой сварке является чистота и пониженная влажность воздуха в помещении, температура воздуха должна быть теплой. Одним из главных преимуществ шва будет не только его прочность, но и скорость получения качественного материала. Такой метод подходит для листов любой ширины, и дает возможность сваривать полипропиленовые листы в рулоны. При большом количестве работы, сварочный станок станет незаменимой вещью.
Сварка с помощью экструдера
Такой метод предполагает наличие особого инструмента – экструдера. Такой аппарат оснащен различными насадками, которые позволяют сваривать самые сложные и громоздкие конструкции. Огромным преимуществом есть и небольшой размер оборудования. Экструдер оснащен автоматической подачей теплого воздуха, что позволяет размягчать листы и избегать каких-либо повреждений при сварке. Работа таким методом предполагает оперативность в действиях, так как из-за высокой температуры (около 270С) возможна деформация около внутренних слоев полипропилена.

Такой процесс не требует выделения отдельного помещения и соединения возможно прямо на рабочем месте, благодаря компактности устройства. Шов, полученный с помощью экструдера, является вторым по прочности, после сварочного станка. Недостатком такого метода является необходимость соединять полипропилен одинакового состава, класса, в противном случае швы будут получаться непрочными и неравномерными.
Сварка листового полипропилена строительным феном

Для нормальной стыковки листов, их необходимо разместить на ровной поверхности и края обработать наждачной бумагой. Важным моментом подготовки является разделка кромок под углом 45.

Подготовленные листы полипропилена для сварки встык
Процесс нагревания феном и расплавки прута занимает примерно от 5 до 10 минут. Далее идет сам процесс сварки. Пластиковый пруток вставляется в насадку сварочного фена и в процессе заполнения шва непрерывно подается в зону сварного шва.
После соблюдения всех процедур, соединенный материал можно использовать. Полученный шов, при сварке ПНД с помощью строительного фена, является менее прочным, чем при сварке станком или экструдером, однако такой метод будет идеальным для соединения материала с небольшой толщиной.
Склеивание листового полипропилена
Склеивание полипропилена – очень трудоемкий процесс, требующий специальной подготовки. Это обуславливается тем, что такой вид пластмассы является особенно трудносклеиваемым. На современном рынке существует большое множество клеев, которые без каких-либо проблем способны склеить пластмассу, основным вопросом будет выбор специального раствора. Особая подготовка к склеиванию материала будет заключаться в предварительной сборке всех деталей, чтобы поставить необходимые метки, ведь неправильное соединение полипропиленовых листов или банальная ошибка в процессе может стоить вам испорченного материала.
Главными рекомендациями при склеивании и сварке полипропилена своими руками будут:
- необходимо приобретать клей, обращая внимание, прежде всего на его марку, но никак не на цену. Свой опыт в таком вопросе будет для вас дополнительным бонусом. Иногда клей из высокой ценовой категории по качеству может уступать более дешевым аналогам;
- очень важным будет уделить внимание заточке и обработке краев полипропиленовых листов, при правильном выполнении этого требования, шов получится очень аккуратным;
- выбирайте способ сваривания в зависимости от ширины листа, а также его размера. Чем правильней будет выбрана техника соединения, тем прочнее шов получится на выходе.
svarkagid.ru
Сварка листового полипропилена - выбираем сварочный аппарат
 Полипропиленовые листы в настоящее время широко используются в производстве ёмкостей для предприятий электронной, химической, нефтехимической, радиотехнической, пищевой, металлургической и других промышленностей. Данный материал также используется при изготовлении бассейнов.
Полипропиленовые листы в настоящее время широко используются в производстве ёмкостей для предприятий электронной, химической, нефтехимической, радиотехнической, пищевой, металлургической и других промышленностей. Данный материал также используется при изготовлении бассейнов.
Нередко полипропилен сравнивают с «королём» пластмасс. Он не является наиболее популярным и востребованным полимером в данное время, однако по темпам роста производства он является бесспорным лидером.
Основные технические показатели полипропилена
Полипропилен, как синтетически неполярный термопластичный материал, получают в промышленности из макромолекул изотактического строения. При комнатной температуре материал не растворяется в органических жидкостях, однако он может растворяться в некоторых видах растворителей при нагревании до высоких температур.
Полипропилен устойчив к щелочам, кислотам, растворам солей и иным неорганическим агрессивным средам, имеет низкий уровень влагопоглощения, высокие показатели электроизоляционных свойств, хорошие механический свойства, повышенную жёсткость и высокий уровень ударопрочности.

Технология и общие принципы сварки полипропилена
Сварка листового полипропилена заключается в соединении деталей посредством нагрева материала без изменения его химического состава. Полимер соединяется между собой при создании вязко-текучего состояния при нагревании.
Сварка полипропилена своими руками может осуществляться при помощи специального пистолета с подачей горячего воздуха (фена). В конструкции такого устройства воздух нагревается равномерно, что образует хорошую среду для сварки полимерных деталей.
ВАЖНО: при применении ручных аппаратов для сварки, необходимо учитывать тот факт, что при медленном сваривании элементов материал вокруг шва обычно подвергается наибольшему нагреванию, из-за чего снижаются его технические показатели, и вследствие чего – качество шва.
Экструдер, как аппарат для сварки полипропилена, также нередко используется в производстве. Данный процесс осуществляется в сухом тёплом помещении. Стыковые поверхности (края) свариваемых деталей обязательно должны быть зачищены мелкой шкуркой.

В экструдер поступает специальный присадочный пруток, который при разогревании сваривает нужные элементы. Время остывания такой сварки – ориентировочно 5-7 минут.
Механический сварочный аппарат для полипропилена применяется в основном в тех случаях, когда нужно приложить максимум усилий, чтобы края деталей соприкасались друг с другом. Не всегда с помощью подручных средств можно достичь этого.
Сварка полипропилена (видео находится на сайте) механическим путём подразумевает использование специальной опорной рамы с приборным блоком и гидроагрегатом. На данной раме с обеих сторон имеются специальные захваты, между которыми устанавливаются вкладыши для поддержания оптимального распределения давления на соединяемые элементы.

Сварочный аппарат для полипропилена имеет нагревательный элемент, который представляет собой диск со специальным покрытием. Внутри данного диска имеются нагревательные компоненты (ТЭНы), а снаружи – датчики контроля температуры и терморегуляторы.
Чем точнее показания термодатчика, который встроен в аппарат для сварки полипропилена, тем качественней сам аппарат. Наиболее качественными считаются агрегаты с электронными терморегуляторами (терморезисторами, которые способны измерять температуру близко около муфт и дорнов).
ВАЖНО: независимо от используемого терморегулятора, после нагревания сварочного аппарата нужно ещё подождать несколько минут, чтобы температура на насадках максимально приблизилась к той, которую показывают датчики.
Сварка листового полипропилена в некоторых случаях подразумевает также использование разных вспомогательных материалов (калиброватель, фаскосниматель, ножницы, торцеватель, очищающая жидкость и др.).

Требования по технике безопасности для сварки полипропилена
Во время процесса сварки полимерных изделий должно соблюдаться несколько правил:
- рабочая температура – не ниже 5оС;
- сварка листового полипропилена может осуществлять не только в закрытом помещении, но и на открытом воздухе;
- при низких температурах (ниже 5оС) технологическая пауза может быть слишком приближена к нулю;
- перед выполнением сварочных работ обязательным условием является очистка сварочных насадок во избежание возгорания остатков пластмассы и выделения углекислого газа;
- если помещение, где осуществляется сварка, плохо вентилируется, возможно выделение и скопление вредных газов;
- для проведения сварочных работ с полипропиленом рекомендуется иметь специальные защитные рукавицы и очки (защитную маску для лица).
Для более подробного ознакомления с процессом соединения двух полимерных листовых изделий рекомендуется посмотреть сварка полипропилена видео.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):swarka-rezka.ru
Сварка листового полипропилена. Отличительные особенности процесса.

Содержание статьи
Основные характеристики полипропилена
Данный материал получают в промышленности из макромолекул изотактического строения, а процесс образования полипропилена в виде листов заключается в следующем: расплавленный материал пропускают через валики. Для полипропилена характерно использование его при создании различных емкостей, труб большого диаметра, так же он обладает изоляционными свойствами и в этой области он также нашел активное применение.
Отметим основные характеристики, свойственные листовому полипропилену:
- Хорошо чувствует себя во влажной среде,
- Отличается механической прочностью,
- Материал устойчив к различным химическим веществам: щелочи, кислот, растворы солей.
- Не боится ультрафиолетовых лучей.

Еще одна важная особенность, характерная для полипропилена – это универсальность его монтажа. Этот материал можно разрезать и соединять разными способами. В настоящее время наиболее часто применяются следующие:
- Механический. Он предполагает применение крепежа. Стоит отметить, что конструкция, выполненная таким способом не будет отличаться высокими теплоизоляционными свойствами.
- Склеивание. Такой метод очень популярен, поскольку материал хорошо контактирует с механическими веществами, и клей никак не повредит его.
- Сварка листов полипропилена. Используя такой метод, вы получите качественное и прочное соединение, в этом поможет специальный инструмент для сварки полипропилена.
Технологии для сварки полипропилена
- сварка экструдером,
- сварка листового полипропилена феном,
- соединение полифузным методом (на подобие контактной сварки).
Рассмотрим подробно каждую из технологий.
Первый вид сварки основан на том, что используется специальный аппарат – ручной экструдер для соединения деталей. Прибор небольшой по размеру и в комплектацию его входят разноразмерные насадки.

Он хорошо подходит для соединения объемных деталей, которые имеют достаточно сложное строение. Например, сварка мембранной кровли очень часто осуществляется при помощи этого аппарата. Также он успешно применяется как аппарат для сварки пвх труб.
Чаще всего экструдер, использующийся для сварки полипропилена снабжен механизмом, отвечающим за подачу воздуха, посредством которого пластмасса в участке сварки нагревается и становится мягче.
Технология сварки полипропилена экструзионным способом должна производиться с обязательным условием: в зоне шва надо использовать добавочное вещество, в качестве которого обычно выступает полипропиленовая проволока. Горячий воздух нагревает поверхности деталей, подвергающихся сварке до вязкого состояния. Присадка, которая проходит через экструдер также становится горячей и перемешивается с основой до получения однородного вещества. Такой метод позволяет соединять очень толстые детали, например сварка мембранной кровли,а также материалы, толщина которых небольшая. Поэтому сварка листового полиэтилена также очень часто производятся по такой технологии.
 сварка кровли экструдером
сварка кровли экструдеромСледующий метод – сварка листового полипропилена феном. Важная и неотъемлемая составляющая выполнения этой технологии – поток нагретого воздуха (170°C-180°C).
 строительный фен
строительный фенЭтот способ нашел свое применении в скреплении деталей, толщина материала которых не превышает показатель в 20 мм. Такие показатели характерны для полиэтиленовых листов. В связи с этим, становится понятно, что шов, образующийся в конечном итоге, не будет очень прочным. Поэтому сварка полипропиленовых листов с помощью фена может применяться только в том случае, если соединяемые детали – небольшие по размеру и которые в последующем использовании не будут подвергаться сильным нагрузкам.
Основное оборудование для полифузной сварки полипропилена – это специальные сварочные подвижные столы. На станок кладутся два листа, затем специальным прижимным устройством они хорошо фиксируются. Человек, выполняющий работу должен задать показатели толщины и длины элементов, которые будут свариваться. Далее концы листов плотно прижимаются к нагревательному элементу, когда достигается нужный температурный режим, этот нагревательный элемент выходит из зоны сварки, а раздвижные столы прижимают детали. В итоге получается очень надежный и качественный шов, который по своим техническим и эксплуатационным характеристикам является лучшим из получаемых другими методами.
Выводы
Таким способом можно соединять не только полипропиленовые листы, но и пвх пленки, листы пнд, детали из листового пластика.
Выбирать сварочный аппарат стоит исходя из того, какой материал вы соединяете и для чего свариваемые элементы будут применяться. Вы можете выполнить сварку своими руками и выбрать: фен, экструдер, а также произвести сварку полифузионным методом.
[Всего голосов: 3 Средний: 1.7/5]
svarkaed.ru
Аппарат для сварки полипропиленовых труб какой выбрать — полезные рекомендации
Аппарат для сварки полипропиленовых труб какой выбрать
Строится ли новое индивидуальное жилье или планируется капитальная модернизация инженерных коммуникаций в старом доме или квартире – в любом случае, подавляющее большинство хозяев в наше предпочитает отказаться от использования стальных труб. Им на смену приходят легкие, удобные в монтаже, эстетичные внешне пластиковые. При сборке водопроводных систем или контуров отопления не требуется сложных операций по сварке металла или нарезки резьбовых соединений, поэтому монтажные работы становятся доступными любому среднестатистическому хозяину жилья – а это существенная экономия, так как работа мастера стоит недешево. Да и сам материал – значительно дешевле, чем стальной аналог.

Аппарат для сварки полипропиленовых труб какой выбрать
Из всего разнообразия полимерных труб одну из передовых позиций по популярности завоевывает полипропилен. Невысокая стоимость труб и комплектующих, широкий ассортимент разнообразных соединительных и запорных элементов – все это позволяет без чрезмерных затрат и достаточно быстро смонтировать системы практически любого уровня сложности. Однако, есть одно «НО» — для этого потребуется специальное оборудование. Пугаться этого не надо – специальный аппарат не столь дорог, а обучиться работе с ним можно очень быстро. Итак, аппарат для сварки полипропиленовых труб какой выбрать, чтобы заиметь надежного помощника, но вместе с тем – и не переплачивать лишнего? Попробуем разобраться в данной публикации.
Основные принципы сварки полипропилена
Чтобы работа по сварке полипропиленовых труб выполнялась качественно, мастеру необходимо четко представлять, какие происходящие при этом процессы обеспечивают надежное, герметичное соединение деталей.
Полипропилен –термопластичный полимер. При нагреве до определенной температуры начинается его размягчение и плавление, переход в жидкую фазу, но при остывании материал вновь приобретает твердость, не теряя при этом своих физико-химических качеств и механической прочности. Значит, если две детали, изготовленные из полипропилена, нагреть в месте соединения до уровня размягчения, но не допуская при этом деформации самого элемента, а затем с определенным усилием совместить, то произойдет взаимопроникновение расплавленных слоев. Ну а после обратной полимеризации получится сопряжение, отличающееся практически полной монолитностью – если посмотреть на разрез качественно выполненного узла соединения, то границу между двумя деталями, скорее всего, визуально даже не удастся определить.

На разрезе качественно выполненного сварного стыка границы вообще не видно – это абсолютно монолитный узел
Итак, для сварки полипропиленовых деталей необходимо обеспечить два условия – разогрев до стадии оплавления мест соединения и обеспечение их сжатия для взаимопроникновения пластика и окончательной полимеризации. Это обеспечивается двумя основными технологическими способами.
Стыковая сварка
Эта технология используется для соединения труб одинакового типа, равного диаметра. Чрезвычайно важные условия – обеспечение строгой соосности стыкуемых деталей и тщательная подготовка торцов для идеального изначального прилегания поверхностей.

Для стыковой сварки трубы равного диаметра располагают строго соосно и тщательно обрабатывают торцы.
Затем производится одновременный нагрев обеих торцов сопрягаемых труб, для достижения расплавления на необходимую глубину по всей площади поперечного сечения.

Красными стрелками (поз. 1) показаны области расплавления полипропилена. Далее – следует стадия стыковки и сжатия
Далее, следует стадия сжатия сопрягаемых деталей – это обеспечивается приложением механического усилия, со встречными векторами, направленными строго по оси трубы. В результате в местах расплавления полипропилена происходит эффект диффузии – взаимного проникновения полимера (поз. 2). Затем следует необходимая технологическая пауза, для обеспечения полной полимеризации и получения монолитного соединения (поз. 3)

Стадии взаимопроникновения расплавленного полипропилена и окончательной полимеризации стыкового соединения
Технология кажется достаточно простой, но на деле это не совсем так. Как отмечалось, к качеству обработки торцов труб, к их строго соосному расположению, к величине прилагаемого усилия предъявляются особые требования. Без специального оборудования добиться этого практически невозможно, а стоимость подобных сварочных установок – очень высока. Поэтому такой тип сварки полипропилена в бытовых условиях, как правило, не применяется – он востребован больше в профессиональной среде при прокладке магистральных коммуникаций.
Муфтовая сварка
А вот это – именно та технология, которая доступна для использования в любых условиях. Требования к тщательной центровке сопрягаемых деталей и обеспечению необходимого сжимающего усилия – никуда не деваются, но их выполнение достигается уже совсем другим путем – за счет тщательно продуманных размеров трубы и муфты.

Размеры трубы и муфты перед началом сварочных операций
Наружный диаметр трубы (Dнт) всегда несколько больше, чем внутренний диаметр муфты (Dвм), то есть в обычном состоянии соединение попросту невозможно.
Для обеспечения соединения производится одновременный нагрев внешней поверхности трубы и внутренней поверхности муфты. При этом длина прогреваемых участков относительно края деталей – приблизительно равна.

Нагрев поверхностей сопрягаемых деталей для получения зон расплавления полимера (поз. 1)
После прогрева достаточно приложить усилие рук, чтобы труба вошла в муфту на глубину провара. Ошибиться с обеспечением соосности соединения в данном случае трудно (хотя определенный контроль все же нужен). Диметры деталей таковы, что само по себе обеспечивается необходимое усилие сжатия в зоне сопряжения – достаточно только удерживать детали в заданном положения до взаимопроникновения и полимеризации материала.

Образование зон взаимопроникновения расплавленного полипропилена (поз. 2) и их полимеризация (поз. 3). Приложения больших физических усилий — не требуется.
На примере показана муфта, хотя на практике это может быть фитинг, переходник, кран, тройник и другие фасонные детали – принцип от этого не меняется, так как все они снабжены точно такой же муфтовым соединительным участком.
Разновидностью муфтового является раструбное соединение. Разница лишь в том, что участки труб соединяются без муфт – для этого на одном конце предусмотрен раструб. В остальном же принцип остается тем же.
Устройство аппаратов для сварки полипропиленовых труб
Аппараты для стыковой сварки
Как уже говорилось, стыковая сварка полипропилена в условиях частного строительства или ремонта применяется очень редко. Тем не менее, принципиальное устройство аппарата заслуживает хотя бы поверхностного рассмотрения.
Обычно такой аппарат больше похож на станок, механизм которого собран на станине с направляющими, по которым перемещаются блоки с хомутами-зажимами для двух труб, обеспечивающими точную соосную фиксацию труб. Чаще всего такие хомутные фиксаторы комплектуются вкладышами-сегментами, рассчитанными на различные диаметры труб.

Один из аппаратов для стыковой сварки полимерных труб
В комплект входит электромеханический торцеватель – двухсторонний дисковый нож, одновременно доводящий торцы труб до идеального состояния. Торцевать может быть съемным, в виде отдельного блока, или же откидным, на шарнирном соединении.
После стадии зачистки торцевать убирается, и на его место между двумя трубами устанавливается плоский круглый нагревательный элемент, который обеспечивает прогрев и начало плавления материала. Нагреватель тоже может быть полностью съемным или откидным шарнирным.
Следующим шагом идет фаза сжатия – нагреватель убирается (откидывается), а подвижные блоки с зажатыми трубами перемещаются навстречу друг другу. Необходимое усилие может обеспечиваться гидравликой или механической передачей – червячной, винтовой, рычажной и т.п.

Различные модели аппаратов для стыковой сварки полипропиленовых и полиэтиленовых труб
Такие аппараты – различны по размерам и по типу силового привода, могут быть универсальными или же рассчитанными на определенный диапазон диаметров труб. Общая черта у них – высокая стоимость, что делает их применение в бытовых условиях совершенно нерентабельным. Да в этом и нет никакой необходимости – для монтажа любых напорных и безнапорных трубопроводов в доме или квартире вполне достаточно муфтовой сварки, тем более, что для коротких отрезков именно она является оптимальным решением, а качество соединений получается даже более высоким.
Аппараты для муфтовой ручной сварки
А вот это – именно то оборудование, которое пригодится домашнему мастеру при создании или реконструкции домашней водопроводной или отопительной системы. Механического привода, как уже отмечалось, не требуется – достаточно мышечных усилий человека. Поэтому и конструкция самого аппарата чрезвычайно проста.

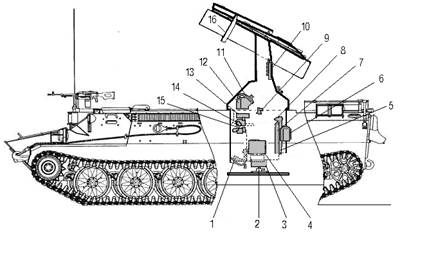
Наиболее распространенная схема устройства аппарата для сварки полипропиленовых труб
У любого аппарата имеется рукоятка (поз. 1), чтобы была возможность проводить сварочные работы на весу, в труднодоступных местах. Из рукоятки, как правило, выходит кабель (поз. 2) для подключения к электросети питания 220 В.
На корпусе аппарата (поз. 3) размещены органы контроля и управления. Это индикаторы нагрева (поз. 4) и регулятор-термостат (поз. 5), позволяющий выставить необходимую температуру нагрева (при сварке полипропиленовых труб малого и среднего диаметра обычно выставляется нагрев +260 °С). Красный индикатор говорит о работе нагревательного элемента, зеленый – о достижении требуемой температуры и готовности к работе. Некоторые современные модели сварочных аппаратов могут быть оснащены и цифровой индикацией режима работы.
Основная рабочая часть прибора – это, собственно, сам нагреватель (поз. 6). На большинстве моделей он выполнен в виде толстой пластины мечевидной формы, хотя могут быть и иные вариации – об этом будет сказано ниже. Внутри нагревателя размещены электрические спирали, обеспечивающие быстрый резистивный нагрев его поверхности.
На поверхности нагревателя имеется несколько сквозных отверстий – каждое из них необходимо для установки перед началом работы пары нагревательных элементов (поз. 7) – муфты и дорна, рассчитанных на один диаметр трубы. Муфта необходима для прогрева внешней поверхности трубы, дорн – для внутренней поверхности соединительного элемента (фитинга, муфты, переходника и т.п.) Эти элементы скрепляются парно с двух сторон нагревателя с помощью винтового соединения с головкой под внутренний шестигранник. На нагревательном элементе, в зависимости от модели аппарата, обычно предусматривается возможность установки сразу нескольких (двух-трех) пар муфт и дорнов, чтобы в процессе работы не отвлекаться на переустановку при переходе на другой диаметр трубы.
В комплекте ко всем практически аппаратам идет приспособления для его установки на полу или на верстаке (поз. 8).. Это может быть платформа или подставка той или иной конструкции, но с обязательной возможности быстрого и простого снятия прибора в случае необходимости и обратной его установки.

Диапазон размеров стандартных пар муфта-дорн.
Пары муфты-дорны обычно идут в комплекте, но могут приобретаться и самостоятельно, например в случае утери или необходимости замены из-за износа. Как правило, для домашних водопроводных систем и контуров отопления вполне достаточно диапазона от 16 до 50, реже – до 63 мм.
Выше была представлена наиболее распространенная конструкция аппарата. Однако, могут быть и определенные разновидности.
Существуют аппараты, рассчитанные на большой диаметр свариваемых труб. Они отличаются повышенной мощностью нагревательного элемента и его особой формой, позволяющей устанавливать соответствующие крупные муфты и дорны.

Аппарат для муфтовой сварки полипропиленовых труб большого диаметра
Мечевидная форма нагревательной пластины также не является обязательным условием. Выпускаются аппараты с укороченным нагревателем, рассчитанным на две пары насадок, расположенных одна над другой. С таким прибором бывает намного удобнее оперировать в труднодоступных местах.

С нагревателем такой формы бывает удобнее монтировать трубы в условиях ограниченного пространства.
В последнее время стремительно стали зарабатывать популярность оригинальные модели аппаратов с цилиндрическим стержневидным нагревательным элементом. Для них, правда, используются несколько иные по конфигурации и способу фиксации муфты и дорны – они «обхватывают» цилиндр нагревателя по подобию хомута, располагаясь при этом диаметрально противоположно.

Аппараты для сварки полипропиленовых труб со стержневидным нагревателем
Установка муфты и дорна в данном варианте никак не привязана к каким-то заданным отверстиями положениям – мастер волен расположить их в любой области стержня, сместив к самому краю или, наоборот, в рукоятке, расположив одновременно несколько пар и т.п. Кроме того, можно задавать определенный разворот относительно горизонтальной плоскости — это бывает иногда полезно при сваривании особо сложных узлов непосредственно по месту установки. Кстати, аппараты такой разновидности могут иметь и боковое расположение нагревательного цилиндра – некоторым мастерам в определенных условиях бывает удобнее работать именно таким инструментом.

Сварочный аппарат с перпендикулярным расположением нагревательного элемента
Подобные аппараты принято относить к профессиональному классу, но они все чаще стали появляться и в арсенале домашних мастеров.
Видео: презентация сварочного аппарата для полипропиленовых труб «Dytron SP-4a»
О приемах ведения сварочных работ в данной публикации рассказываться не будет. Во-первых, об этом уже было упомянуто в начале, при рассмотрении основных принципов сварки полипропилена, а во-вторых — этой теме посвящена специальная статья.

Монтаж полипропиленового трубопровода — это доступно каждому! Процесс сварки полипропиленовых труб – прост и понятен, требует только хорошего аппарата и соблюдения установленных технологических приемов и режимов. Подробнее об этом – в специальной статье портала, посвященной именно монтажу полипропиленовых труб своими руками.
А в данной публикации лучше сразу перейти к вопросу, как правильно подобрать нужный аппарат, какие критерии оценивать при покупке.
Критерии выбора аппарата для ручной муфтовой сварки полипропиленовых труб
Прежде всего, нужно правильно определить круг задач, которые будут решаться с помощью приобретаемого прибора. Если аппарат необходим для разовых работ по дому с полипропиленовыми трубами небольшого диаметра или для проведения модернизации имеющихся инженерных сетей в доме или квартире, то нет никакого смысла выбирать дорогостоящее оборудование. С такими проблемами вполне справится качественный недорогой прибор средней мощности. Главное, чтобы хозяину было удобно с ним работать. Ну а в случае планирующегося регулярного пользования, интенсивной нагрузки – есть смысл присмотреть аппарат посерьёзней.
- Мощность сварочного аппарата. Обычно для бытовых нужд приобретают приборы с мощностью, не превышающей 1 кВт. Следует правильно понимать, что любой сварочный аппарат нагревается до нужной температуры плавления полипропилена, и показатель мощности ни в коем случае не влияет на качество соединений труб. Просто более мощный прибор приводится в состояние готовности от момента включения несколько быстрее. Кроме того, после отдачи определенного количества тепла на прогрев соединяемых деталей любому аппарату требуется определённое время на восполнение этой «потери». Понятно, что у более мощного оборудования такой интервал будет короче. Но это заметно, скорее, при «конвейерном» профессиональном монтаже, а в условиях домашнего пользования, когда сварка любого стыка предваряется разметкой и примеркой, разница вряд ли будет ощутима.

Для дома или квартиры вполне бывает достаточно сварочного аппарата мощностью 0,7 -1,0 кВт.
Более высокие показатели мощности потребуются и при монтаже труб большого диаметра – от 75 мм и выше. На практике в условиях дома или квартиры с такими деталями сталкиваться не приходится.
- Напрямую с мощностью обычно связан и следующий параметр – максимально допустимый диаметр свариваемых труб. Можно особо не повторяться – большинство домашних мастеров оперируют тремя размерами – 20, 25 и 32 мм, ну а сами аппараты средней мощности, как правило, способны обеспечить сварку деталей до 63 мм.
- Соответственно этому параметру обычно идет и комплектование прибора муфтами и дорнами. Впрочем, нередко приборы бытового класса имеют в комплекте всего три пары нагревательных насадок- от 20 до 32 мм, и этого бывает вполне достаточно.
Кстати, при выборе инструмента на качество такой оснастки следует обратить особое внимание. Добросовестные производители сопровождают свое оборудование муфтами и дорнами с тефлоновым напылением (может в паспорте быть обозначено аббревиатурой PTFE). Это антипригарное покрытие предотвращает налипание расплавленного пластика на раскалённые элементы, чем существенно упрощает и убыстряет работу.

Качественные насадки с тефлоновым покрытием
При частом использовании оборудования антипригарное покрытие постепенно истончается – это сразу будет заметно в ходе работы. Значит, необходимо задуматься о приобретении нового комплекта насадок требуемого диаметра.
- Температура нагрева и терморегулятор, другие органы управления. Практически все сварочные аппараты для полипропилена обеспечивают нагрев в диапазоне от 50 до 300 °С. Чаще всего приходится работать на установке 260 °С. Обозначения на шкале терморегулятора должны быть понятны и разборчивы, положение маховика – хорошо фиксироваться, без разболтанности, чтобы случайным лёгким прикосновением не сбить заданную температуру.
Некоторые модели оснащены цифровой индикаций температуры нагрева. Необходимость такой опции при домашнем использовании аппарата – весьма сомнительна, а стоимость вырастает очень существенно. Вполне достаточно двух индикаторов, о которых уже упоминалось выше.

Аппарат с электронным управлением и цифровой индикацией. Удобно, но с точки зрения рентабельности приобретения – много сомнений
Аппарат может быть оснащен клавишей общего включения – это удобнее, чем запуск просто от включения в розетку. Кроме того, на приборах профессионального класса может быть предусмотрено две ступени мощности нагрева – есть возможность переключения в зависимости от интенсивности выполняемых работ.

Сварочный аппарат оснащен двумя ступенями мощности нагрева
На качественных аппаратах предусматривается аварийная система отключения от сети при угрозе перегрева.
- Обязательно оценивается удобство пользования инструментом. Ручка аппарата должна хорошо «лежать в руке», иметь противоскользящее покрытие, не нагреваться при работе.
Обращается внимание на конструкцию и надежность подставки. Слишком легкие треноги или дуги иногда бывают неудобны с той точки зрения, что проскальзывают на ровной поверхности стола или пола – в этом плане надежнее подставка, выполненная по типу платформы. Если основной объем работ предполагается проводить в мастерской, на верстаке, наверное лучшим выбором станет прибор с подставкой, имеющей зажимное устройство для фиксации на краю рабочей поверхности – так будет достигнута максимальная устойчивость аппарата.

Такой аппарат при необходимости можно надёжно зафиксировать на верстаке.
Комплектация аппарата. Чаще всего имеет смысл приобретать прибор, идущий в комплекте со всем необходимым дополнительным инструментом и принадлежностями. Обычно все упаковывается в компактный металлический кейс, то есть у хозяина инструмента все будет под рукой при проведении монтажных работ.
На иллюстрации показан хорошо укомплектованный сварочный аппарат:

Имеет смысл приобретать аппарат с расширенной комплектацией — выходит дешевле
Помимо самого прибора с ним в комплекте идут подставка, муфты и дорны шести различных диаметров, винты, отвёртка и ключ-шестигранник для установки оснастки, специальные ножницы для резки полипропиленовых труб, рулетка (может быть еще и небольшой пузырьковый уровень для точной разметки и выставления труб по месту монтажа), рабочие рукавицы, чтобы уберечься от случайных ожогов.
Все это, конечно, можно приобрести и по отдельности, но чаще всего качественный комплект обойдется даже дешевле, чем покупка необходимых принадлежностей «россыпью».
Производители сварочных аппаратов доя полипропиленовых труб, краткий обзор моделей.
При выборе любого оборудования одним из определяющих критериев является репутация компании –производителя. И хотя аппараты для ручной сварки полипропиленовых труб нельзя назвать слишком сложными и высокотехнологичными приборами, в этой области тоже есть определенные авторитеты.
Так, «законодателями мод» в производстве подобного оборудования считаются «Rothenberger», «Valfex», «Dytron», «BRIMA», «Gerat», «KERN». Не менее надежны и востребованы аппараты «Elitech», «Sturm», «Калибр», «Энкор», «PATRIOT», «Энергомаш», «DeFort». Главное, чтобы приобретаемое оборудование было действительно оригинальным, а не подделкой, и сопровождалось заводской гарантией изготовителя.
В завершение, традиционно, небольшой обзор популярных моделей и среднего уровня цен на них.
«BRIMA TG-171», Германия — Китай | Мощность 750 Вт, диаметр сварки – до 63 мм, электромеханический термостат, температура нагрева – до 300 °С. Время разогрева – не более 15 мин. В комплекте – шесть пар насадок от 20 до 63 мм. | 3900 |
«ЭНКОР АСП-800», Россия — Китай | Мощность 800 Вт, диаметр сварки – до 63 мм, электромеханический термостат, температура нагрева – до 300 °С. Устойчивая подставка платформенного типа. В комплекте – шесть пар насадок от 20 до 63 мм с тефлоновым покрытием. | 2200 |
«Elitech СПТ 1000», Россия — Китай | Аппарат с цилиндрическим нагревательным элементом. Мощность – 1000 Вт. Диаметр сварки – от 16 до 32 мм. Набор насадок (4 диаметра) с тефлоновым покрытием – в комплекте поставки. Эргономичная форма корпуса и ручки, позволяющая проводить работы в труднодоступных местах. Электромеханический термостат. | 2700 |
«Sturm TW7219», Германия — Китай | Модель повышенной мощности – 1900 Вт, с возможностью включения полной и половинной мощности (оного или двух нагревательных элементов). Шесть пар насадок с тефлоновым покрытием. Максимальный диаметр сварки — 62 мм. Время нагрева – порядка 12 мин. Расширенная комплектация поставки, не требующая приобретения дополнительных аксессуаров. | 3300 |
«Dytron Polys P-1a», Чехия | Высококачественный аппарат профессионального класса. Мощность – 650 Вт. Цилиндрический нагреватель с капиллярным термостатом высокой точности. Диаметр сварки – до 32 мм. Патентованные насадки колодочного типа на 3 диаметра, покрыты высококачественным синим тефлоном. Шесть положений температуры. Автоматическая защита от перегрева. Масса – всего 1,3 кг, что облегчает работу в труднодоступных местах. | 11200 в минимальной комплектации – прибор, подставка и три насадки. |
«Rothenberger ROWELD P 40T», Германия | Мощность – 650 Вт. Максимальный диаметр сварки – 40 мм. Мечевидный нагреватель с возможностью установки двух пар муфта-дорн. В комплекте – 4 пары насадок от 20 до 40 мм, высококачественное тефлоновое покрытие. Особенности этого прибора – встроенный термостат расчитан именно на полипропиленовые трубы и запрограммирован на высокоточное поддержание стабильной температуры 260 °С. Масса прибора – 2,8 кг. | 14500 |
«KERN Welder R63E», Германия | Модель профессионального класса. Относительно невысокая мощность, 800 Вт, и вместе с тем – возможность сварки труб диаметром до 63 мм. Шесть пар насадок с тефлоновым покрытием в комплекте поставки. Высокоточная электронная установка заданной температуры с микропроцессорным контроллером, цифровой дисплей. | 13500 |
В завершение – видеосюжет о еще одном сварочном аппарате для полипропиленовых труб
Видео: аппарат для сварки полипропиленовых труб «CANDAN CM 03»
ciscoexpo.ru
Аппарат для сварки полипропиленовых труб – какой выбрать и как им пользоваться
При строительстве и ремонте систем отопления, горячего и холодного водоснабжения все чаще меняют стальные трубы на пластиковые. Это и понятно, для их монтажа не требуется высокая квалификация сварщика, с установкой и соединением может справиться любой человек.
Процесс чистый и пожаробезопасный по сравнению со сваркой металлических труб. Среди пластиковых наибольшей популярностью пользуются полипропиленовые трубы за свои потребительские свойства. Для сварки таких изделий применяют специальные аппараты.
Особенности полипропилена
У полипропиленовых труб невысокая стоимость, большая номенклатура, к ним продают различные соединители и запорные устройства, что дает возможность строить инженерные сети любой степени сложности в кратчайшие сроки. Это позволяет использовать специальный сварочный аппарат для пластиковых труб.
Некоторые его виды имеют высокую стоимость, но они рассчитаны в основном на большие диаметры. Для монтажа внутренних инженерных сетей большинства жилых домов в продаже имеется оборудование для сваривания труб с очень привлекательной ценой.

Полипропилен обладает термопластичностью. При нагревании его до температуры плавления он переходит в жидкую фазу. После остывания он твердеет, при этом сохраняет все свои прочностные характеристики.
Если определенные участки заготовок из полипропилена нагреть до температуры плавления, а затем прижать их друг к другу расплавленными участками, то произойдет диффузия расплавленных слоев.
Если зафиксировать детали и подождать, пока они остынут, то в результате получится новое монолитное изделие. На срезе место стыка деталей увидеть невозможно. Эти свойства пластика успешно применяются в аппаратах для сварки полипропиленовых труб.
Самыми распространенными являются:
- аппараты раструбной или муфтовой сварки;
- устройства стыковой сварки;
- оборудование электромуфтовой сварки.
Две последние разновидности имеют высокую стоимость, они на порядок дороже раструбных устройств.
Стыковое соединение
Особенность работы аппаратом стыковой сварки заключается в следующем. Полипропиленовые изделия должны быть одинакового диаметра и толщины. Торцы труб должны быть идеально зачищены и плотно прилегать друг к другу.
Они должны быть соосны и иметь возможность перемещения вдоль оси под действием мышечных усилий человека, электрических или гидравлических сил.
Технология
 Сначала соединяемые торцы полимерных труб одновременно нагревают до температуры плавления пластика, затем плотно соединяют.
Сначала соединяемые торцы полимерных труб одновременно нагревают до температуры плавления пластика, затем плотно соединяют.
Расплавленный пластик из разных деталей взаимопроникает друг в друга при сжатии. В этом положении трубы фиксируют до полной полимеризации расплавленного слоя полипропилена. В результате получается монолитное неразъемное соединение.
Процесс выглядит очень простым, так оно и есть при работе с трубами малого диаметра. Но при использовании полипропиленовых изделий среднего и большого диаметра в обязательном порядке потребуется технологическое оборудование.
Только с ним можно обеспечить требуемую чистоту и точность торцов, соосность, необходимое давление для соединения стыка.
Оборудование
Аппарат стыковой сварки в частном домостроении используется редко, разве что при прокладке наружных инженерных сетей.
 Внешне он выглядит, как станок. У него есть направляющие, по которым перемещаются хомуты с трубами. Они имеют винтовую или червячную передачу. Для фиксации полипропиленовых труб разного диаметра к хомутам прилагаются секционные вкладыши.
Внешне он выглядит, как станок. У него есть направляющие, по которым перемещаются хомуты с трубами. Они имеют винтовую или червячную передачу. Для фиксации полипропиленовых труб разного диаметра к хомутам прилагаются секционные вкладыши.
Кроме этого в комплект оборудования входит электромеханический торцеватель, который представляет собой двусторонний дисковый нож. Он одновременно производит зачистку торцов соединяемых труб.
Торцеватель обычно устанавливается на откидном шарнире, но может быть и съемным. Откидных шарниров бывает два, на втором располагается плоский круглый нагреватель. Если он один, то имеется приспособление для крепежа. Шарниры так же устанавливаются на направляющих.
После того как произвели торцовку полипропиленовых труб, торцеватель откидывается и по направляющим отодвигается в сторону.
На его место сдвигается нагреватель и устанавливается между стыками. Трубы должны плотно прижаться к нему, но без усилия. Затем производится нагрев стыков до заданной температуры.
На последнем этапе происходит процесс сжатия. Нагреватель убирают, изделия сдвигают навстречу друг другу по направляющим обеспечивающим их соосность. Требуемое давление создается механическим способом через червячную передачу, либо гидравлическим.
Оборудование стыковой сварки дорогое, используется при строительстве магистральных пластиковых трубопроводов среднего и большого диаметра.
Электромуфтовое оборудование
 Технология электромуфтовой сварки состоит в следующем. В каждую муфту на этапе производства с внутренней поверхности закладывается нагревательный элемент с двумя выводами на ее внешнюю поверхность.
Технология электромуфтовой сварки состоит в следующем. В каждую муфту на этапе производства с внутренней поверхности закладывается нагревательный элемент с двумя выводами на ее внешнюю поверхность.
Соединяемые трубы вставляются в муфту. Специальным кабелем выводы муфты и сварочного аппарата соединяются. После этого происходит нагрев элемента, находящегося внутри муфты.
За счет этого происходит расплавление участка полипропиленовой трубы и муфты в районе нагревательного элемента. При отключении аппарата происходит обратная полимеризация соединяемых частей изделия. В итоге образуется монолитное соединение.
Аппараты электромуфтовой сварки могут работать с изделиями практически любого диаметра. Они могут сваривать полипропиленовые трубы, а также изделия из полиэтилена низкого давления (ПНД).
Основным элементом является микропроцессорный блок с источником регулируемого питания. Он сохраняет протокол сварки для контроля работы и вырабатывает необходимый ток для получения требуемой температуры нагрева.
В заданное время в зависимости от диаметра изделия и других условий он отключает устройство. Аппарат может работать на открытых площадках в диапазоне температур -20…+60 °C.
Например, аппарат Rothenberger ROWELD ROFUSE PRINT при малом весе и габаритах (небольшая коробка весом около 20 кг) позволяет соединять ПНД и полипропиленовые трубы диаметром до 1200 мм.
Данные по ним могут вводиться вручную или считываться со штрих кода, установленным на трубе производителем. Пользоваться аппаратом легко, к нему прилагается подробная инструкция.
Раструбная и муфтовая технологии
Технология раструбной или муфтовой сварки получила наибольшее распространение при сплавлении небольших по диаметру полипропиленовых труб, которые в основном применяются в жилищном строительстве.
 Суть процесса сварки заключается в нагреве внешней стороны трубы и внутренней части муфты до температуры плавления и последующего введения изделия в муфту.
Суть процесса сварки заключается в нагреве внешней стороны трубы и внутренней части муфты до температуры плавления и последующего введения изделия в муфту.
При остывании происходит полимеризация и получается неразъемное соединение. Наружный диаметр трубы немного превышает внутренний диаметр муфты, в холодном состоянии соединить их невозможно.
Когда они разогреты до требуемой температуры, то достаточно усилий человека. Аппарат получается очень простым. Он представляет собой электронагреватель с насадками и регулятором температуры.
Наибольшее распространение получили аппараты с мечевидным и цилиндрическим нагревателем. В комплект оборудования обычно входит набор насадок, разделочного инструмента и приспособление для установки нагревателя.
Аппарат имеет ручку с регулировкой температуры и индикатором нагрева. Сетевой кабель обычно присоединяется через ручку. На цилиндрический нагреватель насадки насаживаются попарно и могут устанавливаться под любым углом.
В цилиндре находится нагреватель, что позволяет равномерно прогревать все насадки, смонтированные на нем. На мечевидном нагревателе насадки монтируются с двух сторон.
Выбор сварочного устройства
 Из-за обилия предлагаемого оборудования возникает вопрос, какой сварочный аппарат для монтажа полипропиленовых труб выбрать?
Из-за обилия предлагаемого оборудования возникает вопрос, какой сварочный аппарат для монтажа полипропиленовых труб выбрать?
Здесь не нужно гнаться за мощностью или универсальностью. Надо определить для себя, с какими диаметрами придется работать в обозримом будущем. В абсолютном большинстве случаев это изделия от 16 мм и до 50 мм.
Исходя из этого, выбирают и насадки для сварки полипропиленовых труб. Выбор мощности прибора производят из расчета 10 Вт на 1мм диаметра трубы, достаточно иметь 500-800 Вт, ее хватит для работы с любыми изделиями, используемыми в индивидуальном строительстве.
Иногда требуется соединить что-нибудь из листового полимера, например поливинилхлорида. В этом случае используется специальный, если нет, то обычный электропаяльник.
Для сварки изделий сложной конструкции и тонкостенных труб большого диаметра используются термофены и сварочные экструдеры. Они незаменимы в труднодоступных местах, где невозможно расположить традиционные аппараты для сварки труб.
svaring.com
Как сваривают листы полипропилена и трубы из него
В последние годы металлические трубы всё чаще замещаются более удобными в эксплуатации пластиковыми (пропиленовыми) изделиями. Технология сварки полипропиленовых труб позволяет получить качественные соединения и продлить эксплуатационные сроки канализационных сетей до 50 лет.
При этом составляющие их трубы и соединительные элементы практически не разрушаются со временем, мало весят и позволяют собирать трубопроводы самостоятельно (без привлечения специалистов).
Какое оборудование применяют
 Для того чтобы сварить полипропиленовые трубы своими руками от исполнителя потребуется умение обращаться со специальным инструментом, а также наличие определённых навыков работы с пластиковыми материалами.
Для того чтобы сварить полипропиленовые трубы своими руками от исполнителя потребуется умение обращаться со специальным инструментом, а также наличие определённых навыков работы с пластиковыми материалами.
Для состыковки полипропиленовых труб разработан специальный метод, называемый полифузионным термическим свариванием. Суть этого способа сварки заключается в нагреве срезов полипропиленовых труб до фиксированной температуры и последующем быстром их соединении.
Для предварительного нагрева мест сочленения применяется специальное устройство, называемое в просторечье «паяльником». Аппарат для сварки полипропиленовых изделий (паяльник) нередко оснащается двумя нагревательными элементами, позволяющими обустраивать сразу пару стыков.
Для каждого из рабочих мест предусматривается отдельный узел управления с включателем, а их мощности достаточно для расплавления труб и фитингов заданного диаметра.
Не рекомендуется работать на двух нагревательных элементах сразу, поскольку можно перегреть пластик, а также сильно перегрузить сеть. Второй элемент обычно используется в качестве резервного, включаемого в случае неисправности первого.
В тех случаях, когда паяльник имеет два нагревательных контура – их одновременное включение допускается лишь непосредственно перед сваркой полипропиленовой трубы. Такой приём позволяет быстрее разогреть сварочный элемент до требуемой температуры, после чего один из двух контуров просто отключается.
Порядок работ
 Оборудование для сварки трубы из полипропилена не требует специальных навыков и позволяет быстро освоить основные приёмы сплавления.
Оборудование для сварки трубы из полипропилена не требует специальных навыков и позволяет быстро освоить основные приёмы сплавления.
Поскольку расплавленный полипропилен на какое-то время сохраняет свою пластичность – в течение этих секунд удаётся состыковать элементы и зафиксировать образовавшееся соединение посредством внешнего усилия.
Опытные мастера (специалисты по полифузионному свариванию) одновременно с этим успевают устранить едва наметившиеся перекосы.
По мере застывания материала он утрачивает свою пластичность, после чего с сочленяемых заготовок снимается фиксирующее их положение усилие.
Оптимальная температура сварки полипропиленовых труб – 260 градусов, превышение которой может привести к потере формы самих изделий. Помимо этого, излишний их нагрев нередко является причиной образования оплывов и сужений внутри трубы.
Для исключения этого нежелательного явления необходим постоянный контроль времени нагрева, которое регламентируется специальной инструкцией и выбирается согласно сводной таблице.
| 16 | 12-14 мм | 5 с | 6 с | 2 мин |
| 20 | 14-17 мм | 6 с | 6 с | 2 мин |
| 25 | 15-19 мм | 7 с | 10 с | 2 мин |
| 32 | 16-22 мм | 8 с | 10 с | 4 мин |
| 40 | 18-24 мм | 12 с | 20 с | 4 мин |
| 50 | 20-27 мм | 18 с | 20 с | 4 мин |
| 63 | 24-30 мм | 24 с | 30 с | 6 мин |
| 75 | 26-32 мм | 30 с | 30 с | 6 мин |
Обратный эффект, связанный с недостаточным разогревом места сварки полипропиленовых труб, приводит к получению некачественного соединения, в зоне которого со временем может образоваться протечка.
Для большей уверенности в хорошем результате перед началом сварки полипропиленовых труб следует попрактиковаться, используя для этого обрезки и отработавшие свои сроки соединители (фитинги).
В инструкции и таблицах по сварке труб из полипропилена также указываются точные значения времени остывания их после стыковки. Согласно указанным документам на это должно отводиться столько же времени, сколько затрачивается на нагрев места соединения.
Начинающие пользователи обычно торопятся и снимают удерживающую нагрузку раньше положенного срока, в результате чего трубопроводы в месте соединения подвергаются нежелательной деформации.
Аппараты для листового полипропилена
Технология сварки листовых полипропиленовых заготовок заключается в сплавлении их по тщательно подготовленной линии среза. Для образования качественного соединения могут применяться следующие методы:
- автоматическая сварка;
- ручное сваривание с помощью паяльного приспособления;
- подобный же метод, но с применением специального технического фена.

Станок для сварки листового полипропилена
Автоматическое соединение полипропиленовых листов относится к наиболее эффективным и качественным приёмам, при реализации которых применяется полифузионная сварка.
Для этого используется особый тип оборудования, в виде рабочих станков или раздвижных столов, на которые в процессе сварки укладываются заготовки и фиксируются посредством прижимного механизма.
Перед началом сварочных процедур оператор устанавливает параметры будущего шва (их толщину и длину), а затем нажимает кнопку «Пуск».
Тем же фиксирующим механизмом края полипропиленовых листов прижимают к нагревательному элементу и после этого прогревают в течение определённого промежутка времени.
При нагреве до заданной температуры нагревательный элемент отводится из рабочей зоны, а раздвижные элементы продолжают сжимать детали точно по линии среза. Длительность сжатия и развиваемое при этом усилие строго нормируются и задаются оператором перед началом процедуры сплавления.
Этим методом заготовки листового полипропилена могут соединяться независимо от их формы, длины и толщины. Ширина рабочей части раздвижного стола для некоторых моделей станков может достигать 3-4-х метров.
Приведённые выше параметры удовлетворяют показателям различных материалов из пропилена, что представляется очень выгодным для обработки больших партий этих изделий.
Ручные паяльники и фены
Ручная сварка полипропиленового листа, трубы или другой детали может быть реализована методом сплавления посредством паяльника, либо с помощью технического фена (экструдера).
Для облегчения процесса сплавления применяется специальный присадочный пруток, изготавливаемый из того же полипропилена.


Перед тем, как сваривать заготовки этим методом стыкуемые поверхности зачищаются мелкой шкуркой, устраняющей все имеющиеся неровности и обеспечивающей идеальное сопряжение.
Пруток для сварки полипропиленовых деталей сначала поступает в экструдер, где осуществляется его разогрев до требуемой температуры. И лишь после этого переходят непосредственно к сварке самих листовых заготовок методом их сжатия.
По завершении этой процедуры место соединения оставляют примерно на пять минут для того, чтобы оно смогло полностью остыть.
Поскольку работа с экструдером предполагает ручное управление – при его применении не всегда удаётся обеспечивать равномерность сжимающих усилий, что отражается на качестве шва.
Заметим, что получаемый при ручном сплавлении шов уступает по качеству соединению, образуемому при автоматической сварке. Его показатель прочности (в сравнении с монолитным полипропиленовым изделием) не превышает значения 0,8.
Холодное сваривание
Технология под названием «холодная сварка» предполагает использование специального пластичного состава, время готовности которого к применению (при комнатной температуре) не превышает пяти минут.
Этот состав обладает характеристиками, приближающимися к показателям металлических материалов, и предназначен для оперативного восстановления мест разгерметизации труб.
 Для полипропиленовых труб холодная сварка подходит как нельзя лучше, поскольку имеет хорошую адгезию даже к сильно загрязнённым пластиковым поверхностям.
Для полипропиленовых труб холодная сварка подходит как нельзя лучше, поскольку имеет хорошую адгезию даже к сильно загрязнённым пластиковым поверхностям.
По этой же причине она часто используется при ремонте радиаторных систем отопления с полиэтиленовыми подводящими каналами.
Порядок подготовки к холодной сварке полипропиленовых труб совсем не сложен. Он предполагает изготовление специального состава, который замешивают в заранее просчитанной пропорции и сразу же распределяют по стыку.
После нанесения ремонтный состав «застывает» в течение примерно 20-ти минут; при этом к эксплуатации восстанавливаемой трубы разрешается приступать не ранее чем через 2 часа.
Ни при каких условиях не допускается попадание этого химически активного состава на лицо и в глаза, а при работе с ним обязательно применение резиновых перчаток.
Для сваривания полипропиленовых листовых изделий допускается применять любой из описанных ранее методов. Их выбор определяется предпочтениями и возможностями исполнителя.
svaring.com
Сварка полипропилена своими руками
Пластиковые трубы сегодня всё увереннее вытесняют металлические изделия. По этой причине их сварка остается одной из насущных проблем каждого, кто решил заменить в доме трубопровод. Собрать пластиковую систему коммуникаций можно, руководствуясь определенной схемой действий. При этом элементы должны быть соединены между собой, дополнены запорной и крепежной арматурой, а также герметизированы.
Для справки

В продаже можно встретить элементы, которые обеспечивают возможность сборки трубопровода любой сложности и конфигурации. В качестве единственного минуса таких трубопроводов выступает необратимость, ведь демонтаж сварного соединения невозможен. Поэтому с полипропиленовыми трубами следует работать с особой внимательностью, в противном случае придется осуществлять их замену.
Оборудование для сварки

Среди прочих инструментов для сборки системы вам понадобится аппарат для сварки труб из полипропилена. С его помощью можно осуществить нагрев деталей и выполнить их соединение. Фиксация элементов должна осуществляться до остывания сварного шва. Прочность и герметичность окажутся довольно высоки, поэтому трубопровод будет способен работать даже при довольно внушительном давлении.
Аппарат для сварки полипропилена прост конструктивно, он состоит:
- из ручки;
- нагревающей плиты;
- терморегулятора.
Плита обычно обладает двумя отверстиями для крепления сварных элементов или насадок. Если ближе ознакомиться со стандартным набором для сварки труб, то можно понять, что в комплект входят четыре сварные насадки, с помощью которых можно решить любые задачи, связанные с укладкой полипропиленового трубопровода.
Дополнительно о насадках

Насадки для сварки полипропилена обычно обладают диаметром в пределах от 20 до 40 мм. В качестве промежуточного значения выступают 25 и 32 мм. Рабочие поверхности насадок обладают тефлоновым напылением, поэтому сварочные элементы изготовить самостоятельно нет возможности, так как к незащищенной поверхности пластик будет прилипать.
Сварка труб

Подготовить трубы можно методом обезжиривания торцов. Некоторые домашние мастера игнорируют эту рекомендацию. Трубы при этом сварятся, но качество соединения окажется более низким. Перед началом сварки необходимо обработать внутреннюю сторону фитинга спиртом.
Это касается и наружного конца трубы. Это позволит устранить частицы пыли и абразива, которые способны повредить тефлоновое покрытие насадок. Для того чтобы не повредить оборудование для сварки полипропилена, насадки следует обработать спиртом, что исключит налипание пластика и повреждение тефлона.
Разметка глубины посадки

В качестве ещё одного довольно важного момента выступает разметка глубины посадки трубы в фитинг. Последние могут обладать разным калибром, а значит, определенной глубиной свариваемого соединения. Поэтому перед началом работ необходимо произвести замеры с помощью линейки или штангенциркуля. Это позволит исключить введение трубы слишком глубоко. Игнорируя данную рекомендацию, вы можете повлечь сужение сечения отверстия или спровоцировать запайку трубы.
Приспособление для разметки

Если вами будет осуществляться сварка труб из полипропилена, то для разметки можно использовать специальное приспособление, которое позволит сэкономить время и нервы. Его можно выполнить самостоятельно из трубы, диаметр которой составит 32 мм. Элемент подойдет для 20-мм трубы. По той причине, что глубина посадки такой трубы равна 15 мм, от 32-мм куска необходимо отрезать заготовку, ширина которой составит 15 мм. Это приспособление может быть использовано для разметки линии глубины.
Применять заготовку очень удобно, если предполагается сваривать трубы одного диаметра. Мерное кольцо можно улучшить методом приклеивания к нему картонного или пластикового дна, это позволит упростить процесс разметки. Если сварка труб из полипропилена осуществляется вами довольно часто, то специалисты рекомендуют изготовить такие медные кольца под все диаметры.
Рекомендации по сварке

Если вы свариваете трубы по месту их расположения, то вам понадобится помощь ещё одного человека, который будет удерживать сварочный аппарат. Тогда как вы в это время сможете стыковать трубу и фитинг со сварными насадками, а после – между собой. Довольно часто некоторые домашние мастера передерживают нагревательные элементы, это приводит к сужению просвета трубы. Для того чтобы знать время нагрева и остывания, необходимо воспользоваться рекомендациями производителя.
Прежде чем будет осуществлена сварка полипропилена, необходимо определиться, где будут уложены трубы. Это позволит снизить количество свариваний на весу. Специалисты рекомендуют собрать элементы на ровной поверхности, а после зафиксировать их в системе.
Для соединения труб края элементов нагреваются. Внутренняя стенка – в муфте, а трубы следует прогреть с внешней стороны. Для этого их почти до конца надевают на насадку и удерживают в течение нескольких секунд. Затем элементы нужно соединить между собой. У вас будет всего лишь пара секунд, чтобы отцентрировать их. Обычно эти работы осуществляются на глаз. Прокручивать элементы по отношению друг к другу не стоит.
Ширина шва и толщина пластика будут определять время сварки. Сварка полипропилена позволит получить надежное соединение, если материал был нагрет до нужной температуры. Перед свариванием труб кран на муфте следует открыть, в противном случае воздух будет выталкивать его из насадки. Часть пластика при соединении выходит, образуя наплыв на муфту. Если при надевании возникнут проблемы, а пластик сильно деформируется, рекомендуется снять фаску с кромки.
Методика проведения работ
Если следовать немецким нормам, то зачистка должна иметь угол, равный 15°, при этом углубление достигает 3 мм. Российские специалисты руководствуются другими правилами, они гласят, что скос фаски равен 45°, тогда как углубление - трети толщины. На практике подойдёт любая фаска в упомянутых пределах, но главным условием при этом выступает ее равномерность.
Когда выполняется сварка полипропилена своими руками, следует оставлять аппарат на подставке, которая имеет вид специальной струбцины. На регуляторе выставляется температура, равная 260 °C, однако для скорости этот параметр может быть увеличен до 280 °C. Если использовать другой температурный предел, то это может стать причиной снижения надежности соединения, поэтому при покупке агрегата необходимо выбирать модель с терморегулятором.
На нагревательную насадку элементы надеваются с трудом, поэтому их необходимо повернуть по оси. Однако вставлять трубы нельзя до упора, в противном случае они могут оплавиться внутри. Для того чтобы избежать таких неприятностей, рекомендуется делать отметки карандашом, однако со временем вы будете чувствовать нужную глубину. Как только все элементы были собраны, можно приступать к сварке на весу. В данном случае речь идёт о переходах между стенами, вводах водоснабжения и соединениях с батареями.
Как избежать ошибок
Пластиковые трубы обычно используются для системы холодного водоснабжения, под давлением они работать не должны. При прокладке систем отопления следует использовать полипропиленовые армированные трубы. Для их сварки необходимо снять часть армирования с помощью шейвера.
При подходе трубы к котлу в этих зонах не должно быть пластика. Для этого используются переходники, которые позволяют заменить сварное соединение резьбовым. Перед новым участком обязательно устанавливается запорный вентиль, это позволит облегчить работы при установке новой точки или при ремонте. Как только новый отрезок будет запущен, вы поймёте, правильно ли прошёл процесс пайки. После открытия запорного вентиля все соединения следует проверить на отсутствие протечек.
Общие правила сварки
Сварка полипропилена может осуществляться в раструб или в стык. Отрезки и аппарат должны быть очищены не только от загрязнений, но и жира, а также масел, последние из которых особенно опасны. Использовать для обезжиривания можно спирт, ацетон или другие растворители. Что касается инструмента, то его можно очистить спиртом.
Важно позаботиться о том, чтобы ветошь для обезжиривания не оставляла волокон. К загрязнениям следует отнести слои полимера, разрушившиеся под воздействием ультрафиолета и воздуха. Их следует убрать механически. С поверхности труб при необходимости удаляется конденсат, а элементы хорошо просушиваются.
Сварка полипропилена не должна сопровождаться охлаждением шва с помощью воды или холодного воздуха. В этом случае процесс произойдёт слишком быстро, что станет причиной напряжения и снижения прочности шва. Если сварка велась при низких температурах, то охлаждение следует замедлить с помощью ткани или утеплителя.
Сварка листового полипропилена
Сварка полипропилена листового феном предполагает нагрев кромок и расположение между полотнами полипропиленовой проволоки. Все три элемента должны быть соединены друг с другом. Выбирая фен, вы должны предпочесть тот, что имеет довольно внушительную мощность. Что касается проволоки, то она должна быть изготовлена из того же материала, который предстоит соединять, в противном случае элементы будут плавиться неравномерно.
Для начала листы следует уложить на ровную поверхность и обработать кромки наждачной бумагой. Используя фен для сварки полипропилена, необходимо действовать по принципу, который схож с применением плавкого электрода. Это указывает на то, что оператору необходимо перемещать оборудование вдоль шва, заполняя стык плавящимся материалом, из которого состоит пруток. Через 7 минут сваренные листы можно будет использовать по назначению.
Применяя описываемую технологию для сварки листового полипропилена, следует помнить о том, что слишком медленное воздействие может стать причиной сильного нагрева, это приведет к деформации шва. Поэтому следует действовать оперативно. Перед началом работ нужно оценить достоинства и недостатки такой сварки. Таким образом, созданный шов будет обладать наименьшей прочностью по сравнению с теми, которые были созданы при использовании других технологий.
Максимальный коэффициент прочности при таком плавлении не достигает значения, равного 0,7. Это говорит о том, что соединять детали по такой методике можно лишь в том случае, когда они имеют не слишком толстые кромки в пределах 6 мм. Для быстрого плавления тонких деталей этот подход может стать лучшим решением.
Дополнительные рекомендации по использованию паяльника
Если вы решили осуществить сварку полипропилена паяльником, то для начала необходимо перекрыть подачу воды и демонтировать старую систему трубопровода. Затем оборудование устанавливается на ножки и хорошо фиксируется в этом положении. Время нагрева и охлаждения для разных диаметров труб будет разным.
Например, если наружный диаметр составляет 16 мм, то время разогрева такой трубы должно быть равно 5 секундам, соединять элементы необходимо в течение 4 секунд, а охлаждать – 2 секунды. Проходной диаметр при этом должен составить 3/8 дюйма. Если наружный диаметр увеличивается до 40 мм, то время разогрева и соединения должно быть равно 12 и 6 мм соответственно. Охлаждать такие трубы необходимо в течение 4 секунд. С увеличением наружного диаметра до 90 мм время разогрева и соединения будет равно 40 и 8 секундам соответственно. Охлаждать трубы в данном случае необходимо в течение 8 секунд.
При использовании паяльника температура нагрева обычно составляет 260°C. Важно использовать описываемое оборудование совместно с розеткой, которая имеет заземляющий контакт. После включения паяльника на корпусе следует нажать специальную кнопку. При этом загорится индикатор зеленого цвета. После того как лампочка станет красной, важно дождаться, пока она погаснет, это укажет на то, что достигнута нужная температура нагрева.
Заключение
Сварка полипропиленовых труб в домашних условиях сегодня достаточно распространена. Если у вас есть в наличии специальное оборудование, вы можете заняться прокладкой пластикового трубопровода самостоятельно. После завершения всех работ необходимо удостовериться в качестве и герметичности соединений. Для этого определенный отрезок продувается. Если воздух проходит беспрепятственно, то спаек не образовалось.
fb.ru